
Abstract
Biochar from seaweed, specifically sugar kelp, cultivated on the Norwegian coastline has been investigated as a possible biocarbon source for the metal industry to reduce the dependency on terrestrial biomass. Pre-processing of the biomass prior to pyrolysis is needed to reduce the water and ash content and was performed by water and acid washing followed by drying. The three types of biochar were obtained after pyrolysis at a temperature of 550 °C. Characterization of the three batches of biochars showed that pre-processing of the seaweed as was done during the water and acid washing, plays an important role on the removal of ash content. Due to the enormous amount of woody biomass needed for example in the ferroalloy industry to replace fossil coal, replacing only parts of the woody biomass with kelp biochar could have a significant impact. Water washing combined with acid washing had the best results considering the ash and fixed carbon contents. Microstructural analysis of the seaweed biochars showed a very porous material with the crystal structure resembling that of charcoal, albeit a lower degree of crystallinity.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The process industry must reduce their carbon footprint to attain the climate neutral goals set by the industries themselves and governmental agencies in an effort to reach the Paris agreement [1]. This is because attaining these climate neutral goals will help curtail global warming and its consequent dramatic effects. For the metallurgical industry and specifically for ferroalloy producers, however, carbothermic reduction of the metal oxides to produce the metal remains the dominant and most effective route. Replacing the use of fossil carbon such as coal as is presently done with biocarbon such as charcoal will help reduce the climate footprint [2, 3]. The sustainable use of biocarbon materials involving a constant regeneration provides an opportunity for carbon neutrality as the CO2 emitted is partly absorbed during the growth period via photosynthesis [4]. Thus, for the ferroalloy industry to attain climate neutrality, it must move away from the use of fossil carbon and one way to do this is to increase its use of biocarbon materials. Currently, different groups of researchers are looking at the possibilities of employing more biocarbon materials in metal production processes [5,6,7]. Presently, the most developed source of biocarbon for the ferroalloy industry is woody biomass [7]. However, an outlook on the possibilities and availability of biocarbon materials for the whole metallurgical industry suggest that the current forest reserves will not be sufficient [8].
Seaweed, specifically sugar kelp Saccharina latissima, with a productivity potential of 170–200 tons wet biomass/hectare annually when cultivated in sea farms along the Norwegian coast [9], provides a promising opportunity for a sustainable alternative source of biomass for production of biochar that can be employed for ferroalloy production. Furthermore, seaweed farming is biomass production without the use of resources like arable land and fresh water, and with no use of fertilizers or pesticides. The global, annual production of seaweed is ca. 35 million tons wet weight with the majority being cultivated for the use in food and extraction of hydrocolloids [10, 11]. It is also projected that the worldwide production of kelp by the kelp industry will contribute a turnover of ca. € 4 bn per year by 2050, with Norway alone producing almost 20 million tons per year [12]. Furthermore, the global potential for marine macroalgal cultivation is suggested to lie at 109 to 1011 tons dry weight [12]. Considering the present production of ca. 35 million tons wet weight per year to the potential of up to 1011 tons dry weight, increased marine macroalgal production will be needed to fully exploit this potential. This increased production could then provide an alternative biomass source for the metal industry. Marine biomass such as sugar kelp does, however, require drying before use, which entails a significant energy demand [13]. Previous studies [14] have suggested that surplus heat from the metallurgical industry including the ferroalloy industry is available in large amounts and is well suited for this drying process.
As far as the authors of this paper are aware, the work presented in this paper is the first to consider the use of sugar kelp as an alternative biomass for metal production specifically, ferroalloy. Aside important properties such as SiO and CO2 reactivity, mechanical strength, electrical conductivity, etc. one of the most critical concerns regarding carbon in the ferroalloy industry is the ash content [6]. Seaweed is, however, known to have a high ash content [10]; therefore, to use it for the purpose of a biomass for ferroalloy production, the ash content must be reduced. This research work aims to investigate the technical feasibility of pre-processing kelp to reduce the ash content, using the surplus heat from the metal industry to dry the pre-processed kelp and pyrolyzing it to obtain biochar suitable for the ferroalloy industry. Studies, such as upscaling, techno-economic, and life-cycle analyses are beyond the scope of this research work.
Experimental
Kelp Acquisition and Pre-processing
3 batches each of which contained 20 kg of frozen seaweed were purchased from Seaweed Solutions in Frøya, Norway. The first batch of kelp was processed into biochar after thawing and drying without any form of pre-processing by washing. The second batch was washed in water after thawing before drying and processing into biochar. The last batch was treated in a dilute acetic acid solution and washed in water before drying and processing into biochar. The treatments done for each batch are given below. Table 1 shows the analysis of the original kelp.
Washing in Water
The second batch of kelp was washed in water after thawing before drying and pyrolysis. Prior to pyrolysis, a screening test was performed to investigate the effect of temperature and time on the washing process and to decide the pretreatment conditions for this batch. During the screening test, the washing was done in tap water at two different temperatures and four different holding times. Samples of the seaweed before and after washing were analyzed for the carbon and ash contents of the dry matter using Inductive couple plasma (ICP) technique. Based on the results of the screening, the second batch was washed for 120 s with 52 °C water, and thereafter, left draining for an additional minute before it was dried.
Washing in 7 wt% Acetic Acid and Water
The last batch was first treated in 7 wt% acetic acid for 24 h after thawing. The acid treatment of the seaweed was suggested to remove the animal skeletons from the kelp surface. Organic acid was chosen to avoid the introduction of any further inorganic elements and diluted for avoid damage to the kelp. Also, the solubility of the acetate salts of alkaline metals are generally high in water (e.g., 34.7 g per 100 ml water at 20 °C for calcium acetate) so that the dissolved salts would not precipitate. The acid-treated seaweed was then washed with water before drying and pyrolysis. Samples of the washed seaweed and the liquid after treating with acetic acid were analyzed using ICP technique.
Washing of the Biochar from Kelp
Part of the biochar obtained after pyrolysis of the untreated kelp from the first batch underwent acid treatment with consecutive water washing to investigate the effect of washing after pyrolysis. The biochar was treated in 7% acetic acid solution overnight and thereafter washed with water for 2 h and filtered with a kitchen stainless steel mesh filter. It was attempted to filter the batch through a 120-μm laboratory filter paper (VWR) using vacuum filtration, but the pores were blocked immediately, and the method was dismissed. Centrifugation was also attempted, but the fines in the sample stayed suspended after 3 × 20 min at 4500 rpm; therefore, centrifugation was dismissed as well.
Drying of Kelp
All samples were dried using a cabinet dryer (INNOTECH HT8 D+) to a moisture content of less than 5 wt%. The wet kelp samples were distributed evenly on trays inside the dryer and were dried at 60 °C for 24 h.
Pyrolysis of Kelp
Approximately 300 g of dried kelp samples with ca. 5 wt% moisture was pyrolyzed at the SINTEF Energy facility using a tubular pyrolysis reactor. Pyrolysis of kelp at 550 °C yielded char, condensate, and gas. The solid and liquid products were weighed, and the gas volume and composition analyzed. The furnace, manufactured by Entech AB, Sweden, has 600-mm long heated zone where the three heating zones each are controlled separately by the temperature of the void between the reactor and furnace wall. The tube diameter was 150 mm. The same pyrolysis parameters were used for all the samples that underwent this step, i.e., 550 °C with 60 min of holding time. By downstreaming the reactor, the condensable liquids were separated by a cooler and collected in a tank. The cooler was a FP50-HE Circulator manufactured by Julabo GmbH, Germany, using water as cooling media with a set temperature of 5 °C. Aerosols in the permanent gas leaving the condenser were trapped in two coalescing filters. A Ritter TG1 drum-type gas meter was used to register the amount of evolved gas before the gas was vented. A split stream of the evolved gas was introduced to a Varian CP-4900 Micro Gas Chromatograph for identification and analysis of compounds. Table 2 shows an overview of the samples’ names and treatments in this work:
As Table 2 shows, the dried kelp was categorized into three groups based on the pretreatment method used. The categories were (a) non-washed kelp referred to as kelp1, (b) water-washed kelp referred to as kelp2, and (c) acid-treated and water-washed kelp referred to as kelp3. The corresponding biochars produced by pyrolyzing the dried kelps, kelp1, kelp2, and kelp3, mentioned above were labeled as Biochar1, Biochar2, and Biochar3, respectively. In addition, a batch from Biochar1 was washed to investigate the effect of washing after pyrolysis, and this was categorized as Biochar4.
Energy Demand Determination
The most significant processing step in terms of energy demand is the drying of wet seaweed prior to pyrolysis. In the experimental investigations, this is done using air at 60 °C, and it is assumed that a similar solution will be viable at industrial scale. The required amount of energy is estimated as follows:
where \({m}_{\text{wet}}\) is the amount of wet seaweed to be dried, \({f}_{\text{moist}}\) is the weight fraction of water in the seaweed, \({h}_{\text{drying}}\) is the theoretical amount of heat required to evaporate water, and \({L}_{\text{drying}}\) is a factor representing losses and inefficiencies. This is set to 35% in accordance with Mujumdar et al. [15].
It has been suggested to use water at 60 °C for washing of seaweed in the processing routes where this is included. The additional energy required compared to washing with unheated water would be
where \({V}_{\text{water}}\) is the amount of water used for washing per mass of unwashed seaweed. In the experimental investigations, 50 L of water was used for 20 kg of seaweed.
Lastly, the pyrolysis step has been investigated as a heat source for other processing steps by recovering the calorific value in the produced off-gas. For this, it was assumed that all gas components could be combusted into CO2 and H2O, and that all the reaction energy could be recovered. For the general reaction,
The amount of energy released as heat would be as follows:
Here, \({H}_{f}^{0}\) is the enthalpy of formation for each species. For H2O, the value for liquid water is used instead of steam to include the condensation heat, which is also considered recoverable.
Characterization and Analysis of Kelp and Biochar from Kelp
Samples of kelp1, kelp2, and kelp3 were freeze-dried and milled, whereafter the ash content was determined by incineration of samples in a muffle furnace at 600 °C for 12 h and the carbon content determined by transferring ~ 2–3 mg to tin capsules and analyzed in quadruplicate with a Carlo Erba Element Analyzer (model 1106).
Several characterization techniques such as X-ray computed tomography (µCT), Raman spectroscopy, Inductive couple plasma (ICP), and Scanning Electron Microscopy (SEM) were used to investigate the chemical composition as well as the micro and crystal structures of the raw and pyrolyzed kelp. The X-ray-computed tomography (µCT) data were acquired by a Nikon XT H 225 instrument (cone beam volume CT) and the samples were analyzed without any form of sample preparation aside placing them in a cylindrical plastic sample holder before inserting into the µCT scanner. Raman spectroscopy was done using the WITec alpha 300R Raman microscope with a 532 nm laser source to study and compare the carbon spectra of the biochar from kelp with other carbon-containing materials. For the ICP analysis, the samples were first decomposed using HNO3 at 250 °C in a Milestone microwave furnace before analysis using the Agilent 8800 Triple Quadrupole ICP-MS (ICP-QQQ) with an SPS 4 autosampler. The results were then quantified against a standard from Inorganic Ventures. Scanning Electron Microscopy (SEM) was conducted using a Hitachi S-3400N Scanning Electron Microscope.
Results and Discussion
Results of the Screening Tests
Results from the different characterization and analysis show that pre-processing in the form of washing either with water or with diluted acid has a good effect on the ash contents of the feedstock. This is illustrated in Fig. 1 showing a reduction in ash content. The corresponding increase in the carbon content is due to the ash removal. It can also be observed in Fig. 1 that washing in warm water at 52 °C causes a faster removal of ash components as compared to washing in the relatively cold water at 10 °C. The fast removal is seen by looking at the time after which there is no more reduction in ash content. It can be observed that at 10 °C, it is still a significant reduction in the ash content at 120 s compared to 60 s, while at the 52 °C tests, no significant change was observed after 30 s.

Results of the screening tests: Ash contents of the kelp dry matter after washing in water at different temperatures
Compared to previous work of Nielsen et al.[16], the trends are similar; however, in those experiments, they obtain slight reduction in the ash content of the seaweed after washing with water at higher temperatures and longer residence times. Overall, they obtained much lower ash contents, which is probably due to the different kelp/water ratio (5 kg vs 150 g/5L water) used in the experiments. Hence, the salt content of the washing water might inhibit the further reduction of the ash content of the washed kelp in the current investigation.
Effect of the Kelp Pretreatment on the Biochar Properties
Figure 2 shows the pyrolysis product distribution by weight and gas compositions by volume for the three kelp samples while Table 3 shows the ash content and elemental analysis of the kelp feedstock and the resulting biochars.

Pyrolysis process. a products distribution, b pyrolysis gas composition
The pyrolysis process yields the highest biochar for the untreated kelp. This is due to the high ash content, as the inorganic part of any biomass material tends to remain in the solid phase. The lower the ash content is, the lower the char and the higher the condensate and gas yields are as there are more organic compounds which are pyrolyzed, also showed in previous work [17]. The gas analysis shows that the more the feedstock ash content is reduced, the lower the CO2 and the higher the other gas yields are, which is also a result of the higher organic content of the washed kelp samples. The acid treatment of the feedstock appears to increase the methane yield in the produced gas while the hydrogen yield is reduced compared with the water-washed kelp (kelp2). The reason is probably found in either in different inorganics catalyzing certain secondary gas-phase reactions or different organics being washed out in the two samples. Further investigations are suggested to find a reason for this behavior.
As expected, the ash content in the biochar is very high especially for the untreated one. It increased so much that the carbon content of the resulting biochar is lower than that of the feedstock. This is in agreement with earlier publications for high ash-containing samples [18]. The carbon content has increased slightly for the water washed and increased more in case of the acid-washed feedstock. The ash content is still very high for all of the biochars produced, making it difficult to use neat as reductant in metallurgic industry. However, a mixture of woody biomass and seaweed to ease the pressure on terrestrial biomass resources can still be considered. To investigate further on this matter, trace analyses of the feedstock and the resulting biochars were performed. The ash components of the kelp and resulting biochar samples are presented in Fig. 3.

Chemical composition of the ash content. a kelp, b biochar
The main ash elements in seaweed are Na, K and Ca, as well as it has considerable amounts of Ca, Mg, and S. Water washing reduces almost all element concentrations apart from Ca and S. These two elements do not seem to decrease with acid wash either, but the concentrations of other elements are further reduced. The pyrolysis process concentrates the inorganics, as most of them are non-volatile; hence, all the concentrations increased in the biochar samples. The relatively high content of Ca, Na, and Mg in the biochars even after washing, can be attributed to the alginate content of the kelp. Alginate is present in the cell walls of brown algae as the calcium, magnesium, and sodium salts of alginic acid [19]. Since these elements are bound in the cell walls, they are not easily removed by washing. Another source of these elements are animal skeletons present on the kelp surface.
As the acid washing appears to be the most effective pretreatment method, the inorganic element contents of the biochar produced from acid-washed kelp (biochar3) was compared with a batch of after treated biochar produced from untreated kelp (biochar4). After treatment was suggested to investigate whether the washing is more efficient this way. It is expected that higher ash concentrations due to the concentration after pyrolysis may lead to higher washing efficiency. The two kelp biochar samples were also compared to a biocarbon material (charcoal) currently being employed in the metal industry [6] in Fig. 4.

Chemical composition of ash content of biochar from kelp compared to that of charcoal
It can be seen from Fig. 4 that Biochar4 had a relatively low content of inorganics as compared to the Biochar3, and it is confirmed that the washing is more efficient in this case. However, it is evident that neither of the investigated biochars has a quality that is close to the charcoal, which is presently used by the metal industry, which has a very low inorganic content. Here as well, the Ca and S dominated the ash elements. On the other hand, charcoal also has a dominant Ca content, which can make the seaweed biochar a promising candidate to cover part of the carbon need in metallurgy, where even low percentages can make a huge difference in avoidance of the terrestrial biomass need.
Although the after treated biochar had a relatively low inorganic content, washing the biochar product after pyrolysis of unwashed kelp resulted loss 74% of the mass due to difficult handling, filtering, and centrifuging caused by fines suspension. Figure 5 shows the wet biochar and suspended fines in the washing liquid after separation. Therefore, this option is not considered viable for practical reasons.

Washing of pyrolyzed (previously unwashed) kelp. a Washed biochar, b suspended fines in the liquid after washing indicated by the dark color of the liquid
µCT analyses of the kelp and biochar gave a good picture of the level of ash and could be used as a tool to improve the washing process. It could be observed that unwashed kelp had high ash content by looking at white patches indicative of the ash content within the material. Figures 6 and 7 display the µCT images for the three batches of kelp as well as their corresponding biochars. The grayscale represents the linear attenuation coefficient at each respective point in the 3D space, and the unit is 1/cm. The progressive reduction of the white parts (mostly at the surface of the kelp) from (a) to (c) represents the removal of inorganic constituents by the washing.

µCT images of kelp. a unwashed kelp. b water-washed kelp. c acid-washed kelp

µCT images of the biochar from the kelp batches displayed in Fig. 6. a Biochar of unwashed kelp. b Biochar of water-washed kelp. c Biochar of acid-washed kelp
It can be seen from Fig. 6 that pretreatment has a positive effect on the removal of ash or inorganic contents with acid treatment prior to water washing, hereby referred to as acid washing, the most efficient method. This positive effect was also observed for the biochar prepared from these pretreated kelp materials. This is evident in Fig. 7 below.
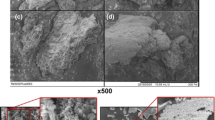
As mentioned earlier, scanning electron microscopy (SEM) was done to obtain information on the microstructure of kelp and their corresponding biochars, these are displayed by Figs. 8 and 9. The images showed the porous and fibrous nature of the biochar from seaweed. The porous nature of the seaweed biochar is comparable to that of other biochar materials. Aside revealing the porous nature of the seaweed biochar, the SEM images also showed the possible presence of colonies of Bryozoa within the kelp material, this was confirmed by the µCT images. Figure 10 shows a SEM and µCT image showing the presence of a Bryozoa colony.

SEM images of kelp showing the porous nature of the material

SEM images of biochar from kelp

A colony of Bryozoa within the microstructure of kelp. a µCT image, b SEM image
The Bryozoa species present on these kelp samples is most likely Membranipora Membranacea, due to its mesh-like appearance. The exoskeleton of these animals consists of Mg-containing calcite crystals [20], and high Ca and Mg values are also shown in the kelp and biochar analyses (Figs. 3 and 4). The results indicate that these Bryozoa are difficult to remove from the kelp surface with the investigated methods.
Raman spectroscopy results showed that biochar from kelp has a lower level of crystallinity than graphite and petroleum coke. This is shown in Fig. 11. Since the carbon structure is relevant for electrical conductivity, the structure of biochar from seaweed is here compared to the structure of a petroleum coke retrieved from an aluminum production plant where its electrical conductivity is crucial. Electrical conductivity is also relevant for ferroalloy production, as the process heat source comes from the flow of the electrical current through the coke bed. The lower level of crystallinity is indicated by the lower height of the peaks relative to the background. A curve fitting of the spectrograms by Gaussian peaks was done in the Fityk v1.3.1 software. The green dots are the data points from the Raman instrument, while the red curves are the gaussian peaks. The sum of these is represented by the yellow line, and shows a reasonably good fit given the limited data quality. G represents the “graphite” band peak (refined to 1602 cm−1), corresponding to a fully ordered carbon structure. D represents the primary “disordered” band peak (refined to 1348 cm−1). D3 represents an “amorphous” band peak (1500 cm−1) while D2 (1620 cm−1), D4 (1150 cm−1), and D5 (1265 cm−1) represent different types of disorders. According to the literature [21], the D/D1 peak also gives an indication of the ease with which the carbon material undergoes graphitization at the graphitization temperature. Figure 12 shows the scaling values for the peaks as a pie chart diagram. The ratio between the graphitic, disordered, and amorphous parts of the structure can be assessed from this. The graphitic G value is here rendered in green, while the various disordered D-peaks are rendered in shades of red and orange. The total disorder in the carbon is the sum of the D and D2 through D5 peaks.

Raman spectrographs of biocarbon materials with spectral band fitting. a Biochar from kelp pyrolyzed at 550 °C, b anisotropic petroleum coke as used for anode in aluminum production

Quantification of Raman bands from curve fitting. a Biochar from kelp pyrolyzed at 550 °C, b anisotropic petroleum coke as used for anode in aluminum production
The energy demand for the pre-processing, drying, and pyrolysis steps was estimated in order to facilitate the use of low-temperature surplus heat available in the metal industry. A moisture content \({f}_{moist}\) of 85% was assumed for all processing routes, even though it naturally varies with geography and harvesting season, and it is unknown how it is affected by washing. Similarly, 13 °C is used for all ambient temperatures.
In order for the energy results to comparable between the various processing routes, all values are scaled to the amount of carbon in the final biochar product, here denoted as kgC. This requires knowledge on product yield in each processing step, some of which must be estimated.
The first processing route includes only drying of seaweed, followed by pyrolysis. For this batch, the pyrolysis experiments indicated a char yield of 54.4%, of which 19.5% is carbon according to the elemental analysis. Thus,
An estimated total of 66.7 kWh/kgC is then required for the processing, of which 2.0 kWh/kgC can be recovered from the pyrolysis.
The second processing route is similar to the first, with the addition of washing the char after the pyrolysis step. The char yield for this batch was 54.7% and the carbon content of the char unchanged at 19.5%. A mass loss of 33.0% was reported from the char wash. Thus,
An estimated total of 99.0 kWh/kgC is then required for the processing, of which 3.0 kWh/kgC can be recovered from the pyrolysis.
In the third processing route, the kelp is washed using water prior to drying and pyrolysis. The loss of mass in this process is unknown, but it is assumed similar to the difference in fuel amount in the pyrolysis experiments at 31.7%. The char yield is somewhat lower than in previous cases at 40.7%, with slightly more gas being produced, but the carbon content is significantly higher at 36.7%. The amount of washed kelp required per produced carbon is thus
An estimated total of 47.4 kWh/kgC is then required for the processing, of which 2.1 kWh/kgC can be recovered from the pyrolysis. Using the assumed mass loss on washing, the required wet seaweed becomes 65.3 kgseaweed/kgfix.C. If this washing is done at 60 °C, an additional 33.6 kWh/kgC is required for water heating.
In the final route, the seaweed is treated with acid before water washing, followed by drying and pyrolysis. The same assumed mass loss in the washing step is used as previously. The char yield is somewhat lower than in previous cases at 36.1%, however, with more gas being produced. Also, the carbon content is significantly higher at 51.7%. The amount of washed kelp required per produced carbon is, thus,
An estimated total of 36.5 kWh/kgC is then required for the processing, of which 4.2 kWh/kgC can be recovered from the pyrolysis
Figure 13 below compares these energy demand estimations for the various processing routes: Only drying and pyrolysis (Unwashed), washing of char with water (Washed After Pyrolysis), washing with water before pyrolysis (Water washed), washing before pyrolysis with heated water (Water washed @60 °C), and washing with acid before pyrolysis (Acid washed).

Comparison of specific energy demand for the various processing routes
These results show how removing non-carbon material from the kelp prior to drying by washing proves beneficial, as less material needs processing for the same amount of carbon produced. Washing the char after pyrolysis does not have this benefit and increases the specific energy demand by increasing the required amount of dried seaweed. It is also shown that the amount of energy required for heated washing is comparable to the drying demand, while the amount recoverable from pyrolysis is not as significant.
Conclusions
Results show that water washing, and especially acid treatment help reduce the ash content of the produced char. However, there seems to remain some ash that needs to be removed to get to levels acceptable by the ferroalloy industry. It was also observed that the biochar that was acid treated, and water washed after the pyrolysis of unwashed kelp (Biochar4), showed the lowest levels of inorganics. However, it was decided not to consider this as a promising processing method due to the very high losses of carbon. The process likely to be considered for further studies is a combination of acid leaching followed by water washing. It is also suggested to increase the acid concentration to investigate whether it can improve the biochar or investigate limiting the inorganic content in the washing water. It was also observed that water washing at higher temperatures leads to faster reduction of ash contents, but that increasing the temperature of the washing water is energy demanding. Since the ash content of the resulting biochar in this work is still higher than allowed in industry, further research is recommended to investigate whether kelp biochar can replace part of the carbon need in these processes. As cultivated sugar kelp has 85–90% water content, it is expected that logistics can be costly, which is also an argument why only part of the carbon need is to be covered, but further feasibility studies are needed to confirm viability. Local processing using surplus heat from the industry itself could help reduce logistics costs, but the feasibility and costs of recovering this heat at large scale must also be studied. Large-scale cultivation might affect the local marine environment, and the sustainability studies must consider the specific cultivation sites for the kelp.
Microstructural analysis using SEM, µCT, and Raman spectroscopy gave indications to the microstructure of kelp and biochar from kelp. µCT analysis can be used as a tool to study the level of ash content reduction, since the distribution of the ash content can be seen as brighter patches within the microstructure. Kelp or biochar with higher ash contents showed more bright patches within the structure as compared to washed kelp and their corresponding biochar. SEM images showed that biochar from kelp is a very porous material comparable to other biocarbon materials and confirmed the presence of the animal skeletons on the kelp surface. Further investigations on kelp pretreatment should concentrate on removing those. Furthermore, Raman spectrographs depict that the carbon spectra of kelp biochar are comparable to other biocarbon materials such as charcoal. However, the carbon spectra for kelp biochar suggest a lower level of crystallinity than charcoal; therefore, studies to improve the crystallinity of biochar are suggested.
References
Figueres C, Rivett-Carnac T (2015) Paris agreement to the United Nations framework convention on climate change.
Hustad HM (2018) Tapping of FeSi furnaces. Available at https://ntnuopen.ntnu.no/ntnu-xmlui/handle/11250/2576504
Grjotheim K, Kvande H (1993) Introduction to aluminium electrolysis: understanding the Hall-Heroult process. Aluminium, Dusseldorf
Agostini A, Giuntoli J, Boulamanti A (2013) Carbon accounting of forest bioenergy Joint Research Centre of the European Commission, Ispra
Senanu S, Solheim A, (2021) Biocarbon in the Aluminium Industry: A Review. Light Metals, (2021). In: Perander L (ed) The Minerals, Metals & Materials Series. Springer International Publishing, Cham, pp 649–656
Monsen BE, Grønli M, Nygaard L, et al. (2001) The use of Biocarbon in Norwegian ferroalloy production. Available at https://www.pyrometallurgy.co.za/InfaconIX/268-Monsen.pdf
Surup GR, Trubetskaya A, Tangstad M (2020) Charcoal as an alternative reductant in ferroalloy production: a review. Processes, MDPI 5(5). Available at https://ntnuopen.ntnu.no/ntnu-xmlui/bitstream/handle/11250/2688200/processes-980589-done-revGRS.pdf?sequence=2
Johansen GL, Sund K, Kvisle S, et al. (2020) Biobasert Prosessindustri: Prosess21 Ekspertgrupperapport. 1–33.
Broch O, Ellingsen I, Forbord S et al (2013) Modelling the cultivation and bioremediation potential of the kelp Saccharina latissima in close proximity to an exposed salmon farm in Norway. Aquac Environ Interact 4(2):187–206. https://doi.org/10.3354/aei00080
Roberts DA, Paul NA, Dworjanyn SA et al (2015) Biochar from commercially cultivated seaweed for soil amelioration. Sci Rep 5(1):9665. https://doi.org/10.1038/srep09665
Forbord S, Matsson S, Brodahl GE et al (2020) Latitudinal, seasonal and depth-dependent variation in growth, chemical composition and biofouling of cultivated Saccharina latissima (Phaeophyceae) along the Norwegian coast. J Appl Phycol 32(4):2215–2232. https://doi.org/10.1007/s10811-020-02038-y
Broch OJ, Alver MO, Bekkby T et al (2019) The kelp cultivation potential in coastal and offshore regions of Norway. Front Mar Sci 5:529. https://doi.org/10.3389/fmars.2018.00529
Show K-Y, Lee D-J, Mujumdar AS (2015) Advances and challenges on algae harvesting and drying. Drying Technol 33(4):386–394. https://doi.org/10.1080/07373937.2014.948554
Reyes-Lúa A, Straus J, Skjervold VT et al (2021) A novel concept for sustainable food production utilizing low temperature industrial surplus heat. Sustainability 13(17):9786. https://doi.org/10.3390/su13179786
Mujumdar AS (2015) Handbook of industrial drying. CRC Press, Boca Raton
Nielsen CW, Holdt SL, Sloth JJ et al (2020) Reducing the high iodine content of Saccharina Latissima and improving the profile of other valuable compounds by water blanching. Foods 9(5):569. https://doi.org/10.3390/foods9050569
Jung K-W, Kim K, Jeong T-U et al (2016) Influence of pyrolysis temperature on characteristics and phosphate adsorption capability of biochar derived from waste-marine macroalgae (Undaria pinnatifida roots). Biores Technol 200:1024–1028. https://doi.org/10.1016/j.biortech.2015.10.016
Adams JMM, Turner LB, Toop TA et al (2020) Evaluation of pyrolysis chars derived from marine macroalgae silage as soil amendments. GCB Bioenergy 12(9):706–727. https://doi.org/10.1111/gcbb.12722
McHugh DJ (2003) A guide to the seaweed industry. Food and Agriculture Organization of the United Nations, Rome
Hall SR, Taylor PD, Davis SA et al (2002) Electron diffraction studies of the calcareous skeletons of bryozoans. J Inorg Biochem 88(3–4):410–419. https://doi.org/10.1016/S0162-0134(01)00359-2
Sadezky A, Muckenhuber H, Grothe H et al (2005) Raman microspectroscopy of soot and related carbonaceous materials: Spectral analysis and structural information. Carbon 43(8):1731–1742. https://doi.org/10.1016/j.carbon.2005.02.018
Acknowledgements
Financial support from the Research Council of Norway and the end-user partners of HighEFF (Centre for an Energy Efficient and Competitive Industry for the Future) through the Novel Emerging and Innovative Concepts is very much appreciated.
Funding
Open access funding provided by SINTEF.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare that they have no conflict of interests.
Additional information
The contributing editor for this article was Veena Sahajwalla.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Senanu, S., Sandquist, J., Skjermo, J. et al. Feasibility of Biochar from Seaweed for Ferroalloy Production. J. Sustain. Metall. (2024). https://doi.org/10.1007/s40831-024-00863-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40831-024-00863-w