
Abstract
The present study evaluates the fatigue and fracture performance of electropolished Nitinol wire apex specimens subjected to a range of initial bending crimp/pre-strains to determine how the fatigue behavior may be modified by compressive strains and residual stress. Three extrados (tensile) crimp/pre-strain conditions (8, 12, and 14.5%) were investigated. Specimens were fatigue cycled in unidirectional bending up to 107 cycles at 37 °C and 1.5% mean strain. High bending crimp/pre-strains were observed to decrease the probability of fatigue fracture for higher strain amplitudes at 107 cycles. Bend intrados fatigue cracks were observed to initiate and arrest at crimp/pre-strains of 12 and 14.5%. These fatigue cracks were arrested at lengths corresponding to the amount of far-field compressive load applied. Finally bending fatigue initiation and fracture in Nitinol was observed to change from the tensile strain surface (extrados) to the compressive surface (intrados) depending on the amount of bending pre-strain applied.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Superelastic Nitinol continues to be a prevailing material of choice for endovascular and cardiovascular medical device applications. Due to the cardiac cycle and other physiological loading, these implantable devices are subjected to hundreds of millions of fatigue cycles during their service lifetime. This can result in functional fatigue, such as a reduction in material properties, and eventually structural fatigue and fracture [1,2,3]. As a result, fatigue characterization is a prominent aspect of the Nitinol literature [4,5,6,7,8,9,10,11].
Mechanical stress is the fundamental quantity that acts on atomic bonds and drives dislocation motion, leading to fatigue crack initiation and propagation [12,13,14]. Despite this, Nitinol fatigue is commonly characterized on a strain basis through mean and alternating strain since endovascular devices are typically governed by strain controlled boundary conditions from blood vessel sizing and pulsatile distention [10, 15]. As a result, the role of stress on Nitinol fatigue is not well understood. The local stress state in Nitinol can depend on several factors, including the austenite finish (Af) temperature, the tension–compression asymmetry of Nitinol, or residual stresses due to plastic deformation [6, 16,17,18,19,20,21,22,23,24,25,26]. These parameters can result in a decoupling between the stress state and strain state in Nitinol (i.e. different stresses may arise for the same strain state).
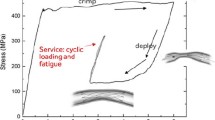
Typically, the highest bending stress/strain that endovascular stents and other Nitinol based cardiovascular devices undergo in service occurs during crimping onto the catheter, subsequent device tracking, or sterilization resulting in exposure to high temperatures. In bending, the neutral axis for superelastic Nitinol is shifted away from centerline, resulting in a reduced area for compressive stresses/strains to distribute and martensite variants to be accommodated during the stress-induced phase transformation [6, 18]. This leads to higher compressive strains on the bend intrados relative to the tensile strains on the extrados. Upon deployment, the permanently deformed portions of the bend may be subjected to stress reversal, resulting in residual tensile stresses at areas that had been subjected to compressive yielding during crimping. Such residual tensile stresses can potentially compromise the fatigue performance of the device [6].
Although some work exists in the literature that investigates the effects of various forms of pre-strain on the fatigue performance of Nitinol wire in rotary bend, tension-tension, and diamond specimen fatigue, these studies did not specifically investigate the scenario of excessive bend crimping/pre-straining that a stent geometry may experience during service [6, 11]. The purpose of the present study is to evaluate the fatigue and fracture performance of Nitinol wire apex specimens subjected to a range of initial bending crimp/pre-strains to determine how the subsequent bending fatigue behavior may be modified by compressive strains and residual stress. Factors governing crack initiation, crack arrest, and fracture are discussed in relation to the amount of crimp/pre-strain and corresponding residual stresses induced in the wire apex specimens. Additionally, fractographic analysis is also performed to quantify initiation site (extrados or intrados), crack growth and potential arrest from the intrados, and distinguishing fracture patterns with the corresponding amount of crimp/pre-strain.
Materials and Methods
Wire Apex Specimens
Vacuum arc remelted (VAR) superelastic Nitinol wire (50.9 at.% Ni) produced by Fort Wayne Metals (Fort Wayne, Indiana) was drawn to a finished diameter of 0.5 mm with 45% nominally retained cold work using a series of cold work and annealing passes. Discrete sections of straight wire were cut and shape-set into the desired apex specimens. Specimens were shape-set in a fluidized bed at 515 °C for 10 min followed by immediate water quenching. After shape-setting, the wire apex specimens were then electropolished to a surface finish typical of implantable Nitinol stents (Admedes Schuessler GmbH, Pforzheim, DE). A detailed image of the wire apex fatigue test specimen can be viewed in Fig. 1. Finally, austenite finish temperature, Af, was measured to be 19 °C through bend and free recovery in accordance with ASTM F2082.

Optical microscopy image taken of a wire apex fatigue test specimen used in this study. Image was taken using transmitted light. Important dimensions are listed on the image as well as which surfaces experience tensile and compressive loading during fatigue testing
Pre-strain and Fatigue Test Conditions
The finished wire apex specimens were fatigue tested on a 12-station TA Instruments (formerly Bose, New Castle, Delaware) Electroforce 3230 multi-specimen fatigue (MSF) tester at 37 °C in a phosphate-buffered saline (PBS) solution. The wire apex specimens were gripped on the straight ends of the wires away from the apex, leaving a grip-to-grip distance of 27 mm. To load the specimens, the wire apex was pushed inward so that a tensile surface would develop on the apex extrados and a compressive surface on the intrados, as with a typical stent geometry (Fig. 1). Specimens were crimped/pre-strained by pushing inward on the apex to one of three tensile extrados strains: 8%, 12%, or 14.5%. The maximum principal strain was used as the tensile strain measure for both crimp and cyclic loading (see “Finite Element Analysis” section). Demonstration of the crimping/pre-straining process is shown in Fig. 2. The 8% extrados pre-strain condition served as the control group for the study, as an 8% pre-strain would not be expected to induce plastic deformation on the specimen.

Demonstration of the overall loading method and crimping/pre-straining process for the wire apex fatigue test specimens. Custom fixtures were designed to pinch the apex in order to achieve a crimp strain of 14.5% (pinching was not required for 8% and 12% strain conditions)
Test specimens were then unloaded to 1.5% mean strain on the extrados (tensile side) and cycled at strain amplitudes of 1.5%, 1.2%, 1.0%, 0.9%, or 0.8%. This loading profile for the wire specimen was designed to mimic that of a typical stent strut apex or diamond. The pushing of the wire apex was maintained in a single axis such that bending tensile strains occurred on the extrados and compressive strains occurred on the intrados. A minimum of three specimens were tested at each of the cyclic extrados tensile strain amplitudes until specimen fracture or a runout of 10 million cycles was achieved. The peak and valley loads were recorded every 500 cycles for each fatigue specimen by a 40 N load cell to monitor for specimen break detection. No large changes in the cyclic load were observed during testing apart from the load drop seen during specimen fracture. All fatigue testing was conducted under displacement-control conditions at a cycling frequency of 25 Hz.
Finite Element Analysis
The stress and strain distributions in the wire apex specimens were determined using a finite element (FE) model of the wire apex. The commercial finite element analysis (FEA) software package Abaqus 6.13-1 was used for the analysis. The constitutive relationship used in the analysis incorporated both the superelastic response of the Nitinol material and the permanent set due to plasticity. The parameters used in the constitutive relationship were derived from experimental uniaxial stress–strain tests performed from long wire sections that had undergone all the same heat treatments as the fatigue specimens. The uniaxial tensile tests were performed according to ASTM F2516 on an Instron (Norwood, Massachusetts) 5982 Series load frame at 37 °C in a thermal chamber. Strain for the tensile tests was tracked with an Instron Advanced Video Extensometer (AVE-2). The stress–strain data were converted to true stress and strain for input into the Nitinol UMAT model using the following equations:
Tensile tests for the derived Nitinol properties can be observed in Fig. 3 with important model properties listed in Table 1. The FEA model incorporated the compressive stress transformation equal to approximately 1.5 times the tensile stress transformation [8, 11, 25]. The wire was meshed with eight elements across the wire diameter, and Abaqus element type C3D8I was used. Finally, the apex specimen model was validated by comparing the force–displacement response of the model to experimental measurements, which showed good agreement.

Stress–strain characterization of the Nitinol material used in the wire apex fatigue specimens
The machine displacements required to reach the selected tensile pre-strains and subsequent desired cyclic strains on the wire apex extrados were determined using the FE model. All indicated strains for pre-strain, mean strain, and strain amplitude referred to the peak maximum principal strain on the apex extrados. For each analysis, the wire was crimped/pre-strained, deployed to the mean maximum principal strain, and then cycled three times. The machine displacements used to calculate the various cyclic strain amplitudes were calculated at the third cycle of the FEA simulation. As shown in Fig. 2, custom test fixtures were used during the analysis and testing to compress the apex tip to achieve the desired peak strains.
Fractography
Fractured wire apex specimens were examined under scanning electron microscopy (SEM) using a FEI Versa 3D™ Dualbeam™ (now Thermo Fisher Scientific, Waltham, Massachusetts) microscope. Where applicable, specimens that had survived testing but were observed to have arrested cracks were lab-fractured to expose the arrested crack face.
Statistical Data Analysis
Binomial logistic regression analysis was performed on the fatigue data to elucidate any trends related to the effect of pre-strain on the strain amplitude fatigue limit at 107 cycles. The logistic regression analysis was conducted in the same manner as outlined by Robertson et al. [9]. The raw fatigue data were first converted to a binary data set by assigning values of 1 or 0 for a failure or runout event, respectively. The average probability was then calculated for strain amplitudes where a mix of failures and runouts occurred. The data were then plotted as the probability of fatigue fracture vs. strain amplitude. A sigmoidal curve was fit to the data using the following logistic response function:
where P is the probability of fracture at 107 cycles, x is a vector of strain amplitudes, and β is a vector of model coefficients. Goodness of fit was assessed using Pearson’s chi-squared (χ2) test. The binomial logistic regression and statistical analysis were performed using a custom MATLAB (Natick, Massachusetts) script.
Results
Pre-straining Process
The force–displacement response during the pre-straining process for the different extrados pre-strains is shown in Fig. 4. As shown in Fig. 4, the force increased until approximately 1.5 mm, after which a reduction in force occurred. Beyond approximately 10 mm of displacement, an increase in force occurred, with a substantial increase in force when the apex tip was pinched by the fixtures at approximately 18 mm. During unloading, increasing the extrados pre-strain resulted in a larger separation of the loading and unloading force plateaus due to increased plasticity.

Compressive load vs. displacement curves for the three extrados pre-strain conditions. Displacements to reach the desired pre-strains were calculated through FEA
To further evaluate the level of plasticity in the wires from pre-straining, the mean forces during cycling and a visual comparison of the wires was performed. The mean forces during cycling across several test specimens were 2.65 N for 8% pre-strain, 2.48 N for 12% pre-strain, and 2.02 N for 14.5% pre-strain. A comparison of an untested specimen and specimens pre-strained to 8%, 12%, and 14.5% can be observed in Fig. 5. Little-to-no general shape change was observed for the 8% and 12% pre-strain tests compared to an untested specimen. There was a small shape change that was incurred during 14.5% pre-straining. The wire apex angle at this pre-strain decreased compared to the other specimens.

Optical microscopy image of wire apex specimens using transmitted light for an untested specimen and specimens tested for 8%, 12%, and 14.5% extrados pre-strain conditions
Finally, the martensite volume fraction was compared between the three pre-strain (crimp) levels. As shown in Fig. 6, at 8% pre-strain, only portions of the extrados and a relatively small region of the intrados reached complete martensite, while for 12% and 14.5% pre-strain, larger regions reached full martensite. After deploying to the mean strain of 1.5%, the martensite volume fractions were similar for the 8% and 12% pre-strain cases, while the 14.5% pre-strain case had austenite at the intrados, rather than martensite (Fig. 7).

Comparison of the martensite volume fraction at the different peak crimp/pre-strain test conditions

Comparison of the martensite volume fraction after deploying to the mean cyclic position for the three crimp/pre-strain conditions
Fatigue Testing
Fatigue test results are shown in Fig. 8. The fatigue test data exhibit a bimodal trend typically observed in Nitinol bending fatigue, where an abrupt change between low-cycle and high-cycle fatigue occurs with relatively few high-cycle fatigue failures [4, 7, 9]. All tested specimens from the three pre-strain conditions failed at 1.5% strain amplitude while all tested specimens survived to 107 cycles at 0.8%.

Strain amplitude vs. cycles to failure (S–N) plot for the Nitinol wire apex specimens subjected to fatigue testing under the three extrados pre-strain conditions of 8%, 12%, and 14.5%. Specimens were tested up to 107 cycles. Filled markers represent specimen fractures while open markers represent specimen runouts
Statistical Data Analysis
The fitted sigmoidal logistic regression curves for the 107-cycle probability of fatigue fracture at different strain amplitudes are shown in Fig. 9. There is a rightward shift in the curves for the 14.5% and 12% pre-strain groups compared to the 8% pre-strain control group. The rightward shift indicates that higher strain amplitudes are predicted to have lower probabilities of fatigue fracture at 107 cycles at pre-strains of 12% and 14.5% compared to 8%. These trends can also be observed in Table 2, which lists numeric results for the probability of fatigue fracture at 50%, 10%, and 5% for the three pre-strain conditions. The numeric results show the largest difference in the strain amplitudes at 50% probability of fatigue fracture across the three pre-strain groups. At 10% and 5% probability of fatigue fracture, there is less than 0.1% strain amplitude difference between the 12% and 14.5% pre-strain conditions.

Sigmoidal logistic regression curves showing probability of fatigue fracture vs. strain amplitude at 107 cycles
The p-values for the logistic regression model coefficients, β, across all the extrados pre-strain curves were less than 0.05 except for the slope coefficient term for the 8% pre-strain curve. The p-value for this term was 0.06. The Pearson residuals fit a normal distribution. However, given the limited data (only five strain amplitudes tested), the Pearson’s χ2 test may not be fully accurate. It should be noted that binomial logistical regression analysis was performed to graphically illustrate overall trends in the fatigue test data of this study. Statistically significant differences in the probability of fatigue fracture from initial pre-strains cannot be measured from this technique.
Fractography—8% Pre-strain Test-Fractured Specimen
SEM fractography was performed on select fractured specimens from the 8% pre-strain group to determine the bending pre-strain’s effect on the fracture origin (extrados or intrados). The fracture surface from a specimen tested at 1.5% strain amplitude from this group can be observed in Fig. 10. A semi-elliptical fatigue crack, measuring approximately 140 µm in radial depth (28% of the wire diameter) can be observed emanating from the tensile extrados surface (Fig. 10 top). The relatively small area of fatigue crack growth and the larger area of microvoid coalescence on the surface is consistent with low-cycle fatigue fracture. The fracture origin is collocated with a near-surface nonmetallic inclusion on the extrados surface of the wire apex specimen (Fig. 10 bottom).

Back scatter electron (BSE) micrographs of the fracture surface from a wire apex specimen tested at 1.5% strain amplitude and at 8% pre-strain. Top: overview of the fracture surface where a semi-elliptical crack can be observed emanating from the extrados of the specimen. Bottom: high-magnification micrograph of the fatigue crack origin, a near-surface nonmetallic inclusion
Fractography—12% Pre-strain Lab-Fractured Specimen
As shown above, the 12% and 14.5% pre-strain conditions exhibited better fatigue performance than the 8% pre-strain group. Specimens that survived fatigue testing were therefore examined for any damage from either crimping/pre-straining or cycling. The inspection revealed arrested intrados cracks on multiple specimens in the 12% and 14.5% pre-strain conditions. An example of an arrested intrados crack from the 1.2% strain amplitude, 12% pre-strain group is shown in Fig. 11. Given the large number of cycles, the relatively small specimens, and the relatively fast fatigue crack growth rates exhibited by Nitinol, these cracks likely arrested during testing, rather than being partial cracks that were progressing through the wire at the end of the test [27, 28]. To further examine these arrested intrados cracks, specimens were manually fractured to expose the surface of the arrested fatigue crack for SEM examination. This was accomplished by bending the specimen in the opposite direction to open the intrados crack. An overview of the fracture surface from this specimen can be observed in Fig. 12. The arrested semi-elliptical crack measured approximately 44 µm in radial depth (9% of the wire diameter) at the apex intrados. Higher-magnification inspection of the arrested crack in Fig. 12 showed characteristic signs of Nitinol fatigue fracture including the presence of “feathering” lines radiating back to a near-surface nonmetallic inclusion at the fracture origin. The arrested crack then transitioned into the overload region at a sharply defined ridge. Lastly, a shear lip with microvoid coalescence was observed at the area of final fracture in Fig. 12. These intrados cracks demonstrate that, although the intrados was cycling between two states of compressive strain, tensile residual stresses were present due to plastic deformation during crimp/pre-straining that generated partial cracking in the wire but not full fracture.

SEM micrograph of an arrested fatigue crack at the intrados of a specimen from the 1.2% strain amplitude, 12% pre-strain group

BSE micrographs of the fracture surface after lab fracture of a specimen from the 1.2% strain amplitude, 12% pre-strain group. Top: overview of the entire wire apex fracture surface. Bottom: higher-magnification micrograph detailing the arrested fatigue crack originating at a near-surface nonmetallic inclusion at the apex intrados (white arrow)
Fractography—14.5% Pre-strain Specimens
Select specimens from the 14.5% pre-strain strain group were also examined for the presence of arrested fatigue cracks on the intrados following the 107-cycle testing. A specimen from this group after manual lab fracture can be observed in Fig. 13. The semi-elliptical fatigue crack measured approximately 103 µm in radial depth (21% of the wire diameter) at the intrados. The arrested fatigue crack had grown to a greater extent than the crack observed with the 12% pre-strain group (Fig. 12), suggesting increased plastic deformation during crimp/pre-strain and more expansive residual tensile stresses than the 12% pre-strain condition. Characteristic features of Nitinol fatigue such as “feathering lines” were present on the surface of the arrested crack. Finally, as shown in Fig. 13, a sharply defined ridge was present as the arrested crack transitioned into an overload region characterized by microvoid coalescence.

BSE micrographs of the fracture surface after lab fracture of a specimen from the 0.9% strain amplitude, 14.5% pre-strain group. Top: overview of the entire wire apex fracture surface. Bottom: higher-magnification micrograph detailing the arrested fatigue crack with “feathering lines” characteristic in Nitinol fatigue
While most cracks that initiated on the intrados arrested, wire apex specimens that fractured during fatigue cycling from the 12% and 14.5% pre-strain conditions had cracks that initiated and propagated through to complete fracture starting from the intrados. One such specimen can be observed in Fig. 14. This specimen fractured at 14.5% pre-strain and 1.0% strain amplitude. A ratchet mark can be observed emanating from the intrados dividing the area of fatigue propagation in half. The ratchet mark and area of crack propagation terminates at the transition into the area of final fracture or overload. Finally, a shear lip can be observed at the end of the overload region at the extrados surface.

BSE micrograph of a fatigue fracture surface from a specimen from the 1.0% strain amplitude, 14.5% pre-strain group. The crack initiated and propagated from the intrados to the extrados, or from the location of compressive to tensile strain loading. A ratchet mark can be observed emanating from the intrados surface and terminating into the overload region
Discussion
Effects of Pre-strain on Fatigue Fracture
The differences in probability of fatigue fracture at 107 cycles for the different crimp/pre-strain conditions indicate that bending pre-strains that induce plastic deformation can influence the long-term fatigue performance of Nitinol. Specifically, higher bending crimp/pre-strains were associated with two trends:
-
1.
A reduction in probability of complete fatigue fracture (i.e., improved performance)
-
2.
The presence of arrested cracks that initiated from the wire apex intrados
These trends are applicable for Nitinol specimens and geometries that undergo unidirectional bending fatigue (BF) where extrados surfaces that underwent tensile plastic strains during crimp continue to undergo tensile mean strains during cycling. Endovascular Nitinol stent diamonds and wire apex geometries are examples of this loading configuration.
Two other studies analyzed the effect of pre-strain on Nitinol with mixed results. Fatigue pre-strain testing conducted by Senthilnathan et al. demonstrated an increase in the fatigue limit in rotating bend fatigue (RBF) and tension–tension (TT) for wire specimens pre-strained in pure tension prior to fatigue testing [11]. In contrast, Gupta et al. found that bending pre-strains in excess of 8% would lower the fatigue limit of Nitinol wire in RBF [6]. The reason for the observed differences lies with the application of pre-strain, resulting residual stress, and the applied cyclic stresses/strains in areas of residual stress. For Senthilnathan et al., the entire wire cross section was pulled in tension for pre-straining, which may result in compressive residual stresses around inclusions or other microstructural features through the entire cross-section [11]. Therefore, when cycled by RBF or TT, the residual compressive stresses may inhibit crack initiation and growth from inclusions. Comparatively, Gupta et al. applied pre-strain through bending, which resulted in tensile residual stresses on one side of the wire and compressive residual stresses on the other. The wires were then exposed to RBF, which applies a tensile stress to both sides of the wire during cycling, thus resulting in the superposition of residual tensile stresses and cyclic tensile stresses on one side of the wire, decreasing fatigue strength [6, 11].
In our study, the wire apexes were exposed to unidirectional BF after pre-straining in bending where the extrados and intrados maintained tensile and compressive strains consistent with the strains during crimping (i.e., the extrados underwent tensile strains during both crimping and cycling). This loading history is more representative of endovascular devices in which stent nodes in tube-based devices or apexes in wire-formed devices are bent during crimping, partially unbent during deployment, and then cycled. The compressive residual stresses on the extrados (tensile strain surface) can inhibit crack formation in that region. The fatigue testing conditions and their observed effect on fatigue limit for the three studies discussed above are summarized in Table 3. This comparison suggests that scenarios in which compressive residual stresses are subjected to cyclic tensile loading exhibit increased fatigue performance, while residual tensile stresses reduce fatigue performance when matched with cyclic tensile loading. Senthilnathan et al. observed consistent results when exposing diamond test specimens to a given pre-strain condition and then varying the locations of compressive and tensile residual stresses on the specimen, i.e., that compressive residual stress areas exposed to tensile loading saw a decrease in the probability of fatigue fracture [11]. Although these observations for complete fracture are consistent with our results, we also observed crack initiation and arrest from residual tensile stresses at the intrados (compressive strain surface) despite a decrease in the probability of complete fatigue fracture.
The Role of Stress on Fatigue of Nitinol
Due to Nitinol’s nonlinear elastic behavior and the potential role of transformation strains in Nitinol fatigue, strain has historically been the primary focus when analyzing Nitinol’s fatigue behavior [10]. A large portion of the Nitinol fatigue literature has focused on the combination of mean strain, strain amplitude, and associated fatigue limit or probability of fracture since endovascular device boundary conditions are dictated by displacement and the associated strain [3, 5, 15]. Frequently, stress and strain track together in endovascular Nitinol devices. However, situations can occur in which stress and strain become decoupled. The presence of residual stresses due to plasticity (such as during crimping/pre-straining) is one such example. During cycling for our tests, the intrados cyclic strains were always compressive since the apex specimen was always compressed axially, whereas the extrados cyclic strains were always tensile. However, plastic strain during crimping can result in residual stresses that affect the overall stress states. For example, despite the compressive strains at the bend intrados during crimping and testing, fatigue cracks initiated and arrested on several specimens pre-strained to 12% or 14.5%. The process of fatigue crack initiation and growth (and arrest) from residual tensile stresses as a result of far-field compressive loads is a commonly observed phenomenon in ductile engineering metals [29,30,31,32,33,34]. Fatigue cracks on the compressive surface of ductile engineering metals will decelerate and arrest as a result of crack closure effects once the crack front encounters insufficient alternating stress intensity to grow (such as reaching a compressive stress field) [32,33,34]. The extent to which these residual tensile stress fatigue cracks grow is directly correlated to the magnitude of the far-field compressive load; i.e., higher compressive loads will result in longer crack arrest distances [30, 32, 33]. It is noted that while residual stresses may be present after the shape-setting process, the observed fracture patterns appear consistent with calculated stress and strain distributions from the FE model, which assumed a stress-free initial condition. Therefore, any residual stresses after shape-setting were likely relatively low.
Our study confirms that this phenomenon can also occur in Nitinol and highlights that residual stress in Nitinol should be considered when evaluating fatigue of Nitinol devices. We observed longer intrados crack arrest distances with higher pre-strains and, therefore, higher far-field compressive loads. More pre-strain testing conditions would be needed to further extrapolate the far-field compressive stress relationship to crack arrest distance in Nitinol.
Crack Initiation, Propagation, and Total Fracture from Intrados to Extrados
All specimens that fractured during fatigue testing from the 12% and 14.5% pre-strain groups saw crack initiation, propagation, and final fracture from the intrados to the extrados, or from the global compressive to tensile side of the specimen. Similar observations were made by Cao et al. in a limited number of fatigue test specimens in which the strain-based R-ratio, Rε, was a low number approaching zero [5]. Cao et al. did not have an explanation for this observed crack growth direction but postulated that residual tensile stresses at the intrados surface were a factor [5]. For this scenario to occur, there must be a continued crack driving force from the intrados (compressive side) to the extrados (tensile side), and that driving force must overcome the depletion of local residual tensile stresses, in which crack deceleration and arrest would typically be expected [29,30,31,32,33,34,35].
Most of the literature on compressive fatigue cracks from residual tensile stresses comes from fatigue crack propagation testing using traditional compact tension, C(T), or center cracked tension, CCT, specimens [29,30,31,32,33, 35, 36]. These geometries are limited in the amount of compression that can occur. Significantly more compressive bending and fulcrum loading can occur in our wire apex specimens as well as general stent diamond or strut geometries. This likely influences an intrados crack’s ability to propagate and not just arrest as is typically observed in C(T) and CCT specimens.
Tension–Compression Asymmetry in Superelastic Nitinol
A component of these observations is Nitinol’s tension–compression asymmetry and the material’s propensity to incur damage from high compressive stresses/strains [6, 16,17,18,19,20,21,22,23,24,25,26]. Strains associated with excessive bending or kinking can induce high compressive plastic stresses/strains at the bend intrados, potentially leading to 45° shear cracks [22, 23]. Tensile residual stresses can then be created upon removal of the bend or kink when the remaining elastic material attempts to spring back to the original shape and expands the plastically compressed material at the bend intrados. Compressive damage starts out as slip-line formation that eventually nucleates into a crack.
Due to Nitinol’s tension–compression asymmetry, the material may be more susceptible to compressive damage-induced cracking than other metallic materials. The tension–compression asymmetry is a result of a shift in the neutral axis toward the compressive surface in bending compared to other metallic materials [18, 25]. The higher compressive strain and reduced area over which that strain is distributed results in higher stresses in that region leading to increased plasticity and damage [6, 22]. Figure 15 demonstrates how our wire apex specimen can form a reduced area with high compressive strains. This figure shows the deformed FEA model result of our wire apex specimen for an extrados pre-strain of 14.5%, which results in a corresponding intrados pre-strain of − 18.8%. The FEA result shows the peak strains moving from the extrados to the intrados, where a smaller compressive strain area (dark blue color) is observed on the intrados of the specimen.

Deformed FEA model result of the pre-strain process to produce a pre-strain of 14.5% for the wire apex specimens tested in this study. For a peak pre-strain of 14.5%, the corresponding peak intrados strain was − 18.8%. Similarly, for a pre-strain of 12%, the intrados strain was − 14.9%. Finally, the pre-strain result of 8% produced a comparable intrados strain of − 9.3%
Conclusions
The effect of high compressive bending pre-strains on the bending fatigue behavior of Nitinol was examined for three different pre-strain conditions. The results of our fatigue testing and analysis have provided the following conclusions:
-
High bending crimp/pre-strains can decrease the probability of fatigue fracture for higher strain amplitudes at 107 cycles in Nitinol wire subjected to unidirectional bending fatigue. This is a result of tensile plastic strains developed during crimp/pre-strain, which result in compressive residual stresses on the extrados surface during cycling that help inhibit crack initiation and growth from this location.
-
High compressive bending pre-strains can create residual tensile stress fields at the bend intrados of Nitinol specimens upon unloading.
-
The type of pre-straining can either increase or decrease the fatigue limit of Nitinol. How the pre-strain is applied and how any resulting residual stresses interact with subsequent fatigue loading significantly affect Nitinol fatigue performance.
-
Residual stresses from pre-straining highlight the potential decoupling of stress from strain state in Nitinol fatigue. Future Nitinol fatigue studies may benefit from merging cyclic strain conditions with cyclic stress conditions in their analysis approach.
-
Bend intrados fatigue cracks may initiate and arrest in Nitinol from high compressive pre-strains. These fatigue cracks arrest at a length corresponding to the amount of far-field compressive load applied. Bending fatigue initiation and fracture in Nitinol can change from a tensile extrados to a compressive intrados depending on the amount of bending pre-strain applied. The exact mechanism to drive crack growth past deceleration or arrest is unknown but must be influenced by the local microstructure ahead of the crack tip.
-
The tension–compression asymmetry in Nitinol can exacerbate plasticity on the compressive bend surface. It is therefore important to consider the amount of crimp/pre-strain applied to Nitinol devices such as endovascular stents.
References
Hurley J, Ortega AM, Lechniak J, Gall K, Maier HJ (2003) Structural evolution during the cycling of NiTi shape memory alloys. Int J Mater Res 94:547–552
Miyazaki S, Imai T, Igo Y, Otsuka K (1986) Effect of cyclic deformation on the pseudoelasticity characteristics of Ti-Ni alloys. Metall Trans A 17:115–120
Pelton AR (2011) Nitinol fatigue: a review of microstructures and mechanisms. J Mater Eng Perform 20:613–617
Adler P, Frei R, Kimiecik M, Briant P, James B, Liu C (2018) Effects of tube processing on the fatigue life of nitinol. Shape Mem Superelasticity 4:197–217
Cao H, Wu MH, Zhou F, McMeeking RM, Ritchie RO (2020) The influence of mean strain on the high-cycle fatigue of Nitinol with application to medical devices. J Mech Phys Solids 143:104057
Gupta S, Pelton AR, Weaver JD, Gong XY, Nagaraja S (2015) High compressive pre-strains reduce the bending fatigue life of nitinol wire. J Mech Behav Biomed Mater 44:96–108. https://doi.org/10.1016/j.jmbbm.2014.12.007
Launey M, Robertson SW, Vien L, Senthilnathan K, Chintapalli P, Pelton AR (2014) Influence of microstructural purity on the bending fatigue behavior of VAR-melted superelastic Nitinol. J Mech Behav Biomed Mater 34:181–186. https://doi.org/10.1016/j.jmbbm.2014.02.008
Pelton AR, Fino-Decker J, Vien L, Bonsignore C, Saffari P, Launey M, Mitchell MR (2013) Rotary-bending fatigue characteristics of medical-grade Nitinol wire. J Mech Behav Biomed Mater 27:19–32
Robertson SW, Launey M, Shelley O, Ong I, Vien L, Senthilnathan K, Saffari P, Schlegel S, Pelton AR (2015) A statistical approach to understand the role of inclusions on the fatigue resistance of superelastic Nitinol wire and tubing. J Mech Behav Biomed Mater 51:119–131
Robertson SW, Pelton AR, Ritchie RO (2012) Mechanical fatigue and fracture of Nitinol. Int Mater Rev 57:1–37. https://doi.org/10.1179/1743280411Y.0000000009
Senthilnathan K, Shamimi A, Bonsignore C, Paranjape H, Duerig T (2019) Effect of prestrain on the fatigue life of superelastic nitinol. J Mater Eng Perform 28:5946–5958
Suresh S (1998) Fatigue of materials. Cambridge University Press, Cambridge
Tanaka K, Mura T (1982) A theory of fatigue crack initiation at inclusions. Metall Trans A 13:117–123
Tanaka K, Mura T (1981) A dislocation model for fatigue crack initiation
Pelton AR, Schroeder V, Mitchell MR, Gong XY, Barney M, Robertson SW (2008) Fatigue and durability of Nitinol stents. J Mech Behav Biomed Mater 1:153–164. https://doi.org/10.1016/j.jmbbm.2007.08.001
Bhattacharya K, Kohn RV (1996) Symmetry, texture and the recoverable strain of shape-memory polycrystals. Acta Mater 44:529–542
Chinubhai A, Kueck A, Saffari P, Senthilnathan K, Vien L, Pelton AR (2013) Factors causing compressive damage-induced cracking in Nitinol. In: Medical device materials VI: proceedings from the materials and processes for medical devices conference (MPMD 2011), p 139
Duerig TW (2006) Some unsolved aspects of Nitinol. Mater Sci Eng A 438–440:69–74. https://doi.org/10.1016/j.msea.2006.05.072
Gall K, Sehitoglu H (1999) Role of texture in tension-compression asymmetry in polycrystalline NiTi. Int J Plast 15:69–92. https://doi.org/10.1016/S0749-6419(98)00060-6
Gall K, Sehitoglu H, Chumlyakov YI, Kireeva IV, Maier HJ (1999) The influence of aging on critical transformation stress levels and martensite start temperatures in NiTi: part I-aged microstructure and micro-mechanical modeling. J Eng Mater Technol Trans ASME 121:19–27. https://doi.org/10.1115/1.2815993
Jacobus K, Sehitoglu H, Balzer M (1996) Effect of stress state on the stress-induced martensitic transformation in polycrystalline Ni-Ti alloy. Metall Mater Trans A 27:3066–3073
James B, Murray S, Saint S (2004) Fracture characterization in nitinol. In: SMST-2003 proceedings of the international conference on shape memory and superelastic technologies, pp 321–324
James B, Wood L, Murray S, Eiselstein L, Foulds J (2006) Compressive damage-induced cracking in nitinol. In: SMST-2004: proceedings of the international conference on shape memory and superelastic technologies, p 117
Plietsch R, Ehrlich K (1997) Strength differential effect in pseudoelastic NiTi shape memory alloys. Acta Mater 45:2417–2424
Reedlunn B, Churchill CB, Nelson EE, Shaw JA, Daly SH (2014) Tension, compression, and bending of superelastic shape memory alloy tubes. J Mech Phys Solids 63:506–537
Stebner AP, Vogel SC, Noebe RD, Sisneros TA, Clausen B, Brown DW, Garg A, Brinson LC (2013) Micromechanical quantification of elastic, twinning, and slip strain partitioning exhibited by polycrystalline, monoclinic nickel-titanium during large uniaxial deformations measured via in-situ neutron diffraction. J Mech Phys Solids 61:2302–2330. https://doi.org/10.1016/j.jmps.2013.05.008
Robertson SW, Ritchie RO (2007) In vitro fatigue-crack growth and fracture toughness behavior of thin-walled superelastic Nitinol tube for endovascular stents: a basis for defining the effect of crack-like defects. Biomaterials 28:700–709. https://doi.org/10.1016/j.biomaterials.2006.09.034
Stankiewicz JM, Robertson SW, Ritchie RO (2007) Fatigue-crack growth properties of thin-walled superelastic austenitic Nitinol tube for endovascular stents. J Biomed Mater Res Part A 81:685–691
Christman T, Suresh S (1986) Crack initiation under far-field cyclic compression and the study of short fatigue cracks. Eng Fract Mech 23:953–964
Holm DK, Blom AF, Suresh S (1986) Growth of cracks under far-field cyclic compressive loads: numerical and experimental results. Eng Fract Mech 23:1097–1106
Pippan R (1987) The growth of short cracks under cyclic compression. Fatigue Fract Eng Mater Struct 9:319–328
Reid CN, Williams K, Hermann R (1979) Fatigue in compression. Fatigue Fract Eng Mater Struct 1:267–270
Suresh S (1985) Crack initiation in cyclic compression and its applications. Eng Fract Mech 21:453–463
Vasudevan AK, Sadananda K (2001) Analysis of fatigue crack growth under compression–compression loading. Int J Fatigue 23:365–374
Fleck NA, Shin CS, Smith RA (1985) Fatigue crack growth under compressive loading. Eng Fract Mech 21:173–185
Zaiken E, Ritchie RO (1985) Effects of microstructure on fatigue crack propagation and crack closure behavior in aluminum alloy 7150. Mater Sci Eng 70:151–160
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical focus in the journal Shape Memory and Superelasticity on Cardiovascular Nitinol Medical Devices. The issue was organized by Dr. Srinidhi Nagaraja, G.RAU, Inc. and Dr. Harshad M. Paranjape, Confluent Medical Technologies, Inc.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Malito, L.G., Briant, P.L., Bowers, M.L. et al. Fatigue, Fracture, and Crack Arrest from Bending Induced Pre-strain in Superelastic Nitinol. Shap. Mem. Superelasticity 8, 129–141 (2022). https://doi.org/10.1007/s40830-022-00375-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40830-022-00375-0