
Abstract
In this work, Additive Friction Stir Deposition (AFSD) was employed for ballistic repair of AA7075-T6511 plates. After penetration with 7.62 × 51 mm FMJ rounds, the AA7075-T6511 plates were repaired by AFSD using the same AA7075-T6511 feedstock material. The repaired plates were impacted and penetrated with the same 7.62 × 51 mm FMJ rounds, and the surface damage characteristics including the initial and residual velocities were compared against the control wrought plates. The AFSD process successfully repaired the damaged control plates with the same alloy, without any observable defects such as large cracks or pores prior to impact tests. Although the surface appeared pristine other than milling marks, the surface damage characteristics of the repaired plates were significantly different than the control plates. The increase of spalling and petalling with the repaired material can be attributed to the thermomechanical processing of AFSD, which would alter the control T6511 temper of the feedstock due to coarsening of strengthening precipitates. A cross-sectioned repaired plate was analyzed using microhardness plots and optical microscopy to illustrate the effectiveness of the AFSD process for ballistic repair by depositing the same material into the damaged area. Despite the surface damage discrepancy, the repaired plates performed similarly to the control plates with respect to initial and residual velocities.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Highlights
-
1.
AFSD successfully repaired ballistic damage using same the same alloy as the damaged material.
-
2.
AFSD repaired area ballistic performance comparable to base material.
-
3.
AFSD surface damage characteristics different from base material due to coarsening of strengthening precipitates.
Introduction
Recent endeavors to introduce lightweight material alternatives in military defense systems with the goal of weight reduction in vehicle or personnel protection technologies has led to the replacement of high strength, high density steels in favor of low-density aluminum alloys of comparable strength. Among these materials, aluminum alloy 7075 (AA7075) is well suited for safety–critical roles due to its combination of high strength, low density and recycling potential, offering a more efficient, ballistic-resistant platform [1,2,3,4]. However, the destructive nature of ballistic damage means armor components must either be completely replaced or repaired. Armor component replacement is an expensive and time-consuming task, removing critical defense systems from service for a prohibitively long period of time, rendering the solution inefficient. Alternatively, the repair of armor components is a more efficient, cost-effective solution, allowing for their rapid reimplementation. Conventional repair processes such as fusion welding have proven to be a reliable means of repair for a variety of metals and alloys; however, aluminum alloys such as AA7075 respond negatively to these methods due to the material’s poor weldability, characterized by hot cracking, porosity, and susceptibility to stress corrosion cracking [5, 6]. Therefore, the effective utilization and repair of high-performance AA7075 in defense applications is reliant on alternative repair techniques, free from potential detrimental effects, which limit the mechanical integrity of the target material, and the efficiency of the repair process.
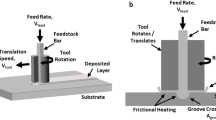
One novel repair technique, Additive Friction Stir Deposition (AFSD), has emerged as an attractive alternative to fusion-based joining or repair techniques aimed at difficult-to-weld materials such as magnesium or aluminum alloys. A visual description of AFSD has been provided in Fig. 1. With the AFSD process, material is pushed through a spinning tool onto a substrate and similar to Friction Stir Welding (FSW), frictional heat generated by the spinning tool softens the material facilitating material flow around the tool axis. As the tool traverses forward, a 1 mm thick layer of metallurgically bonded material is left behind. While most research has focused more on the additive manufacturing capabilities of AFSD, relatively little research exists on the ability for repair. AFSD minimizes the difficulties associated with fusion-based processes in aluminum alloys by reducing processing temperatures below the melting point. Moreover, AFSD depositions exhibit fully-dense build volumes free from voids, which offer enhanced mechanical properties compared to more pervasive additive manufacturing techniques [7]. In addition to AFSD’s ability to offer a flexible manufacturing platform, the technique has also been employed as a means for large-volume repair of aluminum alloys [8]. AFSD is capable of generating high quality repairs free from voids and cracks along with low residual stresses, and high adhesion to the base material, making it a supremely attractive method for the repair of critical components such as vehicle or personnel protection systems [8]. Considerable research exists on the additive manufacturing capabilities of AFSD on a variety of aluminum alloys including A356 [9], AA5083 [10], AA6061 [11,12,13,14,15], AA7050 [16, 17], and AA7075 [18, 19]; but relatively little work exists on the repair capabilities [20,21,22,23,24]. There is also a fundamental lack of work elucidating the effectiveness of repaired AA7075 against subsequent ballistic impacts.

Schematic of AFSD process shows repair capabilities
In this work, a series of 9.5 mm thick 152.4 × 152.4 mm2 AA7075-T6511 plates were subjected to initial ballistic impacts using 7.62 × 51 mm 150 grain full metal jacket (M80), commonly used in military standards (STANAG 4569). Following this, plates were repaired via AFSD using the same AA7075 material as the feedstock, and proceeded by additional ballistic trials in an effort to quantify the repaired material’s ballistic performance. The findings generated in this work highlight the ability of AFSD to not only repair the damaged plates but offer post-repair resistance to significant ballistic impact by making repairs with the same alloy minimizing potential galvanic electrochemical issues.
Materials and Methods
Ballistic Testing
The experimental setup used in the study can be seen in Fig. 2. The targets used were 9.53 mm thick 152.4 × 152.4 mm2 7075-T6511 plates, secured 305 mm from the muzzle. The round used for this study was the 7.62 × 51 mm 150 grain full metal jacket (M80), which is commonly used in military standards such as STANAG 4569. To simulate damage from multiple distances, the amount of gunpowder in each round was changed via standard reloading techniques. A wide spread of velocities was achieved to adequately calibrate the Lambert-Jonas model [25]. The rounds were shot from a 7.62 mm breech-loaded gun that was mounted to a table. Initial and residual velocities were calculated using a Phantom v611 high-speed camera mounted above the target operating at 32,426 FPS. Images were transferred to the software, ImageJ, where velocities were calculated by measuring the distance covered by projectiles in a known amount of time. The target holder and 7.62 mm gun were secured to the table with bolts, to ensure that projectiles impacted the same spot on each plate. A laser bore sight was also used to certify that the projectile would hit the center of the repaired region when testing the repaired plates.

Ballistic test setup for initial versus residual velocity analysis. a 7.62 mm breach loaded gun fired 7.62 × 51 mm 150 grain FMJ rounds towards AA7075-T6511 plates held in the target holder. A high-speed camera positioned above captured velocity of the projectile both before and after penetration. b Dimensioned picture of the target holder including a test plate
The AFSD Repair Process
The AFSD repair process can be divided into four steps as shown in Fig. 3: (1) The process begins with the tool center offset from the center of impact. The tool then begins rotating at the specified parameter with a distance of 2.54 mm above the top of the impacted plate. Once the tool is rotating at the desired speed, the tool is lowered manually until the bottom face of the tool is flush with the top face of the impact plate. This dwelling process generates enough frictional heat in the material for the feedstock to plastically deform and begin flowing. (2) After sufficient material flow occurs, the tool is raised 1 mm above the top of the impact plate. The tool then begins traversing towards the damaged portion of the plate. (3) To ensure the hole is filled completely, the tool continues to rotate (without translational movement) above the center of the hole while depositing more material. (4) The tool raises up, leaving behind a layer of material.

Experimental step-by-step AFSD repair process shows how ballistic damage is healed in four steps: (1) the tool begins rotating above the plate and is slowly lowered until contacting the plate while simultaneously depositing material through the center of the tool (2) the tool is raised 1 mm above the plate and then traverses towards the hole once the deposited material is sufficiently softened (3) the tool dwells over the hole while continuing to deposit material to ensure the hole is filled in (4) the tool is raised up leaving behind the repaired plate
The metallurgical bond between the deposited material and the base material ensured a watertight seal. An example of a repaired plate can be seen in Fig. 4. The control plate in Fig. 4 had initial and residual velocities of 693 m/s and 580 m/s, respectively. Surface machining was used to mill the deposition down to plate level. Plate thicknesses were checked after milling to ensure that the repaired plate thicknesses were the same as the control plate thicknesses. There were no signs of large defects such as hot cracks or pores present in the AFSD deposition.

Front and back sides of a shot AA7075 penetrated plate (Control) and the same AFSD as-machined plated (Repaired) that exhibits a fully-dense, watertight repaired area
Microstructural Characterization
The repaired AA7075 plate was sectioned and then stepwise ground and polished to 1 µm using an oil-based diamond suspension solution. The polished sampled was etched using Keller’s solution for 30 s of exposure time. All images were taken using a Keyence VHX-7000 series optical microscope. Hardness measurements were collected using an Emcotest Durascan 50 GS microhardness tester load of 200 gf and a 10 s dwell time. The hardness values are reported in Vickers harndess and the indents were spaced by 1 mm in both the x and y direction throughout the entire cross-section.
Velocity Analysis
The data for both the control and repaired material was fit using the common Lambert–Jonas equation modified from the Recht-Ipson model [25, 26], as seen in Eq. 1.
where vr is the residual velocity, vi is the initial velocity, vbl is the ballistic limit, and a (0 < a < 1) and p (p > 1) are fitting constants. The Recht Ipson model was originally conceived as a way to describe ballistic perforation for both blunt and sharp-nosed projectiles [26]. The Recht Ipson model for penetrating thin plates was based on the loss of kinetic energy a projectile experiences when punching out a shear plug [26]. For the Recht Ipson model, p = 2 and a = 1 in Eq. 1. The Lambert Jonas model sought to create a simple and versatile model that would provide a standard for ballistic testing [25]. Lambert and Jonas did note that in circumstances involving long rod projectiles and thin plates with limited fragmentation, the Lambert Jonas model was close to the Recht Ipson model [25]. To fit the Lambert–Jonas model, the ballistic limits for both the control and repaired material were determined experimentally with the fastest initial velocity that failed to penetrate the plate. Constants a and p were then determined using least-squares fitting.
Results and Discussion
Ballistic Damage
Figure 5 shows the damage experienced by both the control and repaired AA7075-T6511 plates. For the control plates shown in Fig. 5, the corresponding repaired plates are in the same columns. The velocity shown beneath each hole represents the initial and residual velocity for the front and back sides, respectively. The front side of the control plates experienced fragmentation damage, on the other hand, the front side of the repaired plates experienced petalling damage. Both fragmentation and petalling damage starts when a conical or ogival-shaped projectile penetrates the target. Shockwaves then increase the diameter of the hole by forcing material up into a cone shape [27]. Whether or not fragmentation or petalling damage is present can be explained by the material fracture strength. For petalling, the cone fragments into petals when the tensile hoop stresses in the cone exceed the fracture strength of the material [28]. However, for lower fracture strength, the cone fragments break off the target surface. The transition from fragmentation to petalling damage indicates that the target material became more ductile after AFSD processing, which correlates to previous reported results on as-deposited AA7xxx tensile behavior [17, 29, 30].

Ballistic damage of the front and back sides of the plates are compared between the AA7075 control plates and the AA7075 AFSD repaired plates that reveals macroscopic changes due to coarsening of strengthening precipitates in the as-deposited AA7075 material
Spalling occurred on the backside of both the control and repaired plates; however, the spalling was typically deeper for the repaired plates. Spalling occurs when the rarefaction of the shockwaves at the back surface of the target induces tensile stresses that cause microvoid nucleation, growth, and coalescence that result in the ejection of fragmented material [31,32,33]. The discrepancy in surface damage is due to the thermal–mechanical processing that occurred during AFSD. Temperature gradients and severe plastic deformation during the AFSD process removed the T6511 temper in the as-deposited AA7075 and around the affected area, Heat Affected Zone (HAZ) where coarsening of the nano-scale strengthening precipitates has been reported previously [23], resulting in different material properties as discussed subsequently.
Specifically, prior research by Avery et al. on fatigue behavior of AFSD AA7075 quantified that the material experienced a decrease in yield strength, ultimate tensile strength, and elongation to failure due to over aging the strengthening precipitates [18]. Another study by Griffiths et al. on repairing AA7075 using AFSD showed a general decrease in hardness in the repaired region relative to the control material [8]. These studies correlate well with both the petalling and increased spalling behavior of the repaired material relative to the control material. A subsequent study by Avery et al. showed that heat treating AFSD repaired AA7075 could restore wrought-like static mechanical properties, but with significant scatter in strain to failure results [23].
Microstructural Effects of the AFSD Repair
Figure 6 shows a micrograph of the cross-section of a repaired plate with respect to the AFSD tool and the resulting hardness map throughout this region. RS refers to the retreating side, and AS refers to the advancing side. From Fig. 6a, it is evident that the repair of the ballistic-impacted plate was successful. The repair was fully bonded to the impacted region of the plate as evident by the seamless integration, with no macroscopic defects, of AFSD filler material into the baseplate.

a Representative micrograph of a cross-section of the repaired plate with respect to the AFSD tool. b The corresponding Vickers hardness map of the cross-sectioned region shown in the micrograph above revealing differences between the repaired and base material
Figure 6b depicts a hardness map of the region shown in Fig. 6a. The hardness map reveals the distinct boundaries of the repaired region and the base material. A higher hardness is noted within the repaired region, having an average hardness of 160 Hv, while the control material surrounding the repair had an average hardness of 130 Hv. The decrease in hardness in the material around the repaired region is a common occurrence with solid-state processes such as FSW and AFSD. In precipitate-strengthened aluminum alloys, the addition of significant amounts of heat, an inherent component of the AFSD process, coarsens strengthening precipitates of the heat affected zone (HAZ), effectively softening the material in this region [34, 35]. While the repaired region of the deposition does have a higher hardness than the HAZ, the hardness of the repaired region is lower than that of the base material, which exhibited a hardness of 175 Hv. The slight decrease in the hardness within the repaired region is attributed the thermal input inherent to the AFSD process via the same mechanisms as discussed above. It should also be noted that the highest hardness in the repaired region occurs directly under the feedstock, where less heat is applied to the system when compared to the regions in beneath the tool face, which explains the greater hardness in this region [12]. However, the lower hardness and increased ductility [16] due to the AFSD repair process correlates well with the increased amounts of spalling and petalling noted in the repaired material as compared to the base material.
Figure 7a shows a representative etched image of a cross-section of a repaired plate. From this image, it should be noted that there are three distinct regions which can be more clearly seen in Fig. 7b. On a macroscopic scale, the regions and flow lines seen in the micrograph are similar to those previously studied in FSW [36, 37]. There is a region containing a refined microstructure in the center of the cross-section that was directly underneath the AFSD tool, referred to as the AFSD region, which is similar to the nugget zone in FSW. The areas surrounding the AFSD region are directly affected by the thermal input during the AFSD process, but do not experience as much mechanical mixing since these regions are on the outer limits of the interaction zone of the tool. These regions will be referred to as the Thermal Mechanical Affected Zone (TMAZ) and the HAZ, which are also phenomena in FSW [38, 39] The interaction zone of the tool is defined by all the areas directly affected by the tool, including the flat parts of the tool face and the teardrop features, as shown in Fig. 1.

a Etched Micrograph of a cross-section of the repaired plate depicting distinct interfaces. b Higher magnification image of the etched cross section containing three distinct interfaces and representative grain sizes in these regions
The average grain sizes for the for the AFSD repaired plate are shown in Table 1. It should be noted that the grain size of the control plate is 100 µm [18]. The amount of grain refinement within the AFSD and TMAZ regions were 93 and 91%, respectively, which correlates well to previous AFSD studies [18, 40], and is attributed to the continuous dynamic recrystallization (CDRX) activated by the high stacking fault energy of aluminum alloys [41] and the severe plastic deformation coupled with the high strain rates inherent to the AFSD process. The HAZ had an 80% grain refinement compared to the base material. The reduced amount of grain refinement in the HAZ is likely due to this region being subjected to same thermal input as the AFSD and TMAZ regions, but containing less mechanical mixing resulting in less CDRX, and therefore exhibiting slightly larger grains.
Initial Versus Residual Velocity
The initial versus residual velocity data for both the control and repaired material are shown in Table 2. In this study, 31 tests were conducted on 19 control plates, with 12 of those control plates undergoing the repair process and a subsequent ballistic test. The velocity measurement calibration was accomplished with objects of known length in each of the images, where were projectile length and plate thickness. The error was estimated by comparing the actual ratio between projectile length and plate thickness and the ratio measured in the imaging software. Minimum and maximum error recorded were 1.2 and 14.35%, with an average of 7.9%. A residual velocity of 0 m/s indicates that the projectile failed to penetrate the plate. It is important to have data points that both penetrated and failed to penetrate the plate to determine the ballistic limit. Otherwise, the ballistic limit would have to be extrapolated solely from penetrated data points. The initial velocities ranged from 310 to 697 m/s. The M80 round used in this study typically has a muzzle velocity of 800 m/s, which is greater than all of the initial velocities recorded. The lower velocities in the tests were a consequence of decreasing the amount of gunpowder in each round. Higher velocities were avoided in this study do to damage to the firing mechanism, but a future study with faster M80 rounds or even higher caliber rounds could be conducted. The repaired material contains fewer data points because not every control plate was eligible for repair. If the projectile failed to penetrate the plate, the repair process would be different compared to the plates that were penetrated.
Figure 8 shows the initial versus residual velocity plots for both the control and repaired plates. The determined ballistic limits for the control and repaired material were 408 and 379 m/s, respectively. For the Lambert–Jonas models, the fitted constants were a = 0.8 and p = 9.3 for the control material, and a = 0.8 and p = 8.7 for the repaired material. While the Lambert–Jonas curve for the control material shows slightly better ballistic properties than the repaired material, this small difference could be a result of scatter. Even though the surface damage characteristics of both materials were different, the velocity curves were similar.

Initial versus residual velocity comparison between the control plates and the repaired plates displays the performance of AFSD repairs
Given the lower levels of hardness measured in the HAZ relative to the repaired region seen in Fig. 6b, the initial versus residual velocity plot might change if projectiles hit the HAZ and not the repaired region. A future study should investigate how the HAZ responds to ballistic impact.
Conclusion
In this study, the AFSD process was evaluated for ballistic repair for the first time. For a baseline comparison, AA7075-T6511 control plates were impacted with 7.62 × 51 mm FMJ rounds at varying velocities and initial and residual velocities were recorded. Next, the damaged control plates were repaired using AFSD by depositing softened AA7075 feedstock into the plate holes. Both sides of the repaired plates were machined down to the control plate thickness for consistency in the ballistic tests. Finally, the repaired plates were shot with the same 7.62 × 51 mm FMJ rounds as the control plates, with initial and residual velocities recorded. AFSD was shown to successfully repair the damaged control plates, since no visible defects such as cracks or pores were present on the affected surfaces. The AFSD repaired region experienced an 8.6% decrease in hardness, and the HAZ a 23% decrease in hardness when compared to the base plate, due to thermal input coarsening strengthening precipitates. The discrepancy between the repaired region and HAZ is due to both lower levels of thermal input closer to the tool center and grain refinement directly underneath the tool. The AFSD repaired plates showed different surface damage features upon subsequent ballistic testing when compared with the control plates. The repaired plates experienced petalling at the front and deep spalling at the back, while the control plates experienced almost no surface damage at the front and shallow spalling at the back. The discrepancy in surface damage is attributed to the thermomechanical material processing during AFSD, which would remove the T6511 temper present on the control material. Although the surface damage was significantly different between the two groups, the repaired plates performed similarly velocity-wise, fitting within the scatter of the control plates on the initial versus residual velocity plots. The present study should pave the way for future testing of AFSD ballistic repair. Subsequent studies should investigate heat treating the repaired material.
Data Availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Børvik T, Hopperstad OS, Pedersen KO (2010) Quasi-brittle fracture during structural impact of AA7075-T651 aluminium plates. Int J Impact Eng 37:537–551. https://doi.org/10.1016/j.ijimpeng.2009.11.001
Pedersen KO, Børvik T, Hopperstad OS (2011) Fracture mechanisms of aluminium alloy AA7075-T651 under various loading conditions. Mater Des 32:97–107. https://doi.org/10.1016/j.matdes.2010.06.029
T. Børvik, H. Aunehaugen, and O. S. Hopperstad, 2009 “Impact behaviour of the high-strength aluminium alloy AA7075-T651,” in 9th International conference on the mechanical and physical behaviour of materials, 1:695–701.
Rahman NA, Abdullah S, Zamri WFH, Abdullah MF, Omar MZ, Sajuri Z (2016) Ballistic limit of high-strength steel and Al7075-T6 multi-layered plates under 7.62-mm armour piercing projectile impact. Latin Am J Solids Struct 13:1658–1676. https://doi.org/10.1590/1679-78252657
Lippold JC (2014) Welding metallurgy and weldability. John Wiley & Sons, Inc., Hoboken
Çam G, Mistikoglu S (2014) Recent developments in friction stir welding of al-Alloys. J Mater Eng Perform 23:1936–1953. https://doi.org/10.1007/s11665-014-0968-x
Mishra RS, Haridas RS, Agrawal P (2022) Friction stir-based additive manufacturing. Sci Technol Weld Join 27(3):141–165. https://doi.org/10.1080/13621718.2022.2027663
Griffiths RJ, Petersen DT, Garcia D, Yu HZ (2019) Additive friction stir-enabled solid-state additive manufacturing for the repair of 7075 aluminum alloy. Appl Sci 9(17):3486. https://doi.org/10.3390/APP9173486
Alzahrani B et al (2021) The applicability of die cast A356 alloy to additive friction stir deposition at various feeding speeds. Materials 14(20):6018. https://doi.org/10.3390/MA14206018
Phillips BJ, Jacob Williamson C, Kinser RP, Brian Jordon J, Doherty KJ, Allison PG (2021) Microstructural and mechanical characterization of additive friction stir-deposition of aluminum alloy 5083 effect of lubrication on material anisotropy. Materials 14(21):6732. https://doi.org/10.3390/MA14216732
Phillips BJ et al (2021) Examination of parallel deposition path microstructure and material flow on interface tensile behavior for aluminum alloy Al-Mg-Si additive friction stir-deposition. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2021.117169
Stubblefield GG, Fraser K, Phillips BJ, Jordon JB, Allison PG (2021) A meshfree computational framework for the numerical simulation of the solid-state additive manufacturing process, additive friction stir-deposition (AFS-D). Mater Des 202:109514. https://doi.org/10.1016/j.matdes.2021.109514
Garcia D et al (2020) In situ investigation into temperature evolution and heat generation during additive friction stir deposition: a comparative study of Cu and Al-Mg-Si. Addit Manuf 34:101386. https://doi.org/10.1016/J.ADDMA.2020.101386
Zhu N et al (2021) The effect of anodization on the mechanical properties of AA6061 produced by additive friction stir-deposition. Metals 11(11):1773. https://doi.org/10.3390/MET11111773
Lopez JJ et al (2022) A solid-state additive manufacturing method for aluminum-graphene nanoplatelet composites. Materialia (Oxf) 23:101440. https://doi.org/10.1016/J.MTLA.2022.101440
Mason CJT et al (2021) Process-structure-property relations for as-deposited solid-state additively manufactured high-strength aluminum alloy. Addit Manuf 40:101879. https://doi.org/10.1016/j.addma.2021.101879
Mason CJT, Avery DZ, Phillips BJ, Jordon JB, Allison PG (2022) Strain rate dependent plasticity model for precipitate hardened aerospace aluminum alloy produced with solid-state additive manufacturing. J Dyn Behav Mater 8(2):214–230. https://doi.org/10.1007/S40870-021-00325-4/TABLES/5
Avery DZ et al (2020) Influence of grain refinement and microstructure on fatigue behavior for solid-state additively manufactured Al-Zn-Mg-Cu alloy. Metall Mater Trans A. https://doi.org/10.1007/s11661-020-05746-9
Yoder JK, Griffiths RJ, Yu HZ (2021) Deformation-based additive manufacturing of 7075 aluminum with wrought-like mechanical properties. Mater Des 198:109288. https://doi.org/10.1016/j.matdes.2020.109288
Martin P, Luccitti A, Walluk M (2021) Evaluation of additive friction stir deposition for the repair of cast Al-1.4Si-1.1Cu-1.5Mg-2.1Zn. J Manuf Sci Eng. https://doi.org/10.1115/1.4052759
Chaudhary B, Jain NK, Murugesan J (2022) Development of friction stir powder deposition process for repairing of aerospace-grade aluminum alloys. CIRP J Manuf Sci Technol 38:252–267. https://doi.org/10.1016/J.CIRPJ.2022.04.016
Griffiths RJ, Petersen DT, Garcia D, Yu HZ (2019) Additive friction stir-enabled solid-state additive manufacturing for the repair of 7075 aluminum alloy. Appl Sci 9(3486):1–15. https://doi.org/10.3390/app9173486
Avery DZ et al (2022) Evaluation of microstructure and mechanical properties of Al-Zn-Mg-Cu alloy repaired via additive friction stir deposition. J Eng Mater Technol 144(3):31003–31004. https://doi.org/10.1115/1.4052816
Martin LP, Luccitti A, Walluk M (2022) Repair of aluminum 6061 plate by additive friction stir deposition. Int J Adv Manuf Technol 118(3–4):759–773. https://doi.org/10.1007/s00170-021-07953-z
J. P. Lambert and G. H. Jonas, 1976 Towards standardization in terminal ballistics testing: velocity representation
Recht RF, Ipson TW (1963) Ballistic perforation dynamics. J Appl Mech, Trans ASME 30(3):384–390. https://doi.org/10.1115/1.3636566
Wierzbicki T (1999) Petalling of plates under explosive and impact loading. Int J Impact Eng 22:935–954. https://doi.org/10.1016/S0734-743X(99)00028-7
Landkof B, Goldsmith W (1985) Petalling of thin, metallic plates during penetration by cylindro-conical projectiles. Int J Solids Struct 21(3):245–266. https://doi.org/10.1016/0020-7683(85)90021-6
Mason CJT et al (2021) Process-structure-property relations for as-deposited solid-state additively manufactured high-strength aluminum alloy. Addit Manuf 40:101879. https://doi.org/10.1016/j.addma.2021.101879
Avery DZ et al (2020) Influence of grain refinement and microstructure on fatigue behavior for solid-state additively manufactured Al-Zn-Mg-Cu alloy. Metall Mater Trans A Phys Metall Mater Sci 51:2778–2795. https://doi.org/10.1007/s11661-020-05746-9
Whelchel RL, Kennedy GB, Dwivedi SK, Sanders TH, Thadhani NN (2013) Spall behavior of rolled aluminum 5083–H116 plate. J Appl Phys 113:233506. https://doi.org/10.1063/1.4811452
Pedrazas NA et al (2012) Effects of microstructure and composition on spall fracture in aluminum. Mater Sci Eng, A 536:117–123. https://doi.org/10.1016/j.msea.2011.12.083
Wang Y, Qi M, He H, Wang L (2014) Spall failure of aluminum materials with different microstructures. Mech Mater 69:270–279. https://doi.org/10.1016/j.mechmat.2013.11.005
Mahoney MW, Rhodes CG, Flintoff JG, Spurling RA, Bingel WH (1998) Properties of friction-stir-welded 7075 T651 aluminum. Metall Mater Trans A 29:1955
Avery DZ et al (2022) Evaluation of microstructure and mechanical properties of Al-Zn-Mg-Cu alloy repaired via additive friction stir deposition. J Eng Mater Technol 144(3):1–14. https://doi.org/10.1115/1.4052816
Singh VP, Patel SK, Ranjan A, Kuriachen B (2020) Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J Market Res 9(3):6217–6256. https://doi.org/10.1016/J.JMRT.2020.01.008
Mao Y, Ke L, Chen Y, Liu F, Xing L (2018) Inhomogeneity of microstructure and mechanical properties in the nugget of friction stir welded thick 7075 aluminum alloy joints. J Mater Sci Technol 34(1):228–236. https://doi.org/10.1016/J.JMST.2017.11.039
Sun G, Wei X, Shang D, Chen S, Long L, Han X (2020) Tensile and fatigue analysis based on microstructure and strain distribution for 7075 aluminum FSW joints. Metals 10(12):1610. https://doi.org/10.3390/MET10121610
Feng AH, Chen DL, Ma ZY (2010) Microstructure and cyclic deformation behavior of a friction-stir-welded 7075 al alloy. Metall Mater Trans A 41(4):957–971. https://doi.org/10.1007/s11661-009-0152-3
Phillips BJ et al (2019) Microstructure-deformation relationship of additive friction stir-deposition Al–Mg–Si. Materialia (Oxf) 7:100387. https://doi.org/10.1016/j.mtla.2019.100387
Rokni MR, Zarei-Hanzaki A, Abedi HR (2012) Microstructure evolution and mechanical properties of back extruded 7075 aluminum alloy at elevated temperatures. Mater Sci Eng, A 532:593–600. https://doi.org/10.1016/J.MSEA.2011.11.020
Acknowledgements
The authors would like to thank the support of the US Department of Defense Science, Mathematics, and Research for Transformation Program for funding. The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations. The authors would also like to thank Mason Groomes and Nick Goebel for their help with testing, Noah Zahm for designing the projectile trap, and Dr. Stan Jones for guidance and equipment.
Author information
Authors and Affiliations
Contributions
GGS: Formal analysis, Writing—original draft, Investigation, Visualization. MBW: Formal analysis, Writing—original draft, Investigation, Visualization. MM: Writing—original draft, Investigation. JZT: Investigation. RAR: Investigation. MEB: Project administration, Writing—review & editing, Conceptualization. PGA: Funding acquisition, Project administration, Writing—review & editing, Conceptualization. JBJ: Funding acquisition, Project administration, Writing—review & editing, Conceptualization.
Corresponding author
Ethics declarations
Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Stubblefield, G.G., Williams, M.B., Munther, M. et al. Ballistic Evaluation of Aluminum Alloy (AA) 7075 Plate Repaired by Additive Friction Stir Deposition Using AA7075 Feedstock. J. dynamic behavior mater. 9, 79–89 (2023). https://doi.org/10.1007/s40870-022-00363-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40870-022-00363-6