
Abstract
Additive manufacturing (AM) can be applied to new scenarios where traditional subtractive techniques limit geometry and assembling freedom. One of these scenarios is the development of high-frequency devices for communication systems, where AM offers the capability to develop high-complexity geometries, reducing the devices’ weight and cost. This is extraordinarily convenient for recent small satellites where size, weight, and integration are vital. This work presents an AM process specially optimized to develop communication devices. Industry needs have been studied, and materials and manufacturing techniques have been chosen accordingly. Two communication devices, a band-pass filter and a horn antenna, have been developed using two VAT photopolymerization (VPP) processes and different resins. Printed devices were metallized using a two-step process based on a first electroless metallisation and a final galvanic plating. The manufactured pieces were sandblasted prior to metallization to increase plating adhesion and reduce surface roughness. Finally, several dimensional analyses were performed to evaluate the effect of finishing and plating on the manufacturing process using scanning electron microscopy, profilometry, and contact metrology. The electromagnetic response of developed devices is excellent and comparable with commercial devices manufactured with subtractive techniques. A preliminary tolerance analysis was carried out to approximate the systematic deviation of the overall manufacturing process, considering the erosion of sandblasting and the thickness of copper plating. These deviations were compensated in the design step to improve the dimensional accuracy of the band-pass filter.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Although there are numerous technologies for the manufacture of communications devices, their commercial success requires great efficiency in terms of cost and mass production, together with adequate performance in electromagnetic terms. In addition, manufacturing technologies should significantly reduce the volume, weight, and consumption of the equipment, especially in the case of space communications [1]. Moreover, the systems are increasingly complex and require a greater integration of radiation equipment, guidance, filtering, distribution, power handling, etc.
Classic waveguide technology provides excellent performance: total electromagnetic shielding (completely eliminating radiation losses), low insertion loss, ability to carry high power signals and high-quality factor. It is manufactured on blocks of metal (e.g., aluminum or copper) using costly computer numerical control (CNC) milling machines, so the final devices are very heavy and expensive. Antennas made using classical technology, such as horns, reflectors, logoperiodic antennas, etc., also constitute elements of significant volume and weight. Furthermore, this manufacturing process only enables a limited range of topologies.
Additive manufacturing (AM) technologies provide a solution to make inexpensive and lightweight microwave devices [2, 3]. With this technique, the three-dimensional object is built by depositing and solidifying a polymeric material layer by layer. This way of manufacturing allows a very wide spectrum of volumetric topologies, in addition to reducing manufacturing time, weight and cost compared to traditional metal milling processes [4].
High-frequency communication devices require low manufacturing tolerances and low surface roughness. Small deviations in the dimensions would negatively impact on the electrical response of the device, and roughness decreases the effective conductivity, which is translated into ohmic loss [5]. Metal AM does not provide the required precision for some applications, the alloys used are not as good conductors as copper, aluminum or silver and the surface presents a certain degree of roughness. The lower the conductivity, the higher the transmission loss in the device. A better option is to manufacture the device in some polymeric, providing better dimensional precision, softer surfaces and lighter weight [6]. Nevertheless, when the AM feedstock is a polymer, it is necessary to make the device electrically conductive; therefore, it must be metallized with efficient techniques [7]. Unlike electric power signals, communications signals work at very high frequency, in the band of microwaves (between 1 and 100 GHz). At these frequencies, the electromagnetic field only penetrates a thin layer of the conductor; this is known as the “skin effect”. Skin effect is the reason why only a micrometric layer of high conducting material is required to develop a fully performance high-frequency device.
This article discusses the application of AM to develop high-frequency communications devices using a metallized lightweight polymer. A rectangular waveguide cavities band-pass filter and a horn antenna are manufactured in VPP technology using photopolymer resins, with and without glass filler. The two objects are plated with copper through a versatile electroless coating [8], which reduces the hazardousness of wastes produced by traditional methods [9]. Then, devices are metallized again through electroplating to obtain a smoother and thicker copper layer. This technique achieves a homogeneous copper layer on arbitrarily shaped objects and can metallize monolithic parts with half-buried cavities. Materials and techniques used in the suggested approach considerably reduce the weight and manufacturing cost of the final devices.
2 High-frequency devices
AM is particularly efficient for developing the bulky parts of a communication system. Since the idea was to assess the performance of AM for this application, the two developed devices were a band-pass waveguide filter and a horn antenna, both good examples of volumetric pieces of equipment.
2.1 Antenna design
The proposed antenna is a horn in the X band (8.2 to 12.4 GHz) with an exponential aperture for terrestrial communications. Its radiation diagram is a single lobe with 16 dB of gain. It is designed to be connected to a standard WR75 waveguide with a width of 19.05 mm and a height of 9.525 mm. The same design of a commercial antenna, made of steel, has been used to develop the prototype. The dimensions, specified in Fig. 1 and Table 1, were obtained and modeled using the SolidWorks software from Dassault Systèmes.

The horn antenna layout
2.2 Filter design
A classical resonant cavities band-pass filter on rectangular waveguide technology was designed. The filter is based on a standard WR75 waveguide with a width of 19.05 mm and a height of 9.525 mm. The classical cavities filter is intended to be used in demanding applications such as big geostationary (GEO) satellites, where high power, high isolation and low loss are needed. The proposed filter was designed to implement a four-poles Chebyshev band-pass filter centered at 11 GHz, with 300 MHz of bandwidth and 20 dB of maximum return loss (RL) level (0.05 dB of ripple) in the passband. It was designed by following the coupling matrix synthesis method described in Ref. [10], in which coupling elements and resonators are synthesized into the filters’ physical dimensions using a numerical electromagnetic simulator (CST Studio Suite v.2021, CST GmbH, now with Dassault Systèmes). The dimensions are specified in Fig. 2, and the design values are in Table 2.

The layout of the WR75 filter body. On the left, plan view and front view on the right
3 Manufacturing
Two VPP technologies were used, VPP-UVL for curing by ultraviolet laser beam exposure, and VPP-UVM for curing by exposure to ultraviolet light selectively shining through a mask.
The antenna was manufactured with technology VPP-UVM and photosensitive resin, not glass-filled. The used resin was Gray from Applylabwork [11], and the printing resolution was 50 µm in the three axes.
The resin requirements for the antenna are not as demanding as those of the filter since the antenna is a more robust structure to manufacturing tolerances and small deformities. Furthermore, as it is for terrestrial use, it does not need to meet high temperature and mechanical stress requirements.
Before printing the antenna, the model must be correctly oriented using the slicing software. Usually, it is recommended to orient the model to be printed with a certain inclination to prevent deformations. Nevertheless, the inner surfaces of the antenna, i.e., the radiation surface, must stay free of remains of supports. This is why a completely vertical orientation was chosen.
The filter was VPP-UVL printed with a commercial glass-filled photosensitive resin, Rigid-10k from Formlabs [12], with a printing resolution of 50 μm. Filters are structures very sensitive to manufacturing tolerances and deformations. The use of glass-filled resin improves printing accuracy, and increases the heat deflection temperature (HDT) and tensile strength compared to traditional resins. This is especially appropriate for space applications where there are high-temperature gradients and mechanical shocks.
A specific honeycomb structure was designed to give structural resistance to the part and to avoid warping, minimizing the manufacturing material. Figure 3 illustrates this structure. An optimization of the design and of the additive manufacturing parameters was carried out since filters must not have supports inside the cavities. This is why it was divided into two parts and assembled with screws.

Details of the supporting structure for the filter
4 Metallization
The polymer used to manufacture the device is a non-conductive material, so it does not provide the electric properties that communication systems demand. At high frequencies, the electromagnetic fields only penetrate in a thin layer of the material, so that, only a thin metal coating is needed for these devices to be fully functional.
There are several methods to plate a polymer. Sputter deposition is expensive and non-uniform if the device has hollow or hidden parts. Conductive paint is non-homogeneous and lossy. Alternatively, the electroless plating process (also known as autocatalytic plating) can be used to get a good-quality first metal layer. This is why it was chosen in this work. This process achieves a copper attachment by chemically producing negative charges on the surface of the device [8]. Previous to the autocatalytic process, the device must be preprocessed to prepare the surface for the chemical bath. The electroless copper plating is carried out in a multi-stage process: in each stage, the device is sunk in different chemical solutions, which condition its surface for the copper deposition. Since the device is fully sunk in the chemical solutions, any hollow or hidden part is evenly metallized.
Although the copper layer obtained in this way is homogeneous and stable, it is very thin (scanning electron microscopy, SEM gives values from 0.5 to 1.7 μm). To increase the thickness and robustness of the copper layer, an additional electroplating (also known as galvanic) process was applied. A MiniContact 2 metallizer machine from LPKF was used. After this second stage, the cooper coating was smoother and thicker (6.5–12 μm, measured with SEM).
A resonator method has been used to calculate the effective conductivity of the copper layer at microwave frequencies [13]. The resulting average value is 17.7 MS/m at 11 GHz, considering the effect of oxidation and surface roughness. Annealed copper conductivity in ideal conditions is 58 MS/m. Conductivity will impact not only on the electrical response of the filter but also on its power handling. When the power increases, ohmic loss provokes heating by the Joule effect. If the device reaches high temperatures, a breakdown may occur. The study of threshold power for temperature breakdown is a future work.
5 Results
Figures 4 and 5 show the two developed devices. A first prototype of the filter (Fig. 4a) was manufactured to perform a dimensional analysis. Then, considering the results of this analysis, a final prototype (Fig. 4b) was developed. The final design also included the flanges to interconnect the filter with the rest of the system.

WR75 filter, a body and cover of the prototype used for dimensional control, b final assembled filter

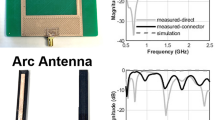
Horn antenna
The manufactured (Fig. 5) antenna is similar to the commercial one, furthermore, as it is pointed out in Sect. 5.2, its electrical response is even better. The main difference between the two antennas is the weight. The AM antenna weighs 71.69 g, while the weight of the commercial one made by machining, assembly and welding is 290.28 g, approximately four times more. Manufacturing costs are 2.5 times cheaper using AM and metallization than milling on metal.
5.1 Dimensional control
After finishing all the stages of the manufacturing process, the dimensions of the obtained parts were measured. Profilometry and contact metrology analyses were performed to assess the effect of the manufacturing process. Tables 1 and 2 show the results (for the horn antenna and the WR75 filter, respectively) of the tolerance analysis that was carried out to approximate the systematic deviation of the overall manufacturing process. This analysis considers manufacturing tolerances, erosion due to sandblasting, and thickness of copper plating. As expected, the differences of the measurement and the design are bigger in the case of the horn antenna than in the filter since different AM technologies and resins were used.
This range of deviations in the antenna topology does not provide a noticeable change in its electrical behavior. Nevertheless, as already said, the filter’s electrical response can dramatically change if the design dimensions are not respected. The measurements of the filter dimensions were taken at the top and the bottom of each length and width. In Table 2, a T or a B is added in the name of each dimension, so that aT is the filter’s inner width measured at its top, while aB is the width measured at the bottom. The bias to the design values was compensated in a re-design step to improve the dimensional accuracy of the band-pass filter. A new filter was manufactured considering these systematic errors, and its electrical response is in Sect. 5.2.
5.2 Electrical response
The scattering parameters (S-parameters) of the filter were measured using a Vector Network Analyzer (VNA). This measurement provides the transmission (S21) and reflection (S11) coefficients. Figure 6 shows the frequency response of the proposed filter versus the optimized design. The measured response shows a deviation of 26 MHz in center frequency, − 3.2 MHz in − 3 dB bandwidth and − 0.104 dB in IL. Measurements agree very well with simulations, with just slight deviations due to assembling gaps and arbitrary manufacturing errors. This electromagnetic response is excellent and comparable with commercial devices manufactured with subtractive techniques [14].

Electrical response of the filter
The radiation diagram of the antenna was measured using a microwave radiating power source and a stationary wave range (SWR) meter. The normalized radiation diagram of the AM antenna versus the commercial one is depicted in Fig. 7. As can be seen, both diagrams are very similar, even one of the AM antennas presents a better symmetry. Furthermore, both gains are the same, nominally 16 dB. So that, the copper coating demonstrates its efficiency.

Radiation diagram of the antenna
6 Conclusions
Two different high-frequency communication devices, an antenna and a waveguide filter, have been designed, developed, and measured. The two devices have different requirements in terms of manufacturing tolerances, temperature, and mechanical stress. This is why two VPP processes and resins, with and without glass filler, were used. Furthermore, a double copper metallization, electroless and galvanic, was applied to provide electrical conductivity to the polymer surface. The resulting weight, copper coating, dimensions, and electrical responses of the devices were measured. AM has proved to provide a reliable and efficient technology for developing high-frequency communication devices even if they have demanding performance requirements.
Data availability
All data are included in the manuscript.
References
Barnes R, Boetti A, Marchand L, Hopkins J (2005) An overview of microwave component requirements for future space applications. In: European gallium arsenide and other semiconductor application symposium, GAAS 2005, pp 5–12
Guo C, Shang X, Li J, Lancaster MJ, Xu J (2016) 3-D printed lightweight microwave waveguide devices. In: 2016 IEEE 5th Asia-Pacific conference on antennas and propagation (APCAP), pp 47–48
Ghazali MIM, Gutierrez E, Myers JC, Kaur A, Wright B, Chahal P (2015) Affordable 3-D printed microwave antennas. In: 2015 IEEE 65th electronic components and technology conference (ECTC), pp 240–246
Prigaud A, Bila S, Tantot O, Delhote N, Verdeyme S (2016) 3-D printing of microwave passive components by different additive manufacturing technologies. In: 2016 IEEE MTT-S international microwave workshop series on advanced materials and processes for RF and THz applications (IMWS-AMP), pp 1–4
Liang T, Hall S, Heck H, Brist G (2006) A practical method for modelling PCB transmission lines with conductor surface roughness and wideband dielectric properties. In: 2006 IEEE MTT-S international microwave symposium digest, pp 1780–1783. https://doi.org/10.1109/MWSYM.2006.249721
Saracho-Pantoja O, Montejo-Garai JR, Rebollar JARJM (2018) Additive manufacturing of 3D printed microwave passive components in emerging microwave technologies. In: Industrial, agricultural, medical and food processing. IntechOpen, London, United Kingdom [Online]. https://www.intechopen.com/chapters/59538. https://doi.org/10.5772/intechopen.74275
Ghazali MIM, Park KY, Gjokaj V, Kaur A, Chahal P (2017) 3-D printed metalized plastic waveguides for microwave components. In: International symposium on microelectronics, vol 2017, pp 000078–000082
Moraczewski R, Malinowski PR, Zenkiewicz M (2015) Autocatalytic metallization of polylactide. Polimery 60(07/08):492–500
Mallory G (1990) Electroless plating: fundamentals and applications. The Society, Orlando
Cameron RJ, Kudsia CM, Mansour RR (2018) Microwave filters for communication systems. Wiley, Hoboken
ApplyLabWork, Design concept series: MSLA modeling gray, for LED/LCD printers, [Online]. https://applylabwork.com/design-concept-series-msla-modeling-gray-for-led-lcd-printers/. Accessed 10 Oct 2022
FormLabs, Rigid 10K Resin, [Online]. https://formlabs.com/store/materials/rigid-10k-resin/. Accessed 10 Oct 2022
Rojas-Nastrucci EA, Nussbaum JT, Crane NB, Weller TM (2017) Ka-band characterization of binder jetting for 3-D printing of metallic rectangular waveguide circuits and antennas. IEEE Trans Microw Theory Tech 65(9):3099–3108. https://doi.org/10.1109/TMTT.2017.2730839
Bachiller (2010) Métodos híbridos para el análisis y diseño eficiente de filtros avanzados para sistemas de comunicaciones espaciales. Dissertation, Departamento de Comunicaciones, Universitat Politècnica de València
Acknowledgements
This work was supported by the Agencia Valenciana de la Innovación research project INNVA1/2020/84, by the Agencia Estatal de Investigación (Spain) under the Fellowship for Training PhDs BES-2017-079728, and by the Ministerio de Ciencia e Innovación (MICIN, Spanish Government) through the Research and Development projectPID2019-103982RB-C41 (under Grant MICIN/AEI/10. 13039/501100011033).
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing interests that could have influenced this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bachiller, C., Nova, V., Ferrer, Á. et al. Additive manufacturing and metallization of high-frequency communication devices. Prog Addit Manuf 8, 3–8 (2023). https://doi.org/10.1007/s40964-022-00386-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-022-00386-4