
Abstract
Bonding of glass onto aluminum frames, known as structural silicone glazing, has been applied for more than 50 years on facades. Traditionally, the silicone bite is calculated using a simplified equation assuming a homogenous stress distribution along the sealant bite. Due to the complexity of façade designs the assumptions behind simplified equations are reaching their limit of validity and requirements to use finite element analysis (FEA) increase since it allows to describe the local stress distribution within sealant volume. However, there is no standardized methodology to run FEA for evaluation of SSG. Furthermore, the complexity of FEA is a limiting factor to its systematic use as a calculation method for all projects. For these reasons, a next generation calculation method was developed which predicts deformation of SSG with good accuracy compared to FEA predictions. The basis of the method was developed 25 years ago and was included as annex in ETAG002. The validation of the method was done by comparing experimental measurements, results of FEA modeling and outcome of the new calculation method. To further improve accuracy, an extension of the relationship for a nonlinear material is proposed, assuming a Neo-Hookean stress–strain behavior for silicone sealant.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Bonding of glass onto aluminum frames, known as Structural Silicone Glazing (SSG), has been applied for more than 50 years on facades with various improvements of the technology being made over time. Silicone sealants are used in this application because of their unique resistance to weathering (UV, temperature, moisture, ozone). They also provide resistance to water ingress and thermal insulation (Klosowski and Wolf 2015). Their structural role is to sustain wind loads and to accommodate for differential thermal expansion of different bounded substrates.
A considerable amount of effort was made since first half of the \(20\mathrm{th}\) century to understand the behavior of a joint submitted to a deformation. For example, Volkersen (1938), proposed a model to simulate joint behavior in lapshear configuration, neglecting the bending effect in case of eccentric load. Starting from Volkersen’s approach, Goland and Reissner (1944) introduced this bending effect. More recent papers, building on the use of numerical tools, discuss joint failure criteria like Callewaert et al. (2011).
Historically, silicone joint dimensioning is calculated with a simplified equation implemented in various standards for structural glazing (ASTM 2014; EOTA 2012; GB 2005). This equation assumes homogeneous stress distribution along the sealant bite whilst high local stress peaks, structure deformation or material ageing are included in a global safety factor. New trends in commercial buildings include the use of large dimensions glass panes, higher complexity of façade designs and stronger engineering performance requirements such as high windloads above 5000 Pa (Hayez 2016; Maniatis and Siebert 2016). These trends have recently challenged the conventional methods of joint dimensioning, since using the simplified equation for these projects results in economically unacceptable large bite sizes. Furthermore, increasing joint bite will not necessarily increase the safety factor as the simplified relationship neglects important factors such as the joint rotation due to glass pane bending. Increasing the sealant design stress is an option to decrease the bite but this solution is limited and also requires a better understanding of stress distribution as well as joint failure mechanisms as was explained in Descamps et al. (2016a, b).
This explains the recent increased interest to use Finite Element Analysis (FEA) to help designing SSG and joint dimensions. In FEA, the geometry is divided in small volume elements interconnected by points call nodes. Applying energy conservation to the whole system, via strain energy calculation at small element level, local stress and/or local deformation can be predicted (Fig. 1).

Example of local stress distribution in a silicone joint submitted to a combined traction–rotation
However, there is no technical guideline or standardized method explaining how to use FEA in structural joint dimensioning. Without such guidance, calculations carried-out by different engineering offices may lead to different absolute values of the maximum local stress. The outcome of FEA model is highly sensitive to the accuracy of input data such as the parameters of the hyperelastic model selected for the sealant. The stress volume distribution is also highly mesh dependent, especially close to the interfacial region between the sealant and the substrate as demonstrated in Descamps et al. (2016a) and recalled later in this paper. This is more particularly true because even being easily deformable, silicone sealant is a nearly incompressible material (Wolf and Descamps 2003).
Finally, even if the maximum local stresses or strains in joint volumes are calculated in an accurate way, we do not know what is the acceptable value a joint can sustain while ensuring long term durability of façade systems. In fact, there is no unanimous approach on how to define a “rupture” criteria from local stress and to determine what the best model to predict material failure is. Several criteria like principal stress, Von Mises stress or maximum deformation energy are possible. Hence it is difficult to use a local stress distribution for predicting failure in a macroscopic joint and consequently use this information for joint dimensioning (Descamps et al. 2016a, b).
An alternative approach is to use FEA results to simulate observable (or engineering) joint deformation because this variable has a lower sensitivity to mesh configuration. Indeed, observable deformation results from the integral of the strain energy over the whole joint volume hence local high stress values which are highly mesh sensitive are averaged. Joint deformation calculated using FEA for one particular façade can be compared to H-bar testing results for test pieces having the same geometry and more particularly similar joint aspect ratio R (defined as the ratio between joint bite W and joint thickness e).
While calculating engineering joint deformation with FEA creates a more direct link with sealant performances measured on test pieces, carrying out a FEA model remains an expensive procedure, requiring investment in FEA software acquisition and engineering resources to run simulations. Hence this methodology is difficult to extend to small/medium size façade makers who would prefer using a simple “manual” calculation method.
The goal of this paper is not to provide a direct contribution to the effort of joint behavior understanding, but to propose an improved mathematical relationship making a direct correspondence between a joint included in a façade system and the behavior of a test piece.
A history of the mathematical relations of joint dimensioning is presented, explaining their limit of validity and why it is important to move to a new relationship including additional physics effects like joint rotation which were neglected previously (ASTM 2014; EOTA 2012; GB 2005) and which represent more accurately the joint behavior. Very rough assumptions have been made for its derivation to keep it simple. Validation of the proposed relationship for large windload is carried out by confronting predictions with physical measurements and the results from FEA modeling. The improved relationship was deduced assuming first a linear material. This assumption is relatively accurate as for small joint elongation \(\varepsilon =\frac{\varDelta {e}}{e}\) below 10%, the stress/strain curve deviates very little from linearity. To optimize the correlation between FEA and the equation for larger elongations, an extension of the improved linear model to accommodate non-linear behavior is proposed, assuming a Neo-Hookean model.
All the studies described in this paper were carried out using properties and experimental characterization of Dow Corning® 993 Structural Glazing Sealant (Dow Corning 2017), which is a two-component neutral alkoxy curing silicone formulation specifically developed for the structural bonding of glass, metal and other building components.
2 Identification of the hyperelastic model
The FEA Multiphysics software package COMSOL® (Comsol 2017) was used to conduct finite element modeling of structural silicone and validate joint dimensioning relationships. COMSOL® has a solid mechanics package giving access to a wide range of hyperelastic material models like Neo-Hookean, Mooney–Rivlin, Yeoh and many others.

Representation of the test bi-axial test piece configuration used characterize the Dow Corning® 993 behavior in compression
Assuming that silicone material is incompressible for the small movements observed in construction, we obtain a relationship between the macroscopic stress/strain curves measured experimentally and the stretch \(\uplambda (\lambda =1+\varepsilon )\) for both uniaxial, bi-axial and pure shear testing. A routine was built in MATLAB® (Matlab 2017) to fit different hyperelastic models to the experimental data measured on purely uni-axial and bi-axial test piece. The \(\upchi ^{2}\) value (the sum of the square of the residual between experimental values and model predictions) was calculated combining the data measured on the different types of test pieces, using hyperelastic model parameters as curve fitting parameters. A weight function was used to prevent having the fit being dominated by high elongation values and guarantee that the model is representative in a wide elongation range.
2.1 Determination of material properties
To obtain an accurate simulation of joint behavior under structural load, accurate stress–strain behavior of silicone material is essential. Physical properties were measured via a specialized laboratory protocol. The services of Axel Products (Axel 2017) were used to develop accurate uni-axial, equal bi-axial and planar (pure shear) extension for the Dow Corning® 993 material.

Test results in uni-axial, bi-axial and planar tension for Dow Corning® 993 material
Sheets of thickness varying between 1 and 2.6 mm were cured for a period of 4 weeks at room temperature (\(\sim \)20\( {^{\circ }}\hbox {C}\)) and 75% humidity. Out of those sheets, test pieces for uni-axial testing [dog-bone—ASTM D412 Die D (ASTM 2016)], with an effective gauge length of 50 mm were cut using a die cutting machine. Similarly, bi-axial testing was carried-out. For incompressible or nearly incompressible materials, equal bi-axial extension of a specimen creates a state of strain equivalent to pure compression. Although the experiment is more complex than a simple compression experiment, a pure state of strain can be achieved leading to more accurate material model identification. The equal bi-axial strain state may be achieved by radial stretching of a circular disc (Fig. 2) of 75 mm diameter and an effective area of 50 mm in diameter.
Finally, planar testing was performed on rectangular pieces of 150 mm wide and 15 mm tall, the nature of the test requiring a width at least 10 times larger than gauge length.
Characteristic dimensions of the different test pieces are summarized in Table 1. Three test pieces were prepared for each geometry and pulled at a rate of 0.01 mm/s.
Results measured in uni-axial extension, equal bi-axial extension and planar tension for Dow Corning® 993 are presented in Fig. 3.
2.2 Identification of the model parameters
The tension data, both uni-axial and bi-axial, were curve-fitted with several material models in order to find a curve fit minimizing the scaled residuals \(\upchi ^{2}\) resulting from all data provided. Models of different orders were tested. As an illustration a Mooney–Rivlin (MR) model with 5 parameters is used (Fig. 4) with the following expression for the total strain energy density \(\hbox {W}_{\mathrm{s}}\) in the case of incompressible material like silicone:

Fitting of the tension measurements (uni-axial and bi-axial) with a Mooney Rivlin model with 5 parameters identification
The curve fitting exercise led to the following values of model coefficients:
Best practice consists in selecting the lowest order model enabling to predict experimental behavior within the error bar associated to the measurement. Furthermore increasing model complexity is never suitable without first eliminating the source of data variations, due for example to the variability of the sample’s preparation or the error associated to the testing device.
Since there are at least 3 orders of magnitude difference between \(C_{10} \) and the higher order coefficients, we neglect all coefficients except \(C_{10} =\frac{1}{2}G\). The MR models becomes equivalent to the simpler Neo-Hookean model whereby the strain energy density \(\hbox {W}_{\mathrm{s}}\) becomes
With the shear modulus \(\hbox {G} = \frac{E}{2\left( {1+\nu } \right) } = 7.2 \hbox { E5 } \hbox { Pa}\), \(\nu \) = Poisson ratio \(\cong \)0.5 for nearly incompressible material.
The top three \(1\mathrm{st}\) order hyperelastic models used for the simulation of Dow Corning® 993 with their respective constants are provided in Table 2.
Those three models provide \(\upchi ^{2}\) values very similar to the ones obtained with MR model with 5 parameters. For all the studies presented in this paper, the Neo-Hookean model has been selected for its simplicity. We will also note that the modulus is given by the slope between the engineering stress and strain curves. In the case of uni-axial tension the slope of the curve at zero elongation is called the Young modulus \(\hbox {E}_\mathrm{young} =2.3 \hbox { MPa}\), which corresponds to the G value listed in Table 2, assuming a Poisson ratio of 0.49.
2.3 Validation of the model
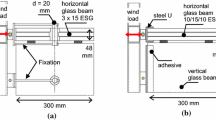
To validate the model identified in paragraph 2.2, H-bar pieces with different joint dimensions were built and corresponding engineering stress–strain curves measured. The test pieces were prepared using anodized aluminum substrates and Dow Corning® 993 sealant was cured in standard conditions (\(20\,{^{\circ }}\hbox {C}\) and 75% HR) for a period of 21 days. Test pieces were tested at a load rate of 50 mm/min. Three joint geometries were tested, with test piece dimensions summarized in Table 3.
The H-bar configurations are modelled, selecting the Neo-Hookean model out of the summary Table 2. This choice is justified because offering \(\upchi ^{2}\) values similar to those obtained with MR but with only one curve fitting parameter, as Poisson ratio was fixed at a value of 0.49, reflecting the incompressible character of silicone rubber material. The different joint configurations are modelled using a rectangular mesh, the size of one mesh element is kept equal to \(1\times 1 \times 1\,\hbox {mm}^{3}\) for the joint configurations of Table 3. This mesh scheme is used for all results reported in this paper.

Stress–strain curves obtained for different joint geometries: validation of model through experimental tensile data
Figure 5 shows a good correlation between experimental data and corresponding modelled curve. Deviation is mainly due to the manufacturing quality of the H-bars and their measurement.
Although the curves plotted in Fig. 5 were obtained on test pieces made of the same material, we observe a clear difference between the test specimens due to their geometry. The engineering stress–strain curves can be predicted, by substituting the Young Modulus by a rigidity modulus that depends only on geometry and more specifically on the joint aspect ratio. For example, we observe for the joint with cross-section \(6\times 36\,\hbox {mm}^{2}\), a much more rapid stress increase for a same joint elongation, than is the case for the other joint dimensions and especially the \(12\times 12\,\hbox {mm}^{2}\).
A structural joint consists of a silicone joint bonded between two substrates. If we consider a very thick H-bar compared to its cross-section (distance between substrate \(>>>\) H-bar x-section), when moving away from the plane of adhesion, the behavior of the test piece tends toward the uni-axial tension case, whereby the joint cross-section decreases proportional to the Poisson ratio. The ratio between the engineering stress and strain provides the modulus which is for this type of H-bar configuration minimum, having a value close to the material Young’s modulus.

Rigidity factor as a function of joint aspect ratio for sealants obeying to a Neo-Hookean model
On the other hand, in a thin layer close to the interface between sealant and substrate (adhesion plane), the joint cross-section cannot freely decrease to conserve the volume of nearly incompressible silicone material. The joint is submitted to uni-axial tension but simultaneously a force is being applied on the orthogonal surfaces which restrains the joint from deforming so no free cross-section reduction can take place. Consequently, a larger engineering force must be applied to obtain the same engineering strain. This is observed on H-bars having a small thickness compared to their cross-section. The modulus calculated from the engineering stress–strain curve is in this type of geometry significantly larger than the material’s Young modulus. When the thickness is minimal, the behavior of the H-bar reaches the theoretical extreme case commented in Feynman et al. (1963). A small cube of linear elastic material is considered, with a pulling force applied to the top and bottom faces of the cube. Additional forces are applied on lateral faces of the cube to prevent any change in the cube cross-section. For this extreme case, a very simple relationship for the modulus can be obtained:
For a 100% incompressible material (\(\upnu = 0.5\)), as no cross-section reduction is allowed, the volume conservation requires an infinite force to create an extension. For a nearly incompressible material such as silicone, whereby \(\upnu = 0.49\), the modulus becomes very large, approximately 17 times the Young modulus. This value can be seen as an upper limit of joint modulus, when having a very thin test piece compared to its cross-section.
Hence, H-bars of different aspect ratio R, will have a modulus which varies between two extreme values; \(\hbox {E}_{\mathrm{Young}}\) for thick H-bars with small cross-section and \(17 \times \hbox { E}_{\mathrm{young} }\) for very thin H-bars compared to cross-section. For all intermediate H-bar configurations, modulus values will be comprised between those extremes and can be obtained through FEA modeling, solving the energy conservation in the whole volume. To differentiate with the Young modulus of the material, which is not influenced by its geometry, the modulus of an H-bar is called the rigidity modulus \(\hbox {E}_{\mathrm{rigidity}}\). The relationship between both modulus is called the rigidity factor
2D FEA is used to model the engineering stress–strain curve for different H-bar configurations and determine their corresponding rigidity modulus (Fig. 6). The 2D model is justified since the SSG joint dimension along the length of the profile is much larger than both joint bite and/or thickness. The model developed in paragraph 2.2 is applied. For large joint thickness versus bite, as expected, rigidity factor tends to 1, i.e. \(E_{rigidity} =E_{Young} \). The theoretical value calculated using the equation proposed by Feynman et al. (1963) for aspect ratio \(\hbox {R} \rightarrow \infty \) and \(\upnu = 0.49\) is also reported.
The relationship between the rigidity factor \(\hbox {f}_{\mathrm{rigidity}}\) and joint geometry (aspect ratio R) can be fitted by a second order polynomial:
3 Development of the next generation relationship for joint dimensioning
Before introducing a new equation for joint dimensioning, we will briefly recall the different assumptions and equations used in the past for joint dimensioning, starting with the simplest one and explaining the assumptions behind successive improvements.
3.1 Homogeneous stress distribution along both joint bite and frame length
The simplest joint dimensioning assumes that the glass pane is infinitely rigid which means no deformation of the glass occurs due to deflection and the (soft) sealant is not generating any local glass deformation at the edge of the glass. Infinite glass pane rigidity implies a fully homogenous stress distribution, both along the sealant bite (w) and along the profile of the frame.
Assuming homogenous stress distribution, a simple balance of forces can be done whereby the force exerted by the windload \((\hbox {P}_{\mathrm{wind}})\) on the glass surface (\(\hbox {S}_{\mathrm{glass}}= \hbox {a}*\hbox {b}\)) should be equal to the reaction force associated to joint deformation for a sealant with design strength \(\upsigma _{\mathrm{des}}\) (obtained as the \(\hbox {R}_{\mathrm{u, 5}}/6\) value of the maximum tensile strength at break) and surface \(\hbox {S}_{\mathrm{joint}}\,\, (\hbox {w*perimeter})\).
Therefore the joint bite w becomes
3.2 Heterogeneous stress distribution along the frame length
In a second step, we do not consider a fully rigid glass pane but assume that it will deform. Glass pane deformation is introduced in the model as shown in Fig. 7 representing a glass pane: it is assumed that the wind acting on the red rectangle area (L*a/2) is fully sustained by the joint of length L and of bite W along the exterior side of this rectangle. The idea behind is that the stress is larger at this location because due to the flexibility of the glass pane, the joint along the small side of the glass pane does not contribute to decrease the stress in the joint at the center of the longer side. The deflection is small and we assume that glass deformation only influences the heterogeneous stress distribution along the profile length but not along the sealant bite where stress is assumed homogeneous. Looking along profile direction, the maximum stress is observed in the middle of the frame (a/2).

Trapezoidal deformation of the glass pane. The heterogeneous stress distribution along the frame results in a heterogeneous stress in the joint length
Applying the equilibrium of forces, the force acting on the red rectangle of area (\(\hbox {L*a}/2 \hbox { m}^{2}\)) is sustained by the joint of length L and of bite W:
Rearranging Eq. 9 to calculate the sealant bite value for a defined design stress, we obtain the well-known joint dimensioning relationship used in most SSG projects (ASTM 2014; EOTA 2012; GB 2005):
Equivalently, for a defined value of joint bite, we can calculate the corresponding homogeneous stress in the joint:
This basic Eq. 10 is widely used by the industry to calculate joint dimensions while having several weaknesses:
-
It does not include joint rotation associated to glass deformation
-
It does not include the glass pane properties, while we must know glass deformation, and more particularly, local rotation angle at level of the joint.
-
It does not include joint thickness, while we know the joint geometry influences the joint deformation as the rigidity factor depends on joint aspect ratio.
-
It does not include the sealant modulus (as only considering force balance), while glass deformation imposes a movement that has to be accommodated by the joint.
These aspects will be addressed in the next paragraphs.
3.3 Heterogeneous stress distribution along sealant bite and thickness
Under high glass deflection, the assumption of homogeneous stress distribution along sealant dimension is not valid anymore and we must take into account the deformation imposed on the joint by the rotation of the glass (by an angle \(\upalpha \) on Fig. 8). The joint deformation increases when moving along the x-axis. The displacement associated with glass pane rotation (\(\Delta \hbox {e}_\mathrm{r}\)) and the homogeneous deformation \({\Delta {\hbox {e}}}\) are indicated on Fig. 8. The maximum joint displacement \(\Delta \hbox {e}_\mathrm{max }\) is equal to the sum of \({\Delta {\hbox {e}}}\) and \(\Delta \hbox {e}_\mathrm{r}\).

Rotation of the joint due to the deflection of the glass
To obtain a joint dimensioning relationship that incorporates glass rotation effect, we make the following assumptions:
-
Glass is much more rigid than silicone and silicone does not influence joint deformation but follows the deformation imposed by the glass pane deformation.
-
Joint dimensioning obtained from calculation predicts a joint deformation small enough so that we can assume that the sealant behaves as a linear elastic material.
-
Even if not fully accurate, the elongation at break measured on an H-bar of same geometry (H-bar not being tilted) is representative for the maximum deformation of façade joint
-
Each elementary joint element of length dx along x axis behaves like a linear material having a same value of “engineering modulus” associated to joint geometry (\(\hbox {E}_\mathrm{rigidity})\). Even if rough, this assumption allows retrieving the result obtained for an H-bar (engineering stress/strain dependence) when assuming the limit case where no rotation takes place (\(\upalpha \rightarrow 0\)).
The glass plate deformation and the rotation angle due to the windload are calculated assuming a simply supported boundary assumption. The assumptions made in paragraph 3.2 are still valid for force balance calculation i.e. mass balance is carried out on the whole joint surface represented on Fig. 8.
By simple trigonometry, joint displacement associated to glass pane rotation is calculated:
Performing the balance of forces on half of glass pane using symmetry, we obtain \(\Delta {\hbox {e}}\):
Combining Eqs. 13 and 16 we obtain the maximum joint elongation \(\Delta \hbox {e}_\mathrm{max}/\hbox {e}\):
This equation can be further developed to calculate the maximum value of engineering stress \(\sigma _{max}\) sustained by the joint:
In Eq. 20, we observe that the maximum stress is the sum of two terms having opposite dependence of sealant bite W and hence a minimum value can be identified for \(\upsigma _{\mathrm{max}}\). The first term decreases when the joint bite increases because wind load is sustained by a larger gluing area. The second term increases with bite. It corresponds to the joint deformation induced by glass deflection. It is important to work with a sealant able to accommodate the imposed deformation like a weatherseal joint since stiff material could lead to very large internal stress build-up and potential failure (Descamps et al. 2016a). The influence of the joint geometry is accounted for by the rigidity factor.
To validate this new equation (Eq. 17) including the effect of glass bending, we compare its predictions to 2D FEA calculations (Fig. 9). The modelling parameters are summarized in Table 4. The value of glass thickness has been adjusted to have a maximum glass deflection at the center of glass pane equal to 1%.

Comparison of joint deformation along Y direction calculated from an FEA simulation and using Eq. 17 that takes into account a heterogeneous joint deformation along joint imposed by glass pane bending
As discussed a saddle point is observed on Fig. 9 with minimum joint displacement. Although many simplifying assumptions were made to derive Eq. 17, this relationship predicts joint deformation values well compared to the results coming out FEA simulation. Some discrepancy is observed in the small and large joint regions.
The difference observed for small sealant bites comes from the fact that we assume a linear relationship between the stress and the deformation when calculating the force balance. However, if small sealant bites are used when having a large windload, the stress imposed on the joint is large, leading to important deformations and potentially moving out of the linear domain of the stress–strain curve.
The difference observed for large values of sealant bite is due to the assumption of simply supported glass panes, corresponding to a glass plate deflection of 1% of the smaller glass side. However, when the bite increases, its contribution in shear along x axis on Fig. 8 contributes to limit glass deflection to a value below 1%. For this reason, deformations calculated for large bites using the new model are always larger than FEA prediction.
In the next steps, we introduce both effects in the model to verify if further improvements of the correspondence between the new equation and FEA predictions can be obtained:
-
Consider that the joint has a non-linear behavior, following a Neo-Hookean model; this will impact results in the small bite region.
-
Consider that sealant joint working in shear contributes to limit glass deflection; this will have an impact on the result corresponding to large sealant bites.
3.4 Hyperelastic material model: relationship extended for larger joint deformations
Equation 20 has been derived assuming that the joint deformation never exceeds the non-linearity threshold i.e. that the stress stays proportional to the strain. However, it is possible for certain joint configurations (for a small joint bite, where the windload is sustained by a smaller gluing area, and elongation is larger) that a non-linear behavior occurs.
We have shown in paragraph 2.2 that Dow Corning® 993 material can be described by a simple Neo-Hookean model which we will use to introduce non-linear behavior when deriving joint dimensioning relationship.
We have shown that for a Neo-Hookean model, the total strain energy density is:
where \(\hbox {I}_{1}\) is only dependent on the stretch \(\uplambda \) in each direction. Assuming a fully incompressible silicone material and a pure uniaxial traction, we can calculate the engineering stress \(\upsigma \) as a function of \(\uplambda \)

As for the linear material, if we compare the engineering stress/strain curve measured for a uni-axial test piece (dogbone test piece) and H-bar, the curves differ, having H-bar curves appearing stiffer. We will assume again that the behavior of H-bars can be derived from uni-axial engineering curve, to which we add a rigidity factor dependent on joint geometry. This is simply done multiplying \(\upsigma \) in Eq. 23 by a rigidity factor which is equivalent to multiplying \(C_{10}\) by a rigidity factor or replacing the Young’s modulus in the calculation of \(C_{10}\) by a rigidity modulus (Eq. 4).
We can easily verify that for small elongations, we retrieve a linear behavior.
Replacing \({\uplambda }\) by (\(1 + \upvarepsilon \)) in Eq. 23, we have:
Replacing the last term in the equation by its binomial series, only keeping the two first terms as \(\varepsilon \) is small:
As for fully uncompressible material \({\hbox {G}}=\frac{\hbox {E}_{\hbox {Young}}}{3}\), we retrieve the engineering stress corresponding to a uni-axial test piece:
If the Young’s modulus is replaced by a rigidity modulus to consider the joint geometric effect associated to H-bar test piece, we obtain the relationship allowing to calculate the engineering stress of an H-bar.

Glass pane deflection calculated using simply supported assumption and assuming the glass pane being maintained by joints of different bite values. The red line corresponds the simply supported glass pane. When the joint bite increases, the joint contributes more and more in limiting the glass pane deflection
It is important to mention that the list of assumptions detailed in previous paragraph remains valid for below calculations.
Doing the force balance, effect of wind load equal to joint reaction, we obtain:
With \(\uplambda \) = 1 + \(\upvarepsilon \) and from Fig. 8, \(\varepsilon =\frac{\Delta e\,+\,x tg\left( \alpha \right) }{e}\)
Integrating above equation, we obtain the following implicit equation
This equation can be solved graphically with the unknown \(\Delta {e}\) by plotting the right term of the equality as a function of displacement \(\Delta {e}\); knowing \(\Delta {e}\), the maximum joint displacement is calculated from Eqs. 12 and 13 as \(\Delta e_{max} =\Delta e+\hbox {x}\hbox { tg}\left( {\upalpha } \right) \)
The new relationship including non-linear behavior (Eq. 30) is evaluated and compared with FEA results (Fig. 10).
In comparison with the linear assumption (Eq. 17), Eq. 30 predicts better the stress for a small joint bite, which confirms that non-linear joint behavior was the reason of the difference between FEA and results obtained using the new relationship.

Joint maximum elongation in function of joint bite: FEA prediction; equation assuming glass deformation not influenced by joint bite and calculated assuming a simply supported glass pane; equation assuming glass deformation is influenced by joint rigidity
Because calculations are carried-out for one same large wind load value (\(\sim \)5000 Pa), small bites are subjected to larger elongations, which could be at the limit of validity of linear assumption. Assuming a non-linear behavior is however a theoretical exercise to demonstrate the reason of the difference between the derived relationship and FEA prediction. Indeed, sealant bite calculations corresponding to the pressure used for this example will always require larger bites and hence never allow those relative large deformations. Since non-linearity will in real applications seldom occur, the more simple equations (Eqs. 17, 20) describing linear behavior should be preferred for practical applications.
3.5 Impact of joint on glass deflection
For large joint bites, the structural joint working in shear limits the glass movement along the x direction and consequently reduces glass deflection which reduces glass rotation angle at its extremity. As this angle of tilt \(\upalpha \) leads to an increase of maximum joint deformation for large bite values (saddle point observed for a bite of \(\sim \)27 mm on Fig. 10), it is believed that not considering the impact of the sealant in limiting the glass deflection when we used the formula (a same tilt angle value is used for all bites, calculated assuming simply supported boundary condition) explains the difference between the prediction of the formula and FEA for bites larger than 27 mm.
To demonstrate this, we plot the maximum glass pane deflection for different values of sealant bite (Fig. 11). We also plot the value of the deflection calculated assuming a simply supported glass pane. We observe that for small bite values, the maximum glass deflection is very close to the value calculated using the simply supported glass pane, meaning that the joint does not contribute in reducing the glass pane deflection. On the contrary, for large bites, particularly above 25 mm, joint rigidity limits glass deflection in a non-negligible way.
We now use the formula in Eq. 30 but associating different values for the tilt angle \(\alpha \) depending on the joint bite (the angle was calculated from FEA having joint contributing in limiting glass deflection—Fig. 11). This results in a good agreement with FEA predictions as shown on Fig. 12.
While we show why a difference exists between the predictions of the new equations and FEA simulation, calculating glass pane deformation assuming simply supported boundary conditions still makes a lot of sense as neglecting the effect illustrated in this paragraph leads to an error lower than 3% for bites of 30 mm and below 9% for bites of 40 mm.
4 Conclusions
As alternative to FEA, a next generation equation for joint dimensioning is proposed giving results close to the predictions obtained using FEA simulation. The approach followed is to calculate for the façade joint the engineering strain (or equivalently, the engineering stress) and compare it with the stress–strain behavior measured on an H-bar sample having the same aspect ratio. The difference between FEA prediction and the new derived relationship observed for small bites comes from the hypothesis of material linear behavior. A combination of small bites and high windloads will move the behavior out of linearity. However, this is a theoretical case since large windloads will always lead to large bites. Hence using linear assumption and the corresponding equation for real facade projects is a better option. The difference between FEA prediction and the new derived relationship observed for very large bite comes from the assumption that the joint does not influence the glass pane deflection. If the joint cannot influence a local bending of the glass near the glass perimeter (because of the difference in material rigidity between sealant and glass), the joint contributes to limit the glass deflection by limiting the translation of the glass extremities along the x axis. Adding this effect into the equation, an acceptable match between FEA and the equation is observed for large bites values. However, calculating glass pane deformation assuming simply supported boundary conditions is acceptable as errors are limited to a few % for large bites.
References
ASTM, ASTM C1401, Standard guide for structural sealant glazing (2014)
ASTM, ASTM D412, Standard test methods for vulcanized rubber and thermoplastic elastomers—tension (2016)
Axel. http://axelproducts.com/. Accessed 1 Apr 2017
Callewaert, D., van Hulle, A., Belis, J., Bos, F., Dispersyn, J., Out, B.: The problem of a failure criterion for glass-metal adhesive bonds. In: Proceedings of Glass Performance Days 2011, pp. 654–657 (2011)
COMSOL multiphysics.www.comsol.com. Accessed 1 Apr 2017
Descamps, P., Kimberlain, J., Bautista, J., Vandereecken, P.: Structural glazing: design under high windload, challenging glass 5. In: Conference on Architectural and Structural Applications of Glass, Ghent University, pp. 273–282 (2016a)
Descamps, P., Kimberlain, J., Bautista, J., Vandereecken, P.: Analysis of stress distribution in structural silicone glazing joints. In: GlassCon Global, Boston, USA, pp. 43–50 (2016b)
Dow Corning® 993. www.dowcorning.com. Accessed 1 Apr 2017
EOTA, ETAG 002, Guideline for European technical approval for structural sealant glazing kits (2012)
Feynman, R., Leighton, R.M., Sands, M.: Lectures on physics, Vol. II, Copyright 1963, 2006, 2010 by California Institute of Technology, Michael A. Gottlieb, and Rudolf Pfeiffer (1963)
GB, GB 16776, AQSIQ, SAC, Structural silicon sealants for building (2005)
Goland, M., Reissner, E.: The stresses in cemented joints. J. Appl. Mech. 11, A17–27 (1944)
Hayez, V.: Silicones enabling crystal clear connections. Intell. Glass Solut. 9, 83–87 (2016)
Klosowski, J.M., Wolf, A.T.: Sealants in Construction, Second edn. CRC Press, Boca Raton (2015)
Maniatis, I., Siebert, G.: A new design approach for structural bonded silicone joints. In: GlassCon Global, Boston, USA, pp. 159–164 (2016)
MATLAB, MathWorks. www.mathworks.com. Accessed 1 Apr 2017
Volkersen, O.: Die Nietkraftverteilung in zugbeanspruchten Nietverbindungen mit konstanten Laschenquerschnitten. Luftfahrtforschung 15, 41–47 (1938)
Wolf, A.T., Descamps, P.: Determination of Poisson’s ratio of silicone sealants from ultrasonic and tensile measurements. Performance of Exterior Building Walls, ASTM STP1422. Johnson, P.G. Ed., American Society of Testing and Materials, West Conshohocken, PA (2003)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest
Rights and permissions
About this article

Cite this article
Descamps, P., Hayez, V. & Chabih, M. Next generation calculation method for structural silicone joint dimensioning. Glass Struct Eng 2, 169–182 (2017). https://doi.org/10.1007/s40940-017-0044-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40940-017-0044-7