
Abstract
Permanent mold casting produces the second most aluminum cast parts among all casting processes. In this process, mold coating changes the heat transferred from the molten metal to the mold by acting as an insulating layer. Moreover, the coating thickness is a significant variable regarding the coating’s thermal resistance, which strongly influences the microstructure of cast parts and the thermal shock on expensive molds. However, in casting production, coating peeling-off and repeated recoating result in an inhomogeneous coating thickness distribution. Due to the high working temperatures of the molds, no efficient online coating thickness measurements exist. We propose an indirect evaluation method based on the as-cast surface corresponding to the coating area. Our experiments analyzed as-cast and coating surfaces at nine different coating thicknesses. The results show a close correlation between the as-cast surface roughness parameter of arithmetical mean height Sa and the coating thickness. Based on this correlation, we can derive the coating thickness from the corresponding as-cast surface analysis. Furthermore, the coating peel-off area and other casting surface defects are easily recognized in these surfaces. In our next work plan, an affordable optical camera and proper light conditions will be tested by taking photos of as-cast surfaces, and an algorithm for the real-time automatic evaluation will be developed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The global aluminum casting market has been growing because aluminum parts are lightweight and offer high corrosion resistance.1 Among all casting processes, permanent mold casting produces the second most parts, following the high pressure die casting.2
Three main influence inputs exist for the permanent mold casting process: molten metal, metallic mold, and mold coating. Mold coating is a layered material for permanent mold. This temporary layer protects the mold from chemical, thermal and mechanical shock from the molten metal.3 In the foundry coating review of Nwaogu et al., mold coating usually contains five components: refractory filler, binder agents, suspension agents, additives, and a liquid carrier.4 Molten metal and metallic mold are usually prepared well using a machine. Only the mold coating is primarily sprayed and checked by workers.
Apart from the protection function, mold coating has multi-effects on the cast part quality and production cost, as shown in Figure 1. The works of Hamasaaid et al. and Hallam et al. proved a close relationship between coating thickness and thermal resistance for white and graphite coating.5,6 In other words, a thicker coating can be resistant to more heat flux when the coating type is specific. There is a close relationship between heat transfer coefficient and thermal resistance.7 Therefore, the transferred heat changes the temperature distribution of the mold and the metal.8 For the mold, when the coating is much thicker than the initial status, the cooling time must be longer to balance the extra thermal resistance. In this way, production efficiency decreases because of the longer cycle time. In contrast, when the coating is much thinner than in the initial status or peels off, the thermal shock on the mold will be so strong that the lifetime of these expensive molds will decrease. Moreover, the cooling rate has an essential effect on solidified microstructure and mechanical properties of aluminum alloy for gravity die casting and high pressure die casting.9,10 When the heat changes the temperature distribution of the metal, the metal flow action will also be influenced.2,11 Meanwhile, the surface modification brought by mold coating is another significant factor in flow behavior. The oxide film of the flowing melt can be easily fixed on the relatively rough-coated mold surface, which increases the melt's flow rate and decreases the oxide inclusions in the cast parts.12 This influence leads to risks in multiple aspects: dimensional accuracy, microstructure, and the mechanical properties of cast parts. Additionally, mold coating has other functions in casting production, such as preventing soldering to the mold and venting air trapped in the mold cavity.3,13

Coating status influence process.
Based on the above introduction, we can tell how coating status influences the quality of cast parts and the lifetime of expensive casting molds. Although the mold coating status plays an important role, the coating adhesion is relatively low, so the coating tends to peel off the mold after several casting cycles. (Figure 2) After some production hours, the coating thickness distribution is far from the initial status. This lack of device monitoring poses risks in multiple aspects, e.g., unstable cast part quality management and low production efficiency. However, these risks have been neglected for decades in foundries due to the inability of the coating thickness gauges. So far, most workers have monitored the coating thickness status only visually, according to their experience.14

Peeling-off of the mold coating in our experiment.
Description and Comparison of Mold Coating Thickness Gauges
Generally, two typical offline mold coating thickness gauges base on magnetic and ultrasonic systems, which need to contact tightly with the substrate. However, the measurements of a porous coating based on these two systems can lead to a high deviation in the results.14 The big deviation of 53 µm for the coating thickness of approx. 300 µm is also observed in our experiment, as shown in Figure 3. Thus, these two systems are more acceptable for the low porous thin film coating measurement on relatively smooth surfaces, such as lacquer on car bodies and painting on a metallic substrate. Additionally, other non-contact online and mobile gauges with ultrasonic, laser, optical light, or eddy-current are also applied for thin coating thickness measurement.15,16,17,18 However, these gauges have strict requirements for the coating substrate geometry or coating transparency. Moreover, most thickness gauges cannot work at a high temperature properly. However, as is known to most casters, the mold is hot, usually above 200°C. Even some measurement system can work on hot surface, such as magnetic system, it is still difficult for workers to use it close on the hot mold in the aspect of safety and the stable control. Moreover, the coating thickness distribution instead of coating thickness at one specific position strongly influences on the general heat transfer behavior between the coated mold and the molten metal due to the high-temperature conductivity of the mold and molten metal.19 Therefore, a quick evaluation of coating thickness distribution at a high working temperature is essential for stable cast part quality management and a high lifetime of expensive molds.

Deviation of coating thickness at the same position of coated mold for 20 measurement times.
During the casting production filling process, the melt frontier immediately solidifies by contacting the coating area. Vossel et al studied one model of the interface between melt and mold.20 The melt frontier partly rubs against the coating topography, which builds up the as-cast surface. Therefore, the as-cast surfaces can provide a great deal of helpful information about the coating status on the hot mold for permanent mold casting process and that on the sand mold for sand casting process.21,22 In our work, we produced two cast parts for nine different coating thicknesses to analyze the coating and the corresponding as-cast surfaces with laser scanning confocal microscopy. The results demonstrate a close correlation between the as-cast surface and the coating thickness. Therefore, we propose an online evaluation method for mold coating thickness based on as-cast surfaces corresponding to the coating area.
Experiment
Setup
Figure 4 shows the configuration of the designed mold with inserts made of tool steel H11, and this standard steel information can be referred to the data sheet.23 Figure 5 illustrates the position and spray contact angle of the six inserts. In our experiment, the coating spraying contact angles at different insert positions varied due to the limited distance between the mold parts, which is similar to the actual casting production process. Insert 1 and insert 4 have the biggest spray angle, of 44°; insert 2 and insert 5 oppose the middle angles of 37.6°; and insert 3 and insert 6 have the smallest angles, of 35.3° (when the coating is sprayed from the specific position). In addition, three heating elements for each mold part are connected to a hotcontrol cDT+06(K) temperature controller made by Hotset GmbH. The mold temperature is measured with K-type thermocouple in the middle of mold inserts.

Mold design for coating sampling.

Sketch of coating spraying on mold.
Experimental Process
This work produced nine different coating thicknesses by means of spraying with a certain spray gun, from approx. 50 µm to approx. 400 µm and covering the typical coating thickness range for cast part cavity.14 Some other areas, such as riser or gating, are not discussed in this work. For each coating thickness, we cast two parts to minimize the measurement error. Figure 6 illustrates an overview of our experimental process.

Experimental process for coating and as-cast surface sampling.
Chemical Composition of AlSi Alloy
Before each casting, the molten metal chemical composition is analyzed using a Foundry Master Pro2 optical emission spectrometer made by Hitachi. The average values of each element and their ranges are listed in Table 1.
Sampling of Coating and as-Cast Surfaces
CILLOLIN AL 286 insulating mold coating (Schäfer Metallurgie GmbH) is tested in our experiment. For this coating product, it has the solid particles content of 60%, the water liquid carrier of 39.6%, and little content of the sodium silicate binder agent solutes in water. Other detailed chemical compositions cannot be published because of the trade secret.
Firstly, this coating is mixed with water, whose mixing rate is 1:1. Afterward, the mixed coating is sprayed by the same person with the same spray tool onto the mold when the mold is heated to 300°C. After spraying the coating, the internal heating elements are shut down, and the mold is cooled with air to room temperature. The inserts are disassembled and used as coating samples. After analyzing the coating samples, the mold inserts are assembled back into the mold. Because the alloy cast has an essential effect on the as-cast surface regarding alloy type and melt temperature.24 The chemical composition and the molten metal temperature are controlled within a fixed range. After the melt temperature arrives at 750°C ± 5°C and the mold temperature to 300°C ± 5°C, the AlSi alloy melt is cast into the mold. After approx. five minutes, the cast part is ejected. Afterward, the riser and in-gate of cast parts are removed. Then the heating up of the mold is shut down. The as-cast surfaces for analysis are then at the exact position of the inserts in the lower row, which has a more stable surface status than the upper row. These surface areas are marked using a laser machine, as shown in Figure 7.

Photo of casting specimen with the sampling positions for as-cast surface and microstructure analysis.
Sampling Analysis
The coating thickness of each insert is averaged with triple measurement results with a Dualscope FMP40 dry film thickness gauge made by Helmut Fischer GmbH. The topographies of the coating and their corresponding as-cast areas are scanned using a VK-X100 series LSCM (laser scanning confocal microscopy) made by Keyence company. Hanlon et al exploited LSCM is well suited for the non-contact analysis of surface topography.25 ISO25178 regulates that surface roughness parameters of Sa (arithmetical mean height of the surface) and Sz (maximum height of the surface) are obtained from these 3D scanning models.26,27,28 Sa is an absolute value, i.e., the difference in the height of each point compared to the arithmetical mean of the surface, which is generally used to evaluate surface roughness of irregular surface textures, as defined in Eqn. 1. Sz is the sum of the highest peak height value and the highest pit depth value (Eqn. 2). Spc represents the arithmetic mean of the principal curvature of the peaks (Eqn. 3). Sdr is expressed as the percentage of the definition area's additional surface area contributed by the texture as compared to the planar definition area (Eqn. 4).
Moreover, the as-cast microstructures located between insert 5 and 6 are analyzed using optical microscopy BX53M made by Olympus company. The isolation effect bought by different coating thicknesses can be compared based on the near-as-cast surface microstructure. The Brilnell hardness (HBW) at the position between insert 5 and 6 are measured using NEXUS 8100 made by INNOVA TEST.
Results and Discussion
Correlation Between as-Cast Surface Roughness and Coating Thickness
Figure 8 shows the surface roughness parameter Sa of the coating surfaces and the as-cast surfaces at various coating thicknesses. The left panel of six diagrams stands for the surface roughness Sa of six individual inserts, and the right diagram is for the average Sa at average coating thickness.

Correlation between surface roughness Sa and coating thickness. (a) Individual insert 1 to insert 6; (b) Average surface roughness.
Figure 8a shows the influence of the contact angle on the increasing rate of surface roughness Sa for both coating surfaces and as-cast surfaces. The various insert positions result in different contact angles between the mold and the spraying material. The coating and as-cast surfaces tend to be smoother when at a larger contact angle for the same coating spray time. Moreover, a larger contact angle result in a thinner coating. Significantly, the coating thickness at a contact angle 35.3° is much lower than at the other two. That can be explained by relatively little spray coating material having arrived at the more distant positions due to Gauss distribution of coating thickness. The average Sa of coating surfaces and as-cast surfaces also increases with an increasing coating thickness, as can be seen in Figure 8b. Additionally, the Sa tendencies for both surfaces with a distance. The coating surface roughness cannot be 100% mapped by the corresponding as-cast surface due to the surface tension of the Al alloy melt. However, the similar tendencies of coating and as-cast surface roughness show that the coating surface is to some degree decisive for the as-cast surface.
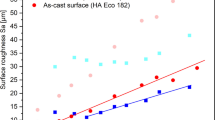
When the initial mold coating is so thin that the initial coating cannot cover the mold surface completely, the adhesion of the melt on the mold surface is stronger than the thicker coating due to the high reactivity between Al alloy and tool steel. Therefore, the corresponding as-cast surface is rougher for the initial coating. However, when the mold is completely covered with coating material after two recoating times, the coating thickness plays the most significant role. Therefore, we remove the data before the second recoating time. Moreover, the crystal water will be evaporated from the binder agent of sodium silicate into the as-cast surface during the first casting. This can change the as-cast surface with fine pores. However, the impact is hardly recognized at the second casting. Thus, we take the data of the second cast part to analyze the resulting as-cast surface and find a linear correlation between the as-cast surface roughness Sa and coating thickness d. In Figure 9, the formula equation of the fitted curve can be derived:
where the constant of 5.362 refers to the theoretical as-cast surface roughness Sa without mold coating. Moreover, the constant of \(0.047\) has a unit of \(\frac{1}{\mu m}\).

Correlation between as-cast surface roughness Sa and coating thickness d.
Figure 10 shows the surface roughness parameter Sz of the coating surfaces and the as-cast surfaces at various coating thicknesses. The left panel of six diagrams stands for the surface roughness Sz of six individual inserts, and the right diagram is for the average Sz at average coating thickness. There is also a close correlation between coating surface roughness Sz and coating thickness. Sz can be another proper surface parameter for as-cast surface evaluation. However, the texture parameters Spc and Sdr of as-cast surfaces stay at a relatively constant value at different coating thicknesses, as shown in Figure 11 and Figure 12. It is difficult to use these two parameters for analyzing irregular coating and as-cast surfaces.

Correlation between surface roughness Sz and coating thickness. (a) Individual insert 1 to insert 6; (b) Average surface roughness.

Correlation between surface roughness Spc and coating thickness. (a) Individual insert 1 to insert 6; (b) Average surface roughness.

Correlation between surface roughness Sdr and coating thickness. (a) Individual insert 1 to insert 6; (b) Average surface roughness.
Moreover, the influences of the casting cycle on the surface roughness Sa and Sz of coating and as-cast surfaces are also analyzed. Figure 13 shows there are no prominent differences of as-cast surface status among the first five casting cycles. The coating surface roughness decreases obviously after the first casting. From the second casting, the coating surface is stable. The reduction of coating surface roughness during the first casting can be explained with the sintered binder agent sodium silicate, which smooths the gaps between the ceramic particles.

Surface roughness of coating and as-cast surfaces with eight re-coating times for five casting cycles. (a) Sa; (b) Sz.
3D-Scan Topography Photos of Coating and as-Cast Surfaces
Most surface roughness definitions cannot evaluate as-cast surfaces precisely due to their irregular and random pattern.28,29 Additionally, the mold surface is similar after sand blasting process. Therefore, the 3D topographies of the coated mold surfaces and the corresponding as-cast surfaces are obtained by means of the laser microscopy and compared. Figure 14 shows 3D-scan topography photos of uncoated mold inserts with the corresponding surface roughness Sa. The cast part would be stuck to the mold surface when the mold is uncoated. Thus, there is no casting experiment for uncoated mold. Figure 15 shows a series of topography photos corresponding to the insert 1 to 3 position after the second casting at nine different coating thicknesses. These figures show that the relatively rough particles become easily connected and sintered together. These aggregates become more prominent with a thicker coating, i.e., a longer coating spray time. The corresponding as-cast surfaces have more significant gaps in the web-like topography. However, the as-cast topography tends to be smoother than the coating surface due to the high surface tension of the melt. For the small contact angle of insert 3, the changing tendency shows more prominent. This might explain the faster increasing tendency of surface roughness Sa with an increasing coating thickness seen in Figure 8. Moreover, Figure 16 easily tells the position and size of the coating peeling-off area with the gray laser intensity photo of as-cast surfaces.

3D-scan topography photos of uncoated mold surface.

3D-scan topography photos of coating and as-cast surfaces with nine re-coating times at the second casting. (a) position at insert 1; (b) position at insert 2; (c) position at insert 3.

Laser intensity photo of the as-cast surface of coating peeling-off.
Optical Micrographs of Near-Surface as-Cast Microstructure
Figure 17 shows the changing tendency of the as-cast microstructure of casting specimens with increasing re-coating times. The unmodified microstructure consists mainly of α-aluminum, acicular silicon and primary silicon crystals.28 The average near-surface microstructure tends to be coarser with an increasing coating thickness. That can be explained by the additional thermal resistance at an increasing coating thickness. Another potential effect of surface roughness of coated mold on the heat transfer behavior should also be taken into consideration.30,31 However, the coarse microstructure of the cast part corresponding to the initial coating does not fit the tendency. One hypothesis is that the air gap between the coated mold and the as-cast surface is bigger for the initial coating than other coating thicknesses, which can be supported with a higher as-cast surface roughness at the initial coating. The bigger air gap may result into a higher thermal resistance of the initial coating.

Optical micrographs of near-surface as-cast microstructure of the first cast parts. (a) initial coating; (b) 1 re-coating time; (c) 2 re-coating times; (d) 3 re-coating times; (e) 4 re-coating times; (f) 5 re-coating times; (g) 6 re-coating times; (h) 7 re-coating times; (i) 8 re-coating times.
Brinell Hardness for Different Coating Thickness
The Brinell hardness measurement is carried out with a load of 25 kgf and an indenter of 5 mm diameter. Three positions are located separately on the edge near to insert 5, middle, and the edge near to insert 2. The Brinell hardness profiles of cast parts casted into mold for different coating thicknesses are shown in Figure 18. The decreasing tendency of hardness values is observed for three measured positions with increasing coating thickness; this has an agreement with the observation of the metallography microstructure photos.

Brinell hardness variation of the first cast parts casted into mold with different coating thicknesses.
Conclusion
This paper focuses on the correlation between as-cast surfaces at various coating thicknesses. This correlation builds up the base for the indirect evaluation method concept of mold coating thickness. In the next step, we will choose an affordable optical camera and set a suitable light system to replace the expensive laser scanning confocal microscopy. Through a trained artificial intelligent algorithm this variant can evaluate the as-cast surface in real time. Meanwhile, the different topographies of mold surface will be also designed to analyze the correlation. In this way, the coating thickness distribution can be fast indirectly evaluated automatically. In addition, this close correlation between coating thickness and initial surface roughness of products can be used not only in casting mold coating but also in other particle spray coating methods.
The following conclusions were drawn:
-
There is a near-linear correlation between the as-cast surface roughness parameter Sa and the coating thickness. This parameter is suitable for the classification of as-cast surface topographies.
-
The spraying contact angle plays an essential role in the surface roughness and coating thickness. A smaller contact angle results in a thinner coating at a rougher coating surface. The impact of contact angle should be analyzed in the next step.
-
The grain size of near-surface as-cast microstructure tends to increase as the coating thickness increases. The hardness of cast part tends to decrease as the coating thickness increases.
References
Aluminium and aluminium alloys - characteristic advantages and beneficial properties of aluminium extrusions. https://www.azom.com/article.aspx?ArticleID=4192. Accessed on 19 August 2022
E. Einenkel, R. Wolf, R. Stötzel, W. Neun, H. Werner, Leistungssteigerung im alumini-um-automobilguss durch neuartige kokillenschlichte. Giesserei. 94(4), 26–30 (2010). (In German)
S. Knorr, Einfluss einer strukturierten Kokillenoberfläche auf das Fließ- und Formfüllungsvermögen beim Aluminiumgießen, PhD dissertation, Otto von Guericke University Magdeburg (2018). (In German)
U.C. Nwaogu, N.S. Tiedje, Foundry coating technology: A review. Mater. Sci. Appl. Mater. Sci. Appl. 2(8), 1143–1160 (2011). https://doi.org/10.4236/msa.2011.28155
A. Hamasaiid, M.S. Dargusch, C. Davidson, S. Tovar, T. Loulou, F. Rezaï-Aria, G. Dour, Effect of mold coating materials and thickness on heat transfer in permanent mold casting of aluminium alloys. Metall. Mater. Trans. A 38(6), 1303–1316 (2007). https://doi.org/10.1007/s11661-007-9145-2
C.P. Hallam, W.D. Griffiths, A model of the interfacial heat-transfer coefficient for the aluminum gravity die-casting process. Metall. Mater. Trans. B 35(6), 721–733 (2004). https://doi.org/10.1007/s11663-004-0012-x
S. S. Siavoshani, Effect of substrate properties on molten metal droplet impact, Master dissertation, University of Toronto. (2001)
M. Luo, D. Li, W. Qu, X. Hu, Q. Zhu, J. Fan, Mold-slug interfacial heat transfer characteristics of dierent coating thicknesses: eects on slug temperature and microstructure in swirled enthalpy equilibration device process. Materials (2019). https://doi.org/10.3390/ma12111836
L.Y. Zhang, Y.H. Jiang, Z. Ma, S.F. Shan, Y.Z. Jia, C.Z. Fan, W.K. Wang, Effect of cooling rate on solidified microstructure and mechanical properties of aluminium-A356 alloy. J. Mater. Process. Technol. 207(1), 107–111 (2008). https://doi.org/10.1016/j.jmatprotec.2007.12.059
H. Yamagata, W. Kasprzak, M. Aniolek, H. Kurita, J.H. Sokolowski, The effect of average cooling rates on the microstructure of the Al–20 Si high pressure die casting alloy used for monolithic cylinder blocks. J. Mater. Process. Technol. 203(1), 333–341 (2008). https://doi.org/10.1016/j.jmatprotec.2007.10.023
S. Gierth, Einfluss strukturierter Werkzeugoberflächen auf das Fließverhalten von Aluminiumlegierungen im Schwerkraftkokillengießen, PhD dissertation, RWTH Aachen University. (2018) (In German)
M. Grzincic, Gießvorgänge beim Kokillenguss von Al-Legierungen, PhD dissertation, Otto von Guericke University Magdeburg. (2003) (In German)
J. R. Davis, Selection of Material for Permanent Molds, ASM Specialty Handbook: Tool Materials. (ASM International) (1995)
DYCOTE Manual Document, Foseco International Limited, in England (2014)
Non-contact Uncured Powder Thickness Gage, DeFelsko Corporation, in USA. (2022)
Non-contact thickness measurement, SICK Sensor Intelligence, https://www.sick.com/ch/en/industries/rubber-and-plastics/extrusion/blown-film-extrusion-line/non-contact-thickness-measurement/c/p427246. Accessed on 19 August 2022
Non-contact uncured powder thickness gage, MICRO-EPSILON Headquarters, in Germany (2022)
T.O. Kim, H.Y. Kim, C.M. Kim, J.H. Ahm, Non-contact and in-process measurement of film coating thickness by combining two principles of eddy-current and capacitance sensing. CIRP Ann. 56, 509–512 (2007). https://doi.org/10.1016/j.cirp.2007.05.121
N. Wolff, G. Zimmermann, U. Vroomen, A. Bührig-Polaczek, A statistical evaluation of the influence of different material and process parameters on the heat transfer coeffcient in gravity die casting. Metals Open Access Metall. J. (2020). https://doi.org/10.3390/met10101367
T. Vossel, B. Pustal, A.B. Polazcek, Determination of the heat transfer coefficient for a liquid-solid contact in gravity die casting processes. Enhanced Material, Parts Optimization and Process Intensification (2021) https://doi.org/10.1007/978-3-030-70332-5_17
U. Nwaogu, T. Poulsen, R.K. Stage, C. Bischoff, New sol-gel refractory coatings on chemically-bonded sand cores for foundry applications to improve casting surface quality. Surf. Coat. Technol. 205(16), 4035–4044 (2011). https://doi.org/10.1016/j.surfcoat.2011.02.042
R. Tuttle, S. Ramrattan, L. Wells, As-cast surface characterization for steel using disk-shaped chemically bonded sand specimens. Inter Metalcast 15, 382–390 (2021). https://doi.org/10.1007/s40962-020-00520-4
Tool Steel H11, Tech steel & materials, https://www.techsteel.net/alloy/tool-steel/h11. Accessed 28 October 2022
E. Konstantoulakis, H. Nakajima, R.D. Woody, A.W. Miller, Marginal fit and surface roughness of crowns made with an accelerated casting technique. J. Prosthet. Dent. 80(3), 337–345 (1998). https://doi.org/10.1016/s0022-3913(98)70135-0
D.N. Hanlon, I. Todd, E.R. Peekstok, W.M. Rainforth, M.S. Van der Zwaag, The application of laser scanning confocal microscopy to tribological research. Wear 251(6), 1159–1168 (2001). https://doi.org/10.1007/s11663-004-0012-x
ISO 25178--2:2021, Geometrical product specifications (GPS) -- Surface texture: Areal -- Part 2: Terms, definitions and surface texture parameters, International Organization for Standardization. (2012)
Area Roughness Parameters, Keyence, https://www.keyence.com/ss/products/microscope/roughness/surface/parameters.jsp. Accessed 19 August 2022
D.W. Schimpf, F.E. Peters, Variogram roughness method for casting surface characterization. Inter Metalcast 15, 17–28 (2021). https://doi.org/10.1007/s40962-020-00451-0
G. Daricilar, F. Peters, Methodology for assessing measurement error for casting surface inspection. Inter Metalcast 5, 7–15 (2011). https://doi.org/10.1007/BF03355514
A.M. Assar, Mould surface roughness and interfacial heat transfer using heat flow model. Mater. Sci. Technol. 13(8), 702–704 (2013). https://doi.org/10.1179/mst.1997.13.8.702
B. Coates, A.S. Argyropoulos, The effects of surface roughness and metal temperature on the heat-transfer coefficient at the metal mold interface. Metall. Mater. Trans. B 38, 243–255 (2007). https://doi.org/10.1007/s11663-007-9020-y
Acknowledgement
The authors would like to thank the Bavarian State Ministry for economic, affair regional development and energy, and Bavarian State Ministry of science and the arts for the financial support under the project number RvS-SG20-3451-1/47/6.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Deng, F., Attaluri, M., Klan, S. et al. An Indirect Evaluation Method of Mold Coating Thickness in AlSi Alloy Permanent Mold Casting Production. Inter Metalcast 17, 2072–2084 (2023). https://doi.org/10.1007/s40962-022-00920-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-022-00920-8