
Abstract
Among all the promising high-temperature shape memory alloys (HTSMAs), the Ni–Mn–Ga and the Ni–Ti–Hf/Zr systems exhibit interesting shape memory and superelastic properties that may place them in a good position for potential applications. The present work shows that thermal treatments play a crucial role in controlling the martensitic phase transformation characteristics of both systems, but in different ways. On one hand, the equilibrium phase diagram of the Ni–Mn–Ga family allows selecting compositions with high transformation temperatures and outstanding thermal stability at relatively high temperatures in air, showing no significant changes in the transformation behavior for continuous aging up to ∼5 years at 500 °C. Moreover, the excellent thermal stability correlates with a good thermal cyclic stability and an exceptional oxidation resistance of the parent phase. On the other hand, precipitation processes controlled by thermal treatments are needed to manipulate the transformation temperatures, mechanical properties, and thermal stability of Ni-rich Ni–Ti–Hf/Zr alloys to become HTSMAs. These changes in the functional properties are a consequence of the competition between the mechanical and compositional effects of the precipitates on the martensitic transformation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In recent years, there has been an increasing interest from the automotive, aerospace, manufacturing, and energy exploration industries in shape memory alloys (SMAs), mostly to be used as high-temperature actuators [1]. The main goal is to benefit from the unique properties of SMAs, such as the shape memory effect and superelasticity, in a light, adaptive, and multifunctional single piece that could substitute the present complex, heavy, and prone to wear/damage multicomponent devices. Ni–Ti alloys, the most successfully commercial SMA to date, can hardly exhibit such properties related to the martensitic transformation at temperatures above 100 °C. Thus, significant efforts have been devoted to investigate and develop alternative SMAs martensitically transforming above 100 °C, which are commonly known as High-Temperature Shape Memory Alloys (HTSMAs). Readers can find an extensive list of HTSMA families that have been developed and proposed as potential candidates for such applications in Ref. [1].
In investigating the reversible phase transformation behavior of SMAs, several factors should be taken into account and their effects on the transformation should be evaluated such as plastic deformation, strengthening, orientation dependence, crystallographic texture, etc. In addition to these factors, several others must be taken into account when studying or using HTSMAs. For instance, the yield strengths of austenite and martensite phases quickly decrease with temperature, which may increase the amount of plastic deformation simultaneously occurring during the martensitic transformation at elevated temperatures and reduce the reversibility of martensitic transformation in HTSMAs. The reactivity of the alloys with oxygen and other gases or fluids surrounding the material also increases at high temperatures. Therefore, when designing HTSMAs, it is important that protective metal oxides form at the surface to prevent loss of transforming matrix and change of the matrix composition, which would induce instabilities on the functional properties of the alloy. Finally, high temperatures enhance diffusion in austenite and martensite phases, which can cause structural instabilities especially when the transforming matrix is not an equilibrium phase or, at least, is not the only equilibrium phase at working temperatures.
The present work focuses on the diffusional processes caused by thermal treatments performed in austenite. Aging in austenite for long times can promote precipitation of non-transforming metastable or stable phases, changing the matrix composition, and strength and, therefore, affecting the functional properties of HTSMAs. If aging in austenite takes place steadily during the operation of HTSMAs in the phase transformation temperature range, precipitation processes could change the microstructure of HTSMA and deteriorate the reversibility of the transformation. However, when the operation temperatures are below the thermal treatment temperatures, controlled precipitation processes may optimize the functional properties of the HTSMA. Examples of both, controlled and continuous precipitation caused by aging in austenite, are shown in the present work.
Most of the already known HTSMAs exhibit the martensitic transformation in the range of 100–400 °C [1]. The present work focuses on two systems with high potential among HTSMAs, the Ni–Mn–Ga and Ni–Ti–X (X = Hf, Zr) alloy families. The aim of the present report is to show some of the recent findings about the effects of thermal treatments on the functional properties of these two HTSMA systems, as well as to draw some future challenges that should be addressed in this field.
Ni–Mn–Ga Alloys
The possibility to obtain large strains induced by magnetic field [2–4] raised scientific and technological interest in the so-called ferromagnetic shape memory alloys (FSMAs). The Ni–Mn–Ga system has been widely studied as the FSMA showing the best potential for the development of magnetic sensors and actuators utilizing these magnetic field-induced large shape changes. However, this system exhibits martensitic transformation in a very large temperature range and several Ni–Mn–Ga compositions can martensitically transform at high temperatures (well above the Curie point), as firstly shown by Chernenko et al. [5]. Since then, several authors studied Ni–Mn–Ga alloys for use as HTSMAs [6–14], reporting reasonable shape memory and superelastic properties [6–9] as well as good stability under thermal cycling [11]. However, not much attention has been devoted to study the effect of thermal treatments on Ni–Mn–Ga HTSMAs in a systematic way. The present work aims at revealing the thermal stability of martensitic transformation and microstructural changes produced by aging in austenite at intermediate temperatures (500 °C) in different Ni–Mn–Ga ternary alloys. The results shown here are the continuation of the previous works reported earlier by the authors [13, 15].
Aging in Austenite
Several polycrystalline off-stoichiometric Ni–Mn–Ga alloys were prepared by induction melting under argon atmosphere from high-purity elements. The nominal compositions of the alloys together with their initial transformation temperatures are listed in Table 1. All the alloys were subjected to an initial solution heat treatment under vacuum at 900 °C for 72 h followed by water quenching. After homogenization, samples were aged in air at 500 °C in order to check the stability of the crystalline phases as well as the oxidation resistance. The evolution of the martensitic transformation was monitored by differential scanning calorimetry at selected times during the aging treatment; after the DSC runs, aging was resumed. The microstructural evolution upon aging was investigated using TEM. Further experimental details can be found in [13, 15].
Despite the fact that most of the investigated alloys have rather similar compositions, their thermal stability under aging at the same temperature can be completely different. For simplicity, the alloys will be classified here into three different groups: alloys showing poor (denoted as Pn), good (Gn), and excellent (En) thermal stability under aging, where the highest value of the integer n indicates the best thermal stability within its group of alloys (see Table 1 for more details).
The martensitic transformation temperatures and transformation enthalpy of alloy G1 (Ni58.3Mn15.9Ga25.8) remain rather stable up to ~2 × 104 s (5.5 h) aging at 500 °C and show a rapid decrease for longer aging times, the transformation being almost completely degraded after 105 s (28 h) [15]. The martensitic transformation in alloy G2 (Ni55.2Mn29.1Ga15.7) remains stable up to aging times one order of magnitude longer than those of alloy G1 and it rapidly degrades after ~5 × 105 s (140 h) at 500 °C [15]. TEM observations allow to correlate the change of the transformation temperatures and decrease of transformation enthalpy with the formation of fcc γ’ phase precipitates in the G1 and G2 alloys, whose size and volume fraction increase continuously with aging (Fig. 1). During the first steps of aging, γ’ precipitates are mostly observed along the grain boundaries (Zone I in Fig. 1a) and the transformation temperatures are only slightly decreased. However, once the precipitates advance inside the grains (Fig. 1b), the martensitic transformation is severely affected (Zone II in Fig. 1a). The formation of γ’ precipitates not only changes the chemical composition of the matrix (i.e., the transformation temperatures), but also inhibits the formation of the big and regular martensite needles observed in the solution heat-treated alloys.

a Reverse transformation peak temperatures and average transformation enthalpy as a function of aging time at 500 °C for the G2 alloy. Zone I shows the region in which the γ’ precipitates are mostly concentrated at the grain boundaries, whereas in Zone II, the precipitates are also in grain interiors. b Bright-field image of the G2 alloy after 500 °C for 106 s exhibiting γ’ precipitates at the grain boundaries and grain interiors
Alloys E1 (Ni51.2Mn33.1Ga15.7), E2 (Ni53.2Mn29.1Ga17.7), and E3 (Ni51.2Mn31.1Ga17.7) aged at 500 °C demonstrate an impressively stable transformation behavior. Figure 2 shows that the transformation temperatures and transformation enthalpies for all three alloys are practically constant along the entire aging series carried out (up to values around 1.12 × 108 s—3.6 years—in alloys E1 and E2 and up to 1.4 × 108 s—4.4 years—in alloy E3). To the best of the authors’ knowledge, these three alloys are the HTSMAs transforming in the range of 100–400 °C with the highest thermal stability under aging at 500 °C .

Reverse transformation peak temperatures (T) and average transformation enthalpy (ΔH) as a function of aging time at 500 °C for the E1, E2, and E3 alloys
Contrary to Gn alloys, aging at 500 °C does not significantly change the microstructure of En alloys, which explains the exceptional stability of the transformation temperatures and enthalpies. Only few small precipitates are observed in some areas of the matrix, which do not affect the thermal stability of the alloy and the formation of large martensite plates. Small dislocation arrays, mostly concentrated at the boundaries of the martensite variants, are also formed (Fig. 3). However, it is worth to note that the TEM observations were performed on the same samples tested in the DSC (in order to ensure a complete correlation between the thermal behavior and the microstructure) and they accumulated a number of DSC thermal cycles to monitor the evolution of the transformation upon aging. Then, the observed dislocation arrays in aged samples can be attributed to the thermal cycling concomitant with the long-term aging experiments. In the present work, En samples have been thermally cycled up to ~100 times until the last steps of aging. The stable response shown in Fig. 2 is in agreement with the work by Ma et al. [11], in which no noticeable changes were observed by DSC on a Ni–Mn–Ga HTSMA after 1000 thermal cycles.

Bright-field TEM image of a boundary between martensite nanotwinned plates in a E2 alloy after aging at 500 °C for 3 × 107 s. Some networks of dislocations can be observed, especially at the zones close to the boundaries between plates
The stability of the martensitic transformation and absence of relevant microstructural modifications upon aging in air at 500 °C for ~4.5 years is an indirect evidence of the excellent resistance to oxidation of the austenite phase in these alloys. Indeed, only a thin oxide layer is visible in the aged alloys, formed at the first stages of aging, which seems to be a protective layer preventing further oxidation. Otherwise, the prolonged exposure of the material to air would cause a significant penetration of oxygen with the formation of metal oxides and a compositional change of the remaining austenite that would undoubtedly affect the martensitic transformation temperatures. Nevertheless, it should be pointed here that the present samples only underwent temperature-induced martensitic transformation with no large macroscopic strains. The materials used as high-temperature actuators by reversible martensitic transformation under external bias loads experience large strains that could cause cracking in the protective oxide layer and a deterioration of the excellent oxidation resistance. Additional experiments should be performed to verify such possibility.
In turn, the Pn samples exhibit the highest martensitic transformation temperatures, but a very unstable transformation behavior. As reported in Refs. [13, 15], alloy P1 (Ni58.4Mn25.3Ga16.3) shows a large decrease in the transformation heat (from 14.5 to 11 J/g), after only two consecutive DSC cycles performed at 5 K min−1 up to the A f temperature (550 °C; see Fig. 2 of [13]). Alloy P2 (Ni53.2Mn31.1Ga15.7) shows similar transformation temperatures and thermal behavior but slightly better thermal stability under aging than alloy P1, the former being able to stand ~10 thermal cycles but exhibiting a serious degradation of the calorimetric peaks with the number of cycles (Fig. 2b of [15]). Moreover, both alloys P1 and P2 are notably sensitive to the exposure time at high temperatures in austenite during the DSC runs. In fact, when this time is shortened and/or the heating rate for thermal cycling is increased, the degradation in transformation enthalpy and stability of transformation temperatures are reduced. This observation supports the fact that the major part of the observed changes corresponds to a rapid decomposition of the parent phase at such high temperatures, which is confirmed by TEM observations. Then, the poor cyclic stability of Pn samples is due to the very low precipitation resistance of the austenite phase for these alloy compositions. These results indicate that good thermal stability under aging of the austenite phase is a necessary requirement to obtain good cyclic stability of the transformation in alloys with high transformation temperatures.
Phase Diagram
As shown above, alloys En, Gn, and Pn exhibit very different thermal stability of the parent phase in spite of having relatively similar compositions. Alloys P1 and P2 have the highest values of martensitic transformation temperatures and electron-to-atom ratio, e/a, and a very poor thermal stability. However, a close inspection of Table 1 does not reveal a clear relationship between thermal stability and the e/a ratio or the transformation temperatures. For instance, alloy E2 demonstrates a much better thermal stability than alloy G1, in spite of having higher values of transformation temperatures and e/a ratio.
To better understand the origins of the thermal stability of Ni–Mn–Ga HTSMAs, it is necessary to analyze the equilibrium phase diagram. Figure 4 shows an isothermal section of the Ni–Mn–Ga equilibrium phase diagram at 800 °C extracted from Ref. [16], where the locations of the present alloys are already marked. In addition, constant e/a lines are drawn as dashed lines, and a thick red line shows the Ni–Mn–Ga compositions with 50at %Ni. It has to be noted that, as the phase equilibrium has been obtained at 800 °C and the aging temperature in the present work has been performed at 500 °C, the solubility of the γ phase is expected to be lower than in Fig. 4. Still, from this diagram, the high thermal stability of alloys E1, E2, and E3 can be easily explained because their compositions are well inside the single β phase region. In turn, alloys Pn and Gn show nominal compositions very close, or inside, the biphasic γ + β region, which explains their tendency to decomposition (probably they are inside the biphasic region at 500 °C, because of the lower γ solubility, as previously explained).

Isothermal section of the Ni–Mn–Ga equilibrium phase diagram at 800 °C (extracted from Ref. [15]) indicating the nominal compositions of the studied alloys. Dashed lines are those with constant e/a ratio, and the red thick line indicates the compositions with 50 at.% of Nickel
Ni–Mn–Ga alloys follow a well-established relationship between martensitic transformation temperatures and e/a ratio, the valence electrons for Ni, Mn, and Ga being 10, 7, and 3, respectively. Then, the most effective way to increase the e/a ratio and the transformation temperatures in the design of new Ni–Mn–Ga HTSMAs is to increase the Ni content at the expense of Ga, but this change approaches the composition of the alloy to the γ + β region, thus worsening quickly its thermal stability. Therefore, from the point of view of the stability under aging in austenite, the best option is to increase the e/a ratio following a line close to the Ni50 at.% one (i.e., substituting Ga by Mn, keeping Ni constant), which results in higher e/a values and transformation temperatures but still in the single β phase region.
Improving the Thermal Stability by Previous Treatments
As it has been described previously, P1 alloy shows very poor thermal and cycling stability, loosing most of its martensitic transformation after a couple of cycles in the DSC. This alloy is clearly in the γ + β biphasic region of the equilibrium phase diagram (Fig. 4) and tends to decompose into γ + β phases, the latter with a different composition with respect to the initial one. According to the existing tie lines in Fig. 4, and taking into account that the equilibrium phase diagram was obtained for 800 °C and the aging temperature in the present work is 500 °C (i.e., lower solubility of the γ phase is expected), the resulting β phase after decomposition should be close to the G2 or to the E2 nominal compositions. Then, the martensitic transformation of the new β phase is expected to be much more stable than the undecomposed P1 alloy.
In order to check this point, the P1 alloy was firstly aged in austenite just above the A f temperature (550 °C, in the present work) for different times and the martensitic transformation was monitored by DSC. During the first hours of aging, the shape of the DSC peak changed abruptly and the martensitic transformation peaks disappeared from the thermogram. However, after ~104 s at 550 °C, the transformation peaks appeared again and showed rather stable values of the transformation enthalpy change and a decrease of the transformation temperatures down to ~ 300 °C after 3.5 × 105 s aging (see inset in Fig. 5). It is worth to note here that the transformation temperatures of the new P1 after aging at 550 °C are relatively close to those of G1 and E2 alloys, although the enthalpy change is significantly lower due to the presence of untransformed γ phase.

Reverse transformation DSC peak temperatures and average transformation enthalpy for the P1 alloy as a function of aging time at 550 °C (inset) to obtain the initial state of the alloy and subsequent aging at 500 °C (main figure) to study the thermal stability
After these initial experiments, a new set of P1 samples were aged at 550 °C for 3.5 × 105 s in order to obtain a biphase state with composition of the β phase close to the equilibrium one at 550 °C. Then, these alloys were subjected to the same study of the thermal stability under aging at 500 °C as in Gn and En alloys described above. Figure 5 shows the evolution of the reverse peak temperatures and averaged enthalpy change as a function of the aging time at 500 °C. The pre-aged P1 alloy can now stand thermal treatments at 500 °C for times around 4 × 107 s (1.3 years) without a significant loss of the enthalpy change nor change in the DSC peak shape, although the transformation temperatures are decreasing monotonously during aging. Therefore, the previous thermal treatments at 550 °C strongly improve the thermal stability of the P1 alloy. In principle, this procedure could be applied to any Ni–Mn–Ga alloy with nominal composition lying in the γ + β biphasic region, although the response of these pre-treated alloys cannot beat the impressively stable behavior of the alloys with compositions originally in the β single-phase region. Then, when selecting Ni–Mn–Ga HTSMAs, it is advised to choose the compositions using the guidelines given in the previous section.
Ni–Ti–Hf/Zr Alloys
Ni–Ti-based SMAs are the most widely studied and well-known SMAs due to their superior functional and mechanical properties and excellent corrosion resistance. However, binary Ni–Ti SMAs are not suitable for use as HTSMAs since they generally undergo the martensitic phase transformation below 100 °C. Consequently, several Ni–Ti–X alloy systems (where X can be Au, Pd, Pt, Hf, and Zr) have been developed to increase the transformation temperatures of binary Ni–Ti while keeping most of its outstanding properties [1]. Among these, Ni–Ti–Pd and Ni–Ti–Pt high-temperature shape memory alloys (HTSMAs) have been extensively studied in the last decade due to their high transformation temperatures and good thermal and dimensional stabilities [17–19]. However, the current state of the art in HTSMAs has moved to the design, processing, and characterization of cheaper alternatives such as Ni–Ti–Hf and Ni–Ti–Zr HTSMAs.
Most of the past studies on Ni–Ti–Hf/Zr HTSMAs were carried out on the (Ti + Hf/Zr)-rich compositions since they exhibit relatively high transformation temperatures [20–27]. However, numerous disadvantages such as low recoverable and transformation strains, poor thermal and dimensional stability, large hysteresis, brittleness, and reduced workability lead to poor shape memory behavior and lack of a superelastic response in these alloys. All these disadvantages have seriously curtailed the potential and prevented the commercial use of (Ti + Hf/Zr)-rich Ni–Ti–Hf/Zr alloys.
However, certain thermal treatments of Ni-rich Ni–Ti–Hf/Zr HTSMAs have been recently revealed as an effective method to improve the shape memory response of these alloys [28–37] and to overcome the limitations of the (Ti + Hf/Zr)-rich compositions. Depending on the aging conditions, various sizes and distributions of precipitates can be formed, which have very different effects on the martensitic transformation characteristics. In the present work, some of the author’s recent results concerning the effect of different thermal treatments on the martensitic transformation and the microstructure of several Ni–Ti–Hf and Ni–Ti–Zr alloys are introduced.
Precipitation Treatments
Starting from solution heat-treated (SHT) alloys followed by quenching, microstructures showing only B2, B19′, or B2 + B19′ phases (depending on the Hf or Zr content) can be obtained for compositions with Ni slightly above 50 at.% and Hf/Zr around 15–25 at.%. Subsequent thermal treatments in austenite at temperatures between 400 and 600 °C were effective in forming and growing precipitate distributions, with different particle sizes and interparticle distances, in a controlled way. The precipitated phase is the same phase for all ternary alloys within the above-mentioned compositions and parameters of the thermal treatments, and it is commonly known as H-phase. The H-phase was firstly introduced by Han et al. [38] and then studied with more detail by Yang et al. [39] and Santamarta et al. [40], being a superstructure of the B2 phase obtained from a recombination of the Hf/Zr and Ti atoms in their sublattice, followed by a shuffling of the atoms.
Normally, the different thermal treatments can lead to a relatively large variety of different microstructures concerning size and density of the H-phase precipitates. However, in the present work, the attention has been focused at comparing the effect on the martensitic transformation of two completely different microstructures: nanoprecipitates with short interparticle distances (type A microstructure) and precipitates of hundreds of nanometers in length with large interparticle distances (type B microstructure) [40].
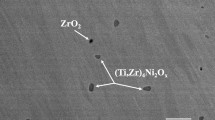
In general, the type A microstructure is obtained with relatively short treatments (a few hours) at temperatures in the range 450–550 °C and it consists of a dense and relatively homogenous distribution of nanometer size precipitates (Fig. 6a). The precipitates have ellipsoidal shape with lengths ranging from a few nm to tens of nm and coherent with the B2 phase matrix. In the type A microstructure, the martensite variants can span numerous nanoprecipitates within their width once the martensite plates start to grow, as in Fig. 6a. In contrast, type B microstructure is obtained in samples aged at 600 °C for several hours, or after furnace cooling, and it shows large elongated precipitates with sizes up to hundreds of nanometers and with martensite plates often constrained between the H-phase particles (Fig. 6b). Indeed, in type B microstructures, the precipitates are sometimes hard to distinguish from the martensite variants, as they have similar shapes and sizes. EDX microanalysis performed on different samples containing large precipitates shows that the precipitates are richer in the third element (Hf or Zr), poorer in Ti, and slightly richer in Ni content compared to the nominal bulk matrix composition [40].

Bright-field images from a Ni50.3Ti29.7Hf20 alloy showing a type A microstructure (a) after aging at 500 °C for 3 h and a type B microstructure (b) after furnace cooling from 700 to 100 °C during 48 h. P letters in (b) indicate some of the H-phase precipitates that can be observed in the image
The transformation temperatures for both Ni-rich Ni–Ti–Hf and Ni–Ti–Zr HTSMAs show two different behaviors, depending on the parameters of the thermal treatment. After short duration aging time at the lowest temperatures (for instance, 1 h and 3 h at 400 °C or 1 h at 450 °C for Ni50.3Ti29.7Zr20 alloy), the transformation temperatures undergo an initial decrease followed by a subsequent increase with further aging time (Fig. 7). On the other hand, aging at higher temperatures (500–600 °C for the same alloy) promotes a monotonous increase of the transformation temperatures with the aging time, reaching a saturation level.

A f temperatures of a SHT Ni50.3Ti29.7Zr20 alloy as a function of aging time for five different aging temperatures (400–600 °C). A f for the SHT alloy has been plotted as zero aging time
The existence of a minimum of Ms temperature as a function of aging time when aging at low temperatures as seen in Fig. 7 points at two different mechanisms affecting the martensitic transformation in the aged alloys. On the one hand, a “mechanical effect,” which is a function of several factors such as the precipitate size and interparticle distance, can be modified through aging. On the other hand, a “compositional effect”, in which precipitates play a role on the transformation temperatures through changes in the matrix composition [41]. After short duration aging at the lowest temperatures, the precipitates are only a few nanometers in size, and the interparticle spacing is also very small. When the critical size for the nucleation of martensite is larger or comparable to the interparticle spacing (of the order of few nanometers), the nucleation of martensite and, thus, the martensitic transformation is hindered and even it may be (partially) suppressed. In such a condition, the extra energy necessary to overcome the precipitate barriers to reach the critical size for nucleation would be provided through undercooling as seen by the initial Ms decrease. This is the “mechanical effect” of the H-phase precipitates on the transformation temperatures. When aging time or aging temperature increases, the size and interparticle distance also increase, and the nucleation of martensite is not hindered anymore, recovering the initial transformation temperatures of the alloy. In contrast, further aging or aging at higher temperatures generates larger precipitates and thus greater interparticle distances and precipitate sizes, even for the same aging times. Therefore, the Ni content of the matrix decreases with the precipitation of the Ni-rich H-phase, promoting a continuous increase in Ms with increasing precipitate volume fraction. In the latter case, the “compositional effect” of the H-phase precipitates on the transformation temperatures becomes dominant and monotonically increases the transformation temperatures.
Figure 8 represents A f of a Ni50.3Ti29.7Zr20 alloy as a function of the aging time (in a logarithmic scale) and the aging temperature. Each curve in the diagram represents the loci of constant A f temperatures in °C. Apart from the obvious utility of this kind of diagrams from the engineering point of view, Fig. 8 also shows the different regions in which the above-mentioned mechanisms are dominant. Thus, region 1 in Fig. 8 represents the parameters of the aging treatment in which the resulting precipitates affect the transformation temperatures mainly by a compositional mechanism. On the other hand, region 2 shows the zone in which the mechanical mechanism is prevalent with respect to the compositional.

A f temperature as a function of aging time and temperature for a Ni50.3Ti29.7Zr20 alloy illustrating the regions in which the compositional effect (Region 1) and the mechanical effect (Region 2) on the transformation temperatures is predominant over the other mechanism. The loci of transformation temperatures in Region 1 are indicated with solid lines and the ones in Region 2 with dashed lines
Thermal Stability
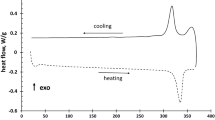
Apart from the effect of the controlled thermal treatments on the functional properties of the Ni-rich Ni–Ti–Hf/Zr alloys that has been explained above, it is also necessary to study the thermal stability of these HTSMAs, especially around their potential working temperatures, and the effect of the microstructure on the thermal stability. Figure 9a shows the DSC runs of a Ni50.3Ti29.7Hf20 alloy (Hf20) after solution heat treatment (SHT), showing a microstructure without H-phase precipitates, and the same alloy after SHT and subsequent aging at 250 °C during 31 weeks. It can be clearly appreciated that the aged sample shows a decrease of the reverse transformation temperatures (48 °C from peak to peak) with respect to the SHT sample, as well as a reduction of the enthalpy change from 23 to 20 J/g, indicating that the thermal stability after so long time is good but significantly lower than the best Ni–Mn–Ga HTSMAs showed previously in this work.

DSC curves recorded before and after the aging treatment in austenite at temperatures close to Af for a Ni50.3Ti29.7Hf20 alloy after solution heat treatment (a), 3 h at 550 °C (b), and furnace cooled (c)
The same Hf20 alloy after SHT and a subsequent aging at 550 °C for 3 h (550C), with a type A microstructure, shows a decrease of the reverse transformation peak temperatures of only 17 °C and the enthalpy change is reduced by only 1 J/g after aging at 250 °C during 31 weeks (Fig. 9b). Finally, the Hf20 alloy after SHT and furnace cooling from 700 to 100 °C in 48 h (FC), which gives a type B microstructure, does not show any shift of the reverse peak temperatures although the enthalpy change is reduced by 3 J/g after aging at 320 °C for 31 weeks (Fig. 9c). The present results on aging Hf20 alloy after three different initial thermal treatments (Fig. 9a–c) show that the thermal stability of this alloy is strongly dependent of the microstructure resulting after the initial thermal treatment. The alloy without precipitates (SHT) is the most unstable under aging at temperatures slightly above A f, and the alloy with large precipitates (FC; type B microstructure) is the one exhibiting the highest thermal stability under aging. The alloys with presence of H-phase (550C and FC), and especially those containing large precipitates (FC), have a matrix with less Ni and Hf content in relation to the SHT alloy. Therefore, the formers are less sensitive to further precipitation when aging at temperatures close to the operation temperatures of the material, and then to further changes of the temperatures and enthalpy change of the transformation.
On the other hand, the Ni50.3Ti29.7Zr20 alloy (Zr20) completely losses its martensitic transformation within the whole DSC temperature range after only 7 weeks at 250 °C, irrespective of the initial thermal treatment. Figure 10a presents the DSC curves of the alloy aged at 550 °C as an example. This result indicates that Ni–Ti–Zr alloys show a much worse thermal stability than Ni–Ti–Hf alloys for the same amount of the third element, similar microstructure, and similar parameters for the aging treatment in austenite. The reason for the different behavior exhibited by the alloys containing Zr is being currently investigated.

DSC curves recorded before and after the aging treatment in austenite at temperatures close to Af for a Ni50.3Ti29.7Zr20 alloy after 3 h at 550 °C (a) and a Ni50.1Ti24.9Hf25 alloy after 3 h at 550 °C (b)
To end with, aging a Ni50.3Ti24.7Hf25 alloy (Hf25) after the 550C treatment at 320 °C for 31 weeks considerably decreases the reverse peak temperatures (104 °C) as well as the enthalpy change of the martensitic transformation (from 8 to 4 J/g) and broadens the DSC peak of the transformation (Fig. 10b). This result demonstrates that a higher amount of the third element in these ternary alloys, Hf in the case of Fig. 10b, is promoting a lower thermal stability under aging in austenite at temperatures close to A f. It has to be noted here that the aging temperature for the Hf25 550C alloy is 70 °C higher than in the cases of Hf20 550C (Fig. 9b) and Zr20 550C (Fig. 10a). The higher aging temperature may play some role in the substantial degradation of the Hf25 alloy, although it is the same aging temperature used for the Hf20 FC alloy (Fig. 9c), which has shown no significant effects on the transformation temperature during the thermal treatment. Therefore, one can conclude that the major part of the 104 °C shift obtained during aging Hf25 550C can be attributed to the excess of Hf in this alloy.
Challenges and Future Prospects
The present results reveal Ni–Mn–Ga and Ni–Ti–Hf/Zr HTSMAs as very promising candidates to be used in potential applications. On the one hand, some of the studied Ni–Mn–Ga alloys exhibit an exceptional thermal stability under aging in air at temperatures as high as 500 °C, which can boost the reliability of the alloy in terms of lifetime of the actuator. Implicitly, this proves an excellent oxidation behavior on this alloy family as well, the first oxide layer formed acting as inhibitor for further oxidation of the sample. However, the mechanical properties of Ni–Mn–Ga polycrystals have been curtailed due to their high intergranular brittleness. One of the main challenges that the scientific community has to face for this system is to improve the ductility of the alloy by controlled precipitation processes or other mechanisms to enhance the poor mechanical properties. So far, Ni–Mn–Ga alloys have shown initial precipitation of γ phase mostly at the grain boundaries, with minor effects on the martensitic transformation, but more prolonged thermal treatments promote the precipitation inside the grains, which deteriorates the functional properties of the alloy. The addition of quaternary elements can promote intergranular precipitation and enhance the mechanical properties, but they can also worsen the exceptional thermal stability of the ternary system, as it has been recently reported for Cu additions to Ni–Mn–Ga [42].
On the other hand, Ni-rich Ni–Ti–Hf and Ni–Ti–Zr alloys have shown the ability to produce many different distributions of precipitates in a controlled way changing the parameters of thermal treatments. The functional properties of these alloys are very sensitive to the particular microstructure of the H-phase precipitates and the way they interact with the matrix. For instance, in a single Ni–Ti–Zr composition, the transformation temperatures can change in a range up to 200 °C depending on the thermal treatment (Fig. 7). This level of control allows drawing maps in which the transformation temperatures can be accurately obtained by particular aging parameters. In addition, these precipitates have been also revealed as enhancers of the thermal stability in these alloys. However, two issues have to be faced in this system in order to emerge as real candidates to substitute present high-temperature actuators: firstly, the best mechanical properties are generally obtained in alloys with H-phase nanoprecipitates, which decreases considerably the transformation temperatures even below 100 °C; and secondly, despite these alloys can exhibit reasonable thermal stability, they have not been proved to reach the behavior obtained by the best Ni–Mn–Ga alloys reported in this work. Therefore, some of the main challenges on this system should focus at increasing the transformation temperatures in order to obtain real HTSMAs containing H-phase nanoprecipitates, but also at minimizing the effect on the functional properties of aging at temperatures close to A f, once the desired microstructure has been obtained. Stabilizing the particular microstructures of H-phase precipitates to avoid their evolution when staying long time at the operating temperatures is a requirement before its real implementation on high-temperature applications.
References
Ma J, Karaman I, Noebe RD (2010) High temperature shape memory alloys. Int Mater Rev 55:257–315
Ullakko K, Huang JK, Kantner C, O’Handley RC, Kokorin VV (1996) Large magnetic-field-induced strains in Ni2MnGa single crystals. Appl Phys 69:1966–1968
Sozinov A, Likhachev AA, Lanska N, Ullakko K (2002) Giant magnetic-field-induced strain in NiMnGa seven-layered martensitic phase. Appl Phys Lett 80:1746–1748
Müllner P, Chernenko VA, Kostorz G (2003) Stress-induced twin rearrangement resulting in change of magnetization in a Ni–Mn–Ga ferromagnetic martensite. Scr dMater 49:129–133
Chernenko VA, Cesari E, Kokorin VV, Vitenko IN (1995) The development of new ferromagnetic shape memory alloys in Ni-Mn-Ga system. Scr Metall Mater 33:1239–1244
Chernenko VA (2003) V. L’vov, J. Pons, E. Cesari: superelasticity in high-temperature Ni–Mn–Ga alloys. J Appl Phys 93:2394–2399
L’vov VA, Kosogor A, Barandiaran JM, Chernenko VA (2012) Destabilization of Ni–Mn–Ga martensite: experiment and theory. Acta Mater 60:1587–1593
Xu H, Ma Y, Jiang C (2003) A high-temperature shape-memory alloy Ni54Mn25Ga21. Appl Phys Lett 82:3206–3208
Li Y, Xin Y, Jiang C, Xu H (2004) Shape memory effect of grain refined Ni54Mn25Ga21 alloy with high transformation temperature. Scr Mater 51:849–852
Ma Y, Jiang C, Li Y, Xu H, Wang C, Liu X (2007) Study of Ni50 + xMn25Ga25-x (x = 2–11) as high-temperature shape-memory alloys. Acta Mater 55:1533–1541
Ma YQ, Jiang CB, Feng G, Xu HB (2003) Thermal stability of the Ni54Mn25Ga21 Heusler alloy with high temperature transformation. Scr Mater 48:365–369
Khovailo VV, Kainuma R, Abe T, Oikawa K, Takagi T (2004) Aging-induced complex transformation behavior of martensite in Ni57.5Mn17.5Ga25 shape memory alloy. Scr Mater 51:13–17
Cesari E, Font J, Muntasell J, Ochin P, Pons J, Santamarta R (2008) Thermal stability of high-temperature Ni–Mn–Ga alloys. Scr Mater 58:259–262
Seguí C, Cesari E, Font J, Muntasell J, Chernenko VA (2005) Martensite stabilization in a high temperature Ni–Mn–Ga alloy. Scr Mater 53:315–318
Santamarta R, Cesari E, Muntasell J, Font J, Pons J, Ochin P (2010) Thermal and microstructural evolution under ageing of several high-temperature Ni–Mn–Ga alloys. Intermetallics 18:977–983
Ohtsuka M, Wedel C, Itagaki K (2005) Phase relations in the Ni–Mn–Ga ternary system and aging effect on shape memory properties of ferromagnetic Ni2MnGa sputtered films. Monatsh Chem 136:1909–1914
Atli KC, Karaman I, Noebe RD, Garg A, Chumlyakov YI, Kireeva IV (2011) Shape memory characteristics of Ti49.5Ni25Pd25Sc0.5 high-temperature shape memory alloy after severe plastic deformation. Acta Mater 59:4747–4760
Atli KC, Karaman I, Noebe RD (2011) Work output of the two-way shape memory effect in Ti50.5Ni24.5Pd25 high-temperature shape memory alloy. Scr Mater 65:903–906
Kockar B, Atli KC, Ma J, Haouaoui M, Karaman I, Nagasako M, Kainuma R (2010) Role of severe plastic deformation on the cyclic reversibility of a Ti50.3Ni33.7Pd16 high temperature shape memory alloy. Acta Mater 58:6411–6420
Meng XL, Cai W, Zheng YF, Tong YX, Zhao LC, Zhou LM (2002) Stress-induced martensitic transformation behavior of a Ti–Ni–Hf high temperature shape memory alloy. Mater Lett 55:111–115
Besseghini S, Villa E, Tuissi A (1999) Ni- Ti- Hf shape memory alloy: effect of aging and thermal cycling. Mater Sci Eng A 275:390–394
Meng XL, Zheng YF, Cai W, Zhao LC (2004) Two-way shape memory effect of a TiNiHf high temperature shape memory alloy. J Alloys Compd 372:180–186
Firstov GS, Van Humbeeck J, Koval YN (2004) Comparison of high temperature shape memory behaviour for ZrCu-based, Ti–Ni–Zr and Ti–Ni–Hf alloys. Scr Mater 50:243–248
Kockar B, Karaman I, Kim JI, Chumlyakov Y (2006) A method to enhance cyclic reversibility of NiTiHf high temperature shape memory alloys. Scr Mater 54:2203–2208
Wang YQ, Zheng YF, Cai W, Zhao LC (1999) The tensile behavior of Ti36Ni49Hf15 high temperature shape memory alloy. Scr Mater 40:1327–1331
Santamarta R, Seguí C, Pons J, Cesari E (1999) Martensite stabilisation in Ni50Ti32.3Hf17.7. Scr Mater 41:867–872
Meng XL, Zheng YF, Wang Z, Zhao LC (2000) Effect of ageing on the phase transformation and mechanical behavior of Ti36Ni49Hf15 high temperature shape memory alloy. Scr Mater 42:341–348
Meng XL, Cai W, Zheng YF, Zhao LC (2006) Phase transformation and precipitation in aged Ti–Ni–Hf high-temperature shape memory alloys. Mater Sci Eng A 438–440:666–670
Meng XL, Cai W, Chen F, Zhao LC (2006) Effect of aging on martensitic transformation and microstructure in Ni-rich TiNiHf shape memory alloy. Scr Mater 54:1599–1604
Meng XL, Cai W, Fu YD, Li QF, Zhang JX, Zhao LC (2008) Shape-memory behaviors in an aged Ni-rich TiNiHf high temperature shape-memory alloy. Intermetallics 16:698–705
Evirgen A, Basner F, Karaman I, Noebe RD, Pons J, Santamarta R (2012) Effect of ageing on the martensitic transformation characteristics of a Ni-rich NiTiHf high temperature shape memory alloy. Funct. Mater. Lett. 5:1250038
Bigelow GS, Garg A, Padula SA, Gaydosh DJ, Noebe RD (2011) Load-biased shape-memory and superelastic properties of a precipitation strengthened high-temperature Ni50.3Ti29.7Hf20 alloy. Scr Mater 64:725–728
Coughlin DR, Phillips PJ, Bigelow GS, Garg A, Noebe RD, Mills MJ (2012) Characterization of the microstructure and mechanical properties of a 50.3Ni–29.7Ti–20Hf shape memory alloy. Scr Mater 67:112–115
Benafan O, Noebe RD, Padula SA, Vaidyanathan R (2012) Microstructural response during isothermal and isobaric loading of a precipitation-strengthened Ni-29.7Ti-20Hf high-temperature shape memory alloy. Metall Mater Trans A 43:4539–4552
Evirgen A, Karaman I, Noebe RD, Santamarta R, Pons J (2013) Effect of precipitation on the microstructure and the shape memory response of the Ni50.3Ti29.7Zr20 high temperature shape memory alloy. Scr Mater 69:354–357
Evirgen A, Karaman I, Santamarta R, Pons J, Noebe RD (2014) Microstructural characterization and superelastic response of a Ni50.3Ti29.7Zr20 high-temperature shape memory alloy. Scr Mater 81:12–15
Evirgen A, Karaman I, Santamarta R, Pons J, Noebe RD (2015) Microstructural characterization and shape memory characteristics of the Ni50.3Ti34.7Hf15 shape memory alloy. Acta Mater 83:48–60
Han XD, Wang R, Zhang Z, Yang DZ (1998) A new precipitate phase in a TiNiHf high temperature shape memory alloy. Acta Mater 46:273–281
Yang F, Coughlin DR, Phillips PJ, Yang L, Devaraj A, Kovarik L, Noebe RD, Mills MJ (2013) Structure analysis of a precipitate phase in an Ni-rich high-temperature NiTiHf shape memory alloy. Acta Mater 61:3335–3346
Santamarta R, Arróyave R, Pons J, Evirgen A, Karaman I, Karaca HE, Noebe RD (2013) TEM study of structural and microstructural characteristics of a precipitate phase in Ni-rich Ni–Ti–Hf and Ni–Ti–Zr shape memory alloys. Acta Mater 61:6191–6206
Hornbogen E (1985) The effect of variables on martensitic transformation temperatures. Acta Metall 33:595–601
Santamarta R, Muntasell J, Font J, Cesari E (2015) Thermal stability and microstructure of Ni–Mn–Ga–Cu high temperature shape memory alloys. J Alloys Compd 648:903–911
Acknowledgments
Partial financial supports from the Spanish MINECO (Ref. MAT2011-28217-C02-01), MECOMP-DGICT (Ref. MAT2014-56116-C4-1-R), and FEDER are acknowledged. The work at Texas A&M University was supported by the U.S: Air Force office of Scientific Research, under Grant No. FAY550-15-1-0287.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the International Conference on High-Temperature Shape Memory Alloys 2015, held May 5–8, 2015, in Wildbad Kreuth Educational Centre in Kreuth, Bavaria, Germany, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Santamarta, R., Evirgen, A., Perez-Sierra, A.M. et al. Effect of Thermal Treatments on Ni–Mn–Ga and Ni-Rich Ni–Ti–Hf/Zr High-Temperature Shape Memory Alloys. Shap. Mem. Superelasticity 1, 418–428 (2015). https://doi.org/10.1007/s40830-015-0043-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40830-015-0043-y