
Abstract
For the spheroidal graphite cast iron materials, also known as ductile cast iron (DCI), EN-GJS-400-18-LT and EN-GJS-450-18, different welding procedures were examined for potential repair welding. A repair weld was performed on thick cast iron plates using the optimum procedure in each case. The weld was evaluated for all areas of the welded joint (weld metal, fusion line/heat-affected zone and base metal). In addition to the metallographic microstructural analysis, the characterization of the repair weld was carried out by means of hardness distribution measurements, static tensile testing and notched bar impact testing as well as fracture mechanics investigations under static and under cyclic loading in a wide load ratio range. On this basis, a generalized description of cyclic crack growth could be made according to the NASGRO® MODEL. NASGRO® is a fracture mechanics and fatigue crack growth software. In accordance with the possible operating conditions of repair-welded, thick-walled components, the static and impact tests were performed in the temperature range down to \(-\)40 \({}^{\circ }\text {C}\).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The research project "nodularWELD" dealt with the repair welding of thick-walled components of the cast iron alloys EN-GJS-400-18-LT (ferritic microstructure) as well as EN-GJS-450-18 (ferritic silicon solid solution strengthened microstructure).1,2 Due to the lack of acceptance by casting users, defective components are usually discarded. Dissimilar welding is explicitly prohibited for components subjected to cyclic loading.3 For this reason, systematic investigations of thick-walled repair-welded ductile cast iron components were planned in the research project "nodularWELD" to generate a data basis for a valid evaluation of the effects of repair welding.
Test welds were performed to determine optimum welding technologies (filler metal and preheating temperature) for the production of native or dissimilar welded joints. This decision was based on the evaluation of the quasi-static strength and deformation properties, the microstructure in the welded joint, the defect situation in the weld and the hardness distribution.
While the research partner Fraunhofer Institute for Structural Durability and System Reliability LBF Darmstadt investigated the fatigue behavior,2 the sub-project of the Institute of Materials Engineering1 carried out a comprehensive characterization of the repair welding of thick-walled cast plates by metallographic microstructure investigations of the welded joint, measurement of the hardness distribution, quasi-static tensile tests, notched bar impact bending tests and fracture mechanics tests. The investigations were carried out on the base metal (BM), in the weld metal (WM) and in the fusion line/heat-affected zone (FL/HAZ) area in the temperature range down to \(-\)40 \({}^{\circ }\text {C}\). The crack propagation behavior under cyclic loading was analyzed at room temperature (RT) over a very wide range of load ratios. With these data, a generalized description of the cyclic crack propagation behavior could be modeled.
The results of the Institute of Materials Engineering on the materials EN-GJS-400-18-LT and EN-GJS-450-18 are reported in this paper.
Based on these results, a proposal for a model for fracture mechanical component evaluation by means of failure assessment diagram (FAD) was submitted in,1 which must be adapted to the respective conditions (component dimension, component load, failure location, failure size, failure position) in the future. For the welded joint with weld defects, an analytical calculation of the component’s yield load still has to be developed in the future. In ductile cast iron materials, an acceleration of crack propagation can occur during load step transitions.4 Therefore, in order to quantify the influence of the load sequences (sequence influence) on the crack propagation rate, further research is required to evaluate the cyclic crack growth under variable loading.
Materials and Methods
The provision of thick-walled cast plates (thickness approx. 150 mm, width approx. 600 mm, length approx. 1000 mm) was carried out by sand mold casting by the project partners:
-
EN-GJS-400-18-LT (company ZGG - Zeitzer Guss GmbH, Zeitz)
-
EN-GJS-450-18 (company Siempelkamp Giesserei GmbH, Krefeld)
These cast iron materials are standardized in DIN EN 15635 and have the following specifications (Table 1):
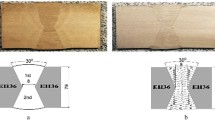
Grooves were made in the cast plates for the test welds or for the repair weld (Figure 1). The test welds were carried out at Siempelkamp Giesserei and Castolin GmbH, Kriftel, respectively.

Groove geometry (schematic, according to LBF2) and test program.
The filler metals used for welding were the native filler metals as well as dissimilar filler metals.
The tests were carried out in accordance with the relevant standards:
-
Tensile tests according to DIN EN ISO 6892,6,7 Method B, with round tensile specimens B 8 x 40 mm or B 10 x 50 mm according to DIN 50125.8 Cooling took place in a temperature chamber with air circulation by means of injected liquid nitrogen vapor. An axial strain transducer was used for deformation measurement.
-
Hardness tests according to DIN EN ISO 6506.9
-
Notched bar impact tests according to DIN EN ISO 14810 on ISO-V samples. Sample cooling was performed in a recirculated ethanol cooling bath using liquid nitrogen vapor.
-
Static fracture toughness determination according to ISO 1213511 on 10 % side-notched SENB specimens (B = 10 mm, W = 20 mm) under 3-point bending. Cooling was realized by nitrogen vapor in a temperature controlled chamber. The compliance method was used for crack length measurement.
-
Cyclic crack growth measurements according to ASTM E 647 or ISO 1210812,13 using SENB8 specimens (B = 10 mm, W = 20 mm) under 8-point bending on a resonant testing machine at load ratios between R = -1 and R = +0.5. Since the test setup used for 8-point bending with its specimen geometry-dependent dimensions does not correspond to the ratios in ISO 12108, the geometry function of ISO 12108 for 8-point bending could not be used for the \(\Delta K\) calculation (Eqn. 1a). Therefore, the geometry function according to Murakami14 (Eqn. 1b) was used.
The crack length measurement was taken according to the compliance method with a compliance function adapted for the test setup.
The threshold \(\Delta K_{th}\) was determined after systematic load decreasing ("\(\Delta K\)-Decreasing Procedure for \(da/dN < 10^{-8}\) m/cycle" according to section 8.6 of ASTM E647) in accordance with ASTM E647 at a crack growth rate of \(10^{-10}\) m/cycle. To determine the threshold value, the measurement points were fitted witch a nonlinear function (4-parameter Weibull function, with parameters \(B_1\) to \(B_4\)),15,16,17 Eqn. (2).
This made it possible to take into account the scattering of the measuring points due to the microstructure, the nonlinear trend of the measuring point arrangement and the non-uniform distribution of measuring points in the evaluation range, which might otherwise have led to the sample being excluded.
Range II of the cyclic crack growth curve ("Paris range") was analyzed under constant force amplitude ("constant force amplitude test procedure for \(da/dN> 10^{-8}\) m/cycle" according to section 8.5 of ASTM E647).
To minimize the crack closure effect, short initial crack lengths were set and each region of the cyclic crack growth curve after crack initiation was examined with a separate specimen (preferably of the same initial crack length).
-
Elastic constants by ultrasonic velocity measurement according to DIN EN 843-2, method C18 at room temperature.
The test welds were evaluated by means of strength and ductility in the tensile test, hardness distribution and microstructure formation/welding defects in the FL/HAZ region.
The optimum process was identified as dissimilar welding with the filler metal CastoMag 45640 Ti19 for EN-GJS-400-18-LT and welding with the filler metal EnDOtec DO*2320 for EN-GJS-450-18.
Figure 2 illustrates the sampling plan for the characterization of the repair weld (base metal as well as weld joint in the areas of weld metal and FL/WEZ). The results are reported below.

Sampling plan (schematic) according to project partner Germanischer Lloyd Industrial Service GmbH (personal communication).
Results and Discussion
Microstructure
For both casting materials, Figure 3 shows the typical microstructural formations in the base material and in the FL/HAZ area. The base materials did not exhibit any special features and are characterized by the form factor, size, distance, volume and density of graphite particles as well as ferrite grain size and pearlite content. For this purpose, 10 - 12 images were analyzed under 50x or 100x magnification on an Olympus GX 51 reflected light microscope using the Stream Motion software. At least 1000 graphite particles were evaluated. The microstructure parameters are listed in Table 2. In the repair weld of EN-GJS-400-18-LT, many, predominantly rounded (pore-like), weld defects with dimensions of 2 mm (averaged) were found (Figure 4). During repair welding of EN-GJS-450-18, only isolated weld defects with averaged dimensions of 1.1 mm were found. Starting from the weld, intergranular cracks with dimensions up to 4 mm propagated into the base metal of EN-GJS-450-18 (Figure 3f).
Nickel martensite21 was detected in the FL/HAZ region of the repair welds of EN-GJS-400-18-LT (Figure 3e).

Typical microstructure of EN-GJS-400-18-LT (left) and EN-GJS-450-18 (right) in the base material and in the region FL/HAZ.

Typical welding defects of the repair welding of EN-GJS-400-18-LT.
Hardness
The hardness distribution in the depth position 30 mm is shown in Figure 5 for the repair weld of both GJS materials. The hardness of the weld metal always corresponds to the data for the filler metals.19,20 In both cases, the filler metal is harder than the base metal. This strength difference (strength mismatch) is called overmatching. At the transition filler metal – FL/HAZ, hardening due to nickel martensite can be measured.

Hardness distribution (depth 30 mm) of the repair weld of EN-GJS-400-18-LT as well as EN-GJS-450-18.
Impact Load
The results of the notched bar impact tests at room temperature (RT) and at \(-\)40 \({}^{\circ }\text {C}\) are shown in Table 3. While the two GJS materials showed the typical reduction in notched bar impact energy consumed when the temperature was lowered, there is no evidence of toughness loss in the filler metal of either repair weld. The significantly larger scatter of consumed energy in case of notch position in the weld metal is due to the welding defects.
Static Load
The results of the tensile tests at room temperature (RT) and at \(-\)40 \({}^{\circ }\text {C}\) are summarized in Table 4. The higher strength of the filler metal (overmatching) led to failure in the base metal for the transverse specimens of the repair-welded EN-GJS-400-18-LT. The repair-welded EN-GJS-450-18 always failed at the FL/HAZ interface due to the cracks formed during welding.
The weld defects in the filler metal caused a significantly increased scatter of the strength values in the longitudinal specimens (pure filler metal). A temperature reduction did not reduce the ductility of the filler materials.
Fracture Mechanics
Fracture Toughness
The fracture mechanical failure mechanism was different in different areas of the welded joint under static loading and also changed when the temperature was lowered.
EN-GJS-400-18-LT Under static loading, crack resistance curves were recorded at both room temperature and \(-\)40 \({}^{\circ }\text {C}\) (Figure 6). Scanning electron microscopy revealed isolated evidence of crack tip blunting. The critical stretch zone amounts \(SZW_c\) in these cases were determined to be 10 \(\upmu \)m (at RT) and 6 \(\upmu \)m (at \(-\)40 \({}^{\circ }\text {C}\)). Using these data, which are common for GJS materials, it was possible to determine not only an crack initiation value \(J_{0.2BL}\) but also the crack initiation parameter \(J_i\).

Typical crack resistance curve of EN-GJS-400-18-LT.
No fracture toughness determination was possible in the weld metal (CastoMag 45640 Ti), since no crack propagation was initiated up to the maximum allowable stress (\(J_\text {max}\) criterion) at all test temperatures.
For the FL/HAZ test area, stable crack growth was observed in the room temperature test. In Table 5, the crack initiation value \(J_{0.2BL}\) is shown. The value \(J_i\) could not be determined because the stretch zone width values that could be measured in isolated cases were extremely scattered. At the test temperature of \(-\)40 \({}^{\circ }\text {C}\), all specimens failed with a local brittle fracture (pop-in).
Table 5 shows the experimentally determined characteristic values and the values formally converted into a stress intensity factor according to Eqn. (3). All equations are given in the equations section at the end of the text of this paper.
EN-GJS-450-18 Crack resistance curves were recorded during static testing at room temperature. In the scanning electron microscope, crack tip blunting was detected in isolated cases. The critical stretch zone amounts \(SZW_c\) were estimated in these cases as 15 \(\upmu \)m. In addition to the size-sensitive crack initiation value \(J_{0.2BL}\), the size-insensitive crack initiation parameter \(J_i\) could also be determined.
At the test temperature of \(-\)40 \({}^{\circ }\text {C}\), pop-in (failure due to local instability) always occurred under static loading (Figure 7). The fracture toughness parameter relevant to this failure is valid for the specimen dimension B = 10 mm.

Typical pop-in behavior of EN-GJS-450-18 at \(-\)40 \({}^{\circ }\text {C}\).
Table 6 lists the experimentally determined and the converted characteristic values.
Crack Growth Under Cyclic Loading
The crack growth measurements under cyclic loading allowed the recording of cyclic crack growth curves for region I (threshold region with parameter \(\Delta K_{th}\)) and region II (region of stable crack growth, “Paris region,” with parameters C and m). Area III (area of accelerated crack growth to instability with parameter \(\Delta K_{fc}\)) could not be analyzed with the resonance testing technique.
The influence of the load ratio on the threshold can be described by the threshold function \(\Delta K_{th}(R)\), Eqn. (4) resp. (5), e.g., according to.22 The virtual (intrinsic) crack depth \(a_0\) can be used as a fitting parameter23 or is determined according to22 with \(a_0\) = 0,0381 mm. \(\Delta K_1\) is calculated according to Eqn. (6) and f(R) is the empirical crack opening function according to Newman22,23, Eqn. (7).
The NASGRO equation (Eqn. 8),22,23,24 allows the generalized description of the cyclic crack growth da/dN vs. (R, \(\Delta K\)) for arbitrary R-values in all three regions of the cyclic crack growth curve by a set of parameters to be determined empirically. The determination of all parameters or functions can be taken from.22,23,24
EN-GJS-400-18-LT In Figure 8, the threshold functions for all three material ranges of the repair weld of EN-GJS-400-18-LT are shown. It can be seen that the influence of the load ratio R on the threshold value \(\Delta K_{th}\) is well described by the model function. The parameters of the threshold functions for all three material ranges of the repair weld are shown in Table 7.

Influence of load ratio on threshold values of different areas of the repair-welded EN-GJS-400-18-LT.
Figures 9 and 10 illustrate that the measured cyclic crack growth curves for all three test areas of the repair weld can be well described by the NASGRO model function (Eqn. 8). The parameters of the NASGRO model are shown in Table 8.

Fatigue crack growth in the base material of EN-GJS-400-18-LT (measured values and modeling).

Fatigue crack growth in the fusion line/heat-affected zone part of the repair weld of EN-GJS-400-18-LT (measured values and modeling).
EN-GJS-450-18 In Figure 11, the threshold functions for all three material areas of the repair weld of EN-GJS-450-18 are shown. Crack propagation in the FL/HAZ region was affected by the cracks already formed during repair welding. This often resulted in a formally invalid fatigue crack front formation as well as crack deflection into the base metal. For the base metal and the filler metal, the parameters of the threshold function are given in Table 9. The evaluation of crack propagation in the FL/HAZ region could not be pursued further due to an insufficient number of specimens. Further investigations are necessary in the future.

Influence of load ratio on threshold values of different parts of the repair-welded EN-GJS-450-18.
Figures 12 and 13 illustrate that the measured cyclic crack growth curves for the base metal and the filler metal of the repair weld can be well described by the NASGRO model function (Eqn. 8). The parameters for the NASGRO model are given in Table 10.

Fatigue crack growth in the base material of EN-GJS-450-18 (measured values and modeling).

Fatigue crack growth in the weld metal of the repair weld of EN-GJS-450-18 (measured values and modeling).
Component Evaluation
The analytical evaluation of the safety of defective components under static load can be carried out by means of failure assessment diagram (FAD) which is described in several sets of rules (e.g., References 23,24,25 and Figure 14).

Failure Assessment Diagram (FAD) schematic (schematic).
The FAD is suitable for any component failure behavior, since it allows an evaluation starting from linear elastic failure by brittle fracture up to elastic–plastic failure by ductile fracture. For this purpose, the stress intensity factor \(K_r\) related to the material fracture toughness is represented via the degree of plastification \(L_r\).
The limit curve \(K_r = f(L_r)\) depends on the properties under static tensile loading (E modulus, \(R_{p0,2}\) as well as \(R_m\)).
If the state point of a component with defects is below the material- and component-specific limit curve \(K_r = f(L_r)\), the evaluation is estimated as “safe.” In addition, limit conditions (critical load, critical defect size) can be derived.
The evaluation is carried out in sub-steps (further details see References 23 and 25):
-
1.
Determination of the failure condition in the component,
-
2.
Determination of the stress condition in the component,
-
3.
Determination of the material condition in the component,
-
4.
Derivation of a crack model for the defect in the component,
-
5.
Development of a computable structural model of the component with defect,
-
6.
Determination of the stress parameters for the component with defect,
-
7.
Determination of the material parameters for the component evaluation,
-
8.
Calculations for the initial crack under static loading,
-
9.
Calculations for the initial crack under cyclic loading,
-
10.
Calculations for the crack in the final state under static loading,
-
11.
Verification (reserve factors, reliability).
The input data required for a fracture mechanics component evaluation are:
-
Information of defect dimension, size and location as result of nondestructive testing,
-
Data on the component and the component load,
-
Analytical solutions for the fracture mechanical stress parameter in the component and for the plastic limit load of the component,
-
Mechanical–technological as well as fracture mechanical material parameters.
In the two repair-welded GJS materials, overmatching was present (filler metal stronger than the base metal). Thus, the evaluation of the base metal is of particular importance, since the plastic deformation is localized in the base metal24 (Figure 15).

Localization of plastic deformation in the case of strength mismatch, according to Reference 24.
In References 23 and 25, guidance is given on how to account strength mismatch as well as weld residual stresses, if any, in component evaluation. For the following components with strength mismatch in a welded joint, analytical solutions for calculating the stress intensity factor K and the plastic limit load \(F_{e,M}\) are given:
-
disk under tension with continuous internal crack
-
in the centerline of the weld,
-
in the interface between weld metal and base metal,
-
-
hollow cylinder under axial force with internal circumferential crack
-
in the centerline of the weld,
-
in the interface between weld metal and base metal.
-
For other components and crack configurations, these analytical solutions must first be determined as part of the component evaluation.
The evaluation of crack growth under cyclic loading includes
-
the analysis for fracture mechanical fatigue strength when the load is less than the threshold at the given load ratio (\(\Delta K(R) < \Delta K_{th}(R)\)),
-
the calculation of the crack propagation at given load ratio R, e.g., by integrating the Paris–Erdogan relation \(da/dN = C \cdot \Delta K^m\).
Numerical integration routines require special software packages. Closed-loop integration is only possible for simple cracks and structural models.
Load history effects must be taken into account in the case of non-single-step loading.26 Models describing the influence of the load history must take into account the microstructure-related and material-specific damage behavior in GJS materials, since, in contrast to wrought alloys, an acceleration of the crack propagation may also occur during load step transitions.4 For this purpose, further research on the base materials as well as the repair welds of all GJS materials will be required in future in order to develop a model that can be generalized.
Conclusion
Repair welding of the cast iron alloys EN-GJS-400-18-LT and EN-GJS-450-18 can be used for cost-effective repair and safe operation of thick-walled components if the fracture mechanical properties (fracture toughness, cyclic crack growth behavior) are known and a fracture mechanics evaluation model is applied.
It must be noted that the fracture mechanical properties differ from those of the base material due to the repair welding. This must be taken into account in the fracture mechanics assessment model depending on the location of the defects to be assessed. The repair welds realized in the research project contained minor welding defects, which can also occur in practice when welding thick-walled components.
For a future application, further investigations are necessary to quantitatively describe the influence of practical operating loads on fatigue crack growth. In addition, further experiments are required to validate the fracture mechanics parameters.
References
P. Trubitz, S. Grützner, L. Krüger, Identification and Optimization of Welding Parameters for Repair Welding of Cast Iron Components with Nodular Graphite with Adjustment of a Defined Microstructure to Ensure Comparable Static and Cyclic Strength Characteristics of Weld Zone, Heat-affected Zone and Base Material – Subproject: Fracture Mechanics Characterization of Repair Welding. (Identifikation und Optimierung von Schweißparametern zum Reparaturschweißen von Bauteilen aus Gusseisen mit Kugelgrafit mit Einstellung eines definierten Gefüges zur Gewährleistung vergleichbarer statischer und zyklischer Festigkeitskennwerte von Schweißzone, Wärmeeinflusszone und Grundmaterial – Schlussbericht zum Teilvorhaben \(\gg \)Bruchmechanische Charakterisierung der Reparaturschweißung\(\ll \).) TU Bergakademie Freiberg, Institut für Werkstofftechnik, Freiberg (2023). https://doi.org/10.2314/KXP:1868993531
S. Schönborn, Identification and Optimization of Welding Parameters for Repair Welding of Cast Iron Components with Nodular Graphite with Adjustment of a Defined Microstructure to Ensure Comparable Static and Cyclic Strength Characteristics of Weld Zone, Heat-affected Zone and Base Material – Subproject: Determination of the Local Cyclic Load Capacity of Repair-welded GJS Components . (Identifikation und Optimierung von Schweißparametern zum Reparaturschweißen von Bauteilen aus Gusseisen mit Kugelgrafit mit Einstellung eines definierten Gefüges zur Gewährleistung vergleichbarer statischer und zyklischer Festigkeitskennwerte von Schweißzone, Wärmeeinflusszone und Grundmaterial – Schlussbericht zum Teilvorhaben \(\gg \)Ermittlung der lokalen, zyklischen Beanspruchbarkeit reparaturgeschweißter GJS-Bauteile\(\ll \)). Fraunhofer-Institut für Betriebsfestigkeit und Systemzuverlässigkeit LBF, Darmstadt (2023). https://doi.org/10.2314/KXP:1870323920
Germanischer Lloyd Industrial Service GmbH, Guideline for the Certification of Wind Turbines (Richtlinie für die Zertifizierung von Windenergieanlagen) (Germanischer Lloyd, Hamburg, 2010)
T. Mottitschka, G. Pusch, H. Biermann, P. Hübner, Investigations on Cyclic Crack Growth in Ferritic Cast Iron with Spheroidal Graphite under Constant and Variable Load Amplitudes (Untersuchungen zum zyklischen Risswachstum in ferritischen Gusseisen mit Kugelgraphit unter konstanten und variablen Lastamplituden). Giesserei-Praxis 64(10), 412–417 (2013)
EN 1563: Founding - Spheroidal Graphit Cast Iron. (April 2019)
EN ISO 6892-1: Metallic Materials – Tensile Testing – Part 1: Method of Test at Room Temperature (ISO 6892-1:2019). (June 2020)
EN ISO 6892-3: Metallic Materials – Tensile Testing – Part 3: Method of Test at Low Temperature (ISO 6892-3:2015). (July 2015)
DIN 50125: Testing of Metallic Materials – Tensile Test Pieces. (August 2022)
EN ISO 6506-1: Metallic Materials – Brinell Hardness Test – Part 1: Test Method (ISO 6506-1:2014). (February 2015)
EN ISO 148-1: Metallic Materials – Charpy Pendulum Impact Test – Part 1: Test Method (ISO 148-1:2016). (May 2017)
ISO 12135. Metallic Materials – Unified Method of Test for the Determination of Quasistatic Fracture Toughness., 3. edn. (2021)
ASTM E647-23a. Standard Test Method for Measurement of Fatigue Crack Growth Rates. (2023)
ISO 12108. Metallic Materials – Fatigue Testing – Fatigue Crack Growth Method, 3. edn. (2018)
Y. Murakami, Stress Intensity Factors Handbook (Pergamon Books Ltd., Oxford, 1987)
R.J. Bucci, Development of a Proposed ASTM Standard Test Method for Near-Threshold Fatigue Crack Growth Rate Measurement. In: Hudak Jr., S.J., Bucci, R.J. (eds.) Fatigue Crack Growth Measurement and Data Analysis, pp. 5–28. ASTM STP 738, Philadelphia (1981)
G.E. Bowie, D.W. Hoeppner, Numerical Modeling of Fatigue and Crack Propagation Test Results. Nuclear Metallurgy 20, 1171–1178 (1976)
P. Trubitz, S. Grützner, S. Hübner, L. Krüger, Contribution to the determination of the threshold value \(\Delta K_{th}\) of nodular cast iron materials by a nonlinear description of the cyclic crack growth curve (Beitrag zur Ermittlung des Schwellenwertes\(\Delta K_{th}\)von GJS-Werkstoffen durch eine nicht-lineare Beschreibung der zyklischen Risswachstumskurve. In: 54. Tagung Arbeitskreis Bruchmechanik und Bauteilsicherheit (online), Berlin, 2022, S. 185 – 194. https://doi.org/10.48447/BR-2022-019
EN 843-2: Advanced Technical Ceramics – Mechanical Properties of Monolithic Ceramics at Room Temperature – Part 2: Determination of Young’s Modulus, Shear Modulus and Poisson’s Ratio. (March 2007)
CASTOLIN EUTECTIC: CastoMag® 45640 Ti – GAS-SHIELDED CONTINUOUS ELECTRODE FOR MAINTENANCE AND REPAIR. https://www.castolin.com/product/castomag-45640-ti Accessed 2024-01-25
CASTOLIN EUTECTIC: EnDOtec® DO*23 Welding Wire – DEVELOPED FOR ASSEMBLIES OR REBUILDING ON CAST IRONS WITH MAXIMUM SAFETY MARGIN. JOINING CAST IRON TO STEEL. https://www.castolin.com/product/endotec-do23-welding-wire Accessed 2024-01-25
Cast Iron With Nodular Graphite. Production – Properties – Application (Gusseisen mit Kugelgraphit. Herstellung – Eigenschaften – Anwendung). konstruieren + giessen 32(2), 38–48 (2007)
Reference Manual NASGRO® Fracture Mechanics and Fatigue Crack Growth Analysis Sotfware, 9.1 edn. NASA Johnson Space Center and South Research Institute (2019)
C. Berger, J.G. Blauel, L. Hodulak, B. Pyttel, I. Varfolomeyev, FKM-Guideline: Fracture Mechanics Proof of Strength for Engineering Components (VDMA Verlag, Frankfurt/Main, 2009)
U. Zerbst, P. Hübner, DVS Code of Practice 2401: Fracture Mechanical Evaluation of Defects in Welded Joints (DVS Merkblatt 2401: Bruchmechanische Bewertung von Fehlern in Schweißverbindungen). DVS-Fachbücher. Deutscher Verband für Schweißen und verwandte Verfahren e. V. (2004)
BS 7910: Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures. (2019)
P. Hübner, H. Schlosser, G. Pusch, H. Biermann, Load History Effects in Ductile Cast Iron for Wind Turbine Components. Int. Journal of Fatigue 29, 1788–1796 (2007). https://doi.org/10.1016/j.ijfatigue.2007.01.012
Acknowledgements
The presented results were derived from a joint project cooperation of Fraunhofer Institute for Structural Durability and System Reliability LBF Darmstadt and industrial partners (Sachsen Guss GmbH, Silbitz Group GmbH, Siempelkamp Giesserei GmbH, ZGG – Zeitzer Guss GmbH, Castolin GmbH, Germanischer Lloyd Industrial Services GmbH and others). The authors would like to thank the German Federal Ministry for Economic Affairs and Climate Action (BMWK) for financially supporting the project “nodularWELD” (grant number 0324273B) at the TU Bergakademie Freiberg.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix 1: Equations
Appendix 1: Equations
Calculation of \(\Delta K\) Under 8-Point Bending
with
4-Parameter Weibull Function
Conversion of the J Integral Into the Stress Intensity Factor
Threshold Function
with
and
NASGRO Equation
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Trubitz, P., Grützner, S. & Krüger, L. Contribution to the Fracture Mechanics Characterization of Repair Welding of Thick-Walled Ductile Cast Iron Components. Inter Metalcast (2024). https://doi.org/10.1007/s40962-024-01404-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40962-024-01404-7