
Abstract
The copper silicate ore chrysocolla forms a large potential copper resource, which has not yet been fully exploited, due to difficulties associated with its beneficiation by flotation and metallurgical processing. Direct acid leaching of chrysocolla causes silica gel formation. Therefore, in this work, the feasibility of solvometallurgical methods to leach copper from high-grade chrysocolla while avoiding issues with silica gel formation was assessed. Ammoniacal solvoleaching was performed with a solvent comprising the chelating extractant LIX 984 N or the acidic extractant Versatic acid 10 in an aliphatic diluent (ShellSol D70 or GTL Fluid G70), combined with a small volume of aqueous ammonia. In the three-phase system, aqueous ammonia dissolves copper from milled and sieved chrysocolla, while copper is simultaneously extracted to the organic phase, releasing ammonia that can be reused for further extraction. The best results were obtained with LIX 984 N as extractant: using a 50 vol% LIX 984 N solution, about 75% of copper could be extracted after 60 min of leaching at 25 °C. The stripping of copper from the pregnant leach solution was optimized. Quantitative stripping of copper was achieved with 1.89 M sulfuric acid and the final aqueous solution of copper sulfate had a concentration of 33 g L−1. Experiments in a leaching reactor (1 L) and small battery of mixer-settlers (3 stages, 35 and 143 mL effective volume in the mixer and the settler, respectively, per stage) were successfully conducted and allowed to recover copper with a purity of 99.9%. A conceptual flow sheet has been developed.
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Chrysocolla is a hydrated copper silicate mineral. Until the late 1960s, chrysocolla was considered to be a mixture of a crystalline copper silicate phase dispersed in an amorphous silica hydrogel. Later it was found that chrysocolla is a silicate mineral with formula Cu2–xAlx(H2–xSi2O5)(OH)4·nH2O (x < 1) [1,2,3,4]. This formula shows that copper can be replaced by aluminum. In many references, the simplified formula CuSiO3·2H2O is used. Chrysocolla is characteristic for the oxidation zone of porphyric copper deposits in a hot arid climate (e.g., Arizona, Peru, Chile), where chrysocolla occurs with other secondary copper minerals such as azurite, malachite, and cuprite [5]. It also appears in other types of copper deposits, for instance in sedimentary rocks (sandstones) such as the Timna copper deposit in Israel, where chrysocolla is the main copper ore [6]. Chrysocolla is a copper mineral in the Katanga Copperbelt of DR Congo [7].
Chrysocolla forms a large potential copper resource, which has not yet been fully exploited, due to difficulties associated with the beneficiation and metallurgical processing of chrysocolla copper ore [8]. Copper recovery from secondary copper minerals such as malachite, cuprite, and azurite is possible by conventional metallurgical processes, whereas processing of chrysocolla remains challenging. Separation of chrysocolla from gangue minerals by froth flotation is troublesome [9]. Chrysocolla interacts well with the sulfhydryl collectors commonly used for copper sulfide flotation, but floats only poorly or very slowly. Research efforts have been made to improve the flotation of chrysocolla [10,11,12,13,14]. Banza and Gock obtained covellite (CuS) and sodium silicate via mechanochemical reaction between chrysocolla and sodium sulfide [15]. These two reaction products could be separated by means of washing and filtration. Subsequently, copper could be recovered from covellite by conventional metallurgical processes. However, leaching of chrysocolla with acids (e.g., H2SO4) causes difficulties because of silica gel formation. Silica gel formation is not only problematic for filtration of the pregnant leachate, but it can also cause issues with crud formation in the subsequent solvent extraction step. An additional obstacle is that chrysocolla is often associated with large amounts of calcite and dolomite. The dissolution of these carbonate minerals consumes large volumes of acid. Therefore, leaching of copper from chrysocolla under alkaline conditions has also been explored [16,17,18]. Habashi and Dugdale proposed pre-heating (at 500–600 °C and inert atmosphere) prior to ammoniacal leaching for the recovery of copper from chrysocolla [19].
An alternative approach to recover copper from chrysocolla is via solvometallurgical processes. In solvometallurgy, the aqueous phases used in hydrometallurgy are for a large part replaced by organic solvents [20]. Solvometallurgy may offer some distinct advantages with respect to hydrometallurgical processes, for instance the possibility to deal with ores containing high amounts of easily soluble silica. Raghavan and Fuerstenau designed a solvometallurgical process (coined ‘lyometallurgical process’ by the authors) for extraction of copper from chrysocolla ore by leaching it with a kerosene solution containing the chelating extractant 5,8-diethyl-7-hydroxy-dodecan-6-oxime (LIX 63) [21]. LIX extractants have been widely employed for the recovery of copper in the copper mining industry. About 70 to 75% of the copper could be extracted from the chrysocolla using LIX 63 in kerosene, even with an ammonia level that was only about 1/4 of the stoichiometric quantity required to leach copper in normal aqueous-phase leaching systems. The authors stated that the major advantage of their solvometallurgical process is the consumption of smaller volumes of aqueous lixiviant compared to those consumed by direct leaching or by the solvent-in-pulp (SIP) method in which the aqueous leach pulp is contacted with the solvent (extractant + diluent) in a counter-current mode. However, the liquid-to-solid ratio in this study was very large. In a typical experiment, a sample of 3 g of the chrysocolla copper ore (containing 0.375 g Cu) was contacted with 1 to 5 mL of aqueous ammonia (25 wt%) and 270 mL of 5% LIX 63 dissolved in kerosene. No justification has been given for these large liquid-to-solid ratios; neither have experiments been conducted to reduce these large ratios. Likewise, no attempts were made to strip copper from the loaded organic phase.
In this paper, we describe a solvoleaching study of high-grade chrysocolla with an organic solvent, comprising the chelating extractant LIX 984 N or the acidic extractant Versatic Acid 10 with tert-amyl alcohol as modifier in an aliphatic diluent, in the presence of a small volume of aqueous ammonia. The developed process is not only selective for the recovery of copper from chrysocolla copper ore, but it is also efficient since the leaching and extraction are carried out in a single step. The stripping with sulfuric acid or copper sulfate generates a highly concentrated solution of copper sulfate that is suitable for electrowinning.
Experimental
Chemicals and Ore Samples
LIX 984 N is a BASF product (Ludwigshafen, Germany) and was diluted in Shellsol D70 or GTL Fluid G70 solvents from Shell Global Solutions (Amsterdam, The Netherlands). Versatic Acid 10 was obtained from Hexion Research Belgium (Louvain-la-Neuve, Belgium). Other chemicals included aqueous ammonia (25% Analar Normapur grade, VWR chemicals), tert-amyl alcohol (99%, Acros Organics), nitric acid (65% Proanalysis grade, Chem-Lab NV), and hydrochloric acid (37% Analar Normapur grade, VWR chemicals). High-grade chrysocolla samples originating from Mine de l'Étoile (Kalukuluku mine, Lubumbashi, Katanga DR Congo) were purchased from Rusch Mineralen (Wannperveen, The Netherlands).
Instrumentation
A benchtop total-reflection X-ray fluorescence (TXRF) spectrometer (Bruker S2 Picofox) was used to obtain a first estimation of the metal concentrations in solution. XRD diffractograms were recorded on a Bruker D2 Phaser X-ray powder diffractometer. The chemical characterization of the materials and the metal quantification after leaching and solvent extraction was carried out with inductively coupled plasma-optical emission spectroscopy (ICP-OES), using a PerkinElmer Avio500 spectrometer equipped with a Meinhard Low-Flow Nebulizer, baffled cyclonic spray chamber, 1.2 mm inner diameter alumina injector and PerkinElmer Hybrid XLT torch. All the pH measurements were performed using an S220 Seven Compact pH/Ion meter (Mettler-Toledo) and a Slimtrode (Hamilton) electrode.
Sample Preparation and Characterization
The chrysocolla samples were disc-milled and sieved. Two fractions were obtained: 1000–710 µm and < 710 µm. The > 710 µm fraction was further hand-milled (pestle + mortar) and added to the < 710 µm fraction. The milled and sieved sample was further sieved by 500 µm and 250 µm sieves. Ultimately, three fractions were obtained: (1) 1000–500 µm, (2) 500–250 µm and (3) < 250 µm. The leaching experiments were performed using the < 250 µm batch. All samples were digested using borate fusion and analyzed with ICP-OES. For the borate fusion, 0.3 g of sample was weighted in a crucible. Subsequently, 1.7 g of a mixture of lithium tetraborate (64 wt%) and lithium metaborate (36 wt%) flux was added and thoroughly mixed. Five drops of LiBr (1 g L−1) were added. The mixture was heated and rocked for 15 min at 1050 °C. Afterwards, the molten flux was poured into 80 mL of 5 wt% HNO3, stirred until it was completely dissolved and diluted to 100 mL with milliQ water. A sample of this solution was added to an Eppendorf tube (1 mL) for qualitative analysis with TXRF. An internal standard (Yb) was added and the solution was diluted to 1 mL with ethanol. 1 µL of the solution was spotted on a quartz glass carrier pre-treated with Serva silicone solution and analyzed by TXRF. The added amount of sample was chosen so that the final copper concentration was about 50 ppm. After estimating the elements present in the sample and their concentration, dilutions of 10, 100, and 1000 times were prepared and analyzed with ICP-OES. All measurements were performed in triplicate. The calibration curve for the ICP-OES analysis was constructed by fitting through the origin using standard solutions of the elements of interest prepared in a 1 M HNO3 solution at five different concentrations: 0.1, 0.4, 2, 10, and 40 mg L−1. For each measurement, calibration blanks and sample blanks were run. To verify the performance of the ICP-OES, a quality control (QC) sample was measured after the calibration solutions and after the sample series.
Leaching Tests
All experiments were carried out at 25 °C. In a typical leaching experiment, a 1 g sample was added to a vial, together with a magnetic stirring bar. The solvent (LIX 984 N or Versatic Acid 10 extractant, with or without tert-amyl alcohol, diluted in Shellsol D70 or GTL Fluid G70) was added to the vial. Aqueous ammonia (25 wt%) was added to the vial in a liquid-to-solid ratio of 0.5.
The final organic-to-aqueous-to-solid ratio (O/A/S) corresponded to 10/0.5/1, unless stated otherwise. The vial was closed and put on a magnetic stirrer and was stirred at 1000 rpm for a given time. The pulp density used corresponded to 25 ± 2 g L−1, unless stated otherwise. A sample of loaded extractant was either taken after centrifugation and decantation, in the case of multiple contact leachings, or after filtration, in the case of single contact leaching. Afterwards, an aliquot was taken and diluted accordingly for analysis with ICP-OES.
All experiments were done in triplicate and each sample within the triplicate was measured once. Standard deviations were calculated based on the measured values of this triplicate.
Multiple Contact Leaching Tests
After leaching the sample (as described for the single leaching tests), it was centrifuged for 2 min at 3000 rpm. A 500 µL sample of loaded extractant was taken for TXRF and ICP-OES measurements and the remainder of the organic phase was removed by decantation. 10 mL of Shellsol D70 was added, stirred, centrifuged (2 min, 3000 rpm), and decanted. To remove all extractants from the sample, this procedure was repeated two more times. To maximize copper leaching from the ore, new extractant was added and leaching was restarted. This procedure was repeated until the amount of leached copper was negligible.
Stripping Tests
1 mL of pregnant leach solution (PLS) from the mini-pilot experiments was shaken with 1 mL of 1.89 M H2SO4 during 1 h at 25 °C with an organic/aqueous volume ratio (O/A) of 1:1, unless stated otherwise. The phases were then separated and the aqueous phase was taken and diluted accordingly with 5 vol% HNO3 for analysis with ICP-OES.
Mini-Pilot Experiments: Leaching and Stripping in Mixer-Settlers
A sample of 60 g of the ore was placed in a 1 L leaching reactor. Subsequently, 600 mL of a solution containing 50 vol% LIX 984 N and 10 vol% tert-amyl alcohol in Shellsol D70 was added together with 30 mL of 25 wt% aqueous ammonia. The leaching reactor was closed and the mixture was stirred during 1 h at 25 °C, unless stated otherwise. Afterwards, samples were taken for analysis with ICP-OES. To evaluate the feasibility to carry out the stripping of copper in counter-current mode, a Rousselet mixer-settler model UX 1–1, consisting of three stripping units in polytetrafluoroethylene (PTFE), was used. Each mixer-settler stage is made of polytetrafluoroethylene (PTFE) and possesses an effective volume of 35 mL in the mixer and 143 mL in the settler. The settler is provided with a removable baffle and two coalescence plates also made of PTFE to accelerate the phase disengagement. A glass window at the end of the settling chamber allows checking the organic/aqueous volume ratio O/A in the settler. Two Masterflex L/S Cole-Parmer peristaltic pumps were used to pump the aqueous and organic phases. The PLS loaded with 28 g L−1 of copper was contacted in counter-current mode with the stripping agent, which consisted of 1.89 M H2SO4. The flow rates for both the organic and aqueous phases in the mixer-settlers during extraction and stripping were 1 mL min−1, while the mixing speed in the mixer chambers was 1000 rpm. The O/A ratio was kept at 1:1. During the operation of the mixer-settler, samples of both the aqueous and the organic phases were taken every hour. The aqueous phases and the stripping solutions of the organic phases were analyzed with ICP-OES.
Results and Discussion
Characterization of Chrysocolla Ore
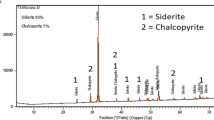
The experiments were carried out on high-grade chrysocolla samples from Mine de l'Étoile (Kalukuluku mine, Lubumbashi, Katanga DR Congo). The sample was analyzed by X-ray powder diffraction to qualitatively assess if it corresponded to high-grade chrysocolla. The major mineral phases were chrysocolla (most abundant phase), malachite, and talc, whereas goethite and quartz were present as minor phases. The chemical composition of the sample was determined using ICP-OES. The concentration of Cu found corresponded to (35.1 ± 1.2) wt%. In Table 1, the chemical composition of the high-grade chrysocolla sample is summarized. The composition of this material is in agreement with the values that have been reported in the literature for high-grade chrysocolla [1].
Leaching Tests
The lixiviant consisted of a small amount of aqueous ammonia (25 wt%) in combination of a solvent comprising an extractant and a diluent. As extractants, LIX 984 N and Versatic Acid 10 were tested. LIX 984 N is a 1:1 volume blend of 5-dodecylsalicylaldoxime (LIX 860-I) and 2-hydroxy-5-nonylacetophenone oxime (LIX 84-I) in a high flash point hydrocarbon diluent. Versatic Acid 10 is a mixture of isomers of a tertiary carboxylic acid with 10 carbon atoms. The diluent ShellSol D70 consists predominantly of C11–C14 paraffins and naphthenes, with a very low aromatic content. GTL Fluid G70 is a mixture of C8–C26 synthetic paraffins derived by a Fischer–Tropsch process from natural gas. For the mechanism of the extraction process, Raghavan and Fuerstenau proposed that the aqueous ammonia enters the pores and forms a liquid film around the particles [21]. The aqueous ammonia inside the pores reacts with the copper of the chrysocolla, forming the water-soluble tetramminecopper(II) complex [Cu(NH3)4]2+, with OH− counter ions. The [Cu(NH3)4]2+ complex diffuses out of the pores of the chrysocolla and reacts with two extractant molecules RH in the organic phase, forming a copper(II) complex CuR2 that is soluble in the organic phase, the OH− ions combining with the H+ ions of the extractants, forming water molecules. Ammonia is released and can diffuse back into the pores.
The leaching yield at a liquid-to-solid ratio of 10 was found to be strongly dependent on the concentration of LIX 984 extractant in the organic phase (Fig. 1). The LIX 984 N concentration in the ShellSol D70 diluent was varied between 5 and 70 vol%. The low leaching yield at low LIX 984 N concentrations indicates a saturation effect of the extraction. To ensure that two extractant molecules RH were available for each Cu(II) ion to form a complex CuR2, the minimum concentration of LIX 984 necessary for 100% extraction was calculated to be about 60 vol%. This is in agreement with the experimental data, which show that the extraction yield, as a function of the extractant concentration, levels off at concentrations in excess of 50 vol% extractant.

Influence of the LIX 984 concentration in ShellSol D70 diluent on the leaching yield of copper from chrysocolla with 25 wt% aqueous ammonia. Leaching time: 1 h, temperature: 25 °C, O/A/S = 10/0.5/1
Multiple Contact Leaching Tests
To further investigate the possibility of saturation of the organic phase, multiple contact leaching tests were performed. In this case, the chrysocolla sample was contacted several times with a fresh batch of organic phase until the leaching of copper became negligible. The copper content in each organic phase was determined. A first series of experiments was carried out with 5 vol% LIX 984 N (Fig. 2). After the first leaching step (14% yield), the leaching yield for the next contact immediately dropped to about 8% for each of the next contacts. From the 7th contact on, the yield dropped even further. The yield kept declining with each consecutive step. A total of 10 contacts was carried out. The multiple contact leaching experiments were repeated for solvents containing 30 and 40 vol% of LIX 984 N in ShellSol D70. For the leaching with the 30 vol% LIX 984 solution, after the first leaching (48.4% yield), the yield immediately dropped drastically for the next contacts (10.3% for contact 2 and 6.3% for contact 3). The total copper leaching yield was 65% after 3 contacts. It appeared as if the sample underwent some passivation during the leaching or washing steps. A possible explanation is that some organic phase might intrude the pores of the sample and inhibit the aqueous phase from leaching the copper. Similar observations were made for leaching with the 40 vol% LIX 984 N lixiviant. The total copper leaching yield was 83% after two contacts. These results show that a single leaching step with a higher concentration of LIX 984 N is more efficient, since the yield significantly decreased after one contact. In none of the leaching experiments, formation of silica gel was observed.

Effect of multiple leaching contacts on the leaching yield of copper from chrysocolla. Leaching time: 30 min, temperature: 25 °C, 5 vol% LIX 984 N in ShellSol D70 with 25 wt% aqueous ammonia, O/A/S = 10/0.5/1
The rate of the leaching process was investigated for a 50 vol% LIX 984 N solution (Fig. 3). After 40 min, the increase in leaching yield was negligible. The total yield after 72 h of leaching was 88%. No noticeable difference could be observed between 40 min of leaching and 60 min of leaching. Diluent GTL Fluid G70 was investigated as a possible alternative to diluent ShellSol D70. This experiment showed that there are no significant differences in leaching yield for the two diluents. For a leaching time of 60 min, a temperature of 25 °C, a liquid-to-solid ratio of 10, and 50 vol% of LIX 984, the leaching yield for ShellSol D70 was (83.0 ± 2.7)%, whereas the leaching yield for GTL Fluid G70 was (84.9 ± 4.5)%.

Leaching rate of copper from chrysocolla with 50 vol% LIX 984 in ShellSol D70 diluent with 25 wt% aqueous ammonia. Temperature: 25 °C, O/A/S = 10/0.5/1
In order to compare the results with those obtained for LIX 984, the leaching of copper from chrysocolla was also tested with Versatic Acid 10 as lixiviant in ShellSol D70 diluent. First, a concentration of 17 vol% of Versatic Acid 10 was selected, considering that the molarity of 17 vol% Versatic Acid 10 is equal to the extractant molarity of 50 vol% LIX 984 N. However, the leaching yield was low (16%). Therefore, also a 50 vol% Versatic Acid 10 solution was tested as lixiviant. Although the leaching efficiency was higher (31%), it was still significantly lower than the results obtained with 50 vol% LIX 984 N (83% yield). For this reason, no more experiments were carried out with Versatic Acid 10.
Stripping Tests and Selection of Modifier
After leaching, the PLS in ShellSol D70 was contacted with a solution of H2SO4 to strip the copper and generate a strip product of copper sulfate in an aqueous solution, which could be further treated by electrowinning. Different concentrations of H2SO4 between 0.5 and 3.0 M were assessed, but in all cases a third phase appeared (Fig. 4). A third phase is an unwanted stable emulsion that is formed at the interface between an organic and an aqueous phase. It is undesired because (1) it can affect the recovery of the desired metals (the target metal can be trapped in the emulsion), (2) it can threaten the operation of the solvent extraction in continuous mode using mixer-settlers due to undesired phase entrainment and blockages, and (3) it disturbs the waste treatment and the recovery of the solvents for recycling. Third phase can be caused by the presence of a surfactant in the system or a fine solid that can react with the different components of the organic phase, forming the so-called pickering emulsions. These emulsions are stabilized by solids that locate at the oil–water interface. This problem is usually solved by the introduction of a modifier, which generates a change in polarity in one of the phases and, hence, avoids the formation of stable emulsions. For example, the addition of an alcohol or other polar solvents may, in this case, withdraw the surfactant from the organic phase.

Third-phase formation during stripping of Cu with H2SO4 from the PLS
With the aim to generate a change in polarity and to assess if it was feasible to break the stable emulsion, tri-n-butyl phosphate (TBP), 1-decanol, or tert-amyl alcohol were added to the organic phase at a concentration of 10 vol%. The modifiers were tested in both ShellSol D70 and GTL Fluid G70. The conditions for leaching and stripping were exactly the same as the ones previously used. The results are summarized in Table 2.
The addition of 10 vol% TBP eliminated the formation of a third phase. Under these conditions, the copper leaching yield corresponded to only (32.0 ± 1.0)%, whereas the percentage of stripping was (89.0 ± 1.0)%. This indicates that, although the addition of TBP avoids the third-phase formation, it cannot be used as a modifier, because it drastically curtails the copper leaching yield. Addition of tert-amyl alcohol to the organic phase, when using ShellSol D70 as diluent, prevented the formation of a third phase, although the leaching yield was slightly lower. Furthermore, this compound had a positive influence on the percentage of stripping (i.e., boosting it to 93%). For both diluents, the percentage of stripping increased from 74 to 93% when adding the modifier. In the case of GTL Fluid G70, the copper leaching yield decreased to 60% when using tert-amyl alcohol. The addition of 1-decanol not only reduced the copper leaching yield in both solvents, but did not solve the problem of the third phase either. The addition of TBP indeed avoided the formation of a third phase, but decreased the leaching yield in both solvents. Due to the advantages of the addition of tert-amyl alcohol (limited reduction in Cu leaching efficiency compared to the pure solvent and suppression of third-phase formation), this compound was selected as modifier and included in all further experiments, in combination with ShellSol D70. GTL Fluid G70 could be used as replacement for ShellSol D70, although its mixture with tert-amyl alcohol gave somewhat lower Cu leaching yield. On the other hand, GTL Fluid G70 shows a good biodegradability [20].
The next parameter that was optimized was the amount of tert-amyl alcohol that needed to be added to the system. The concentration of the modifier was gradually varied from 1 to 10 vol% to evaluate when third-phase formation was avoided and what the influence on the leaching and stripping percentages was. The results are summarized in Table 3. The concentration of tert-amyl alcohol did not significantly influence the copper leaching yield for the studied range of 1 to 10 vol%. However, increasing the concentration of tert-amyl alcohol enhanced the copper stripping yield and avoided the formation of a third phase. For these reasons, tert-amyl alcohol 10 vol% was selected as the optimal concentration of modifier in the organic phase during the solvoleaching of copper from high-grade chrysocolla.
Once the leaching procedure was fully optimized, the stripping of copper from the PLS was studied. The first parameter to be investigated was the influence of the H2SO4 concentration on the stripping of copper. The H2SO4 concentration was varied between 0 and 3 M. From the results presented in Fig. 5, it can be seen that using a concentration of 1.5 M H2SO4 already resulted in a stripping yield in excess of 90%. Using a single contact with 3 M H2SO4 gives almost quantitative stripping. Since a concentration of about 1.89 M (185 g/L) H2SO4 is used in industry to strip copper from organic extractants and for electrowinning of copper, this concentration was chosen as optimal for further experiments [8].

Percentage stripping of copper at different H2SO4 concentrations
McCabe–Thiele Diagram
The McCabe–Thiele diagram is a graphical method that allows to estimate the number of stages that are required to carry out the separation of a metal in a counter-current solvent extraction process. The McCabe–Thiele diagram for the stripping of copper was constructed by varying the O/A volume ratio during the stripping while keeping all the other parameters constant. From Fig. 6 it can be seen that, for an O/A ratio of 1, approximately 2 counter-current stages would be needed for the full stripping of copper from the pregnant leach solution. The contact time was also optimized to determine the residence time that was required in the mixing chambers of the mixer-settler. 90% of copper was stripped after a contact time of 2 min. This value increased to 95% for a contact time of 5 min, after which the stripping percentage remained constant. Therefore, 5 min was selected as the optimum contact time for stripping.

McCabe–Thiele diagram for the stripping of copper from a pregnant leach solution containing 30.8 g L−1 Cu in a solution of 50 vol% LIX 984 N and 10 vol% tert-amyl alcohol in Shellsol D70. The A/O ratio was varied between 5/1 and 1/5. The concentration of H2SO4 corresponded to 1.89 M
Mixer-Settlers Experiment
Taking into account this information, a mixer-settler experiment was subsequently carried out. The goal of this experiment was to evaluate the behavior of the stripping process in continuous mode and to check if any further problems may be encountered, such as third-phase formation inside the mixer-settler, phase inversion, or precipitation. To carry out this experiment, 3 L of PLS containing 28 g L−1 Cu was prepared. The mixer-settler was operated for 5 h during the first day and then stopped and continued for an additional 7 h during the following day. In order to prolong the experiment and avoid the rapid consumption of the available PLS (3 L), a volumetric flow of 1 mL min−1 was chosen for each one of the phases. In principle, volumetric flows of maximum 3.5 mL min−1 for each phase could be used. This would allow to have 5 min of residence time in the mixer.
From Figs. 7 and 8 it can be observed that two stages of stripping allowed a stripping yield of 98% while three stages were necessary for quantitative stripping (> 99%). Equilibrium was reached after a mixer-settler operation of 3 h when the concentration of Cu in the aqueous phase remained constant (33 g L−1); during the operation of the mixer-settlers no further problems were encountered. With this experiment it was demonstrated that the leaching and the stripping steps are compatible. Nevertheless, there are still some aspects that could be further optimized during stripping in continuous mode: for example, higher flow rates can be employed to assure higher throughputs (under the actual conditions the residence time in the mixer is 17 min but according to the batch experiments it can be as low as 5 min) and higher O/A ratios can allow to obtain a higher concentration of copper in the aqueous phase, which is usually desirable for electrowinning.

Stripping yield of copper in the mixer-settler as a function of time. Stripping solution: 1.89 M H2SO4, mixing speed: 1000 rpm, organic and aqueous flows: 1 mL min−1. Initial copper concentration: 28 g L−1, A/O = 1

Concentration of copper in the organic phase in each one of the stages of the mixer-settler after 7 h of equilibration during the second day
When solvent extraction (stripping) and electrowinning are integrated in a process, it is a common practice in industry to carry out the stripping of the metal of interest using the spent solution from the electrowinning that is already loaded with some metal [8]. In the particular case of copper, the stripping solution is usually already loaded with 25–30 g L−1 of Cu. Ideally, the aqueous solution that comes from the stripping step and enters the electrowinning rig should contain about 50 g L−1 of Cu. Considering these reasons, a PLS containing 29 g L−1 Cu was stripped with a preloaded stripping solution containing 36 g L−1. Different O/A ratios were tested in order to increase the concentration of the final product. The results are reported in Table 4. These results corroborate that it is perfectly feasible to achieve concentrations higher than 50 g L−1 in the aqueous phase, which is in agreement with the requirements for electrowinning of copper.
Conceptual Flow Sheet
On the basis of the previous experiments, a conceptual flow sheet can be presented for the recovery of copper from high-grade chrysocolla by ammoniacal solvoleaching with LIX 984 in ShellSol D70 (leaching + extraction + stripping) (Fig. 9). ShellSol D70 could be replaced by GTL Fluid G70. In a first step, the chrysocolla is milled and sieved to a particle size smaller than 250 μm. The solid is leached at smooth conditions using a mixture of an organic solution containing 50 vol% LIX 984 and 10 vol% tert-amyl alcohol in ShellSol D70 and a small amount of 25 wt% aqueous ammonia, in an organic/aqueous/solid ratio of 10/0.5/1 at 25 °C for 1 h, in a reactor with stirring. The PLS containing 34 g L−1 Cu is recovered through filtration and then fed into a mixer-settler for stripping with H2SO4. Ultimately, an aqueous solution of 33 g L−1 Cu, with a Cu purity of 99.9% was obtained. This solution could be directly used as the feed stream for the electrowinning of copper.

Flow sheet for the recovery of copper from high-grade chrysocolla using solvoleaching and solvent extraction
Conclusions
Copper could be efficiently recovered from high-grade chrysocolla ore by a lixiviant comprising a small amount of aqueous ammonia and an organic solvent phase composed of the extractant LIX 984 N, the modifier tert-amyl alcohol in the diluents ShellSol D70 or GTL Fluid G70. This solvometallurgical process is similar to ammoniacal leaching, followed by solvent extraction, but with the difference that leaching and solvent extraction are combined in one unit operation. This can be considered as process intensification. The consumption of aqueous ammonia is much lower than the stoichiometric amount because aqueous ammonia merely acts as a catalyst to dissolve copper from the chrysocolla ore and to transfer it to the organic phase. The process was successfully carried out in a mini-pilot scale setup using a 1 L leaching reactor and a small battery of mixer-settlers composed of 3 stages. Ammoniacal leaching offers several advantages over leaching with acids: (1) no issues with silica gel formation; (2) selective dissolution of copper without codissolution of iron; (3) no dissolution of calcite, dolomite, or other carbonates; (4) ammonia can be considered as a green chemical, with a limited environmental impact. Although organic solvents are being used in the process, the aliphatic diluents ShellSol D70 or GTL Fluid G70 have a low toxicity. Moreover, GTL Fluid G70 has the advantage of showing a good biodegradability [20].
References
Anthony JW, Bideaux RA, Bladh KW, Nichols MC (eds) (2017) Handbook of Mineralogy, Mineralogical Society of America, Chantilly, VA 20151–1110, USA. http://www.handbookofmineralogy.org/
Frost RL, Xi Y (2013) Is chrysocolla (Cu, Al)2H2Si2O5(OH)4·H2O related to spertiniite Cu(OH)2)?- a vibrational spectroscopic study. Vib Spectrosc 64:33–38. https://doi.org/10.1016/j.vibspec.2012.10.001
Frost RL, Xi Y, Wood BJ (2012) Thermogravimetric analysis, PXRD, EDX and XPS study of chrysocolla (Cu, Al)2H2Si2O5(OH)4.nH2O-structural implications. Thermochim Acta 545:157–162. https://doi.org/10.1016/j.tca.2012.07.011
Kelm U, Sanhueza V, Madejova J et al (2001) Evaluation of identification methods for chrysocolla—a Cu-smectite-like hydrous silicate: implications for heap-leaching extraction of copper. Geol Carpath 52:111–121
Berger B, Ayuso R, Wynn J, Seal R (2008) Preliminary model of porphyry copper deposits. US Geol Surv Open-File Rep 2008–1321:1–55
Bartura Y, Würzburger U (1974) The Timna copper deposit. Annales de la Société géologique de Belgique—Special Issue: Gisements stratiformes et provinces cuprifères—Centenaire de la Société Géologique de Belgique 277–285
El Desouky HA, Muchez P, Boyce AJ et al (2010) Genesis of sediment-hosted stratiform copper-cobalt mineralization at Luiswishi and Kamoto, Katanga Copperbelt (Democratic Republic of Congo). Miner Deposita 45:735–763. https://doi.org/10.1007/s00126-010-0298-3
Schlesinger M, King M, Sole K, Davenport W (2011) Extractive metallurgy of copper. Elsevier, Amsterdam
Laskowski J, Fuerstenau D, Gonzalez G, Urbina R (1985) Studies on the flotation of chrysocolla. Miner Process Extr Metall Rev 2:135–155. https://doi.org/10.1080/08827508508952603
Aplan F, Fuerstenau D (1984) The flotation of chrysocolla by mercaptan. Int J Miner Process 13:105–115. https://doi.org/10.1016/0301-7516(84)90014-0
Barbaro M, Urbina R, Cozza C et al (1997) Flotation of oxidized minerals of copper using a new synthetic chelating reagent as collector. Int J Miner Process 50:275–287. https://doi.org/10.1016/S0301-7516(97)00045-8
Hope GA, Buckley AN, Parker GK et al (2012) The interaction of n-octanohydroxamate with chrysocolla and oxide copper surfaces. Miner Eng 36–38:2–11. https://doi.org/10.1016/j.mineng.2012.01.013
Hope GA, Numprasanthai A, Buckley AN et al (2012) Bench-scale flotation of chrysocolla with n-octanohydroxamate. Miner Eng 36–38:12–20. https://doi.org/10.1016/j.mineng.2012.02.002
Jiang D, Lan J, Zhao W et al (2017) Activation of chrysocolla flotation by organic chelating agents. RSC Adv 7:35608–35612. https://doi.org/10.1039/c7ra05239a
Banza A, Gock E (2003) Mechanochemical processing of chrysocolla with sodium sulphide. Miner Eng 16:1349–1354. https://doi.org/10.1016/j.mineng.2003.08.010
Tanda BC, Eksteen JJ, Oraby EA (2017) An investigation into the leaching behaviour of copper oxide minerals in aqueous alkaline glycine solutions. Hydrometallurgy 167:153–162. https://doi.org/10.1016/j.hydromet.2016.11.011
Mena M, Olson F (1985) Leaching of chrysocolla with ammonia-ammonium carbonate solutions. Metall Trans B 16:441–448. https://doi.org/10.1007/BF02654842
Raghavan S, Gajam S (1986) Application of an enlarging pore model for the ammoniacal leaching of chrysocolla. Hydrometallurgy 16:271–281. https://doi.org/10.1016/0304-386X(86)90003-4
Habashi F, Dugdale R (1973) Leaching studies on chrysocolla. Trans Soc Min Eng AIME 254:98–102
Binnemans K, Jones PT (2017) Solvometallurgy: an emerging branch of extractive metallurgy. J Sustain Metall 3:570–600. https://doi.org/10.1007/s40831-017-0128-2
Raghavan S, Fuerstenau D (1993) A lyometallurgical process for leaching copper from chrysocolla. In: Hiskey, JB and Warren, GW (ed) Hydrometallurgy: fundamentals, technology and innovations. Proceedings of the 4th International Symposium on Hydrometallurgy (Salt Lake City, Utah, 1993), pp. 283–297
Acknowledgements
The authors acknowledge KU Leuven (project C32/17/011) for financial support. The research leading to these results received funding from the European Research Council (ERC) under the European Union’s Horizon 2020 Research and Innovation Programme: Grant Agreement 694078—Solvometallurgy for critical metals (SOLCRIMET). The authors wish to thank Rene Wiersma (Shell Global Solutions Int. B.V., Amsterdam, The Netherlands) for providing samples of the diluents and for scientific discussions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
The contributing editor for this article was U. Pal.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gijsemans, L., Roosen, J., Riaño, S. et al. Ammoniacal Solvoleaching of Copper from High-Grade Chrysocolla. J. Sustain. Metall. 6, 589–598 (2020). https://doi.org/10.1007/s40831-020-00294-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-020-00294-3