
Abstract
High-strength bolts have become indispensable support materials in geotechnical engineering, but the incidence of safety accidents caused by bolt fractures under complex geological conditions is increasing. To address this challenge, this study focuses on a typical roadway in the Xinjulong coal mine, employing a combination of mechanical performance testing, microscopic and macroscopic analyses to investigate the failure mechanism of bolt breakage. The research indicates that the cracks in the failed bolts underground exhibit subcritical patterns, with the presence of oxides and Cl elements, and multiple intergranular fractures internally, consistent with the characteristics of stress corrosion failure. Additionally, inherent defects in the bolts are also a primary cause of failure. For instance, for type A bolts, the levels of P and S elements significantly exceed the normative requirements, forming inclusions, while the low content of elements like Si and V leads to reduced plasticity, toughness, and corrosion resistance. Furthermore, the excessive pitch in type A bolts leads to stress concentration and cracking under complex loads. The study concludes that the synergistic effect of stress corrosion cracking and inherent flaws in bolts are the main causes of failure. Therefore, it is recommended to enhance the reliability and safety of bolt support by optimizing the bolt shape and developing anti-corrosion bolts, thereby achieving long-term stability in underground engineering.
Article highlights
-
(1)
Explained the characteristics of how large spacing between bolt threads leads to stress concentration and cracking in the bolt body.
-
(2)
Revealed that stress corrosion cracking, in conjunction with inherent defects in the anchor bolts, is the main reason for bolt failure.
-
(3)
Proposed methods to reduce the probability of bolt breakage from the perspectives of the bolt's shape, corrosion protection, etc.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
High-strength metal bolts are widely employed in various sectors, including mining, tunneling, and hydraulic engineering, playing a pivotal role in managing rock mass stability (Cao et al. 2014; Li et al. 2016b; Yan et al. 2019; Feng et al. 2022). However, with the increasing complexity of geological conditions in underground engineering (Wu et al. 2019b), the issue of bolt fractures in harsh environments persists, posing a significant threat to engineering safety. This challenge has become an urgent technical problem in contemporary geological contexts. For instance, in recent years, several major modern mines in China, such as Xinjulong, Zhengtong, and Pansan Coal Mines, have experienced roof-fall accidents due to bolt and cable fractures, leading to considerable casualties and economic losses (Li et al. 2016a; Yan et al. 2020; He et al. 2023; Peng 2023). Notably, in Xinjulong Coal Mine, the rapid failure of numerous high-strength bolts resulted in an intermittent collapse of approximately 300 m of the roof, as shown in Fig. 1. This phenomenon of bolt fracture is not limited to China but is also evident in countries such as Australia, Britain, and America (Craig et al. 2016; Vandermaat et al. 2017; Lamei Ramandi et al. 2018; Wu et al. 2018; Cai 2019). Therefore, understanding the causes of engineering accidents induced by the failure of high-strength bolts and devising strategies to prevent them remains a critical and long-term research objective.

The general situation of Xinjulong Coal Mine in Heze City, Shandong Province: a geographic location; b bolt failure underground; c roadway layout in the bolt failure area
Scholars have studied and explored the fracture failure of high-strength bolts in current engineering from multiple aspects. Wu et al. (2017) studied the fracture mechanism of bolts by mechanical test and microscopic analysis and proposed full-length anchorage methods and anti-corrosion bolts to reduce fracture. Wu et al. (2021) proposed that it was the extremely low pretightening force and unmatched support fittings that caused the horizontal displacement of roof strata, which further resulted in the shear fracture of bolts and cables. Yang et al. (2017) carried out field tests and numerical simulations, finding that bolt fracture was primarily caused by unreasonable supports and high in-situ stress. Kang et al. (2020) developed a set of testing equipment to apply complex dynamic and static loads to bolts, based on which they revealed the reasons for bolt fracture from the perspective of mechanical properties. Gao et al. (2015) captured the whole course of fracture failure caused by the roadway extrusion under mining disturbance by numerical simulation. Wu et al. (2020b) studied the influence of impact loads on mechanical properties of bolts and proposed improving the anti-impact performance of high-strength bolts from material, prestress, and anchorage style. Vandermaat et al. (2016) compared the effects of grit blasting and galvanising on the corrosion resistance of bolts in varying steel grades through laboratory tests and found that both treatments could enhance this resistance. Wang et al. (2019a) researched the damage of working stress, as well as corrosion environment and time to bolts, concluding that bolt performance was most affected by the corrosion time.
Based on the above work, the fracture failure of bolts can be primarily attributed to the following factors: (1) insufficient mechanical properties of bolts to handle the large deformation of surrounding rock; (2) defects or damages during bolt production and processing that significantly reduce their strength and mechanical properties; and (3) unsuitable support fittings that cause local stress concentration on bolts under complex downhole loads, leading to fracture failure. These findings offer theoretical and practical insights for addressing bolt fracture failures (Zuo et al. 2019). However, the anchor bolts that have experienced widespread fractures in the Xinjulong Coal Mine are commonly used in major mining areas across Shandong, but no similar incidents have been observed in other mining areas, especially in the extremely harsh environment of the Suncun Coal Mine, where the anchor bolts still perform well. Therefore, scholars' analyses of the reasons for anchor bolt fracture failures do not apply in explaining this phenomenon. On one hand, researchers have often overlooked the downhole water environment and neglected the erosive effects of highly mineralized mine water on bolts. On the other hand, due to the limitations in monitoring methods, the majority of relevant studies focus on the macroscopic level. As a result, there is a current lack of scientific evidence that comprehensively elucidates the fracture mechanisms of anchor bolts from a material microstructure perspective, with even fewer macro–micro coupling analysis (Singh and Singh 2012; Lu et al. 2022).
Therefore, the key to revealing the fracture failure of bolts is to study the microstructure inside them, such as crystal defects, grain boundaries, microcracks, etc. The effects of these factors on macroscopic properties and fracture behaviors of materials should also be investigated (Schwerdt et al. 2011). At present, the fine characterization of this microstructure has become possible due to newly emerged research techniques and testing methods, including electron microscope, metalloscope, electron probe and Vickers microhardness test (Pilone et al. 2015; Gong et al. 2019; Wen et al. 2020; Daniel et al. 2022), which can be used to quantitatively analyze the microstructure of bolts and correlate it with macro-mechanical properties (Wu et al. 2023; Zhou et al. 2023), thus revealing its influence mechanism on bolt performance(Tao et al. 2022).
The safe production in Xinjulong Coal Mine can be addressed by exploring the cause for the large-scale fracture of bolts. Thus, this study conducts multi-scale experiments on two types of bolts used in China's Xinjulong Coal Mine: fine-tooth threaded steel bolts (Type A) and threaded steel bolts without longitudinal ribs (Type B). It aims to analyze their damage and breakage mechanisms from macroscopic and microscopic perspectives, offering suggestions to reduce failure probability and ensure their safe application in complex conditions.
2 Materials and methods
2.1 Materials
Two types of bolts (A and B) used in the Xinjulong Coal Mine were selected as objects (Fig. 2), with both showing the yield strength of over 500 MPa. Thereinto, Type A is featured with continuous fine threads, which overcomes the shortcoming that the ordinary threaded bolts in equivalent strength have small pretightening force and tend to get loose during vibration due to helix angles. By contrast, Type B has processed threads at the tail end, which reduces its bearing capacity. Therefore, this mine primarily adopts the Type-A bolts. Tables 1 and 2 list the physical and mechanical parameters as well as the chemical components of both types.

The shapes of both bolt types
2.2 Experimental scheme and procedure
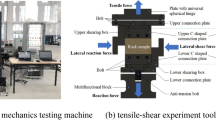
Drawing upon previous research approaches (Wang et al. 2019b, 2023; Guo et al. 2022), this study analyzes several aspects: mechanical properties, micro structure, metallography, and elements (Fig. 3). Initially, mechanical performance tests were conducted on two types of anchor bolts before and after underground service, using an MTS electro-hydraulic servo universal test machine and bolt shearing tester. Subsequently, a high-definition camera was employed to observe the macroscopic appearance and failure characteristics, preliminarily determining the fracture mode. Next, a complete bolt fracture section was cut using wire cutting, and a ZEISS Sigma Hv scanning electron microscope was utilized for the microscopic analysis of the fracture. Then, metallographic samples were prepared through polishing and examined using a Leica DMi 8C metalloscope to study the microstructure within the bolt. This step provides a precise area for element testing. Additionally, the microhardness of the anchor bolts was analyzed using an INNOVATEST FALCON507 Vickers hardness tester. Finally, based on the metallographic examination, a micro-area elemental analysis of the anchor bolt fracture was conducted using an OXFORD-X-Max20 energy spectrum analyzer and an EPMA-8050G electron probe microanalyzer to reveal the fracture mechanism.

Experimental flowchart
3 Results and analysis
3.1 Macroscopic analysis
The broken bolts underground are mostly Type-A bolts, while Type-B bolts are rarely failed. It can be seen that, all fractures on the failed bolts are located near 1m away from the tail end. However, the two types are significantly different in bolt shapes and fracture characteristics. As presented in Fig. 4, the bolts in Type A are generally bent, without obvious plastic deformation after breaking, and their fractures are step-like, based on which we preliminarily deduced that these bolts experienced brittle fracture under the combined action of tension and shear. Besides, both bolts and fractures are attached by red corrosion products due to serious rusting. There are many microcracks near fractures, but no necking phenomenon was obviously observed. By contrast, the bolts in Type B have smooth fractures, with no cracking features, which conforms to the characteristics of shear fracture.

Macroscopic appearance of bolts broken underground: a bolt conditions; b rust on the bolt; c bolt fractures
3.2 Micro-mesoscopic test and analysis on bolt fractures
3.2.1 Microscopic analysis
The fracture feature of two types of bolts broken underground and in the laboratory was observed by SEM method, as exhibited in Fig. 5. The comparison results indicate that the cracks at the fracture mainly propagate vertically to the direction of major tensile stress in both types. Thereinto, cracks are relatively short for two types of bolts broken in the laboratory, showing linear and folded forms (Fig. 5-A3 and B3). Cracks are relatively long for Type-A bolts broken underground, showing a subcritical form, and their length and width differ by several orders of magnitude (Fig. 5-A1 and A2). Besides, there are obvious corrosion pits, consistent with the characteristics of stress corrosion. Upon removing oxides from the surface of bolts broken underground, we observed that the features of cracks are basically identical. In addition, there are dense holes on the surface of fractures (Fig. 5-A2 and B2), which is presumably caused by the removal of corrosion products or internal steel inclusions (Table 3).

Fracture feature of two types of bolts: a A-type bolt failed underground (A1); b A-type bolt failed underground after removing surface oxides (A2); c A-type bolt broken in the laboratory (A3); d B-type bolt failed underground (B1); e B-type bolt failed underground after removing surface oxides (B2); f B-type bolt broken in the laboratory (B3)
Elemental testing on all samples was conducted via OXFORD-X-Max20 energy disperse spectroscopy, with the results shown in Table 4. Both types of bolts primarily comprise Fe, along with elements like Mn, V, Ca, and Si. On the surfaces of the bolts failed underground, a significant accumulation of Fe3O4 was observed. The A-type bolts contain higher concentrations of Mg, Al, S, and Cl, with respective percentages of 0.44 wt%, 0.32 wt%, 0.40 wt%, and 0.36 wt%. Its steel strength can be improved by Mg and Al, of which the former is a strong deoxidizing element used to purify the liquid steel (Xie et al. 2019), and the latter helps strengthen the solid solution and enhance the stability against tempering (Zhao et al. 2021). It is noteworthy that S is a medium sensitive to stress corrosion and tends to generate non-metallic inclusions in steel, which reduces the steel’s mechanical properties and corrosion resistance. Additionally, Cl was detected in the holes and cracks of the fracture surfaces of A-type bolts failed underground, with concentrations up to 0.36wt%. Considering the existence of S, we deduced that bolt fracture was related to the erosion effect of chlorides in the mine water. Comparatively, the content of V in Type-B bolts is about three times that in Type-A ones, which effectively eliminates the temper brittleness (Li and Liu 2019) and makes the former tougher than the latter.
3.2.2 Metallographic examination
(1) Inclusion analysis
Type A was polished and buffed to analyze its inclusions, whose microstructure is displayed in Fig. 6. Test results show that there are many non-metallic inclusions inside bolts, forming an obvious interface with the steel matrix. The components, properties, and colors all differ from those of normal metal structures. Table 5 lists the rating results of inclusions according to the GB/T 10561-2005 Standard. It can be seen that these inclusions are mostly composed of strip-shaped sulfides and spherical oxides, with a small amount of aluminium oxides. Thereinto, sulfide inclusions, showing a higher content and a larger size, are rated as Grade 2.5, and due to their plasticity, they can evolve into strips along the direction of metal deformation during hot working, which causes the obvious anisotropy to metal plasticity and toughness (Wu et al. 2017).

Inclusions at the fracture of Type-A bolts: a a close-up view of the microstructure; b strip-shaped sulfides; c spherical oxides; d micropores
In addition, the strip-shaped sulfides can reduce the energy needed by the propagation of transverse cracks in the metal, making the metal’s lateral performance inferior to longitudinal one. This characteristic often increases with bolt strength (Xie et al. 2020), which is therefore considered as the main cause for the easy breaking of Type-A bolts. It is worth noting that a large number of micropores are formed at the fracture of bolts for the following reasons: raw materials are defective; inclusions are dislodged or gradually dissolved into micropores due to the erosion of corrosive liquids, which reduces the bolt performance.
To sum up, the metal matrix’s continuity and integrity are damaged by inclusions and micropores, which further affects the ductility, toughness, fatigue resistance, and corrosion resistance of bolts. In the meantime, the metal surface becomes rougher, resulting in the selective or pitting corrosion.
(2) Metallographic analysis
The fracture surfaces of the A-type bolt A2, which failed underground, and A3, which was broken experimentally, were cut and prepared into metallographic standard specimens. The tests revealed that the micro structure at the edge and core of Type-A bolts is primarily pearlite and ferrite, of which the ferrite locally presents a needlelike Widmanstatten patterns in the core structure. The brittle surface formed from this acicular ferrite significantly reduces the metal flexibility. It is analyzed that the Widmanstatten structure is retained because the ferrite cannot be completely dissolved by insufficient quenching heat. According to Fig. 7, a fully decarburized ferrite layer is distributed on both sides of cracks in the core structure of Type-A bolts, characteristic of a typical forging crack. On this basis, we speculated that the steel was exposed to air at high temperatures, leading to significant decarburization on both sides of the crack. In A2, there are subcritical cracks in both transverse and longitudinal micro structures, but the latter contains more cracks and micropores, which affects the overall strength of this specimen to a certain extent. Comparatively, cracks have the maximum depth of about 1.6 mm and 0.1 mm at the fracture edge of A2 and A3, respectively, of which the former is 16 times the latter, indicating that the cracks in this location become longer and deeper after stress corrosion. Besides, with visible oxides inside, the cracks in A2 converge towards the outer side of metal, which conforms to the characteristics of alkali fragile. The A2 sample exhibited numerous corrosion cracks as described above. When the bolt body is subjected to tensile stress, the strength at the crack is relatively weak, leading to further crack propagation. Once the crack propagation reaches a certain extent, the bolt body may experience sudden breakage.

Micro structure of Type-A bolts
Additionally, numerous intergranular fractures were discovered at the edges and in the core of the fracture surface of the A-type bolt that failed underground. This is because, on the one hand, the grain boundary of steel is weakened by the inclusions on it, and on the other hand, this boundary is prone to preferential corrosion due to stress corrosion, which promotes the intergranular fracture of metal. More importantly, decarbonization is apparently observed at the fracture edge of Type-A bolts. The carbon content from the surface to the matrix changes continuously from low to high, thus forming the fully decarburized layer, partially decarburized layer, and undecarburized matrix. The reasons may be as follows: It is speculated that this decarburization of the material's surface, leading to inconsistent properties between the surface and the base material, was induced by excessively high heating temperatures during hot rolling and prolonged exposure to high temperatures. This particularly caused a significant reduction in the surface hardness and fatigue strength of the anchor bolt.
In Type B, the edge structure is composed of lamellar martensite and a small amount of ferrite, while the core structure is primarily composed of laminated pearlite and ferrite (Fig. 8). In addition, some areas present a cast structure. Therefore, this type of bolts has an extremely uneven micro structure, as explained as follows. On the one hand, Type-B bolts have better toughness and plasticity than Type-A ones due to the existence of lamellar martensite (Kang et al. 2023). On the other hand, the martensite that transforms on the surface of Type-B bolts at the initial stage of steel cooling has increased specific volume and tends to expand, while the core structure fails to witness the martensitic transformation, which avoids the expansion. Under such circumstances, the surface is compressed and the core is strained, with the residual compressive stress on the surface improving the fatigue strength and stress corrosion resistance of bolts. Therefore, the Xinjulong Coal Mine has less broken bolts in Type B but more ones in Type A. In view of this, it is suggested that the fatigue and stress corrosion resistances should be enhanced by intensive cooling process during the production of bolts. Furthermore, no decarburized structure is observed at the fracture edge and core of Type-B bolts, and there are also less cracks, all of which show linear and folded forms. The oxides and inclusions are not detected at the fracture of these cracks.

Micro structure of Type-B bolts
3.2.3 Quantitative analysis of elements
The micro-area elements were quantitatively analyzed using the EPMA-8050G electron probe microanalyzer to reveal the chemical composition of metal matrix and internal inclusions. The chemical components in both types of bolts can mostly meet the requirements in Hot-rolled Ribbed Bars for Rock Bolts (YB/T 4364-2014). However, the metal matrix in Type A has an Mn content of 1.99%, higher than the level of 1.60% in this Standard, which increases the amount of retained austenite after quenching. Thus, the bolts of this type become more sensitive to overheating and more prone to cracking (quench cracking). Elemental surface distribution scans were further conducted on both types of anchor bolts, as shown in Figs. 9 and 10. In both A and B types of bolts, segregation of the carbon (C) element was observed, which could potentially increase the brittleness of the metal bolts. Additionally, localized enrichment of oxygen (O) elements and a lack of iron (Fe) elements were found in the A-type bolts. Additionally, a localized enrichment of oxygen elements and a depletion of iron elements were found in Anchor A. It is analyzed that the enrichment is caused by the formation of Fe3O4 and α-FeOOH during the corrosion process, and the depletion is due to the presence of non-metallic inclusions in the steel.

Diagram for the quantitative analysis of elements at the fracture of Type-A bolts

Diagram for the quantitative analysis of elements at the fracture of Type-B bolts
In addition, we scanned the surface distribution of elements near Type A’s inclusions and found an overhigh content of S in many areas. To verify this result, the spot scanning was further performed in these areas, with the same finding that there is abundant S and P, with their respective contents being 1.29% and 0.94%, which cannot meet the requirement in Hot-rolled Ribbed Bars for Rock Bolts (YB/T 4364-2014) that the contents of S and P shall be less than 0.040%. It is therefore deduced that the inclusions in Type-A bolts are mostly composed of sulfides and phosphides. Thereinto, S can increase the amount of sulfide inclusions, resulting in the stress concentration near them during the use of bolts; P, with an overhigh content, can be dissolved in ferrite, which distorts the lattice, coarsens the steel grains, and increases the brittleness. In addition, test results also show that the Si element, which can improve the antioxidation and stress corrosion resistance of steel, has a higher content in Type B than in Type A. Therefore, compared to Type B, Type A has similar strength but lower corrosion resistance.
3.3 Test on mechanical properties of bolts before and after the field application
Based on the above research findings, it is preliminarily considered that corrosion has a certain impact on bolts (Aydan 2019). To verify the influence degree of on-site water environment on bolts, we sampled the rusted bolts from Xinjulong Coal Mine after the construction of three months and selected the unused bolts in the same batch as a control group to perform tensile and shear tests on both types of bolts.
3.3.1 Shear properties
The shear test was conducted on both types of bolts using a shearing tester before and after the corrosion to obtain their shear properties, as presented in Fig. 11. In this test, Type B was sheared immediately the peak shear stress was reached, resulting in a flat and smooth fracture, while Type A was half fractured under the same condition and then was completely sheared under continuous loading, forming a two-step-like fracture, as shown in Fig. 11a. This is because the two types of bolts are made of different steel materials. In addition, the threads near the fracture of Type A are almost planished, while the bolt body of Type B is not abraded, only with some threads at the thread segment being worn. This difference can be attributed to the weaker shearing resistance of Type A threads, which necessitates the bolt body to primarily provide this resistance, as opposed to Type B, where both the bolt body and threads jointly bear the shear force. Despite this distinction, Type A's superior steel properties enable it to exhibit a shear strength similar to that of Type B.

Comparison of shear properties between two types of bolts before and after the stress corrosion: a conditions at the shear fracture of Type-A bolts; b conditions at the shear fracture of Type-B bolts; c a histogram for the shear strength of both types before and after the corrosion
It is worth noting that the shear strength at the thread segment of Type B is 8.85% lower than that on the bolt body, but in the underground scenario, the number of broken bolts in this type is still much lower than that in Type A. Therefore, it is deduced that bolts are not fractured because of the poor shearing resistance. At last, by comparing the changes of shear properties between two types of bolts before and after the corrosion, we found that these properties were degraded after corrosion. Thereinto, the shearing resistance reduced by 4.41% in Type A; it reduced by 2.58% and 3.26% on the bolt body and at the thread segment of Type B, respectively.
3.3.2 Tensile properties
The MTS electro-hydraulic servo universal test machine (model C64.106/1000 kN) and the dynamic and static strain gauge (model DM-YB1820) was used to perform tensile tests on both types of bolts before and after corrosion, and the test results are shown in Fig. 12. The yield strength, tensile strength and elongation of Type A decreased by 30.00%, 23.31% and 5.52%, respectively, while those of Type B decreased by 3.28%, 7.01% and 11.63%, respectively, after corrosion. It is noteworthy that the reduction of each mechanical property of Type A after corrosion is greater than Type B.

Comparison of mechanical properties between two types of bolts before and after service: a tensile displacement-load curves; b stress–strain curves
3.3.3 Hardness test
The Vickers hardness test was conducted on samples A2 and A3 using a 200 g load. The test revealed that the hardness value of sample A2 was 253.50 HV0.2, and the hardness value of sample A3 was 323.50 HV0.2. Corrosion resulted in a 21.64% reduction in the hardness at the edges of the anchor bolt samples.
3.3.4 A brief summary of the test on mechanical properties
After conducting mechanical tests on both types of anchor bolts before and after underground use, it was found that bolts used underground exhibited significant decreases in tensile strength, elongation, shear force, elastic modulus, and microhardness, severely impacting the efficiency of bolt support. This further confirms the progressive deterioration of bolts under stress corrosion in high mineral environments, suggesting that the lifespan of bolts should be considered in advance, and optimal support materials should be selected.
4 Discussion
4.1 Discussion on the relationship between bolt structure and stress corrosion cracking
The field sampling test shows that many microcracks are formed on the bolt body and at the necking fracture of Type-A bolts and are concentrated on the outer side of bending tensile stress under the combined action of tension and shear. By contrast, no obvious cracks are visually observed in Type B. Only a few microcracks are detected using a scanning electron microscope, as shown in Fig. 13-B3. Type A has more and larger cracks than Type B, indicating that the former is more prone to the microdamage due to its special appearance and structure, which may explain the main reason that there are much more Type-A bolts broken under the shaft than Type-B ones. Besides, it is found in Fig. 7 that the cracks of A1 are characterized by caustic embrittlement, and many of them contain the Cl element and oxides, which further verifies that corrosion is another major factor affecting the bolt performance.

The cracking degree of bolts with different structures under high stress
Considering that the mine water in the Xinjulong Coal Mine is generally alkaline, highly mineralized, and contains a large number of corrosive ions, it can be inferred that under the combined action of high stress and high temperature in the highly mineralized underground environment, the corrosion rate of metals will accelerate, leading to the formation of corrosion cracks on the metal surface. These cracks allow the alkaline solution to accumulate and initiate electrochemical corrosion. Specifically, the tip area of the crack becomes anodic, while the protective layer around becomes cathodic. Then, cracks propagate fast under tensile stress, which eventually results in the fracture of bolts. The test on mechanical properties indicates that bolts with different structures are influenced by the corrosion according to the following degree: Type-A bolts > Type-B bolts. Therefore, it is deduced that bolt structure is closely correlated with stress corrosion cracking. The microdamage to bolts changes with their different appearances under high stress, which leads to varying corrosion rates. Given this, it is suggested that the corrosion resistance of bolts should be improved by optimizing their appearance and structure.
4.2 Discussion on the analysis of macroscopic and micro-mesoscopic fracture mechanisms of bolts
Field investigations revealed that underground bolt breakages often occur at points where the bolt bends. From a macroscopic perspective, after tunnel excavation and support, a significant inward bulging occurs in the coal body at the middle and upper sides, resulting in a noticeable net bagging effect. For end-anchored fine-thread anchor bolts anchored deep, the free section undergoes substantial tensile stress. Simultaneously, due to horizontal displacements in the top rock mass and subsidence caused by shallow coal body movements at the sides, the bolt in the free anchoring section also experiences horizontal and downward bending moments. In laboratory pull-out tests, fine-thread anchor bolts show multiple cracks at the necking ends of the bolt body, as illustrated in Fig. 13-A3. Under the combined underground effects of tension, shear, bending, and torsion, the bolt undergoes bending deformation in the free section, generating compressive stress inside and tensile stress outside the bolt body (Jiang et al. 2022). Under tensile stress, the surface oxide film of the bolt is torn or separated from the bolt, creating micro-cracks in the bolt matrix. These cracks provide pathways for alkaline corrosive fluids to continuously erode and weaken the bolt body, and with the loss of the protective oxide film, the corrosion rate of the anchor bolt accelerates.
From a micro and mesoscopic perspective, the failure of A-type anchor bolts may be attributed to a combination of factors, with two main reasons identified:
Firstly, the influence of the elemental composition of the bolt body. A-type anchor bolts have high contents of elements like phosphorus (P) and sulfur (S), but a low content of silicon (Si), leading to reduced plasticity, toughness, and corrosion resistance, as shown in Figs. 9 and 10. Taking sulfur as an example, while it reduces the corrosion resistance of the anchor bolts, it also forms non-metallic inclusions in steel, deteriorating the mechanical properties of the steel. This exacerbates the decline in mechanical properties and the expansion of cracks in the bolt body, leading to a significant decrease in the mechanical performance of A-type anchor bolts under the erosion of corrosive fluids.
Secondly, the impact of internal defects in the anchor bolts. A-type anchor bolts contain numerous non-metallic inclusions and inherent cracks within the matrix (Figs. 6 and 7), As can be seen from the figure, the presence of inclusions in anchor bolts leads to stress concentration and the initiation of new cracks within. With the continual increase in surrounding rock stress, external cracks on the bolt body expand under the influence of corrosive fluids, eventually connecting with cracks near the inclusions and causing rapid breakage. B-type bolts mainly break due to shear from rock layer displacement, but their breakage rate is lower than that of A-type bolts. The difference in breakage rates between the two types of bolts can be attributed to two main factors: (1) The presence of martensite at the edge of B-type bolts induces residual compressive stress on the surface, effectively inhibiting stress corrosion failure; (2) B-type bolts have a higher content of elements like silicon and a lower carbon content, enhancing their corrosion resistance.
In summary, the breakage of both types of bolts occurs under the influence of stress corrosion, but the probability and speed of breakage depend on the stress environment and mine water conditions, and more importantly, on the intrinsic properties of the bolt, such as manufacturing process, structural features, internal metallography, and chemical composition (Zhou et al. 2021).
Thus, the specific mechanism of bolt fracture manifests as follows: under the complex dynamic and static loads in mines, surface micro-damage occurs on the bolt, which opens up channels for highly mineralized mine water to infiltrate, leading to electrochemical corrosion and further damage and crack propagation. This promotes deeper corrosion by the corrosive medium, continuously reducing the load-bearing capacity of the bolt. As the surface micro-damage and internal inclusions' micro-cracks interconnect, reaching a critical crack length, fracture occurs as shown in Fig. 14. Notably, while this fracture mechanism applies to all types of anchor bolts, different types break at different rates. The progression of corrosion-induced deterioration can be delayed by improving the material and structural design of the bolts, thus extending their service life. Additionally, applying protective coatings, researching new types of corrosion-resistant bolts, or improving anchoring methods can also help delay corrosion damage.

Microscopic fracture mechanism of bolts
4.3 Discussion on the methods of reducing bolt fracture
The safe and efficient use of anchor bolts is fundamental to the safety of coal mine tunnels, but currently, low-cost steel is still used for anchor bolts. Influenced by the raw materials and rolling process, adverse metal structures like inclusions and Widmanstätten structures in the bolt body not only impact its strength and toughness but also worsen its corrosion resistance. Particularly in environments with high stress, mild corrosion, low stress, and severe corrosion (Shaqour 2006; Wu et al. 2019a; Peng and Timms 2020), these factors severely degrade the mechanical properties of the anchor bolts, even endangering engineering safety. To minimize anchor bolt breakage, the following suggestions are proposed:
From a construction site perspective, the arrangement of fine-thread anchor bolts at the shoulder angle of the tunnel should be optimized to improve the force distribution on the bolts. This can be achieved by adjusting the bolts from the original 15° inclination to an upward tilt of 5–10° or installing them perpendicular to the coal wall. Additionally, using appropriate self-aligning washers and special-shaped trays can optimize the load environment of the bolts, reducing the shear force and bending moment provided by the horizontal displacement of the top rock layer. Furthermore, increasing the pre-tensioning force of fine-thread anchor bolts in the middle and upper sides of the tunnel, and enhancing the anchor length where possible, even to the extent of full-length anchoring, can improve the load distribution on the bolt body while reducing the erosive degradation by mine water. Lastly, rational design of support parameters (Sun et al. 2023), optimization of tunnel cross-sections and layouts can improve the surrounding stress and water environment of the tunnel, reducing the likelihood of bolt cracking and breakage.
From a production process perspective for anchor bolts, controlling the heat treatment parameters is necessary to ensure the required recrystallization and grain growth in annealed coils, while avoiding the formation of adverse metal structures like inclusions and decarburization during production due to excessive heating temperatures and duration. Additionally, reducing the residual tensile stress in the bolt body, or even allowing some residual compressive stress on the surface layer, can enhance its corrosion resistance. Furthermore, optimizing the shape of the bolt is crucial. The current design of A-type anchor bolts is too weak; while maintaining their strengths, such as anchoring force and full-length pre-tensioning, the shape should be optimized to avoid stress concentration during loading, like reducing thread height and pitch, and increasing thread width. Controlling the adjustment of trace elements in the steel can optimize the balance between steel's strength, toughness, corrosion resistance, and cost. This involves increasing elements like Mg, Al, V, Si to enhance the bolt's strength and toughness, and reducing elements like S and P to improve its corrosion resistance. Moreover, the bolt's corrosion resistance can be improved through anchoring methods, additional coatings, and developing anti-corrosion anchor bolts. Specific measures include full-length anchoring or adding corrosion inhibitors to grouting materials to improve the ionic environment around the anchorage, reducing the concentration of corrosive ions like chloride and sulfate (Wu et al. 2020a; Zhang et al. 2021), and isolating the anchor bolts from corrosive media. Drawing from anti-corrosion solutions in other industries, techniques such as thermal diffusion zinc coating, hot-dip galvanizing, epoxy coating, and manganese phosphating may be applied in the future to enhance the corrosion resistance of anchor bolts, which will improve the durability of roadway support systems.
5 Conclusions
Anchor bolt support performance is crucial for tunnel safety and maintenance in coal mines, affecting not only the smooth operation of underground transportation but also the safety of personnel and equipment. This paper aims to clarify the fracture mechanism of anchor bolts, and it thoroughly discusses the mechanical test results, fracture types, and macroscopic and microscopic structural changes of two types of bolts before and after underground corrosion. The main research conclusions are as follows:
-
1.
The study discusses the impact of the working environment, stress characteristics, bolt shape, and processing technology on bolt breakage, elucidating the anchor bolt fracture mechanism in high mineralization environments. The identified mechanism is: under complex dynamic and static loads underground, surface micro-damage occurs on the bolt, creating channels for highly mineralized mine water to infiltrate and leading to electrochemical corrosion. This induces further damage to the bolt and, as the effects worsen, the micro-damage and internal inclusions' micro-cracks interconnect, eventually leading to fracture when they reach a critical crack length.
-
2.
A series of experiments were conducted on both types of anchor bolts to understand the trace elements and metal structures affecting their performance. In A-type bolts, the levels of phosphorus (P) and sulfur (S) significantly exceed standard requirements, leading to non-metallic inclusions, while the contents of silicon (Si) and vanadium (V) are too low, thus reducing the plasticity, toughness, and corrosion resistance of A-type bolts. Additionally, due to the excessive thread pitch, A-type bolts are more prone to stress concentration on the surface and are more susceptible to cracking under high stress. These findings provide guidance for enhancing the strength, toughness, and corrosion resistance of anchor bolts, as well as offer a rational basis for determining their lifespan and selecting support materials.
-
3.
Microscopic characterization and mechanical tests of both types of anchor bolts indicate that their fracture failures are consistent with stress corrosion cracking characteristics. Specifically, the number and depth of cracks at the fracture surfaces of the corroded bolts increased significantly, exhibiting a subcritical pattern, with clear oxides and chlorine (Cl) elements inside the cracks and multiple instances of intergranular fractures found internally. Mechanical performance tests showed significant reductions in hardness, tensile strength, shear strength, elastic modulus, and elongation of the corroded bolts, further confirming the detrimental impact of stress corrosion on bolt performance.
-
4.
Two approaches are proposed to reduce the probability of anchor bolt breakage. On a macroscopic level, it involves rational design of support parameters, optimization of tunnel cross-sections and layouts, and improvement of the surrounding stress environment of the tunnel. On a microscopic level, it includes optimizing the bolt shape, improving processing technology, and developing more corrosion-resistant anchor bolts to enhance the reliability and safety of anchor bolt support.
Availability of data materials
All data generated or analysed during this study are included in this published article.
References
Aydan O (2019) Dynamic response of support systems during excavation of underground openings. J Rock Mech Geotech Eng 11:954–964. https://doi.org/10.1016/j.jrmge.2019.06.002
Cai M (2019) Rock support in strainburst-prone ground. Int J Min Sci Technol 29:529–534. https://doi.org/10.1016/j.ijmst.2019.06.008
Cao C, Ren T, Cook C, Cao YJ (2014) Analytical approach in optimising selection of rebar bolts in preventing rock bolting failure. Int J Rock Mech Min Sci 72:16–25. https://doi.org/10.1016/j.ijrmms.2014.04.026
Craig P, Serkan S, Hagan P et al (2016) Investigations into the corrosive environments contributing to premature failure of Australian coal mine rock bolts. Int J Min Sci Technol 26:59–64. https://doi.org/10.1016/j.ijmst.2015.11.011
Daniel EF, Dong JH, Li XF et al (2022) Corrosion behaviour of carbon steel fasteners in neutral chloride solution. Acta Metall Sin-Engl 35:563–576. https://doi.org/10.1007/s40195-021-01284-4
Feng XW, Xue F, Carvelli V et al (2022) A novel rock bolting system exploiting steel particles. Int J Min Sci Technol 32:1045–1058. https://doi.org/10.1016/j.ijmst.2022.08.003
Gao FQ, Stead D, Kang HP (2015) Numerical simulation of squeezing failure in a coal mine roadway due to mining-induced stresses. Rock Mech Rock Eng 48:1635–1645. https://doi.org/10.1007/s00603-014-0653-2
Gong Y, Ding Q, Yang ZG (2019) Failure analysis on premature fracture of anchor bolts in seawater booster pump of nuclear power plant. Eng Fail Anal 97:10–19. https://doi.org/10.1016/j.engfailanal.2018.12.008
Guo F, Xie ZZ, Zhang N et al (2022) Study on the pore-throat structure characterization and nano grouting law of the low-permeability mudstone based on NMR-RSM methods. Constr Build Mater 342:127913. https://doi.org/10.1016/j.conbuildmat.2022.127913
He Z, Xie Z, Zhang N et al (2023) Research on spatiotemporal evolution law of surrounding rock fractures and hierarchical collaborative control technology in high-stress soft rock roadway: a case study. Eng Fail Anal. https://doi.org/10.1016/j.engfailanal.2023.107366
Jiang Y, Zhang S, Luan H et al (2022) Numerical modelling of the performance of bolted rough joint subjected to shear load. Geomech Geophys Geo-Energy Geo-Resour 8(5):140. https://doi.org/10.1007/s40948-022-00447-6
Kang H, Yang J, Gao F, Li J (2020) Experimental study on the mechanical behavior of rock bolts subjected to complex static and dynamic loads. Rock Mech Rock Eng 53:1–12. https://doi.org/10.1007/s00603-020-02205-0
Kang HP, Gao FQ, Xu G, Ren HW (2023) Mechanical behaviors of coal measures and ground control technologies for China’s deep coal mines—a review. J Rock Mech Geotech Eng 15:37–65. https://doi.org/10.1016/j.jrmge.2022.11.004
Lamei Ramandi H, Chen H, Crosky A, Saydam S (2018) Interactions of stress corrosion cracks in cold drawn pearlitic steel wires: an X-ray micro-computed tomography study. Corros Sci 145:170–179. https://doi.org/10.1016/j.corsci.2018.09.009
Li Q, Liu WJ (2019) Effect of boron on hot ductility and room-temperature tensile properties of microalloyed steels with titanium and niobium. Materials 12:2290. https://doi.org/10.3390/ma12142290
Li SC, Wang HT, Wang Q et al (2016a) Failure mechanism of bolting support and high-strength bolt-grouting technology for deep and soft surrounding rock with high stress. J Cent South Univ 23:440–448. https://doi.org/10.1007/s11771-016-3089-x
Li Y, Zhou H, Zhang L et al (2016b) Experimental and numerical investigations on mechanical property and reinforcement effect of bolted jointed rock mass. Constr Build Mater 126:843–856. https://doi.org/10.1016/j.conbuildmat.2016.09.100
Lu YL, Jiang J, Cai WY et al (2022) Creep behavior of grade 10.9 high-strength bolts under and after fire. Constr Build Mater 351:128858. https://doi.org/10.1016/j.conbuildmat.2022.128858
Peng C (2023) Research on the breaking mechanism of bolts and cables in the gateway driven along a small coal pillar in the Datong mining area and the corresponding control technology. Front Earth Sci (lausanne) 10:1021436. https://doi.org/10.3389/feart.2022.1021436
Peng Y, Timms W (2020) Hydrogeochemical modelling of corrosive environment contributing to premature failure of anchor bolts in underground coal mines. J Cent South Univ 27:1599–1610. https://doi.org/10.1007/s11771-020-4393-z
Pilone D, Brotzu A, Felli F (2015) Failure analysis of connecting bolts used for anchoring streetlights of a mountain highway. Eng Fail Anal 48:137–143. https://doi.org/10.1016/j.engfailanal.2014.11.006
Schwerdt D, Pyttel B, Berger C (2011) Fatigue strength and failure mechanisms of wrought aluminium alloys in the VHCF-region considering material and component relevant influencing factors. Int J Fatigue 33:33–41. https://doi.org/10.1016/j.ijfatigue.2010.05.008
Shaqour F (2006) Ground anchors in an aggressive hydro-environment. Bull Eng Geol Environ 65:43–56. https://doi.org/10.1007/s10064-005-0011-4
Singh JK, Singh DDN (2012) The nature of rusts and corrosion characteristics of low alloy and plain carbon steels in three kinds of concrete pore solution with salinity and different pH. Corros Sci 56:129–142. https://doi.org/10.1016/j.corsci.2011.11.012
Sun CY, Chen CX, Zhang W et al (2023) Stability of bolt-supported concealed bedding rock slopes with respect to bi-planar failure. Bull Eng Geol Environ 82:104. https://doi.org/10.1007/s10064-023-03131-5
Tao M, Wang J, Zhao H et al (2022) The influence of acid corrosion on dynamic properties and microscopic mechanism of marble. Geomech Geophys Geo-Energ Geo-Resour 8(1):36. https://doi.org/10.1007/s40948-022-00351-z
Vandermaat D, Saydam S, Hagan PC, Crosky AG (2016) Examination of rockbolt stress corrosion cracking utilising full size rockbolts in a controlled mine environment. Int J Rock Mech Min Sci 81:86–95. https://doi.org/10.1016/j.ijrmms.2015.11.007
Vandermaat D, Saydam S, Hagan PC, Crosky AG (2017) Back-calculation of failure stress of rockbolts affected by stress corrosion cracking in underground coal mines. Int J Rock Mech Min Sci 100:310–317. https://doi.org/10.1016/j.ijrmms.2017.10.029
Wang B, Guo XX, Jin H et al (2019a) Experimental study on degradation behaviors of rock bolt under the coupled effect of stress and corrosion. Constr Build Mater 214:37–48. https://doi.org/10.1016/j.conbuildmat.2019.03.335
Wang F, Zhao Y, Li C et al (2019b) An experimental study on the corrosion characteristics of the karst tunnel engineering area in Southwest China. Bull Eng Geol Environ 78:4047–4061. https://doi.org/10.1007/s10064-018-1411-6
Wang P, Guo Y, Cui G et al (2023) Cumulative damage and bearing capacity attenuation law of anchorage structure interface under cyclic loading and unloading. Geomech Geophys Geo-Energ Geo-Resour 9(1):1–19. https://doi.org/10.1007/s40948-023-00612-5
Wei ZJ (2022) Experimental research on corrosion durability and protection technology of rock bolts in high corrosion environment [D]. China University of Mining and Technology, Xuzhou. https://doi.org/10.27623/d.cnki.gzkyu.2021.000813
Wen J, Liu L, Jiao QR et al (2020) Failure analysis on 20MnTiB steel high-strength bolts in steel structure. Eng Fail Anal 118:104820. https://doi.org/10.1016/j.engfailanal.2020.104820
Wu Y, Chu X, Wu J, He J (2017) Micro-mesoscopic test on fracture failure of intensive rock bolts. J China Coal Soc 42:574–581. https://doi.org/10.13225/j.cnki.jccs.2016.0717
Wu SS, Chen HH, Ramandi FL et al (2018) Investigation of cable bolts for stress corrosion cracking failure. Constr Build Mater 187:1224–1231. https://doi.org/10.1016/j.conbuildmat.2018.08.066
Wu SS, Ramandi HL, Chen HH et al (2019a) Mineralogically influenced stress corrosion cracking of rockbolts and cable bolts in underground mines. Int J Rock Mech Min Sci 119:109–116. https://doi.org/10.1016/j.ijrmms.2019.04.011
Wu XZ, Jiang YJ, Wang G et al (2019b) Performance of a new yielding rock bolt under pull and shear loading conditions. Rock Mech Rock Eng 52:3401–3412. https://doi.org/10.1007/s00603-019-01779-8
Wu SS, Li JP, Guo JP et al (2020a) Stress corrosion cracking fracture mechanism of cold-drawn high-carbon cable bolts. Mat Sci Eng A Struct 769:138479. https://doi.org/10.1016/j.msea.2019.138479
Wu YZ, Fu YK, Hao DY, Guo GY (2020b) Experimental research on the mechanical performance of the bolted rock under lateral impact load: effect of prestress, body material, and anchorage style. Shock 2020:1–11. https://doi.org/10.1155/2020/8851364
Wu WD, Bai JB, Feng GR, Wang XY (2021) Investigation on the mechanism and control methods for roof collapse caused by cable bolt shear rupture. Eng Fail Anal 130:105724. https://doi.org/10.1016/j.engfailanal.2021.105724
Wu S, Zhang Z, Chen J et al (2023) Characterisation of stress corrosion durability and time-dependent performance of cable bolts in underground mine environments. Eng Fail Anal 150:107292. https://doi.org/10.1016/j.engfailanal.2023.107292
Xie J, Zhang D, Yang Q et al (2019) Exploration of morphology evolution of the inclusions in Mg-treated 16MnCrS5 steel. Ironmak Steelmak 46:564–573. https://doi.org/10.1080/03019233.2018.1492501
Xie JB, Fan T, Zeng ZQ et al (2020) Bi-sulfide existence in 0Cr18Ni9 steel: correlation with machinability and mechanical properties. J Mater Res Technol 9:9142–9152. https://doi.org/10.1016/j.jmrt.2020.06.043
Yan S, Song YB, Bai JB, Elmo D (2019) A study on the failure of resin end-anchored rockbolts subjected to tensile load. Rock Mech Rock Eng 52:1917–1930. https://doi.org/10.1007/s00603-018-1663-2
Yan H, Zhang JX, Feng RM et al (2020) Surrounding rock failure analysis of retreating roadways and the control technique for extra-thick coal seams under fully-mechanized top caving and intensive mining conditions: a case study. Tunn Undergr Space Technol 97:103241. https://doi.org/10.1016/j.tust.2019.103241
Yang RS, Li YL, Guo DM et al (2017) Failure mechanism and control technology of water-immersed roadway in high-stress and soft rock in a deep mine. Int J Min Sci Technol 27:245–252. https://doi.org/10.1016/j.ijmst.2017.01.010
Zhang WL, Wang LQ, Song YH, Tan YW (2021) Experimental study on the mechanical properties of grouted rock bolts subjected to sulfate attack and freeze-thaw cycling. Constr Build Mater 291:123391. https://doi.org/10.1016/j.conbuildmat.2021.123391
Zhao MM, Guo D, Qin S et al (2021) Effect of Al and Ni on phase transformation and properties of 1Cr9Al(1–3)Ni(1–7)WVNbB alloy. Rare Metal Mat Eng 50:2823–2830
Zhou P, Li JY, Jiang YF et al (2021) Damage mechanism of tunnels in the high-content salt rock stratum. Bull Eng Geol Environ 80:7633–7652. https://doi.org/10.1007/s10064-021-02394-0
Zhou CB, Chen YF, Hua R, Yang ZB (2023) Groundwater flow through fractured rocks and seepage control in geotechnical engineering: theories and practices. Int J Rock Mech Min Sci 15:1–36. https://doi.org/10.1016/j.jrmge.2022.10.001
Zuo JP, Wen JH, Li YD et al (2019) Investigation on the interaction mechanism and failure behavior between bolt and rock-like mass. Tunn Undergr Space Technol 93:103070. https://doi.org/10.1016/j.tust.2019.103070
Acknowledgements
First, Authors would like to gratefully acknowledge Mr. Jiaguang Kan and Mr. Yuantian Sun for their valuable assistance during this study. Second, The authors extend their gratitude to Mr Hu Yiran from Shiyanjia Lab (www.shiyanjia.com) for providing invaluable assistance with the Metallographic examination. Furthermore, I would like to express my sincere appreciation to the reviewing experts for their valuable comments and suggestions, despite their busy schedules.
Funding
This work was supported by the National Natural Science Foundation of China (Grant Nos. 52034007, 52104104 and 52274101), the Postgraduate Research & Practice Innovation Program of Jiangsu Province (Grant No. KYCX24_2862) and the Graduate Innovation Program of China University of Mining and Technology (Grant No. 2024WLKXJ029).
Author information
Authors and Affiliations
Contributions
ZH: Data curation, Investigation, Methodology, Writing—original draft. NZ: Data curation, Investigation, Funding acquisition, Supervision, Writing—review & editing. ZX: Conceptualization, Funding acquisition, Supervision, Writing—review & editing. QW: Data curation, Investigation, Methodology. CH: Writing—review & editing, Methodology. FG: Writing—review & editing. YY: Investigation, Resources. YL: Writing—review & editing.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to publication
The Author confirms: (1) that the work described has not been published before (except in the form of an abstract or as part of a published lecture, review, or thesis); (2) that it is not under consideration for publication elsewhere; (3) that its publication has been approved by all co-authors; (4) that its publication has been approved (tacitly or explicitly) by the responsible authorities at the institution where the work is carried out.
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
He, Z., Zhang, N., Xie, Z. et al. Multi-scale experimental study on the failure mechanism of high-strength bolts under highly mineralized environment. Geomech. Geophys. Geo-energ. Geo-resour. 10, 111 (2024). https://doi.org/10.1007/s40948-024-00824-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40948-024-00824-3