
Abstract
Additive manufacturing (AM) is very promising for the fabrication of complex parts made from shape memory alloys (SMAs). In the present study, a Ni–Ti–Hf shape memory alloy has been processed by laser beam powder bed fusion of metals (PBF-LB/M). Employing different sets of processing parameters, i.e., a variation of scanning speed, specimens characterized by various microstructures and porosities were obtained. Microstructural analysis revealed that processing of Ni–Ti–Hf SMAs at a low energy level promotes the formation of a fine-grained microstructure with numerous lack of fusion defects. Transmission electron microscopy (TEM) studies revealed that H-phase precipitates are present in any case, leading to an increase in the Ms-temperature and, thus, a phase transformation at room temperature. The thermal stability of the phase transformation behavior in different Ni–Ti–Hf as-built conditions was studied using differential scanning calorimetry (DSC). DSC analysis showed that specimens with a higher defect density are characterized by smaller thermal hysteresis.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Shape memory alloys (SMAs) show unique properties such as superelasticity (SE) and shape memory effect (SME) that are based on a reversible phase transformation between a low-temperature martensitic and a high-temperature austenitic phase [1,2,3,4,5]. In the last decades, Ni–Ti-based SMAs attracted immense attention owing to their excellent corrosion resistance, biocompatibility, and good functional properties [6,7,8,9]. Nowadays, Ni–Ti-based SMAs are utilized for bone plates, screws and other biomedical applications [10, 11]. However, for the application of Ni–Ti-based alloys in other industry sectors, where the application temperatures often exceed 100 °C, so-called high-temperature shape memory alloys (HT-SMAs) need to be established [5]. The addition of ternary elements, such as noble and refractory metals, came into focus as a promising approach to raise the characteristic transformation temperatures (TTs) [5]. Ni–Ti-based SMAs alloyed with noble elements, however, suffer extremely high costs and, thus, an industrial (mass) application is strongly limited. Ni–Ti-based SMAs alloyed with Hf or Zr seem to be good candidates in this regard, due to the reduced costs for alloying compared to noble ternary elements [5]. Especially, Ni–Ti–Hf SMAs were found to be promising alloys due to their excellent functional material properties [12,13,14,15,16,17,18,19,20,21,22]. For these alloys, the impact of Ni and Hf content on the functional material properties as well as the precipitation of the H-phase in Ni-rich Ni–Ti–Hf SMAs have been discussed in detail [21, 23,24,25,26]. The TTs exhibit a non-linear dependence on Hf and Ni [23]. An increasing Hf and Ni content leads to an increase and decrease in the TTs, respectively [23]. Aging Ni–Ti–Hf at low temperatures (450 to 550 °C) for 3 h leads to the formation of very fine H-phase precipitates [21]. The martensite start temperature (Ms) was reduced in the presence of small particles since the martensite nucleation was postponed by the small interparticle spacings. In contrast, aging at higher temperatures (600 °C for 10 h) increased the Ms-temperature due to coarsened precipitates [21]. The effect of Ni content on the transformation temperatures and microstructural evolution of Ni–Ti–Hf was explored elsewhere [24]. It was reported that an increase of the Ni content above 50 at.% leads to a significant reduction in the Ms-temperature.
Despite superior functional properties, unfortunately, alloying with Hf is reported to result in an increased brittleness, which makes processing of these alloys challenging, especially when the Hf content is increased over 15 at.% [5]. Thus, additive manufacturing is seen as a promising process route in order to near-net shape functional parts out of Ni–Ti [27] as well as Ni–Ti–Hf [28,29,30,31]. Recently, the processability and the functional properties of SMAs manufactured via laser beam powder bed fusion of metals (PBF-LB/M) and electron beam powder bed fusion of metals (PBF-EB/M) have been in focus of several studies [3, 13, 27, 32,33,34,35,36,37,38,39,40]. Most of these studies aimed at optimization of the Additive manufacturing (AM) parameters (e.g., laser power, scanning speed, and build direction) to directly design adequate microstructures, enabling SME and SE. In case of Ni–Ti–Hf, Nematollahi et al. reported that the laser power and scanning speed are the most important parameters to design the final properties [41].
One of the most important prerequisites for an industrial application of SMAs is their thermal stability, i.e., cyclic phase transformation stability [42, 43]. In order to study the thermal stability of these materials, differential scanning calorimetry (DSC) is a common method. Previously, different studies on Ni–Ti–Hf SMAs were carried out to explore their thermal stability by DSC cycling [43,44,45]. The results showed that these SMAs have acceptable thermal stability in comparison to other SMAs. In the present study, different PBF-LB/M process parameters were identified to fabricate a Ni–Ti–Hf alloy. Microstructural evolution and thermal stability of these parts were explored employing optical microscopy (OM), scanning electron microscopy (SEM), X-ray diffraction (XRD), transmission electron microscopy (TEM), and DSC analysis. The results obtained will assist to pave the way for processing near-net shape HT-SMAs with superior (cyclic) functional properties.
Experimental Procedure
A Ni50.8-Ti34.2–Hf15 (nominal composition in at.%) alloy was processed via PBF-LB/M employing a SLM280HL machine from SLM Solutions GmbH (Lübeck, Germany). The system is equipped with a 400- and 1000-W laser and a build chamber with a size of 280 × 280 × 365 mm3. Ni–Ti–Hf bulk material was supplied by Ingpuls GmbH (Bochum, Germany). Electrode induction melting inert gas atomization (EIGA) was applied for powder production by TLS ECKART (Bitterfeld, Germany). Powders used are characterized by a particle size distribution of 20–70 μm. These powders were processed under argon gas. During PBF-LB/M, a laser powers of 100 W, a layer thickness of 50 μm, a hatch spacing of 0.12 mm, and scanning speeds of 500, 700, and 1000 mm/s were applied. A Ni–Ti base plate with a width and length of 50 × 50 mm2 and a custom-built adaption to a platform heater were used. The latter enabled processing at a base plate temperature of 790 °C. The scanning strategy comprised a snake hatching within the layers and a rotation of 90° for each consecutive layer. Cuboidal specimens with dimensions of 10 × 6 × 15 mm3 were fabricated, where the 15 mm axis was parallel to the build direction (BD). Figure 1c shows the temperature–time profile during the AM process including subsequent cooling from the processing temperature of 790 °C to room temperature (RT).

SEM a overview and b cross-section image of the powder particles and c temperature–time profile during the PBF-LB/M process
In order to study the effect of different PBF-LB/M processing parameters, three specimens were fabricated with the set of parameters summarized in Table 1. Ev is the volumetric energy density and can be calculated using the following equation [29, 46]:
where P, v, h, and t are the laser power, scanning speed, hatch spacing, and layer thickness, respectively.
Electrical discharge machining (EDM) was employed to cut the as-built cuboidal specimens. All cuboidal specimens were ground down to 5 µm grit size to remove residues stemming from EDM processing. For DSC analysis, a Perkin-Elmer DSC-8500 system was used employing a heating/cooling rate of 20 K/min. The specimens were placed in a pure aluminum crucible and covered with a pure aluminum lid. The masses of the specimens were in the range of 12–25 mg.
For microstructure characterization, X-ray diffraction (XRD) measurements were conducted at room temperature employing polished specimens. Diffraction data were obtained using a Panalytical Empyrean 9430 diffractometer with Cu Kα radiation and 2 × 2 mm2 slits in Bragg–Brentano geometry. During data acquisition, the specimens underwent a 2-mm oscillation alongside BD. A 2D PIXcel3D fast detector was employed to detect the radiation. During the measurement, a 2θ range of 20–100° was covered with a step size of 0.02° and a 12 s acquisition time per step. In addition, OM and SEM were performed using a Zeiss Axioplan optical microscope and a Zeiss ULTRA GEMINI SEM, operating at an accelerating voltage of 20 kV. The latter was equipped with both, an electron backscatter diffraction (EBSD) and energy-dispersive X-ray spectroscopy (EDS) detector. For microstructural analysis, specimens were ground down and polished using standard metallography techniques. For EBSD analysis, the specimens were given a solution heat treatment at 900 °C for 3 h followed by water quenching. Specimens were additionally vibration polished for 17 h using an oxide polishing suspension (OPS) with a particle size of 0.04 μm. As a result of the heat treatment, the transformation temperatures were shifted in that way that the majority of the microstructure was austenitic at RT (see main text for details).
The presence of particles after processing was investigated by TEM using a Philips CM200 operated at 200 kV. In order to obtain TEM foils, flat discs with a diameter of 3 mm and a thickness of about 400 µm were cut from the additively manufactured Ni–Ti–Hf material. For electrolytic polishing, these disks were mechanically thinned and polished on both sides to a thickness of 70 µm. Polishing was performed using a Struers Tenupol Electrolytic Polisher 3 and an electrolyte consisting of 120 ml of 40% hydrochloric acid, 440 ml of butoxyethanol, and 440 ml of 100% acetic acid.
Results and Discussion
Figure 1a and b shows a SEM overview and cross-section image of the Ni–Ti–Hf powder feedstock material used in the present study, respectively. It can be seen that the majority of the powder particles is spherical. Only a few non-spherical particles and a few satellites are present. The cross-section image, in turn, does not reveal any hollow particles in the field of view. Thus, porosity stemming from hollow powder particles in the PBF-LB/M-processed Ni–Ti–Hf is thought to be very limited. At this point, the reader is referred to Fig. 3 and the discussion thereto.
XRD patterns of PBF-LB/M-processed Ni–Ti–Hf are shown in Fig. 2. It can be seen that both, monoclinic martensite (B19´) and cubic austenite (B2), are present in all as-built specimens following processing with the different process parameters. However, peak intensities vary among the specific conditions. Such differences in the peak intensities can be attributed to varying thermal histories during processing, leading to the formation of martensite of preferred orientation and texture, respectively [41]. Furthermore, cooling from the process temperature of 790 °C to RT took about 4 h (cf. Fig. 1c). Therefore, one might expect aging-induced formation of precipitates. However, a clear indication that points at precipitation of secondary phases cannot be assessed from the XRD patterns. This may be related to the small size and limited volume fraction of evolving precipitates [47], as will be discussed in more detail in the following paragraphs.

XRD pattern for PBF-LB/M-processed Ni–Ti–Hf in as-built condition employing a Parameter 1, b Parameter 2, and c Parameter
Figure 3a–d shows image quality micrographs obtained by EBSD for the three different parameters used for processing. Parameter 1 (Fig. 3a) is characterized by the lowest number of pores. A higher number of pores, in turn, is found for Parameter 2 (density 99.7%) and 3 (density 98.8%), which are characterized by the lowest energy levels, i.e., 24 J/mm3 and 17 J/mm3, respectively. The presence of pores after processing at the lower energy levels indicates that the volume energy was not sufficiently high enough to completely melt the powder [41, 48]. As can be deduced from Fig. 3a and b, higher volumetric energy densities lead to lower porosity, i.e., 99.8% density for Parameter 1 and 99.7% for Parameter 2 (Table 1). For Parameter 2 also, a small number of lack of fusion defects can be identified (Fig. 3b). Furthermore, from the EBSD image quality maps in Fig. 3, in all conditions a small number of spherical defects can be also identified. However, keyholing porosity could not be observed, especially for Parameter 1, i.e., the parameter set resulting in the highest volume energy (33 J/mm3) and where no significant lack of fusion could be observed in the microstructure. Therefore, since gas porosity is supposed to play also a minor role for all parameter combinations, as no traces of gas entrapments (i.e., hollow particles) could be observed in the initial powder (Fig. 1b), other mechanisms might also be accountable for the spherical defect morphology being present. Elemental mapping via EDS showed that the spherical defects observed (Fig. 4) may be also imputed to oxide formation. It was previously reported that oxides can be formed in additively manufactured Ni–Ti shape memory in spherical morphologies [49]. The EDS mapping in Fig. 4 points out that the spherical defects may also be related to circular shaped Hf-oxides, which are possibly removed during sample preparation and lead to these circular shaped defects. Some powder particles seem to have a thick Hf-oxide shell. During processing the Hf-oxide is not melted, so that the corresponding particle is introduced into the matrix together with its intact shell. This means that there is no actual bonding to the metal matrix. The corresponding particles may then be removed in the grinding procedure for sample preparation. Thus, the diameter of the Hf-oxides seen in Fig. 4 are in the range of the powder particle size. The formation of Hf-oxides was also reported for Ni–Ti–Hf SMAs, elsewhere [28]. Hence, the spherical defects observed in all parameters used can be attributed to the formation of hafnium oxides that are removed during sample preparation. The volume energy level is suggested to be too low for the formation of keyholes in the microstructure, especially for Parameter 2 and 3. Therefore, for all other defects mainly lack of fusion defects seem to govern the microstructural evolution in the Ni–Ti–Hf specimens processed via PBF‐LB/M at a low energy level, i.e., in Parameter 2 and 3 (Fig. 3b and c) as will be discussed in the next paragraph.

EBSD image quality maps of Ni–Ti–Hf after PBF-LB/M processing using Parameter 1 (a), Parameter 2 (b), and Parameter 3 (c). The build direction is horizontal. The insets show additional optical micrographs of each parameter

EDS mapping of Ni–Ti–Hf after PBF-LB/M processing using Parameter 2. Circular shaped Hf-oxides can be deduced, which possibly stem from a thick Hf-oxide layer surrounding the powder particles, being not dissolved during processing
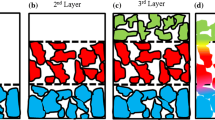
EBSD inverse pole figure (IPF) maps of Ni–Ti–Hf processed with process Parameters 1 to 3 are displayed in Fig. 5. The micrographs are color coded with respect to BD (horizontal). The aim of the investigation was to capture the microstructural features of the high-temperature austenitic phase, i.e., grain structure and crystallographic orientation. Since all as-built conditions consist of both martensite and austenite (cf. XRD pattern in Fig. 2), a solution heat treatment was conducted at 900 °C for 3 h to decrease the transformation temperatures by dissolving Ni-rich precipitates that formed during cooling from the process temperature. This procedure enabled EBSD analysis of fully austenitic microstructures at RT [50]. As can be seen from Fig. 5, the average grain size has an inverse relationship to the energy input. The microstructure of the specimen processed using Parameter 3, i.e., at the lowest energy level, features the finest grain structure of all specimens. On the contrary, a columnar-grained microstructure with a strong ❬001❭ texture can be observed for the specimen processed at the highest energy level (33 J/mm3) (Fig. 5a). The direction of heat flow and the thermal gradient are reported to be the key parameters enabling epitaxy [51,52,53]. In general, the growth of grains in the orientation of ❬001❭ is preferred in materials with cubic crystals [3, 54]. Solidification in PBF-LB/M-processed materials is governed by the ratio of the temperature gradient (G) and the solidification rate (R), which becomes very high due to the significant difference between the built plate and the melt pool temperature [55, 56]. Since the laser power is kept constant in the present study, the impact of the scanning speed on the microstructural evolution becomes significant. The G/R ratio determines the stability of the solidification front and, thus, the microstructural evolution of the parts built [57]. The product of G and R determines the fineness of the microstructure [57]. Considering the EBSD inverse pole figure maps in Fig. 5, the G/R ratio is supposed to be high, proved by the presence of a columnar-grained microstructure, which is generally favored for all three parameter combinations (Fig. 5). Since R depends on the scanning speed [57], an increase in scanning speed, i.e., up to 1000 m/s for Parameter 3, results in a lower G/R ratio compared to Parameter 1. Thus, on the one hand the higher scanning speed used for Parameter 3 theoretically is capable to change the solidification mode from columnar to mixed/equiaxed. On the other hand, a low energy level during PBF-LB/M processing is assumed to provide for insufficient thermal energy for the formation of the meltpool and thus, for promoting epitaxial growth and a high material density [58]. The resulting higher porosity (Fig. 3b and c) of specimens processed at lower energy densities is therefore known to be able to promote the formation of additional nuclei and, eventually, a fine-grained microstructure. In addition to this, the return time of the laser beam as well as shape of the melt pool itself are also affected by a variation of the scanning speed, both being capable to significantly affect the solidification microstructure. However, in the current study, the impact of the defect density is thought to be much higher. A comparison of the microstructures presented in Fig. 5 leads to the suggestion that all presented parameters in general follow the columnar solidification mode, since, despite a finer microstructure, columnar grains can also be identified in Fig. 5c, i.e., the grain morphology seen for Parameter 3 appears as an interrupted columnar-grained microstructure. Therefore, it is assumed that the lower volume energy for Parameter 3 resulted in a high density of lack of fusion defects, which dominate the solidification microstructure, i.e., the finer microstructure.

EBSD inverse pole figure (IPF) maps of Ni–Ti–Hf processed with Parameter 1 (a), Parameter 2 (b), and Parameter 3 (c). The standard triangle shown in figure (a) illustrates the color coding. The BD is horizontal
Figure 6 shows TEM results of Ni–Ti–Hf processed with Parameter 1. The selected area electron diffraction (SAED) pattern, which was obtained from (a) and taken from the [110]M zone axis, demonstrates fundamental diffraction spots of the B19´ martensite and H-phase precipitates. The SAED pattern can be indexed as a B2 type structure with a lattice parameter of a = 0.309 nm and B19’ type martensite monoclinic structure (space group is P21/m) with a = 0.293 nm, b = 0.411 nm, c = 0.473 nm, and ß = 100.4° [59] and an orthorhombic H-phase with space group of three-dimensional crystals of F2/d 2/d 2/d 2/d [60] and the lattice parameters of a = 1.287 nm, b = 0.874 nm, and c = 2.622 nm. The morphology of the small nanoscaled H-phase precipitates can be seen in Fig. 6a. They exhibit a slightly elongated shape with sizes ranging around 15–20 nm. In Ni-rich Ni–Ti–Hf SMA, nanoscaled H-phase precipitates can form depending on aging time and temperature. Evirgen et al. [21] reported the formation of H-phase precipitates in Ni-rich Ni–Ti–Hf SMAs. In that study, aging heat treatments in Ni50.3Ti34.7Hf15 (at.%) at 450 °C, 500 °C, 550 °C, and 600 °C were conducted for different aging times. In line with these results, another study showed that H-phase precipitation can take place below 700 °C in Ni50Ti30Hf20 (at.%) [61]. Thus, the post-process cooling within the built chamber from processing temperature (790 °C) to RT in about 4 h (cf. Fig. 1c) already promotes the formation of the H-phase precipitates. The representative reflections of the H-phase precipitates were found to be at 1/3 positions along ❬110❭B2 in reciprocal space similar to the study mentioned before [21].

a TEM micrographs of Ni–Ti–Hf processed with Parameter 1. b SAED pattern showing the fundamental spots of the B19´ martensite and the H-phase precipitates. c Indexed key diagram of the diffraction pattern
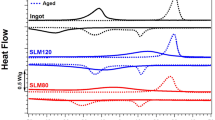
Figure 7 shows DSC charts for as-built Ni–Ti–Hf specimens processed with the process parameters 1 to 3 (Table 1). It can be deduced that the Ms-temperatures extracted from the first DSC cycles are in a similar range, i.e., between 35 and 44 °C as determined by tangent method. Here, it is of highest importance to consider (see Table 1) that from the initial ingot composition approx. 0.7–0.9 at.% Ni evaporated during powder and PBF-LB/M processing, i.e. 0.4 at.% evaporated during powder processing and another 0.3–0.5 at.% during PBF-LB/M Furthermore, a slight decrease in the Ti-content could be observed during powder processing. This holds true for all parameters used for PBF-LB/M processing (Table 1). Interestingly, the Ms-temperatures are much lower than those reported in a comprehensive review article from Ma et al. [5] for a Ni49Ti36Hf15 (at.%) alloy. In the present study, the higher Ni content, i.e., 51.46 at.%, leads to a drastic decrease of the Ms-temperatures [5, 23]. However, to the best of the authors’ knowledge, no data are available for Ni–Ti–Hf alloys featuring a Ni content of more than 51.5 at.%, since in the solutionized condition, no martensitic transformation could be observed down to temperatures of − 260 °C [23]. DSC analysis of the solutionized condition in the present study (not shown here) also revealed that no martensitic transformation occurred down to − 140 °C, which is in line with the trends reported in literature [23, 24]. Therefore, the formation and role of precipitates during PBF‐LB/M in the present study need to be discussed in more detail based on the TEM results shown in Fig. 6. Due to the precipitation of the Ni-rich H-phase, the chemical composition of the matrix changes, i.e., the local Ni content is lowered [21]. Thus, the transformation temperatures are supposed to be raised due to the H-phase precipitation. As already discussed in the previous chapter, in the present study the PBF-LB/M process was conducted at 790 °C. After melting of the final layer, the specimens in the process chamber cooled down slowly. This took about 4 h for cooling from 790 °C to RT. As is well known, in this temperature range, the precipitation of the H-phase occurs, which increases the transformation temperatures.

DSC heating and cooling cycles of Ni–Ti–Hf in the as-built condition processed with a Parameter 1, b Parameter 2, and c Parameter 3. In each case, DSC analysis was carried out up to 50 cycles. For the sake of clarity, only cycles 1 and 50 are shown
In order to investigate the thermal stability of the PBF-LB/M-processed Ni–Ti–Hf conditions, DSC measurements up to 50 cycles were performed (cf. Figure 7). From each condition processed, distinct peaks for martensitic phase transformation could be observed from the DSC curves. Figure 8 depicts key data for in-depth assessment, such as the evolution of the thermal hysteresis (a), as well as the Ms- (b) and As-temperature (c) upon cycling. Accordingly, the thermal stability of the Ni–Ti–Hf alloy processed with various parameters can be directly compared. By interpreting the cyclic stability of the materials processes using different process parameters, it is possible to discuss differences of each microstructural condition as well as their impact on the functional properties. In the present study, the transformation behavior of all material conditions does not vary significantly, although the microstructural appearance is different (Fig. 5). In detail, an increase of the thermal hysteresis (Fig. 8a) with increasing number of cycles is visible for all parameters shown, i.e., about 10 °C increase in thermal hysteresis for each process parameter investigated. Furthermore, it is also obvious that with decreasing volume energy (higher porosity in the material), a smaller thermal hysteresis is evident. In particular, this can be seen from the DSC charts of the specimen processed using Parameter 3, which shows the lowest thermal hysteresis of 20 °C in the first cycle and about 30 °C in the 50th cycle (Fig. 8a). On the contrary, Parameter 1 shows the largest thermal hysteresis, i.e., 34 °C in cycle 1 and around 40 °C in cycle 50.

Evolution of characteristic values obtained from the DSC charts in Fig. 7 for PBF-LB/M-processed Ni–Ti–Hf structures in as-built condition: a thermal hysteresis, determined as the difference of As − Ms, b Ms-temperature, and c As-temperature
Figure 8b and c depicts the evolution of the Ms-temperature as well as of the As-temperature, respectively. Both, the Ms-temperature and As-temperature decrease with increasing number of cycles for all conditions tested (Fig. 8b and c). Whereas the evolution of the Ms-temperature does not reveal any substantial differences between the three material conditions (decreasing Ms-temperature with increasing number of thermal cycles), the evolution of the As-temperature indicates a different trend. The trend lines of the As-temperatures captured from specimens processed with Parameters 2 and 3 show distinct lower absolute values compared to Parameter 1 (Fig. 8c), i.e., As-temperature of 60 °C and 55 °C in the first cycle for Parameter 2 and 3, respectively, and 75 °C for Parameter 1. This absolute difference observed for the As-temperature leads to a smaller thermal hysteresis for samples processed with Parameters 2 and 3, i.e., those samples with the highest porosity.
From these observation (the evolution of the Ms- and As-temperatures and the absolute differences in the As-temperatures) the following rational can be derived: Since the overall trends observed from the thermal cycling experiments are similar for all process parameters, the formation of transformation-induced microstructural features during thermal cycling govern the cyclic stability in the same manner for all conditions. Thus, the formation of transformation-induced elastic stresses caused by the presence of transformation-induced dislocations/defects, which increase the elastic strain energy and the values of the internal stress field [62, 63] dictate the evolution of transformation temperatures. This is due to the formation transformation-induced dislocations that provide for stress fields supporting the martensitic transformation, i.e., shifting the stress for martensite formation to lower stresses and therefore, also the Ms-temperature to lower temperatures according to the Clausius–Clapeyron relationship.
In consequence, since no significant differences in the chemistry were found for all material conditions (Table 1), differences in the thermal hysteresis must be related to other microstructural features. Samples processed with Parameter 1 that causes a microstructure characterized by columnar grains and low porosity show an increased thermal hysteresis. Process parameters cause a fine-grained microstructure as a result of an increased nuclei density due to higher porosity levels (Parameter 2 and 3) and promote a smaller thermal hysteresis. Thus, lack of fusion defects can be seen as the most important microstructural characteristic that governs the thermal hysteresis in PBF-LB/M Ni–Ti–Hf. In general, lower porosities are known to improve functional performance [64]. From the results of the present work, this trend cannot be confirmed, since all material conditions show an almost similar cyclic performance (Figs. 7 and 8). Finally, the differences in the thermal hysteresis presented here can be rationalized by considering the different global stress states within the microstructures which are connected to the different porosities seen. Due to an increase in porosity, a change of internal constraints between neighboring grains occurs [64]. It could be also suggested that the change of internal constrains may support the back transformation and thus, lead to the observed decrease in the thermal hysteresis. Further studies on the impact of process induced porosity in additively manufactured Ni–Ti–Hf SMAs is crucially needed to confirm this hypothesis, since a porosity design in AM Ni–Ti–Hf SMAs may pave the way to low thermal hysteresis actuators.
Conclusion
In the present study, a Ni–Ti–Hf shape memory alloy was manufactured via laser beam powder bed fusion. Various processing parameters were utilized to fabricate specimens from this SMA being characterized by different microstructures and porosities. The following conclusion can be drawn based on the results obtained:
-
1.
Laser beam powder bed fusion of Ni–Ti–Hf at a lower energy levels resulted in a lack of fusion and eventually the formation of a large number of pores in the as-built material.
-
2.
Scanning electron microscopy revealed that processing Ni–Ti–Hf SMA at a lower energy level could cause grain refinement which can be attributed to a change in the G/R ratio and partly to the porosity.
-
3.
The analysis of the thermal stability of Ni–Ti–Hf SMA in various as-built conditions revealed that all process parameter combinations show a comparable thermal instability as the Ms- and As-temperatures decrease with increasing number of cycles.
-
4.
Specimens with lower porosity show higher thermal hysteresis, while specimens that are characterized by a higher porosity showed a lower thermal transformation hysteresis.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Karaman I, Yapici GG, Chumlyakov YI, Kireeva IV (2005) Deformation twinning in difficult-to-work alloys during severe plastic deformation. Mater Sci Eng A 410–411:243–247. https://doi.org/10.1016/J.MSEA.2005.08.021
Otsuka K (1999) Shape memory materials (general applications of shape memory alloys and smart materials). Cambridge University Press, Cambridge
Krooß P et al (2022) Additive manufacturing of binary Ni–Ti shape memory alloys using electron beam powder bed fusion: functional reversibility through minor alloy modification and carbide formation. Shap Mem Superelasticity 8(4):452–462. https://doi.org/10.1007/S40830-022-00400-2/FIGURES/8
Lagoudas DC (2011) Shape memory alloys : modeling and engineering applications. Springer, Cham
Ma J, Karaman I, Noebe RD (2013) High temperature shape memory alloys. Int Mater Rev 55(5):257–315. https://doi.org/10.1179/095066010X12646898728363
Sehitoglu H, Patriarca L, Wu Y (2017) Shape memory strains and temperatures in the extreme. Curr Opin Solid State Mater Sci 21(2):113–120. https://doi.org/10.1016/J.COSSMS.2016.06.005
Morgan NB (2004) Medical shape memory alloy applications—the market and its products. Mater Sci Eng A 378(1–2):16–23. https://doi.org/10.1016/J.MSEA.2003.10.326
Elahinia MH, Hashemi M, Tabesh M, Bhaduri SB (2012) Manufacturing and processing of NiTi implants: a review. Prog Mater Sci 57(5):911–946. https://doi.org/10.1016/J.PMATSCI.2011.11.001
Hayrettin C, Karakoc O, Karaman I, Mabe JH, Santamarta R, Pons J (2019) Two way shape memory effect in NiTiHf high temperature shape memory alloy tubes. Acta Mater 163:1–13. https://doi.org/10.1016/J.ACTAMAT.2018.09.058
Machado LG, Savi MA (2003) Medical applications of shape memory alloys. Brazilian J Med Biol Res 36(6):683–691
Pfeifer R, Müller CW, Hurschler C, Kaierle S, Wesling V, Haferkamp H (2013) Adaptable orthopedic shape memory implants. Procedia CIRP 5:253–258. https://doi.org/10.1016/J.PROCIR.2013.01.050
Patriarca L, Wu Y, Sehitoglu H, Chumlyakov YI (2016) High temperature shape memory behavior of Ni50.3Ti25Hf24.7 single crystals. Scr Mater 115:133–136. https://doi.org/10.1016/J.SCRIPTAMAT.2016.01.015
Toker GP et al (2020) Shape memory behavior of NiTiHf alloys fabricated by selective laser melting. Scr Mater 178:361–365. https://doi.org/10.1016/J.SCRIPTAMAT.2019.11.056
Elahinia M et al (2018) Additive manufacturing of NiTiHf high temperature shape memory alloy. Scr Mater 145:90–94. https://doi.org/10.1016/J.SCRIPTAMAT.2017.10.016
Tugrul HO, Saygili HH, Kockar B (2021) Influence of limiting the actuation strain on the functional fatigue behavior of Ni50.3Ti29.7Hf20 high temperature shape memory alloy. J Intell Mater Syst Struct 32(2):219–227. https://doi.org/10.1177/1045389X20953610/ASSET/IMAGES/LARGE/10.1177_1045389X20953610-FIG2.JPEG
Canadinc D et al (2017) On the deformation response and cyclic stability of Ni50Ti35Hf15 high temperature shape memory alloy wires. Scr Mater 135:92–96. https://doi.org/10.1016/J.SCRIPTAMAT.2017.03.025
Kockar B, Karaman I, Kim JI, Chumlyakov Y (2006) A method to enhance cyclic reversibility of NiTiHf high temperature shape memory alloys. Scr Mater 54(12):2203–2208. https://doi.org/10.1016/J.SCRIPTAMAT.2006.02.029
Karaca HE, Saghaian SM, Basaran B, Bigelow GS, Noebe RD, Chumlyakov YI (2011) Compressive response of nickel-rich NiTiHf high-temperature shape memory single crystals along the [1 1 1] orientation. Scr Mater 65(7):577–580. https://doi.org/10.1016/J.SCRIPTAMAT.2011.06.027
Benafan O, Noebe RD, Padula SA, Vaidyanathan R (2012) Microstructural response during isothermal and isobaric loading of a precipitation-strengthened Ni-29.7Ti-20Hf high-temperature shape memory alloy. Metall Mater Trans A Phys Metall Mater Sci 43(12):4539–4552. https://doi.org/10.1007/S11661-012-1297-Z/FIGURES/10
Karaca HE et al (2012) Effects of aging on [1 1 1] oriented NiTiHfPd single crystals under compression. Scr Mater 67(7–8):728–731. https://doi.org/10.1016/J.SCRIPTAMAT.2012.06.028
Evirgen A, Karaman I, Santamarta R, Pons J, Noebe RD (2015) Microstructural characterization and shape memory characteristics of the Ni50.3Ti34.7Hf15 shape memory alloy. Acta Mater 83:48–60. https://doi.org/10.1016/J.ACTAMAT.2014.09.027
Saghaian SM, Karaca HE, Tobe H, Souri M, Noebe R, Chumlyakov YI (2015) Effects of aging on the shape memory behavior of Ni-rich Ni50.3Ti29.7Hf20 single crystals. Acta Mater 87:128–141. https://doi.org/10.1016/J.ACTAMAT.2014.12.040
Umale T, Salas D, Tomes B, Arroyave R, Karaman I (2019) The effects of wide range of compositional changes on the martensitic transformation characteristics of NiTiHf shape memory alloys. Scr Mater 161:78–83. https://doi.org/10.1016/J.SCRIPTAMAT.2018.10.008
Gantz F, Ley NA, Young ML (2021) Effect of nickel content on processing of Ni-rich NiTiHf high-temperature shape memory alloys. Shap Mem Superelasticity 7(2):262–269. https://doi.org/10.1007/S40830-021-00324-3/FIGURES/5
Gantz F et al (2021) Processing, preaging, and aging of NiTi-20 at.% Hf high-temperature shape memory alloy from laboratory to industrial scale. Shap Mem Superelasticity 7(3):447–457. https://doi.org/10.1007/S40830-021-00345-Y/FIGURES/9
Santamarta R et al (2013) TEM study of structural and microstructural characteristics of a precipitate phase in Ni-rich Ni–Ti–Hf and Ni–Ti–Zr shape memory alloys. Acta Mater 61(16):6191–6206. https://doi.org/10.1016/J.ACTAMAT.2013.06.057
Elahinia M, Shayesteh Moghaddam N, Taheri Andani M, Amerinatanzi A, Bimber BA, Hamilton RF (2016) Fabrication of NiTi through additive manufacturing: a review. Prog Mater Sci 83:630–663. https://doi.org/10.1016/J.PMATSCI.2016.08.001
Cullaz T et al (2023) Effect of post-treatments on the thermomechanical behavior of NiTiHf high-temperature shape memory alloy fabricated with laser powder bed fusion. Shap Mem Superelasticity 1:1–10. https://doi.org/10.1007/S40830-023-00472-8/FIGURES/6
Nematollahi M et al (2019) Additive manufacturing of Ni-rich NiTiHf20: manufacturability, composition, density, and transformation behavior. Shap Mem Superelasticity 5(1):113–124. https://doi.org/10.1007/S40830-019-00214-9/FIGURES/9
Dabbaghi H, Safaei K, Nematollahi M, Bayati P, Elahinia M (2020) Additively manufactured NiTi and NiTiHf alloys: estimating service life in high-temperature oxidation. Materials 13(9):2104. https://doi.org/10.3390/MA13092104
Zhang C et al (2022) Processing parameters and martensitic phase transformation relationships in near defect-free additively manufactured NiTiHf high temperature shape memory alloys. Mater Des 222:110988. https://doi.org/10.1016/J.MATDES.2022.110988
Fink A, Fu Z, Körner C (2023) Functional properties and shape memory effect of nitinol manufactured via electron beam powder bed fusion. Materialia (Oxf) 30:101823. https://doi.org/10.1016/J.MTLA.2023.101823
Lin Z, Surreddi KB, Hulme C, Dadbakhsh S, Rashid A (2023) Influence of electron beam powder bed fusion process parameters on transformation temperatures and pseudoelasticity of shape memory nickel titanium. Adv Eng Mater 25(12):2201818. https://doi.org/10.1002/ADEM.202201818
Safaei K et al (2021) Additive manufacturing of NiTi shape memory alloy for biomedical applications: review of the LPBF process ecosystem. JOM 73(12):3771–3786. https://doi.org/10.1007/S11837-021-04937-Y/FIGURES/11
Mehrpouya M, Gisario A, Nematollahi M, Rahimzadeh A, Baghbaderani KS, Elahinia M (2021) The prediction model for additively manufacturing of NiTiHf high-temperature shape memory alloy. Mater Today Commun 26:102022. https://doi.org/10.1016/J.MTCOMM.2021.102022
Lauhoff C et al (2020) Additive manufacturing of Co–Ni–Ga High-temperature shape memory alloy: processability and phase transformation behavior. Metall Mater Trans A Phys Metall Mater Sci 51(3):1056–1061. https://doi.org/10.1007/S11661-019-05608-Z/FIGURES/4
Alagha AN, Hussain S, Zaki W (2021) Additive manufacturing of shape memory alloys: a review with emphasis on powder bed systems. Mater Des 204:109654. https://doi.org/10.1016/J.MATDES.2021.109654
Bormann T, Müller B, Schinhammer M, Kessler A, Thalmann P, De Wild M (2014) Microstructure of selective laser melted nickel–titanium. Mater Charact 94:189–202. https://doi.org/10.1016/J.MATCHAR.2014.05.017
Shen J et al (2021) In-situ synchrotron X-ray diffraction analysis of the elastic behaviour of martensite and H-phase in a NiTiHf high temperature shape memory alloy fabricated by laser powder bed fusion. Addit Manuf Lett 1:100003. https://doi.org/10.1016/J.ADDLET.2021.100003
Hosseinzadeh H et al (2022) A numerical approach to model microstructure evolution for NiTi shape memory alloy in laser powder bed fusion additive manufacturing. Integr Mater Manuf Innov 11(1):121–138. https://doi.org/10.1007/S40192-022-00252-9/FIGURES/22
Nematollahi M et al (2020) Laser powder bed fusion of NiTiHf high-temperature shape memory alloy: effect of process parameters on the thermomechanical behavior. Metals 10(11):1522. https://doi.org/10.3390/MET10111522
Zarnetta R et al (2010) Identification of quaternary shape memory alloys with near-zero thermal hysteresis and unprecedented functional stability. Adv Funct Mater 20(12):1917–1923. https://doi.org/10.1002/ADFM.200902336
Acar E, Çalışkan M, Karaca HE (2019) Differential scanning calorimetry response of aged NiTiHfPd shape memory alloys. Appl Phys A Mater Sci Process 125(4):1–6. https://doi.org/10.1007/S00339-019-2543-7/FIGURES/6
Karakoc O et al (2020) Effects of training on the thermomechanical behavior of NiTiHf and NiTiZr high temperature shape memory alloys. Mater Sci Eng A 794:139857. https://doi.org/10.1016/J.MSEA.2020.139857
Saghaian SM et al (2017) High strength NiTiHf shape memory alloys with tailorable properties. Acta Mater 134:211–220. https://doi.org/10.1016/J.ACTAMAT.2017.05.065
Meier H, Haberland C (2008) Experimental studies on selective laser melting of metallic parts. Materwiss Werksttech 39(9):665–670. https://doi.org/10.1002/MAWE.200800327
Moshref-Javadi M, Seyedein SH, Salehi MT, Aboutalebi MR (2013) Age-induced multi-stage transformation in a Ni-rich NiTiHf alloy. Acta Mater 61(7):2583–2594. https://doi.org/10.1016/J.ACTAMAT.2013.01.037
Saedi S, Shayesteh Moghaddam N, Amerinatanzi A, Elahinia M, Karaca HE (2018) On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater 144:552–560. https://doi.org/10.1016/J.ACTAMAT.2017.10.072
Wagner MA, Ocana-Pujol JL, Hadian A, Clemens F, Spolenak R (2023) Filament extrusion-based additive manufacturing of NiTi shape memory alloys. Mater Des 225:111418. https://doi.org/10.1016/J.MATDES.2022.111418
Evirgen A, Pons J, Karaman I, Santamarta R, Noebe RD (2018) H-Phase precipitation and martensitic transformation in Ni-rich Ni–Ti–Hf and Ni–Ti–Zr high-temperature shape memory alloys. Shap Mem Superelasticity 4(1):85–92. https://doi.org/10.1007/S40830-018-0165-0/TABLES/2
Sajadifar SV et al (2022) On the friction stir processing of additive manufactured 316L stainless steel. Adv Eng Mater. https://doi.org/10.1002/ADEM.202200384
Niendorf T et al (2014) Functionally graded alloys obtained by additive manufacturing. Adv Eng Mater 16(7):857–861. https://doi.org/10.1002/adem.201300579
David SA, Vitek JM (2013) Correlation between solidification parameters and weld microstructures. Int Mater Rev 34(1):213–245. https://doi.org/10.1179/IMR.1989.34.1.213
Kumar PS, Acharyya SG (2019) Controlling chloride induced stress corrosion cracking of AISI 316L stainless steel by application of buffing. Mater Today Proc 15:138–144. https://doi.org/10.1016/J.MATPR.2019.05.036
Gäumann M, Henry S, Cléton F, Wagnière JD, Kurz W (1999) Epitaxial laser metal forming: analysis of microstructure formation. Mater Sci Eng A 271(1–2):232–241. https://doi.org/10.1016/S0921-5093(99)00202-6
Collins PC, Brice DA, Samimi P, Ghamarian I, Fraser HL (2016) Microstructural control of additively manufactured metallic materials. Annu Rev Mater Res 46:63–91. https://doi.org/10.1146/ANNUREV-MATSCI-070115-031816
Thijs L, Kempen K, Kruth JP, Van Humbeeck J (2013) Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater 61(5):1809–1819. https://doi.org/10.1016/j.actamat.2012.11.052
Raghavan N et al (2017) Localized melt-scan strategy for site specific control of grain size and primary dendrite arm spacing in electron beam additive manufacturing. Acta Mater 140:375–387. https://doi.org/10.1016/J.ACTAMAT.2017.08.038
Han XD, Zou WH, Wang R, Zhang Z, Yang DZ (1996) Structure and substructure of martensite in a Ti36.5Ni48.5HfiS high temperature shape memory alloy. Acrt Mater 44(9):3411–3721. https://doi.org/10.1016/1359-6454(96)00034-1
Han XD, Zou WH, Wang R, Zhang Z, Yang DZ, Wu KH (1995) The martensite structure and aging precipitates of a TiNiHf high temperature shape memory alloy. J Phys IV 05(C8):C8-753. https://doi.org/10.1051/JP4/199558753
Shuitcev A et al (2022) Precipitation and coarsening kinetics of H-phase in NiTiHf high temperature shape memory alloy. J Mater Sci Technol 114:90–101. https://doi.org/10.1016/J.JMST.2021.11.011
Baradari S, Resnina N, Belyaev S, Prokofiev E, Valiev RZ, Nili-Ahmadabadi M (2022) Significant improvement in the thermal cycling stability of Ni44.8Ti45.8Hf5Cu5 shape memory alloy by high pressure torsion and post-deformation annealing. J Market Res 19:2215–2224. https://doi.org/10.1016/J.JMRT.2022.05.168
Wu SK, Chang YC (2019) Thermal cycling effect on transformation temperatures of different transformation sequences in TiNi-based shape memory alloys. Materials 12(16):2512. https://doi.org/10.3390/MA12162512
Witherspoon C, Zheng P, Chmielus M, Dunand DC, Müllner P (2015) Effect of porosity on the magneto-mechanical behavior of polycrystalline magnetic shape-memory Ni–Mn–Ga foams. Acta Mater 92:64–71. https://doi.org/10.1016/J.ACTAMAT.2015.03.038
Acknowledgements
The authors gratefully acknowledge financial support from the Deutsche Forschungsgemeinschaft (DFG) (Project No 398899207).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
S.V. Sajadifar contributed to Conceptualization, Methodology, Data curation, Investigation, Writing of the original draft, and Writing, reviewing, & editing of the manuscript. P. Krooß contributed to Conceptualization, Methodology, Data curation, Investigation, Writing of the original draft, and Writing, reviewing, & editing of the manuscript. F. Ewald contributed to Conceptualization, Methodology, Data curation, Investigation, and Writing, reviewing, & editing of the manuscript. C. Lauhoff contributed to Conceptualization, Methodology, Data curation, Investigation, and Writing, reviewing, & editing of the manuscript. A. Bolender contributed to Data curation, Investigation, and Writing, reviewing, & editing of the manuscript. M. Kahlert contributed to Data curation, Investigation, Writing, reviewing, & editing of the manuscript. T. Arold contributed to Investigation and Writing, reviewing, & editing of the manuscript. G. Gerstein contributed to Data curation, Investigation, and Writing, reviewing, & editing of the manuscript. T. Niendorf contributed to Resources, Project administration, and Writing, reviewing, & editing of the manuscript, and Supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
{kind=link}
{kind=link}
Cite this article
Sajjadifar, S.V., Krooß, P., Ewald, F. et al. Functional Properties of a Ni-rich Ni–Ti–Hf Shape Memory Alloy Fabricated via Laser Beam Powder Bed Fusion—Impact of Porosity and Precipitation Characteristics on the Thermal Hysteresis. Shap. Mem. Superelasticity (2024). https://doi.org/10.1007/s40830-024-00485-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40830-024-00485-x