
Abstract
The mechanical properties of ausferritic ductile iron are strongly influenced by the ability of the austenite to undergo martensite formation. Strain-induced martensite formation occurring under the right circumstances results in transformation induced plasticity (TRIP) that improves ductility and strength. TRIP has been shown to depend on the austenite’s stacking fault energy (SFE), which describes the crystals micromechanical behaviour. In austenitic FeMnAlSi-TRIP steels, TRIP as a reaction to mechanical load only occurs for SFE <20 mJ/m2. For carbon-stabilised austenite as in ADI, the relationship between stacking faults, mechanical properties and martensitic transformation has not yet been established. To investigate the TRIP-effect in ADI, unalloyed ADI with 3.43 wt% C, 2.52 wt% Si and 0.21 wt% Mn was ausferritised and subjected to tensile tests at temperatures between −180 °C and 200 °C. The amount of martensite produced by thermal and mechanical activation, crystalline microstrain and stacking fault density were measured on deformed and undeformed regions of the specimen by XRD and the resulting SFE calculated. Between −70 and 20 °C, the elongation at fracture exceeded 10 % compared to below 2 % in the temperature range of −130 to −180 °C. At temperatures above 80 °C, elongation at fracture gradually decreased to 4.5 % at 200 °C. High sample ductility was associated with lower SFEs as low as 35 mJ/m2, indicating a correlation of stacking fault formation and strain-induced martensite formation in ADI.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Ausferritic Ductile Iron (ADI) is produced by a two-stage heat treatment of austenitisation from 850 to 950 °C and ausferritisation between 250 and 400 °C. During the ausferritisation step, ferrite laths grow from the grain boundaries of the metastable austenite. Since ferrite has a lower carbon solubility than austenite, excess carbon is expelled from the newly formed ferrite and diffuses into the remaining austenite. The austenite is increasingly stabilised by this influx of carbon, until it persists at room temperature.1 Premature termination of ausferritisation results in insufficiently stabilised austenite, which transforms to martensite on cooling to room temperature.1, 2 The result of the heat treatment is a complex multi-phase microstructure, ideally containing graphite, needle-shaped ferrite and stabilised austenite.1
Of all the phases contained in ADI, austenite is of particular interest because of its ability to undergo martensitic transformation.2 Martensite is generally considered to be an undesirable phase in ADI when formed as a result of quenching from heat treatment. However, martensite formed due to mechanical activation has the potential to improve the strength and ductility of ADI. The phase change to martensite is a mechanism by which the austenite crystal can absorb mechanical stresses.2, 3 Below the martensite start temperature Ms, thermal activation will initiate martensitic formation by itself.2 However, at temperatures above Ms, the martensite formation is assisted by mechanical stress and strain.3 When mechanical stress is applied at temperatures just above Ms, martensite is formed by stress-induced transformation. This results in high strength but low ductility, similar to thermally induced martensite.3 When mechanical stress is applied at temperatures well above Ms, martensite formation is only activated by the plastic deformation of austenite.3 This is known as strain-induced martensite formation and results in very high toughness and ductility. This phenomenon, also known as TRansformation Induced Plasticity (TRIP), is commercially employed in silicon alloyed bainitic steels and FeMnSiAl-TRIP steels.4, 5 At even higher temperatures, martensite cannot be formed at all and TRIP cannot contribute to deformation.3,4,5,6 Instead, other deformation mechanisms such as dislocation gliding take place, but result in significantly lower strength and ductility compared to TRIP.3 These steels therefore exhibit different mechanical behaviour as a function of temperature.
In order to achieve the outstanding ductility and strength through the strain-hardening of the TRIP-effect in alloys containing austenite, its stability must therefore be fine-tuned to achieve strain-induced martensite formation at the target application temperature. Significant martensite formation after mechanical loading has been repeatedly observed in ADI as well.7,8,9 Some investigations went into the effect of heat treatment parameters on the ability of austenite to undergo strain-induced martensite formation. The conditions most favouring TRIP in ADI were ausferritisation at high temperatures of 350 °C to 400 °C for 60 min to 120 min after austenitisation at low temperatures.10 In general, ausferritisation at high temperatures produces the most ductile ADI and the highest proportions of stabilised austenite.9, 10 By determining the onset of TRIP from the logarithmic true stress-true strain curves, Aranzabal was able to quantify the amount of energy absorbed by martensite formation as well.10 The influence of the alloy composition and the temperature of mechanical stressing on the martensitic transformation and resulting mechanical properties has however seen little investigation up to this point.11
A factor that significantly determines the mechanical behaviour of FCC crystals and their ability to undergo martensitic transformation is the stacking fault energy (SFE).2, 12,13,14 A stacking fault is a two-dimensional area in the crystal in which the usual sequence of layers ABCABCABC… is altered to ABCABABCABC…15, 16 The energy required to separate the dislocations delimiting this area (so-called Shockley partial dislocations) is the SFE and is of the order of tens of mJ/m2 for FCC crystals.17 Stacking faults can theoretically occur in any crystalline plane, but the energy required for their formation is lowest in the 111-plane for FCC.16 Other crystalline lattices can produce stacking faults as well, but the SFEs are much higher than in FCC, and hence, very little total stacking fault area is produced.16 The SFE of the 111-plane can be determined by various methods such as transmission electron microscopy (TEM), X-ray diffraction (XRD) or neutron diffraction.18 One measurement uses the rms-microstrain \(\langle {\upvarepsilon }_{111}^{2}\rangle\) and the stacking fault probability PSF determined by XRD to calculate the SFE as described by Reed and Schramm:19, 20
\({\mathrm{G}}_{111}\) describes the shear modulus in the 111-plane, \({\mathrm{a}}_{0}\) the measured lattice constant and A the Zener-anisotropy.19 \({\mathrm{G}}_{111}\) and A can be calculated from the directional elastic constants c11, c12 and c44 and describe the anisotropic mechanical behaviour of austenite with respect to the 111-plane.21, 22 PSF is calculated from the increase in spacing between the γ111 and γ200 peak (2θ111 and 2θ200) from an annealed (0) to deformed specimen (DEF) according to Warren:16
Like the Gibbs energy ΔG of the martensite formation,2 the SFE generally increases with temperature and both phenomena are therefore more likely to occur at low temperatures.23, 24 The ABAB-sequence of crystalline layers produced by a stacking fault is equivalent to the lattice of ε-hcp-iron which consists of an alternating sequence of the two layers A and B.15, 25 A stacking fault can therefore be interpreted as a four-layer wide band of ε-iron in the γ-fcc-iron. ε-Martensite forms more readily from the HCP lattice, hence stacking faults promote the formation of ε-martensite.2, 25, 26 As regular tetragonal α‘-martensite can easily form within grains of ε-martensite and especially on crossing bands of the ε-lattice, α‘-martensite formation is likewise enhanced by stacking faults.26 However, as defects in the crystal lattice the stacking faults also act as nucleation sites for α‘-martensite on their own as well.2, 27 For TRIP steels, where austenite is stabilised by alloying with manganese, extensive studies have been carried out on the influence of stacking faults on mechanical properties.20, 23, 24, 28 In these steels, TRIP can only be activated for SFEs below around 20 mJ/m2 and compositions that energetically favour martensite formation (ΔGγ→ε,α‘ < 0).3, 5, 29, 30 If martensite formation is energetically unfavourable or the SFE is between ~20 mJ/m2 and ~40 mJ/m2, deformation takes place via TWinning Induced Plasticity (TWIP).5, 31 For higher SFEs, deformation is mediated by microband-induced plasticity (MBIP) or dislocation gliding.31 For ADI and carbon-stabilised austenite in general, the PSF has only been measured in two investigations,32, 33 whereas the SFE, the factors influencing it and its effect on the mechanical properties and martensitic transformation have not yet been investigated.
Experiments
Our aim was to investigate the relationship of stacking fault energy, mechanical induction of martensite formation and the resulting mechanical properties in ADI. Therefore, ADI was produced by a low temperature austenitisation and high-temperature ausferritisation. It was then subjected to tensile testing at different temperatures and the amount of austenite, ferrite and martensite at stressed and unstressed positions in each specimen was measured by XRD. The positions of the γ111 and γ200 peaks were more accurately scanned to determine the SFE. The unstressed position was used for SFE determination in place of the annealed sample described above and was assumed to be free of stacking faults and microstress. Annealed conditions of ADI cannot be produced as the temperatures required would exceed the ausferritisation temperatures. This would reactivate the carbon diffusion, transforming the microstructure to bainite and significantly altering the ferrite present as well. However, no stacking faults should occur during ausferritisation as the SFE increases towards higher temperatures and is therefore much higher during the heat treatment than during the mechanical testing.23, 24
The ductile iron containing 3.43 wt% C, 2.52 wt% Si and 0.21 wt% Mn was melted from steel scrap and pig iron in a 160 kg batch in a medium-frequency coreless induction furnace. Specimens were cast in YIII geometries according to DIN EN 1563,34 which has a wall thickness of 50 mm. Rods with a diameter of 20 mm and a length of 100 mm were machined from the castings and austenitised at 875 °C for 60 min and ausferritised in a salt bath at 375 °C for 30 min, 60 min and 90 min. The final geometry of the round tensile specimen according to DIN 50125 B 10 x 50 35 with a gauge section length of 50 mm and diameter of 10 mm was machined from the heat-treated bars. Tensile tests were then carried out at temperatures ranging from 200 °C to −180 °C, set by cooling with liquid nitrogen, cooling baths, ultra-low temperature (ULT) freezers and heating with ovens. Specimens were soaked until their core reached the target temperature, then quickly placed in the testing machine and tensile tested. Tests were generally completed within 60 seconds to 100 seconds of removal from the tempering environment. The temperature at the core of an equivalent specimen outside the testing machine was monitored. The temperature indicated is the average temperature during the test. The sample stayed within ±7 °C of the specified temperature for the duration of the test at -180 °C. For the other samples the temperature range is below ±4 °C. One sample was tested for each temperature. All tests were conducted at a strain rate of 0.008 s-1.
Samples for XRD were taken from the area of fracture and the mechanically unaffected ends of the tensile specimen. These specimens were mounted in resin, ground and polished up to 1-micrometre diamond paste. The deformed surface layer from mechanical polishing was found to overwhelm the effects to be measured in initial tests. It was therefore removed by electropolishing with an HClO4-based electrolyte for 30 seconds at 30 volts, dissolving approximately 20 µm of material. The samples were measured by XRD using Cu-Kα-radiation from 2θ = 35° to 145° with a step size of 0.026° for 60 seconds per step. The range of 2θ = 41° to 52°, which includes the γ111 and γ200-peaks used for stacking fault measurements, was studied in more detail with 0.0065° steps and a counting time of 150 seconds per step. From the reflection spectra the amount of ferrite, austenite and martensite before and after mechanical loading was determined by Rietveld refinement 36 using the software BGMN 37 implemented in Profex 5.1. The Rietveld refinement fits all peaks and calculates the lattice constants a of each phase. As the XRD-measurements were conducted at room temperature, the lattice constant a0 was adjusted to the temperature of the mechanical testing according to 38 to calculate the SFE at that temperature. Microstrain and grain size are calculated similarly to the Williamson-Hall method in BGMN during Rietveld refinement by combining hkl-dependent and -independent broadening parameters.37, 39, 40
Since direct measurements of the directional elastic constants c11, c12 and c44 of austenite with the composition of ADI used, preferably from single crystals, are not available, the values determined for pure iron in Rayne et al.21 were used for the calculation of \({\mathrm{G}}_{111}\) and A. \({\mathrm{G}}_{111}\) is calculated from \({G}_{111}=\left({c}_{44}+{c}_{11}-{c}_{12}\right) * 1/3\) and was extrapolated from the data in 21 for 4.2 to 300 K to be \({G}_{111}=76.15 GPa -0.01 GPa {K}^{-1}*T\). In steels, G thus has a very low dependence on temperature, which has been confirmed for bainitic and martensitic microstructures as well.41, 42 This is in line with other sources that determined \({\mathrm{G}}_{111}\) of around 70 GPa to 80 GPa for austenitic steels.22, 43 The shear modulus G and modulus of elasticity E are connected by Poisson's ratio ν by \(E=2G*(1+\nu )\) and ν has been determined to be 0.25 for ADI irrespective of heat treatment conditions.44 With elastic moduli of 170 GPa for ADI,44 G in the range of 70 GPa are reasonable. A is calculated from \(A=2*{c}_{44}/({c}_{11}-{c}_{12})\) and was similarly extrapolated as \(A=2.3093+0.0003 {K}^{-1}*T\) from the values determined in Rayne et al.21. Based on the plausibility of \({\mathrm{G}}_{111}\) and the calculation of \({\mathrm{G}}_{111}\) and A from the same base values, the application of the values for pure iron to ADI is plausible.
Results
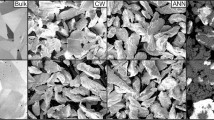
The ADI microstructure achieved by casting and subsequent heat treatment is exemplarily shown in Figure 1. An ausferritic matrix free of carbides, pearlite and martensite with a nodularity of 84 % was attained. A graphite nodule density of 118 /mm2 was achieved, which is low but acceptable considering the castings thickness of 50 mm.

The fully ausferritic microstructure of the ADI after heat treatment is shown at a magnification of 200x. The structure was revealed by etching with 3% Nital.
The mechanical behaviour with respect to the testing temperature was similar for all ausferritisation times of 30 min, 60 min and 90 min. As the effects were most pronounced in the samples ausferritised for 90 minutes, detailed analysis and investigation by XRD were limited to these specimens. Figure 2 shows the dependence of the ADIs mechanical properties on the temperature. The elongation at fracture rises from 4.6 % at 200 °C to 13 % at room temperature and drops only very slightly to 11.3 % at −70 °C. Even lower temperatures resulted in a marked embrittlement with elongation at fracture dropping to 2 % at −130 °C. The tensile strength followed a similar trend to ductility and yield strength followed an inverse trend, but both were overall less affected by temperature. The yield strength Rp0.2 varied from 728 MPa to 848 MPa with the lowest values being achieved at −40 and −70 °C. UTS varied from 999 MPa to 1116 MPa, though only the samples tested at -40 °C and −70 °C exceeded 1036 MPa and fractured at 1078 MPa and 1116 MPa, respectively. Remarkably, the sample tested at −70 °C had the lowest yield strength whilst reaching the highest tensile strength.

A plot of the mechanical properties of ADI ausferritised at 375 °C for 90 min with respect to test temperatures. The elongations at fracture are significantly elevated between −70 and 20 °C.
This combination of low yield and high tensile strengths indicates a significant amount of strain hardening taking place. In Figure 3 the true stress-strain curves for selected specimen are plotted. The samples tested at −180 and −130 °C show only a small amount of plastic deformation to fracture and an onset of plastic deformation at high stresses. At 200 and 80 °C, plastic deformation is activated at the same high stresses as in the very low temperature samples, but with greater elongation before fracture. Temperatures from −70 to 20 °C enable the material to undergo plastic deformation at much lower stresses compared to testing temperatures outside this range. The deformation results in significant work hardening up to comparatively high strains as well. As shown in Figure 3, the sample tested at −70 °C shows the most work hardening of all samples in the plastic deformation regime and more stress being absorbed plastically rather than elastically in comparison to the specimen at 20 and −40 °C.

The true stress-strain-curves of ADI highlight the difference in strain-hardening behaviour at selected testing temperatures.
Rietveld refinement of the XRD spectra consisting of a whole-pattern fit was conducted and only excellent fits with χ2 ≤ 1.2 were accepted. At unstressed positions, the matrix consisted of 66 ± 0.5 % ferrite and 34 ± 0.5 % austenite. The stated uncertainties equal the standard deviations throughout the entire article. Very low quantities of α’-martensite were produced by thermal activation. The sample tested at -80 °C contained 0.3 % of α’-martensite and the one at −180 °C around 0.5 %. The overlap of ferrite and martensite peaks makes accurate identification of such a small fraction of a phase challenging. However, as the ferrite fraction remains constant under mechanical loading, the martensite fraction formed can be determined from the increase in integrated intensity of the combined ferrite and martensite peaks and the decrease in integrated intensity of the austenite peaks. The uncertainty stated for the martensite fraction hence is the same as the uncertainty of the austenite content. The XRD spectra do not exhibit any peaks for cementite, which would be indicative of the presence of pearlite or carbide in the microstructure. This confirms the assessment of the matrix composition on the basis of optical microscopy shown in Figure 1.
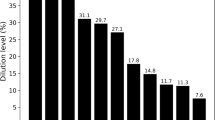
More martensite was detected at the fracture surface compared to the unstressed positions and the amount of martensite formed was highly dependent on the test temperature. After testing at −180 °C, 9 % martensite was present at the fracture surface, of which 8.5 % was produced by mechanical induction. At -70 °C, the amount of martensite after tensile testing was even higher at 12 %. Further increases in testing temperature reduced the amount of martensite formed from mechanical stress and strain as detailed in Table 1. This can be seen as well in Figure 4 for the sample tested at −70 °C on the peaks at 44.8° of the fracture surface curve. Due to the overlap of the ferrite and martensite peaks, the intensity is significantly increased in comparison to the unloaded sample. At the same time, the intensity of the γ peaks is reduced, particularly evident in the γ200-peak at 50.2°. However, the tensile test specimen tested at 200 °C shows no change in the relative intensity of the ferrite and austenite peaks between the unstressed position and the fracture surface, as very little austenite has been converted to martensite.

A graph of the XRD reflection spectra of positions unstressed and stressed to fracture at −70 and 200 °C. The shift of peaks due to mechanical stress and strain is indicated by arrows.
The microstrain \(\langle {\upvarepsilon }_{111}^{2}\rangle\) and stacking fault probability PSF were determined from the XRD reflection spectra. The microstrain of the austenite was determined as the square root of the broadening parameter k2 calculated to fit the signal in full-pattern Rietveld refinement.37 The samples \(\langle {\upvarepsilon }_{111}^{2}\rangle\) ranged from 0.35 % to 0.46 % with a tendency to increase with temperature and a relative uncertainty of up to 20 % as detailed in Table 1. In the reflection spectra in Figure 4, microstrain is visible in the broadening of the γ111 and γ200 peaks in the fracture surface curves when compared to the curves of the unstressed microstructure. Both samples exhibit similar microstrain, with a difference of 15 %. In all the investigated samples, the microstrain varied by a maximum of 26 %.
The PSF was calculated according to Formula 2, but its effect can be seen directly on the reflection spectra shown in Figure 4 as well. In both cases, the distance between the γ111 and γ200 peaks decreases by approximately 0.1° from the unloaded to the fractured state. This is consistent with a PSF of ~ 0.02, indicating the existence of a stacking fault in every \(1/0.02=50\) th 111-layer of austenite assuming a random distribution. The PSF increases from 0.01 at −180 °C to 0.0196 at −70 °C and remains around 0.02 from −70 °C to 200 °C. At 80 °C the PSF decreases to 0.0115, which is not in line with the other determined PSF. As illustrated in Table 1 and in Figure 5, this sample exhibits a higher standard deviation compared to the other measurements. Some unaccounted for errors may affect the sample, and it should be considered as an outlier.

A plot of the SFE, amount of martensite and strain at fracture as a function of testing temperature is shown.
Rietveld refinement fits the whole reflection pattern at once and many individual intensity measurements contribute to the overall result. The uncertainty of fitting parameters is hence given by BGMN, whilst the uncertainty of an individual peak position is generally difficult to determine and not provided by BGMN. As a reflection peak is composed of many intensities along a range of angles, it is reasonable to presume that the errors of each individual measurement cancel each other out to some degree. A strained γ200 peak spans about 1.15° and consists of 180 unique intensities recorded, whilst the smaller γ111 peak is 1° wide and contains 150 data points. For the peak positions used in Formula 2, an uncertainty of a quarter step, so 0.001625° is assumed. Propagation of the uncertainty results in an assumed error in the calculated PSF of around 25 %. If a 10 % uncertainty is assumed for each peak position determination, the uncertainty in PSF is reduced by around 10 %, and the propagated SFE uncertainty is halved. In Table 1 and Figure 5, the conservative uncertainty of 25 % is assumed. As a constant error is assumed for the angle of a reflection peak, the uncertainty is particularly elevated for low PSF and resulting high SFE. Errors that may result from the setup, such as height displacement of the specimen, are calculated during Rietveld refinement. However, these can be disregarded as only the distance between two peaks from the same measurement run is considered in calculations using Formula 2 and never the absolute peak position.
The lattice constant \({\mathrm{a}}_{0}\) is calculated during Rietveld refinement and was manually verified on the γ111 and γ200 peak positions as well. The uncertainty of \({\mathrm{a}}_{0}\) is on the order of 0.0004 Å in all refinements and was hence disregarded in uncertainty propagation. The SFE is calculated according to Formula 1 with the testing temperature adjusted \({\mathrm{a}}_{0}\) values in Table 1. Figure 5 shows the SFE as a function of temperature and in relation to the elongation and the martensite content at fracture. From a high value of 85 mJ/m2 at −180 °C, the SFE drops to 47 and 35 mJ/m2 at −70 °C and 20 °C, respectively. At 200 °C, the SFE increases to 54 mJ/m2. At 80 °C, a high SFE of 85 mJ/m2 is calculated due to the low measured PSF of 0.0115. Since this SFE does not match the other results in Figure 5 or the general increase in SFE that is expected according to the literature, it is considered an outlier.
Discussion
Based on the variability of the mechanical properties, SFE and martensite content at failure, three deformation modes can be distinguished as a function of temperature. At the lowest temperatures -180 °C and -130 °C, significant amounts of martensite are formed, but the elongations at fracture are low. Martensite is not formed by thermal activation and a comparatively very high strain-hardening rate can be seen in Figure 3 for these samples. It can therefore be assumed that austenite undergoes stress-induced martensite formation. The SFE is generally expected to increase with temperature.23, 24 However, the SFE of the sample tested at -180 °C is the highest for all samples in the investigation. As stacking faults are increasingly produced during plastic deformation of metals, very low strains do not allow for the formation of high amount of stacking faults.45 This can also be interpreted as a decrease in SFE after an initial threshold strain has been passed.46 The activation of stress-induced martensite formation at −180 °C produced significant amounts of martensite and hardening of the microstructure during the elastic deformation. As a result, only few stacking faults could be produced during the small amount of plastic deformation taking place until fracture.
The second mode is activated between −130 and −70 °C and shows a decrease in yield strength of up to 10 % compared to the first mode. Plastic deformation occurs up to fairly high strains of 11 to 13 % with significant work hardening, as can be seen from the steep rise in the curves for −70 to 20 °C in Figure 3. At fracture, 5 % to 12 % martensite are formed. From the low plastic strain, the amount of martensite formed and the strain hardening, it can be assessed that strain-induced martensite formation occurs in this regime and determines the mechanical behaviour. With increasing temperature, the strain required to activate martensite formation also increases, as shown by the increase in yield strength with temperature and the decreasing slope of the stress-strain curve in Figure 3. The amount of martensite produced decreases towards the higher temperatures, as does the strain hardening. The samples in this temperature range have the lowest SFE measured in this investigation.
The ADI gradually moves from the second to a third mode towards 80. At 80 °C, the yield strength reaches a level comparable to that at the very low temperatures. Figures 2 and 3 show a constant yield strength from 80 to 200 °C. The elongation at fracture decreases towards the higher temperatures, as does the amount of martensite formed as detailed in Table 1. There is little decrease in strain-hardening from 20 °C to higher temperatures, as can be seen from the slopes of the curves, which drops only very slightly for higher temperatures. The small amounts of martensite produced in combination with the low strain hardening lead to the conclusion that the deformation behaviour in this area is determined by other mechanisms, presumably by dislocation gliding in particular. Small amounts of martensite might form at very high stressing during the necking of the tensile specimen without much influence in the resulting mechanical properties. On the stress-strain-curve of the sample tested at 80 °C in Figure 3, a slightly increased slope of the curve can be observed above a strain of around 0.08. This possibly signifies the onset of strain-induced martensite formation at only this high strain. As less martensite is produced than in the second deformation mode and also only at higher strains, the elongation at fracture is declining towards higher temperatures. Disregarding the outlier SFE of 85 mJ/m2 at 80 °C, a slight rise of SFE towards higher temperatures is apparent and consistent with the literature.
None of the specimens achieved such a low SFE as was found to be necessary to activate TRIP in the FeMnAlSi TRIP steels. This may be due to the use of an unstressed portion of the sample as the baseline, rather than an annealed sample. As described in the introduction, an annealed sample cannot be prepared from ADI. As the PSF is determined relative to this baseline spacing of the γ111 and γ200 peaks (2θ200 − 2θ111) in the unstressed sample, the actual SFE may be lower than calculated. Regardless of the absolute value of the SFE, it can be seen from Figure 5 that high elongations at fracture are only achieved at temperatures where both a low SFE and a high amount of mechanically induced martensite occur.
Conclusion
This study investigated the temperature-dependence of the mechanical behaviour, propensity to mechanically induced martensite formation and stacking fault formation in ADI as well as the relationship between the three phenomena by mechanical testing between −180 and 200 °C, and microstructure investigation by XRD. The mechanical properties of ADI, especially the ductility, strain-hardening and amount of plastic deformation are influenced by the temperature acting on the martensitic transformation. From −180 °C to between −130 and −70 °C, the ADI investigated undergoes stress-induced martensite formation of around 26 % of the contained austenite with high strain-hardening rates and resulting in low ductility. For the testing temperature range of −70 °C to between 20 and 80 °C, strain-induced martensite formation takes place at low yield stresses and results in much higher ductility whilst still showing ongoing strain-hardening. The relative amount of austenite transformed to martensite reaches a maximum of 35 % at −70 °C and drops to 15 % at room temperature. The rate of strain-hardening is likewise decreasing with increasing temperature and the material transitions to a deformation mode uninfluenced by martensite formation above 80 °C which persisted till 200 °C. The stacking fault energy was lower at temperatures where the ADI exhibited large elongations at fracture compared to testing temperatures with more brittle behaviour and reached a minimum of 35 mJ/m2 at room temperature, where the largest elongation at fracture was achieved as well.
References
R.C. Voigt, Austempered ductile iron—processing and properties. Cast Metals 2(2), 71–93 (1989). https://doi.org/10.1080/09534962.1989.11818986
Z. Nishiyama (ed.), Martensitic Transformation (Academic Press, New York, 1978)
I. Tamura, Deformation-induced martensitic transformation and transformation-induced plasticity in steels. Metal Sci. 11(5), 245–253 (1982). https://doi.org/10.1179/030634582790427316
Lünenbürger, A.: Zum Umwandlungs- und Verformungsverhalten bainitisch-austenitischer Siliziumstähle, Ph.D. Thesis, Karlsruhe, TH Universität Karlsruhe (1991). https://doi.org/10.5445/IR/1000013660
Gräßel, O.: Entwicklung und Charakterisierung neuer TRIP/TWIP Leichtbaustähle auf der Basis Fe-Mn-Al-Si, Ph.D. Thesis, Clausthal-Zellerfeld, TU Clausthal (2000)
M. Cai, H. Ding et al., Strain hardening behavior of high performance FBDP, TRIP and TWIP steels. Steel Res. Int. 82(3), 242–248 (2011). https://doi.org/10.1002/srin.201000132
J. Garin, R. Mannheim, Strain-induced martensite in ADI alloys. J. Mater. Process. Technol. 143–144, 347–351 (2003). https://doi.org/10.1016/S0924-0136(03)00452-7
Polishetty, A.; Pan, B. B., et al.: Microstructural study on strain induced transformation in austempered ductile iron using heat tinting. In: Proceedings of the 2010 ASME International Manufacturing Science and Engineering Conference, ASME 2010 International Manufacturing Science and Engineering Conference, Erie, Pennsylvania, USA, 10/12/2010–10/15/2010, New York, NY: ASME, 2011, pp 239–245
X.H. Li, P. Saal et al., Strain-Induced martensitic transformation kinetic in austempered ductile iron (ADI). Metall. Trans. A 49(1), 94–104 (2018). https://doi.org/10.1007/s11661-017-4420-3
J. Aranzabal, I. Gutierrez et al., Influence of the amount and morphology of retained austenite on the mechanical properties of an austempered ductile iron. Metall. Mater. Trans. A 28(5), 1143–1156 (1997). https://doi.org/10.1007/s11661-997-0280-6
J. Kohout, S. Věchet, Some Peculiarities in deformation and fracture behaviour of austempered ductile cast iron. Mater. Sci. (MEDŽIAGOTYRA) 11(4), 338–343 (2005)
P.R. Thornton, T.E. Mitchell, P.B. Hirsch, The dependence of cross-slip on stacking-fault energy in face-centred cubic metals and alloys, Philosophical Magazine 7. Nr. 80, 1349–1369 (1962). https://doi.org/10.1080/14786436208213168
P.M. Kelly, The martensite transformation in steels with low stacking fault energy. Acta Metall. 13(6), 635–646 (1965). https://doi.org/10.1016/0001-6160(65)90126-4
A. Rohatgi, K.S. Vecchio, G.T. Gray, The influence of stacking fault energy on the mechanical behavior of Cu and Cu-Al alloys: deformation twinning, work hardening, and dynamic recovery. Metall. Mater. Trans. A 32(1), 135–145 (2001). https://doi.org/10.1007/s11661-001-0109-7
B. Warren, E. Warekois, Stacking faults in cold worked alpha-brass, Acta Metallurgica 3. Nr. 5, 473–479 (1955). https://doi.org/10.1016/0001-6160(55)90138-3
B.E. Warren, X-ray studies of deformed metals. Prog. Met. Phys. 8, 147–202 (1959). https://doi.org/10.1016/0502-8205(59)90015-2
G. Gottstein, Physikalische Grundlagen der Materialkunde, 3 (Springer, Aufl., 2007)
Smallman, R. E.; Dillamore, I. L.; Dobson, P. S.: The Measurement of Stacking Fault Energy. Le Journal de Physique Colloques 27, C3, C3-86-C3-93 (1966). https://doi.org/10.1051/jphyscol:1966310
R.P. Reed, R.E. Schramm, Relationship between stacking-fault energy and x-ray measurements of stacking-fault probability and microstrain. J. Appl. Phys. 45(11), 4705–4711 (1974). https://doi.org/10.1063/1.1663122
R.E. Schramm, R.P. Reed, Stacking fault energies of seven commercial austenitic stainless steels. Metall. Trans. A 6(7), 1345–1351 (1975). https://doi.org/10.1007/BF02641927
J.A. Rayne, B. S.Chandrasekhar, Elastic constants of iron from 4.2 to 300°K. Phys. Rev. 122(6), 1714–1716 (1961). https://doi.org/10.1103/PhysRev.122.1714
H.M. Ledbetter, Monocrystal-polycrystal elastic constants of a stainless steel. Phys. Status Solidi (a) 85(1), 89–96 (1984). https://doi.org/10.1002/pssa.2210850111
H. Gholizadeh, The Influence of Alloying and Temperature on the Stacking-fault Energy of Iron-based Alloys, Ph.D. Thesis, Leoben, Montanuniversität Leoben (2013)
O.A. Zambrano,, Stacking fault energy maps of Fe–Mn–Al–C–Si steels: effect of temperature, grain size, and variations in compositions. J. Eng. Mater. Technol. 138(4) (2016). https://doi.org/10.1115/1.4033632
G.B. Olson, M. Cohen, A general mechanism of martensitic nucleation: Part I. General concepts and the FCC → HCP transformation. Metall. Trans. A 7(12), 1897–1904 (1976). https://doi.org/10.1007/BF02659822
H. Schumann, Verformungsinduzierte Martensitbildung in metastabilen austenitischen Stählen. Krist. Tech. 10(4), 401–411 (1975). https://doi.org/10.1002/crat.19750100409
G. B. Olson, M. Cohen, A general mechanism of martensitic nucleation: Part II. FCC → BCC and other martensitic transformations. Metall. Trans.A 7(12), 1905–1914 (1976). https://doi.org/10.1007/BF02659823
A. Das, Revisiting stacking fault energy of steels. Metall. Trans. A 47(2), 748–768 (2016). https://doi.org/10.1007/s11661-015-3266-9
M.C. McGrath, D.C. van Aken et al., Work hardening behavior in steel with multiple TRIP mechanisms. Metall. Trans. A 44(10), 4634–4643 (2013). https://doi.org/10.1007/s11661-013-1820-x
S. Martin, S. Wolf et al., Deformation mechanisms in austenitic trip/twip steel as a function of temperature. Metall. Trans. A 47(1), 49–58 (2016). https://doi.org/10.1007/s11661-014-2684-4
J.A. Castañeda, O.A. Zambrano et al., Stacking fault energy determination in Fe-Mn-Al-C austenitic steels by X-ray diffraction. Metals 11(11), 1701 (2021). https://doi.org/10.3390/met11111701
J.D. Hermida, Stacking faults in austempered ductile iron. Scripta Mater. 34(11), 1735–1739 (1996). https://doi.org/10.1016/1359-6462(96)00056-5
N. Peterson, Measurement of Planar Fault Probabilities in Austempered Ductile Iron and 304l Stainless Steel, Master Thesis, Michigan Technological University (2018)
DIN Deutsches Institut für Normung e. V., Gießereiwesen—Gusseisen mit Kugelgraphit: DIN EN 1563, Bd. 77.080.10, Berlin: Beuth Verlag GmbH (2019)
DIN Deutsches Institut für Normung e. V., Prüfung metallischer Werkstoffe—Zugproben: DIN 50125, Bd. 77.040.10, Berlin: Beuthe Verlag GmbH, 2016
J.L. Garin, R.L. Mannheim, Microstructural characterization of ADI and AVI alloys by means of Rietveld analysis. Zeitschrift für Metallkunde 91(10), 842–847 (2000)
J. Bergmann, Rietveld analysis program BGMN: manual (2005)
N.N. Rammo, O.G. Abdulah, A model for the prediction of lattice parameters of iron–carbon austenite and martensite. J. Alloy. Compd. 420(1–2), 117–120 (2006). https://doi.org/10.1016/j.jallcom.2005.10.075
J.L. Garin, R.L. Mannheim, M.A. Soto, Particle size and microstrain measurement in ADI alloys. Powder Diffract. 17(2), 119–124 (2002). https://doi.org/10.1154/1.1414012
G. Williamson, W. Hall, X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1(1), 22–31 (1953). https://doi.org/10.1016/0001-6160(53)90006-6
Los Alamos National Laboratory, Reports of the measurement of elastic properties of 51XX series steels for the heat treatment distortion project (1997)
H.M. Ledbetter, W.F. Weston, E.R. Naimon, Low-temperature elastic properties of four austenitic stainless steels. J. Appl. Phys. 9, 3855–3860 (1975). https://doi.org/10.1063/1.322182
R.P. Reed, T. Horiuchi, Austenitic Steels at Low Temperatures, Boston, MA: Springer US, (1983) https://doi.org/10.1007/978-1-4613-3730-0
Ductile Iron Society, Determination of Poisson’s Ratio in ADI, Research Project No. 26, (1994)
Y. Ma, W. Song, W. Bleck, Investigation of the microstructure evolution in a fe-17mn-1.5al-0.3c Steel via in situ synchrotron x-ray diffraction during a tensile test. Mater. (basel, switzerland) 10(10) (2017). https://doi.org/10.3390/ma10101129
B. Neding, Y. Tian et al., Correlating temperature-dependent stacking fault energy and in-situ bulk deformation behavior for a metastable austenitic stainless steel. Mater. Sci. Eng. 832, 142403 (2022). https://doi.org/10.1016/j.msea.2021.142403
Acknowledgements
This paper is an invited submission to IJMC selected from presentations at the 7th Keith Millis Symposium on Ductile Iron held October 18–20, 2023, at the Crowne Plaza Atlanta Perimeter at Ravinia, Atlanta, GA. It is published in the IJMC by permission of the DIS (Ductile Iron Society).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This paper is an invited submission to IJMC selected from presentations at the 7th Keith Millis Symposium on Ductile Iron held October 18–20, 2023, at the Crowne Plaza Atlanta Perimeter at Ravinia, Atlanta, GA. It is published in the IJMC by permission of the DIS (Ductile Iron Society).
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Stieler, F., Tonn, B. XRD-Analysis of the Relation of Stacking Fault Formation and the TRIP-Effect in ADI. Inter Metalcast 18, 1926–1934 (2024). https://doi.org/10.1007/s40962-023-01221-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-023-01221-4