
Abstract
The present study proposes three distinct processes to recycle rare earth elements (REE) from two low-grade secondary resources: REE-containing mine tailings and ferrous scrap from shredded waste of electrical and electronic equipment (WEEE). The first developed process extracts both REE and phosphorus from the apatite mineral contained within the mine tailings by way of acidic leaching, followed by cryogenic crystallization and solvent extraction to purify both the REE and P products. This process successfully recovers 70–100% of the REE from the apatite and over 99% of its P. The second developed process is a low-cost, efficient method to recover Nd from the ferrous scrap of shredded WEEE. This is achieved by a water corrosion step followed by acidic leaching and precipitation. The overall Nd recovery of this approach is over 90%. The final process recovers both the Nd and the Fe from the shredded WEEE scrap. This is done by smelting the shredded WEEE scrap prior to leaching to produce metallic Fe- and a Nd-rich slag. The recovery rates of both Nd and Fe are over 90% and minimal waste is produced; however, the energy consumption is considerable.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The 2010 and 2014 reports on the EU most-critical raw materials [1, 2] have shown that the rare earth elements (REEs) have the highest supply risk among all critical materials. These 17 elements (15 lanthanides, Y, and Sc) have great importance in modern day technology, with applications in the fields of electronics [e.g., capacitors (La), flat screen displays (Y, Eu, and Tb), and high-strength permanent magnets (Nd, Pr, Dy and Sm)], chemical industry [e.g., catalysts (Ce, La and Nd)], and green energy [e.g., batteries (La) and windmills (Nd, Dy, Pr)].
The supply risk of REEs originates from a lack of domestic production in Europe, due to the absence of easily exploitable high-grade deposits [3] and the environmental impact [4] that is associated with traditional REE mining and refining. This has resulted in a dependency on imports from China to meet the EU’s REE demand. However, due to the instability of the REE market [5], the EU is now considering methods to secure a domestic supply of REE to act as a buffer to market fluctuations and to partially alleviate its dependency on Chinese REE imports. One of the methods that is being considered is the recycling of REE-containing waste streams.
Initial steps have already been taken, and technologies to recycle some specific REE waste streams have been successfully developed (e.g., lamp phosphors [6] and scrap magnets [7]). However, these streams, while having a high REE content, represent only a small fraction of the REEs present in the waste material. They also need to be collected separately and dismantled, which leads to complicated logistics and additional costs. Other, more voluminous waste streams need to be considered for recycling in order to recover a sufficient amount of REEs for the EU.
The REEcover project [8] was started to evaluate the potential of two high-volume REE-containing waste streams: iron ore mine tailings from the Luossavaara-Kiirunavaara Aktiebolag (LKAB) [9] mine in Kiruna, Sweden, and shredded Waste Electrical and Electronic Equipment (WEEE) from INDUMETAL RECYCLING, Spain [10]. The present study will explore and characterize these two potential waste streams, as well as show several processes that were developed during the REEcover project to recycle these waste streams and recover the REE present within them.
The process developed to recycle the mine tailings is based on the Norsk Hydro process [11] and aims to recover both the REEs and the phosphorous, also a critical raw material, contained within the tailings. The developed process uses HNO3 to dissolve the tailings and produce a solution of impure H3PO4 and dissolved REE. This solution is then processed with solvent extraction to produce high-grade H3PO4 and REEs.
Two different processes were developed for the shredded WEEE: a hydrometallurgical approach and a hydrometallurgical approach combined with pyrometallurgical preprocessing. The hydrometallurgical process is based on previous magnet recycling research, where magnet scrap is first roasted and then leached to selectively dissolve the REEs [12]. However, in our proposed process, instead of roasting, water-based corrosion is used to oxidize the iron fraction of the WEEE, in order to save energy and minimize environmental impact. After oxidation, the material is leached with diluted H2SO4 to extract the REEs, followed by a precipitation treatment with Na2SO4 to recover the REEs as double sulfates.
The pyro-hydrometallurgical process was developed to preserve the metallic iron within the scrap. This process was designed in collaboration with our project partners at the Norwegian University of Science and Technology (NTNU) for the pyrometallurgical preprocessing and with Elemetal, Netherlands, for the solvent extraction as part of the hydrometallurgical processing. It uses the extremely high oxygen affinity of the REEs to separate them from Fe, without oxidizing the Fe. By using an iron bath, all elements less noble than Fe are oxidized and transferred to the slag, while Fe and the more noble elements form a metallic alloy. The produced slags are then leached using HNO3 to extract the REEs, followed by solvent extraction with D2EPHA to extract the REEs from the leach liquor. Finally, the REEs are recovered as oxalates from the solvent extraction strip liquor using precipitation.
Characterization of the Waste Streams
Mine Tailings
Exploration of the tailings pond at LKAB, Sweden has shown the presence of REE minerals in the tailings. With a REE concentration of 1200–1500 ppm and an annual tailings production of 8 Mtons, the LKAB iron ore mine has the potential of producing 15 ktons of REEs per year, without considering the 50–100 Mtons of tailings already present in the tailings pond. This makes this waste stream one of the largest potential REE resources in Europe.
The REEs in the tailings have been traced to two minerals: monazite and apatite. Monazite is REE phosphate, REE(PO4), and is one of the primary ores from which REEs are extracted in primary metallurgical industry [13]. It is primarily known for its high content of light REEs (e.g., Ce and La). However, its concentration in the tailings is quite low, approx. 2100 ppm. Apatite is a Ca-based phosphate mineral, Ca5(PO4)3F, which has also been reported to carry REE. However, unlike monazite, which is a REE-based mineral, the apatite only contains trace amounts of REEs. Because REEs have similar properties to Ca, it is possible for REE atoms to occasionally displace a Ca atom from an apatite lattice site, which results in the apatite mineral to contain trace amounts of REEs [14]; this is denoted as (Ca,REE)5(PO4)3F. Apatite represents approximately 6 wt% of the tailings.
These minerals are both phosphates and they can be up-concentrated from the tailings by means of flotation. Our REEcover project partners at Luleå University of Technology (LTU) have performed the necessary flotation trials [15] in order to produce an upgraded concentrate of apatite and monazite suitable for recycling and recovery. The chemical composition of this upgraded concentrate of the tailings is shown in Table 1. Based on the chemical composition and x-ray diffraction (XRD) analysis, the main component of the upgraded concentrate is identified as apatite, specifically Ca5(PO4)3F, at a fraction of 80 wt%. Calcite, dolomite, quartz, and magnetite were also detected in minor amounts. The monazite is estimated to have a REE concentration between 4000 and 5000 ppm [16].
Shredded WEEE
When evaluating a general WEEE stream, the main REE component that can be traced consists of REE magnet particles such as NdFeB and SmCo. The NdFeB magnets are the most common, and they represent the main REE component that is found in the WEEE stream of INDUMETAL, Spain. As these particles are obviously ferromagnetic, they segregate to the ferrous fraction of a WEEE shredder. Evaluation of all shredded fractions of INDUMETAL’s shredder [17] shows that 83% of the REEs are present in its ferrous fraction, with the other 17% distributed over various fine and dust fractions. As such the ferrous shredder fraction serves as the most promising fraction for REE recycling as it is rich in REEs as well as poor in other valuable elements, such as Cu, compared to other scrap fractions.
However, as the magnet particles are physically attached to the steel pieces, their recovery is challenging. As such, a prior demagnetization of the ferrous WEEE is required to achieve the necessary separation during physical upgrading. Demagnetization is achieved by heating the ferrous WEEE to 500 °C for 1 h. After thermal demagnetization, the materials were ground and sieved. NdFeB magnets are brittle, and thus they break easily, and the fragments are contained in the fine fractions of the sieving operation. Demagnetization and upgrading were done by our partners at LTU [17] to produce a ready-to-use input material with a particle size of less than 75 µm, required for metallurgical REE recovery. The elemental concentrations of the input material are given in Table 2.
Hydrometallurgical Processing of an Upgraded Apatite Concentrate
In order to successfully recycle the mine tailings, all its components must be considered, not just the REEs. Since the primary mineral of the upgraded concentrate is apatite, which is one of the main resources of phosphorous, a process was developed that has its roots in H3PO4 production. The Norsk Hydro HNO3 process serves as the inspiration for this recycling process, as traditional H3PO4 production processes using H2SO4 leaching are not effective due to REE losses to the CaSO4 waste stream [18].
The developed process to recover REEs from the upgraded apatite-rich concentrate follows the flowsheet shown in Fig. 1. The three step process is designed to recover both the phosphorous and the REE present within the concentrate through a sequence of acid leaching, Ca crystallization and solvent extraction.

Proposed recycling flowsheet for the Kiruna mine tailings. The process steps highlighted by the dashed box are the focus of this study
The first part of the process is the acid leaching, where the apatite concentrate is digested in a 65 wt% HNO3 solution. The leaching process was performed in a 1 L glass leaching tank equipped with an overhead paddle stirrer. The process is run at 60–70 °C for 6 h and a liquid/solid (L/S) ratio of 2 is used to maximize the amount of Ca recovered in the cryogenic crystallization step of the process.
There are two main reactions taking place during the acid leaching process: the apatite reacts with HNO3 via
Note that since the REEs in the apatite are only present in trace amounts (x ≪ 1), they do not influence the stoichiometry of the reaction.
The monazite reaction is
These reactions yield a leach liquor which is a solution of H3PO4 and dissolved Ca and REE, as well as some other impurities, as nitrates.
Under these process conditions 98% of the apatite concentrate is dissolved, resulting in a near total (> 99%) phosphorous recovery, in the form of H3PO4. The REE recovery is not high, with a total combined REE recovery ratio of only 43%. The recovery ratio is defined as
with mREEleach the mass of REE leached into the leach liquor and mREEConcentrate the mass of the REE present in the concentrate before leaching. Analysis of the limited amount of residue after leaching shows that monazite hardly dissolves, which is one of the reasons for the low REE recovery. However, when the total REE recovery is broken down into the recovery ratios of the individual REE (see Table 3), it can be seen that the heavier and more valuable REEs (Y, Dy, Er, …) have a much higher recovery ratio (70–100%) than the lighter REEs (Ce, La, …), which have recovery ratios of 26–47%.
The difference in recovery ratios between the heavy and light REEs is due to the nature of the REE-bearing minerals in the apatite concentrate. Whereas the light REEs are associated primarily with monazite, the heavier REEs are associated with apatite where they are present as trace elements. Monazite resists dissolution under the given leaching conditions [16], which translates to low recovery ratios for the lighter REEs. However, the heavier REEs codissolve with the apatite, which under the given leaching conditions fully dissolves.
It should be noted that a large excess (over 50%) of acid is required to achieve these high extraction ratios for the heavy REE. REE have a high affinity toward PO43− and will form insoluble phosphates according to
Thus, the pH of the leach solution must be low enough to suppress the dissociation of the formed H3PO4 that is formed due to the dissolution of the apatite, hence a large excess of HNO3 is required during the leaching process.
Finally consideration must be given to the treatment of the residue of the leaching step. This residue contains the undissolved monazite (approx. 10 wt% of the residue), with its associated light REEs, and a mixture of insoluble silicates and aluminates. Currently the light REE have a lower demand than the heavier ones, but as the REE market is still unpredictable this residue’s value should not be dismissed. If properly stockpiled, this residue can lead to a future high-grade light REE resource.
The second part of the process is the cryogenic crystallization, which removes the majority of the Ca from the pregnant leach liquor as Ca(NO3)2. Ca is the main impurity element in the system and must be removed from both the H3PO4 and the REEs. This is done by cooling the solution to a temperature between − 5 and − 10 °C, which causes the Ca(NO3)2 to crystallize. A small amount of seed crystals are required to initiate the crystallization, removing 65% of the Ca from the pregnant leach solution in 24 h. Analysis of the formed crystals shows that the crystals only contain minimal traces of P and are free of REEs. Ca(NO3)2 is a useful byproduct that has uses in fertilizers, waste water treatment and cooling brines [19].
The final step of this process is the solvent extraction, in which the REEs are recovered from the H3PO4 solution. This has the additional benefit of purifying the H3PO4 solution, yielding another valuable product stream. The organic phase of the solvent extraction uses P350, CH3P(O)(OC8H17)2, as an extractant and kerosene as the solvent [20]. The solvent extraction presented in this paper is still in development and the results shown here serve as a proof of concept. In order to show the robustness of the method, the solvent extraction was performed on the leach liquor before the cryogenic Ca removal.
The extraction reaction between the REEs and P350 is
where the REEs react with P350 and NO3− in a 1:3 ratio.
In order to successfully extract the REE, the H3PO4 leach liquor is first neutralized with NH4OH to a pH of 0.4 and mixed with KNO3 as a salting agent. NH4OH was utilized as neutralization agent, as this is the one used by Norsk Hydro [11] during the production of NPK fertilizers. If pure H3PO4 is preferred, Ca(OH)2 is a viable alternative.
The solvent extraction trials were run at room temperature and used an agitation rate of 800 rpm for 6 h. Afterward, the solutions were left to settle overnight. To determine the effectiveness of the salting agent, trials were run with and without a salting agent. In order to show the effectiveness of the solvent extraction, the concentrations of the main elements before and after extraction were compared, and the extraction ratios were calculated after the single step of extraction. The concentrations of the main elements before extraction are shown in Table 4.
Only 4 REEs are monitored for the solvent extraction process, as the extraction behavior of the REEs is almost identical.
The solvent extraction trials were run with varying amounts of aqueous leach liquor, organic solvent and extractant. The optimal single step results were obtained when running the extraction with 1:3–1:4 aqueous:organic (A:O) ratio (organic = solvent + extractant), and a 1:2 aqueous:extractant (A:E) ratio. The extraction ratios obtained at these conditions can be seen in Table 5.
The use of a salting agent improves not only the extraction rates of the REEs, but also those of the impurities.
The REE-loaded organic phases were then stripped with a 0.01 M HNO3 solution. The stripping rations can be seen in Table 6.
The use of a salting agent has an adverse effect on the stripping behavior, as the stripping rates of all elements are reduced when using a salting agent.
The final concentrations of each element in the stripping solution can be seen in Table 7.
When combining single -stage extraction and stripping, a final extraction ratio for each element is obtained as can be seen in Table 8.
From these results, the optimal extraction and stripping condition found during the trial was an A:O of 1:4 and an A:E of 1:2 without using a salting agent. This yields a REE stream with minimal impurities. Based on these results, a multistage solvent extraction process can be developed to separate and recover the REE from the H3PO4 solution with little loss to the PO43−. This method also shows good selectivity toward Ca separation, even at high Ca concentrations, meaning that, even though only 65 wt% of the Ca can be removed during cryogenic precipitation, this does not negatively impact the subsequent process steps, as even without the Ca removal, the solvent extraction process is capable of recovering the REE.
Hydrometallurgical Extraction of REE from Upgraded Ferrous WEEE
The shredded WEEE is quite different from the mine tailings: there is only one main REE (Nd) and three trace ones (Pr, Dy, and Sm), and there is little-to-no additional value contained in the ferrous WEEE product streams besides the Nd. The REE-bearing components (NdFeB magnet fragments) are also far more reactive than those in the tailings (monazite).
The main challenge in recycling this ferrous WEEE stream is the copious amount of Fe it contains (58 wt% of the stream), which is very reactive but has little-to-no value. This means that any coextracted Fe negatively affects the purity of the recovered REEs and reduces the viability of the process. As such, the developed processes are designed to minimize the coextraction of Fe and maximize Fe–Nd separation. To realize this goal, two processes are developed: a direct hydrometallurgical approach and a hydrometallurgical approach combined with pyrometallurgical preprocessing.
Direct Hydrometallurgical Approach
Figure 2 shows the proposed flowsheet to recycle REE-containing WEEE [21], from the shredder to the metallic REE alloy. The process steps developed and described in this study are highlighted by the dashed box. These three process steps are purely hydrometallurgical processes and consist of an oxidation step, a selective acid leach step, and a REE precipitation step. The preceding steps were developed by LTU, as described in the Characterization section. The subsequent steps were further developed by other partners involved in the REEcover project.

Proposed flowsheet to recover REE from ferrous WEEE via hydrometallurgy. The process steps highlighted by the dashed box form the focus of this study
The first part of the highlighted process is the oxidation step, where the metallic Fe present within the WEEE is oxidized to its ferric (3+) state. This is achieved by submerging the upgraded ferrous WEEE in water and inducing the Fe to corrode. The oxidation is accelerated by heating the system to 80 °C and bubbling additional O2 through the oxidation tank and agitating the mixture under mechanical stirring at 600 rpm. Under these conditions, it is possible to oxidize 93% of the Fe present in 24 h. It should be noted that the oxidation of Fe is exothermic, so with a properly insulated reactor no external heating is required to achieve these temperatures. This process is made possible due to the fine particle size obtained from grinding and sieving during the physical upgrading. By having a material with a particle size below 75 µm, the normally slow corrosion process is accelerated to the point where it can be completed within 24 h.
The second part of the process is the acidic leaching of the now oxidized WEEE. With the Fe in the oxidized state, its reactivity is decreased and selective leaching of the REEs can be effectuated. The leaching is performed with a solution containing a stoichiometric amount of H2SO4, as determined by the amount of acid required to the dissolve the nonferrous elements. Based on the chemical composition given in Table 2, this translates to a 3% H2SO4 solution. Leaching with this solution at 70 °C and L/S of 5 for 5 min yields the recovery ratios given in Table 9. The resulting leach liquor contains 1.7 g/L Nd.
As shown in Table 9, the REE recovery ratios of this step are high, with near-complete recovery of Nd (the main REE present within the WEEE) and Fe codissolution being less than 20%. Parametric studies showed that temperature and L/S (if the necessary stoichiometric amount of acid is maintained) have little-to-no influence on the obtained recovery ratios. Performing the leaching process at room temperature increases the necessary reaction time to 45 min, but the recovery ratios remain the same. The same is true for the influence of L/S: leaching with an L/S of 2 instead of 5 at room temperature will increase the reaction speed, but leave the recovery ratios unaffected, assuming the necessary stoichiometric amount if H2SO4 was supplied. However, considering the heat generated during the oxidation step, a higher temperature is preferred to lowering the L/S, in order to both save energy and allow the leaching to be performed immediately after the oxidation.
The final part of the process is the REE precipitation step, where Na2SO4 is used as a precipitation agent to form the double sulfate (Na,Nd)(SO4)2 according to
The precipitation is performed by first re-acidifying the pregnant leach liquor with H2SO4 to a pH of no higher than 0.5. This will prevent Fe contamination during precipitation. A lower pH is preferred to increase the purity of the obtained precipitates. After re-acidification, 5 g of Na2SO4 is added and the solution is kept at 70 °C for 24 h. The REE recovery of the precipitation process is 92% (0.14 g/L Nd left in solution), and the REE and contaminant concentrations of the obtained precipitates are shown in Table 10. No significant concentration of Fe was measured in the obtained precipitates, which implies that this process has achieved maximum REE/Fe separation.
Linking all these process steps together, an overall Nd recovery ratio of 91% can be achieved during this stage of the recycling process. The process consumes a minimal amount of acid, and its energy consumption is limited to what is required to drive the agitators of the reaction vessels. With proper heat management and insulated reactors, no substantial external heating would be required to run this process, since the oxidation process should supply the required heat. Thermodynamic simulation suggests cooling would be required to prevent boiling the solution at an industrial scale.
The main drawback of the purely hydrometallurgical process is the production of Fe(OH)3/Fe2O3 ferric leaching residue. This residue could potentially be recycled for its Fe content; however, there are currently no viable recycling processes for this type of residue. As such, for the moment, this residue is considered as a waste product. To minimize this waste generation, an alternative process was developed, which includes a pyrometallurgical pretreatment. In cooperation with NTNU, the developed process aims to slag the REEs and other highly reactive elements and also produce a metallic Fe phase, which, unlike the leaching residue, is not a waste product and can be used in iron making. This combined pyro-hydrometallurgical approach is described in the following section.
Hydrometallurgical Approach with Pyrometallurgical Preprocessing
Figure 3 shows the proposed flowsheet to recycle REEs from WEEE using both pyro- and hydrometallurgical processes, with the process steps discussed in this study being highlighted with the dashed box.

Proposed flowsheet to recover REE from Ferrous WEEE via a combination of pyro- and hydrometallurgical processes. The process steps highlighted by the dashed box are the focus of this study
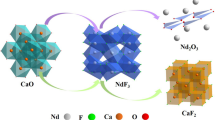
As with the recycling process presented in the flowsheet of Fig. 2, the WEEE is first shredded and separated in a ferrous and nonferrous fraction, however instead of demagnetizing the ferrous fraction, it is smelted to produce a REE-bearing slag and a metallic Fe phase. The smelting process is performed at 1650 °C (± 30 °C) in graphite crucibles, with a small amount of Na2B4O7 flux to ensure fluidity of the slag. After smelting, the slag is separated from the metallic phase and is milled to a particle size of approximately 100 µm. All smelting experiments were performed by our project partners at NTNU. The milled slags have then been sent to the hydrometallurgical process steps which will be detailed below.
The REE recovery ratio to the slag is above 95% (REE losses are attributed to improper metal–slag separation and slag inclusions in the metal) and the chemical composition of the obtained slags is shown in Table 11. Due to the nature of the pyrometallurgical process all elements that are less noble than Fe report to the slag, including any Al and Mg present in the WEEE. Note that the ferrous WEEE was not physically upgraded before it was smelted; as such the chemical composition listed in Table 2 is not an accurate representation of the ferrous WEEE that was smelted.
The first hydrometallurgical part of the process is the slag leaching. The slag is leached with diluted HNO3 to dissolve the REE. HNO3 was chosen as the leaching acid for its compatibility with the solvent extraction in the next step. The leaching is performed at 70 °C for 6 h using a 8.3 wt% HNO3 solution at a L/S of 5, which represents only a small stoichiometric excess. Under these conditions the leaching process successfully extracts all REEs from the slags, however several other elements are also coextracted, see Table 12.
Ca, Al and Mg are the main impurities in the leach liquor, as well as trace amounts of Fe and Mn, after leaching. The Fe dissolution can be prevented by subjecting the milled slag to magnetic separation to remove traces of metallic Fe that remain after the separation of the slag and the metal phase. The Ca, Al and Mg coextraction cannot be prevented however, and it forms the main challenge of this process. These two elements are highly reactive in the slag, and their dissolution cannot be suppressed. Their presence in the leach liquor means that solvent extraction is required to separate the REE, as no precipitation agent is sufficiently selective to separate REEs from Ca.
The developed solvent extraction process is shown in Fig. 4. This process was developed in cooperation with Elemetal, the Netherlands [22].

Solvent extraction process developed with collaboration of Elemetal for the combined pyro- and hydrometallurgical process
In the solvent extraction process, Di-(2-ethylhexyl)phosphoric acid (D2EHPA) is used as extractant with ShellsolD100 as solvent. In order to achieve the highest extraction efficiency, a large concentration of 500 g/L of D2EHPA is used in the organic solution.
Acidic organic extractants like D2EPHA react with metallic cations via
where the metallic cation replaces three protons from the organic phase.
Next to a strong affinity for REEs, D2EHPA also has a strong affinity for Fe3+. Thus, in order to remove the traces of Fe3+ in the leach liquor, the pH of the liquor is increased to 2 by adding NH4OH (25 wt% NH3). In this way, over 99% of the Fe3+ is precipitated as Fe(OH)3. After filtration, the leachate is fed into a solvent extraction circuit which contained 1 extraction stage, 2 wash stages, and 1 stripping stages.
Of the elements which are shown in Table 12, only the REEs, Ca, and Mn are extracted from the leach liquor into the organic solution, Al and Mg are not extractable under these conditions. However, both Ca and Mn can be removed from the organic phase by implementing two washing stages before stripping. The pH of the aqueous phase which is leaving the final wash stage (pHeq) is controlled to a value of 0.7. A lower pH results in a loss of REEs and a higher pH results in a less-efficient removal of Ca and Mn. Once the Ca and Mn are removed from the organic phase, the REEs can be stripped using a 35 wt% HNO3 solution, so that a pure REE solution is obtained.
At a final step of the process, the REEs are recovered in a solid form through precipitation. A stoichiometric amount of oxalic acid is added to the pure REE solution resulting from the stripping stage of the solvent extraction circuit. This results in the precipitation of REE oxalates, which are subsequently calcined in order to produce REOs. The compositions of the rare earth oxide mixtures are shown in Table 13. The total composition of the oxides does not add up to 100%. This can be explained by residual carbon and nitrogen, which are not removed during calcination. By increasing the calcination temperature and/or the residence time in the calcination furnace, these elements can be completely removed. A trace amount of Mn is present in the final oxides, but its concentration does not exceed 500 ppm.
Concluding Remarks
The present study proposes three distinct processes that can be used to recycle REEs from low-grade secondary resources. For the recycling of REE-containing mine tailings, a three-stage process was developed, which utilizes HNO3 leaching, cryogenic crystallization, and solvent extraction using P350 and kerosene to extract the valuable heavy REE from the apatite contained within the tailings—as well as to produce a purified H3PO4 solution, Ca(NO3)2 salt, and a high-grade monazite residue as valuable byproducts. The current leaching efficiencies attained for this process are 70–100% for the heavy REE (Y, Dy, Er, …) and over 99% for P. The cryogenic crystallization recovers 65% of the Ca as Ca(NO3)2, and the proof-of-concept solvent extraction can separate approx. 50% of the REE from the leach liquor in a single stage. With multiple stages, achieving a more successful separation of REEs can be expected.
For the recycling of REE from shredded ferrous WEEE, two processes were developed, each with a specific focus. The first process was focused on extracting the REEs from the shredded WEEE with high cost effectiveness. This was achieved through a process that utilizes a water corrosion step, followed by a diluted H2SO4 leaching, and finally a precipitation step using Na2SO4. This process requires no external heating and consumes only a limited amount of chemicals. The Nd is recovered as (Na,Nd)(SO4)2 precipitates with only minor Ca contamination, and the overall recovery ratio of Nd is 91%. The major drawback of this process is the Fe(OH)3 waste generation.
The second developed process for recycling REE from shredded WEEE aims to prevent the generation of Fe(OH)3 waste and instead produce metallic Fe scrap metal. This is achieved by first smelting the WEEE to produce a metallic Fe phase and a REE-rich slag. The Fe–Nd separation achieved by this process is over 99%. The obtained slags are then leached with diluted HNO3 to extract the REE form the slags. This leaching process extracts all of the REEs from the slags, and these REEs are subsequently recovered from the leach liquor by D2EPHA solvent extraction. After solvent extraction, the REE are recovered as oxalates through oxalic acid precipitation. The overall recovery ratio of Nd of this process is 90%. This process works around the production of Fe(OH)3 waste and also produces recyclable scrap Fe. However, the high energy consumption (700 kWh/ton) does create an economic barrier. The necessity of running a solvent extraction process to purify the REE also reduces the economic feasibility.
References
European Commission Enterprise and Industry (2010) Critical raw materials for the EU Report of the Ad hoc Working Group on defining critical raw materials
European Commission Enterprise and Industry (2014) Report on Critical Raw Materials for the EU Report of the Ad hoc Working Group on defining critical raw materials
Goodenough KM et al (2016) Europe’s rare earth element resource potential: an overview of REE metallogenetic provinces and their geodynamic setting. Ore Geol Rev 72(Part 1):838–856. https://doi.org/10.1016/j.oregeorev.2015.09.019
Sonich-Mullin C, Reisman D, Weber R (2012) Rare earth elements a review of production, processing, recycling and associated environmental issues. United States Environmental Protection Agency, Washington, D.C
Naumov AV, Russ AV (2008) Review of the world market of rare-earth metals. J. Non-ferrous Metals 49(1):14–22. https://doi.org/10.1007/s11981-008-1004-6
Otto R, Wojtalewicz-Kasprzak A (2012) Method for recovery of rare earths from fluorescent lamps. US20120027651 A1
Lyman JW, Palmer GR (1993) Recycling of neodymium iron boron magnet scrap. U.S. Department of the Interior, Bureau of Mines, Washington, D.C
REEcover http://www.reecover.eu/
Indumetal recycling http://www.indumetal.com/
Nielsson FT (1987) Manual of fertilizer processing. Marcel Dekker Inc., New York
Tanaka M, Oki T, Koyama K, Narita H, Oishi T (2013) Chapter 255—recycling of rare earths from scrap. In: Jean-Claude GB, KP Vitalij (eds) Handbook on the physics and chemistry of rare earths, vol 43. Elsevier, Oxford, pp 159–211. https://doi.org/10.1016/b978-0-444-59536-2.00002-7
Krishnamurthy N, Gupta CK (2005) Extractive metallurgy of rare earths. CRC Press, Boca Raton, FL
Bandara MTS, Senanayake G (2015) Leachability of rare-earth, calcium and minor metal ions from natural Fluorapatite in perchloric, hydrochloric, nitric and phosphoric acid solutions: effect of proton activity and anion participation. Hydrometallurgy 153:179–189. https://doi.org/10.1016/j.hydromet.2015.02.002
Pålsson B, Martinsson O, Wanhainen C, Fredriksson A (2014) Unlocking rare earth elements from European apatite-iron ores. 1st European Rare Earth Resources Conference (ERES 2014), Milos (Greece), 4–7 September 2014, pp. 211–220
Peelman S, Sun ZHI, Sietsma J, Yang Y (2016) Hydrometallurgical extraction of rare earth elements from low grade mine tailings. In Alam S, Kim H, Neelameggham NR, Ouchi T, Oosterhof H (eds) Rare metal technology, Springer, Cham. https://doi.org/10.1007/978-3-319-48135-7_2
Pålsson B, Wanhainen C (2015) Recovery of rare earth elements from electronic waste by cryo-grinding. In: Conference in Minerals Engineering 2015, Luleå, pp. 65–79
Habashi F (1985) The recovery of the Lanthanides from phosphate rock. J Chem Technol Biotechnol 35A:5–14. https://doi.org/10.1002/jctb.5040350103
Laue W, Thiemann M, Scheibler E, Wiegand KW (2000) Nitrates and nitrites. Ullmann’s encyclopedia of industrial chemistry. Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim
Li H, Guo F, Zhang Z, Li D, Wang Z (2006) A new hydrometallurgical process for extracting rare earths from apatite using solvent extraction with P350. J Alloys Compd 408–412:995–998. https://doi.org/10.1016/j.jallcom.2004.12.119
Peelman S, Sietsma J, Yang Y (2018) Recovery of Neodymium as (Na, Nd)(SO4)2 from the ferrous fraction of a general WEEE shredder stream. J Sustain Metall. https://doi.org/10.1007/s40831-018-0165-5
Elemetal BV. http://www.elemetal.eu/
Acknowledgements
The authors acknowledge the financial support under the EU Project FP7 REEcover (Project ID: 603564). The authors also thank their project partners at INDUMETAL RECYCLING, Spain, for providing the ferrous WEEE input material; the Luleå University of Technology, Sweden for providing and physically upgrading both the tailings and the WEEE; NTNU, Norway for providing the slags of the smelted WEEE; and Elemetal for conducting the solvent extraction of the leached slags. The authors thank R. Hendrikx at the Department of Materials Science and Engineering of the Delft University of Technology for analysis and XRD characterization, and M. van den Brink at the Department of Process & Energy of the Delft University of Technology for ICP-OES analysis.
Author information
Authors and Affiliations
Corresponding author
Additional information
The contributing editor for this article was Vladimiros G. Papangelakis.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Peelman, S., Kooijman, D., Sietsma, J. et al. Hydrometallurgical Recovery of Rare Earth Elements from Mine Tailings and WEEE. J. Sustain. Metall. 4, 367–377 (2018). https://doi.org/10.1007/s40831-018-0178-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-018-0178-0