
Abstract
The main aim of the study was to evaluate changes in total friction in the engine, friction in its timing chain transmissions and engine emissions resulting from adding TiO2 nanoparticles to engine oil. The applicable engine oils and factors affecting their features were discussed. The drive from the crankshaft to the camshaft in an internal combustion engine is usually carried out by means of a cogged belt transmission or a chain transmission when high mileage is required without service operations. The engine performance of analyzed SI engine was obtained from the literature. The dependency of engine emission on engine operating speed was obtained using data from tests of a very similar engine under standard test conditions described in the literature. The changes in engine characteristics caused by varying internal friction conditions were estimated using the engine performance characteristic and engine friction losses, particularly in valve train chain transmission. The friction in such a chain transmission operating under oil lubrication conditions can be determined using its analytical model and measured friction torque occurring between the chain rollers and the pins. The analytical model was developed using the finite element method and additional mathematical formulas. The proposed model allowed obtaining weight and mass inertial moments of all valve train transmission components. The friction torque in contact zone chain roller–pin was obtained using the elaborated physical pendulum method for different conditions of lubrication, namely, without oil, with pure engine oil, and with engine oil containing TiO2 nanoparticles. The engine oil SAE 10W-40 with/without dispersed 2% wt. TiO2 nanoparticles was used during tests. The preparation process of studied oils was described. The resulted values of the friction torque in the chain transmission operating in different conditions of lubrication and changes in engine emission have been presented for tests before and after addition of TiO2 nanoparticles into engine oil. During the measurements it was observed that the addition of 2% TiO2 nanoparticles into engine oil reduced the total friction losses by 7–7.7%. Additionally, it was demonstrated that the timing drive and valve train generate about 14.4–18% of overall engine friction losses. Based on the results obtained from a comparative analysis of emission in the other engine with similar power characteristics, the mentioned total friction losses can change the emission of the following compounds in the analyzed SI engine: 17–19% for CO, 8–9% for CO2, 13–17% for NOx, and 12–16% for HC. Such changes were dependent on the engine speed. The smallest changes in engine were registered for the rotation speed of 2500 rpm. The oil consumption in the engine and its impact on the PM emission was estimated. The additional arrangements facilitating the extrapolation of the obtained friction results to the cases of using other oils and the method of measuring the PM emission on the test stand were proposed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The combustion engines are commonly used in the most of classic and hybrid vehicles. Their operation is strictly related to the existing valvetrains which can be of cam or camless type. Each cam-type valvetrain contains one or more camshafts. They are driven from the engine crankshaft through a cogged belt transmission or a chain transmission when high millage is required without service operations. The valvetrains in CI engines sometimes use the gear transmissions, and historically rather bevel gear can be found in old cars of collectors or in some motorcycle engines.
According to [43] chain transmissions are more durable, compact and more efficient than other timing drive systems. If chain dynamics relative to contact stresses, contact forces between various chain drive components exceeds beyond acceptable limits, it leads to vibrations, improper valve, and fuel injection timings. Thus, the chain dynamics is the leading source of aggregating noise, vibration, and harshness (NVH) issues. If designed valve and injection timings are not achieved, it reduces the volumetric efficiency of the engine and affects overall vehicle performance and fuel consumption.
The chain gear used in SI engines contains one-, two-, or three-row chain with high strength, due to the unevenness of existing loads during engine operation. Such loads additionally induce chain pulling and can cause valve timing deregulation. The vibrations and chain runout occurring during operation of chain transmission are limited using plastic guides placed on the outside of the long straight sections of the chain. The chain transmission requires the use of pre-tensioners, usually self-acting and driven by springs or drivers using pressure of oil supplied from mean oil line of an engine. Such oil can contain different additives, i.e., TiO2 [33, 45], SiO2 [45], and CuO [54] nanoparticles. Components of chain mating with sprockets mounted on camshaft and crankshaft, guides, and pretensioner operate under oil lubrication, providing mixed friction conditions. The aim of the study was to evaluate the effect of TiO2 nanoparticles content in an engine oil on the wear and friction of chain transmission components. The next three chapters discuss consecutively friction torques and forces in chain transmission, utilized lubricants containing TiO2 nanoparticles, and models used for chain transmission.
2 Tribological Aspects of the Chain Transmission
Tribological aspects of the chain transmission are mainly related to the friction torques and friction forces acting on the transmission components and their wear. They depend on the engine loading and speed, lubrication conditions, and environmental parameters, especially temperature, humidity, and pollution, particularly reaching the interior of the transmission.
According to [67], the mechanical friction losses can be up to 9% of total SI engine losses.
According to [3], the timing drive and valve train generate approx. 20% of overall engine friction losses depending on the engine speed.
According to [48], the friction caused by chain and guide or sprocket rails is mostly higher than in the case of the toothed-belt timing drive. One of the main chain drive disadvantages is that the chain drives reach higher noise level than the toothed belt. It is caused by the impact of the chain links on the sprockets. Comparing the life prediction of the two drive mechanisms, the chain timing drive is the best. Chain damages can occur rarely during engine life and the chain timing drive maintenance is not demanding. Regarding timing drive installations, there are no high differences associated with using a toothed belt or chain drive.
Pedersen [50] elaborated the simulation model of the dynamics of roller chain drives using a continuous contact force method. The model of the contact surface between the rollers and sprocket was an important issue regarding the numerical stability of the simulation program and a model with a real tooth profile proved to be superior as compared with other applied models. With this model it is possible to perform a dynamic simulation of large marine engine chain drives.
Conwell and Johnson [8] created a new test machine configuration providing more realistic chain loading and allowing link tension and roller–sprocket impact monitoring during a normal operation.
Pereira et al. [52] used a multibody methodology to address the kinematic and dynamic effects of roller chain drives. The chain itself was modeled as a collection of rigid bodies, connected to each other by revolute clearance joints. In case of the roller chain, each clearance revolute joint, representing the connection between a pair of links, was made up of the pin link/bushing link plus the bushing link/roller pair. The problem of contact initialization and its coordination with the numerical integration procedures was treated through controlling the time step size of the numerical integration algorithm in the vicinity of the impact.
Sakaguchi et al. [57] investigated a method for reducing the friction losses in the engine timing chain using multi-body dynamics simulation. The method known as the link-by-link model was employed in the simulation to enable representation of the behavior of each single link of the chain and its friction due to contact. A model considering fluctuations in camshaft torque and crankshaft rotational speed was created. This simulation was used to verify the detailed distribution of friction in each part of the chain system as well as the changes of friction in the time domain.
Dwyer-Joyce et al. [15] used a photo-elastic stress analysis technique to determine the contact stresses in an automotive chain drive tensioner. The elaborated model used a replica tensioner made from epoxy resin. The model related the chain link load to the resulting tensioner subsurface stress field. It allowed a correlation of the observed and predicted location of isochromatic fringes, and hence to evaluate the chain link load from the photo-elastic fringe pattern. For the known load the contact model allowed determination of the magnitude and location of the resulting peak stresses.
Weber et al. [78] developed the new test method to facilitate the direct measurement of the real timing chain load under the engine conditions. The measuring principle was based on a strain gauged chain link in combination with a telemetric transducer system. It allowed the continuous observation of the link force during the complete chain revolution in order to identify significant dynamic effects, which affects the noise, wear, and incorrect valve timing.
Maile et al. [35] used the CAE (computer-aided engineering) model for the timing chain drive to study the distribution of the chain loads. They are necessary both for the concept selection stage and for the development of a reliability model for the timing chain.
Takagishi and Nagakubo [71] showed that application of the longitudinal model of the load prediction accuracy was inadequate. Accordingly, a link-by-link model was created, allowing transversal vibration to be considered.
Du et al. [14] developed an MBS (multibody dynamics system) model of the balancer chain drive. Such a model included a crank train system coupled to a full balancer drive system. The latter included the chain drive, balance shafts, and water pump. The nonlinear stiffness and damping effects of the baseline compliant crank chain sprocket and its design iterations were also added to the model.
3 Properties of the Applicable Engine Oils
For the engines used in vehicles Toyota Corolla, the following oils can be used: SAE 5W-30 (synthetic: Total, Dynamax, Mobil, Elf, Vatoil, Motul, and semi-synthetic: Ravenol, Shell) and SAE 15W-40 (mineral: Liqui Moly, Ravenol) and SAE 20W-50 (mineral: Kroon Oil) [9], and also SAE 5W-40 (synthetic: Castrol, Elf, Total, Aral, and semi-synthetic: Shell), SAE 10W-40 (semi-synthetic: SWAG, Castrol, Aral, Dynamax, Kroon Oil, Febi Bilstein, Total, Elf; Shell, Motul, Ravenol, and synthetic: Liqui Moly), and SAE 30 (mineral: i.e., Liquid Moly) [24]. Their properties are shown in Table 1. The density of applicable engine oil can vary up to 3%.
For the mineral oils the kinematic viscosity can vary in range 334 ± 132 cSt, and the Viscosity Index can vary in range 129 ± 19, for semi-synthetic oils the kinematic viscosity in range 239 ± 34 cSt and the Viscosity Index in range 159 ± 9, and for the synthetic oils the kinematic viscosity in range 190 ± 36 cSt and the Viscosity index in range 171 ± 8.
4 Factors Affected Engine Oil Frictional Properties
As discussed in the review [79], engine oil frictional properties highly depend on the oil composition, particularly on base oil characteristics, additives including viscosity modifiers (VM), friction modifiers (FM) and anti-wear ones, and recently also on balanced engine oil formulations. The modern engine oils need:
-
Proper selection of base oils and VMs to obtain low viscosity oils that maximize hydrodynamic lubrication,
-
Use of organic friction modifiers reducing friction in boundary and mixed lubrication regimes,
-
Use of metallic/Mo based FMs for extended benefits in economy of fuel and aged oil,
-
Minimizing volatile P from ZDDP allowing protection of the automotive three-way catalyst system,
-
Use of P-free supplemental anti-wear additives, especially Mo and/or S based, to compensate the lower levels of ZDDP in the oil.
The weighted-average SI engine oil composition was presented in [34]. Such an oil contained 6.5% wt. of ashless dispersants, 5.5% wt. of metal detergents, 1.1% wt. of ZDDP, 1.4% wt. of inhibitors, 10.9% wt. of VMs, and 77.6% wt. of base stock.
Clevanger et al. [7] studied factors in oil affecting fuel efficiency such as SAE viscosity grade, VM, detergent-inhibitor (DI) package and FM selection using the 2.3 L engine dynamometer test. The fuel efficiency was improved with a reduction in single-grade and multi-grade oil viscosity. VM selection had a significant effect on the fuel efficiency of multi-grade oils. In some cases, the difference in fuel efficiency among multi-grade oils containing different VMs was about the same as the gain in fuel efficiency from reducing SAE grade from an SAE 10W-40 to an SAE 5W-30.
During testing of journal bearings lubricated by engine oil, Schneider and Rosenberg [58] found that for the oil formulations employing either a low viscosity or a soluble FM to reduce engine friction, the high-shear viscosity highly correlates with hydrodynamic load capacity. The use of an insoluble FM resulted in a higher bearing load capacity than expected based on high-shear viscosity.
4.1 Properties of Base Oils
Base oil in engine oils can be mineral one derived from heavier hydrocarbons during the refining process or synthetic one synthesized from highly processed chemicals beyond those directly from the crude-oil refining stream. Some base oils use exploratory fluids such as ionic liquids [77] and synthetic base stocks [70]; i.e., water-based ionic liquids and some biological base oils use biodegradable base stocks [36].
The most significant performance parameter of base oils is the viscosity, both kinematic and dynamic. The oil viscosity characteristics include the sensitivity of changes in the viscosity to temperature, such as the viscosity index (VI).
Also important is the dependence of the oil viscosity on the shear rate determined by the relative velocities and film thickness between mating surfaces. Specifications for the limits on the viscosities of the oil, including the high-temperature high-shear viscosities, at low temperatures and high temperatures, are given in the Society of Automotive Engineers (SAE) oil grade classification system [22]. Oils exhibiting viscosity adjustments at high and low temperatures are considered “multi-grade” oils [22]. Friction reduction in the range between 20–30% can be obtained by increasing the temperature of the oil [21].
For mineral oils, the major classes of heavy distillates deriving from the crude oil for the lubricant are paraffinic or naphthenic hydrocarbons. Paraffinic oils can have the VI higher than 100, while naphthenic oils can show the VI between 80 and 100. Depending on the relative composition of the base oil, the VI can vary.
The American Petroleum Institute (API) designated different groups of base oils based on the level of saturates and sulfur in the oil, and the VI:
-
Groups I, II, and III contain oils with increasing level of saturates (either below, or over 90%), decreasing Sr (either greater than 0.03%, or less than 0.03%), and increasing VI (between 80 and 120, or over 120).
-
Group IV contains polyalphaolefins (PAOs).
-
Group V contains all others, such as polyalkylene glycols and esters [22].
The modern engine oils are less and less often formulated with Group I base oils. The combination of Group I oils with Group III oils or PAOs are commonly used. However, the use of significant amounts of Group 1 oils becomes problematic due to their high volatility and high levels of S.
Therefore, the more common practice is to use exclusively Group II oils.
The high quality or top tier lubricants need the use of Group III oils and PAOs.
During current study the synthetic Liqui Moly SAE10W-40 engine oil has density equal 870 kg/m3 measured at 15.6 °C. Its kinematic viscosity at 40 °C was equal to 88.2 cSt, and at 100 °C was equal to 14 cSt. The viscosity index was equal to 163. The sulfated ash mass was of 0.8%.
According to [6], the change of the engine oil from SAE 30 to SAE10W-30 resulted in 7.3% increase of viscosity at 100 °C and 1.2% increase of fuel consumption. The change from the SAE 30 to the SAE 10W-40 resulted in 24.4% decrease of viscosity at 100 °C and 1.2% increase of fuel consumption. The change from the SAE 30 to the SAE 20W-50 resulted in 67.5% decrease of viscosity at 100 °C and 0.4% decrease of fuel consumption. When additionally high share rate of 10−6 1/s occurs, such changes result in the same changes in fuel consumption, but 26.8% increase of viscosity for the SAE 10W-30, 6.5% increase of viscosity for the SAE 10W-40, and 23.6% decrease of viscosity for the SAE 20W-50 engine oil.
4.2 Types of Additives in Engine Oil
Engine oil contains typically 10–15 additives improving its properties or performance [74]. The most common engine oil additives are dispersants, detergents, anti-wear additives (AW), antioxidants, FMs, corrosion inhibitors, rust inhibitors, pour point depressants and VMs. There are some reviews covering antioxidants, corrosion inhibitors, VMs, FMs and anti-wear additives [40].
According to [4] engine oils contain zinc dialkyldithiophosphate (ZDDP) for anti-wear protection, alkali, and/or alkali earth metal sulfonate or phenate detergents neutralizing acidic combustion products, and succinic anhydride-based functionalized dispersants solubilizing oxidation products and friction modifiers, specifically molybdenum dithiocarbamate (MoDTC) and glycerol monooleate (GMO, an organic friction modifier).
The VMs, FMs, and AWs are the most important, due ability to prevent premature wear and reduce friction improving the fuel economy. Many AWs and FMs contain metallic, S and P chemistries that can adversely affect the emission after-treatment system operation.
4.3 The Role of Viscosity Modifiers
VMs are effective to improve efficiency, cleanliness and low temperature performance of lubricating oils, all the while providing durability and protecting equipment from severe wear.
VMs are high molecular-weight polymers, added in small amounts to the base oil to reduce the temperature sensitivity of oil viscosity. This group of polymers consists of olefin co-polymers (OCP), polymethacrylates (PMA), conventional and star hydrogenated styrene-isoprene copolymers, and styrene-butadiene co-polymer. Some of them exhibit also supplemental dispersing properties [59, 74]. A high VM is needed to achieve proper behavior of engine oils in wide range of values of the operating temperature, due to suppressing oil viscosity changes with the temperature. VMs must have enough shear stability in order to prevent their degradation and losing of their effectiveness during use. For example, the PAMA dispersant VMs allowed reduction of friction in the boundary and hydrodynamic lubrication regimes [44].
According to [39], there are two types of viscosity grade: mono-grade and multi-grade. Mono-grade oils, such as SAE 30, provide engine protection at normal operating temperature, but can lack fluidity at colder temperatures. Multi-grade oils commonly use VMs to achieve more flexibility and can be identified by a viscosity range, such as SAE 10W-30. The letter “W” designates that an oil can perform in both cold weather as well as at normal engine operating temperatures.
SAE 5W-30 multi-grade viscosity grade engine oil operates as a SAE 5 viscosity grade in the winter, and as a SAE 30 viscosity grade in the summer.
Mono-grade oils, such as SAE 30 and 40 grades do not contain polymers to modify the viscosity with temperature. The use of multi-grade engine oil, containing viscosity modifiers, allows the dual benefits of ease of oil pumping and starting while maintaining high temperature protection from excessive engine oil thinning.
4.4 The Role of Friction Modifiers
FMs in engine oils reduce friction in the mixed or boundary lubrication regimes. They form on mating surfaces the protective layers having very low shear strength, and thus a low friction coefficient.
There are two types of FMs used in engine oils. The first group consists of organic FM, such as oleamide, boronated ester/amides, and glycerol mono-oleate (GMO) [29]. They are the surface active FMs containing long-chain hydrocarbon molecules with polar heads anchoring to the metal surface and producing chemical film reducing friction. The second group consists of metallic FMs, such as molybdenum dithiocarbamates, trinuclear organo-molybdenum compounds, molybdate esters and molybdenum thiophosphates [66]. They are the chemically reactive FMs containing organo-metallic molecules reacting with the metal surface and producing a tribo-film reducing friction at the proper temperature range. Under certain conditions they can improve an oxidation control and wear protection. This makes the organomolybdenum-based FMs multi-functional. Organo-molybdenum compounds can be also used exclusively as antioxidants or AWs [19, 80].
The poor solubility of organo-molybdenum compounds in finished engine oils systems limits their applicability. Such a phenomenon prevents the formation of a stable engine oil additive system. Additionally, molybdenum dithiocarbamates can fallout from the finished oil. The new molybdenum dithiocarbamate additives having superior short- and long-term solubility properties were developed [13].
According to [6], the occurrence of FMs can decrease engine fuel consumption by 2–4%.
As reported in [11], tribological tests were conducted using a pin-on-disk tribotester for steel/steel contact zones lubricated by different lubricants: 5W-30 engine oil, PAO and PAO + GMO (1% by weight of GMO). When lubricated with the API SG 5W-30 engine oil, friction of steel/steel combination was equal to 0.125. When GMO was used as additive in PAO, the steel/steel friction pair gave a friction coefficient of 0.1, and of 0.07 when the pure PAO was applied.
Sutton et al. [69] found that the addition of MoDTC to a standard additive package improved fuel economy by 0.4%, as did the addition of an organic FM.
Tseregounis et al. [73] during Sequence VIA and VIB tests, obtained a 2% fuel economy benefit by reducing oil viscosity from one of a SAE 10W-40 oil to that of a SAE 0W-10 oil using the same additives, and 2% from adding molybdenum FMs using the same base oil viscosity.
Interesting results from engine tests were given in [42]. For an engine speed of 800 rpm, the total engine friction loss was higher for SAE 5W-30 oil with FM at low lubricant temperatures as compared with SAE 0W-20 oil without FM, but at oil inlet temperature of 80 °C the total frictional loss was nearly the same. The further increase in oil temperature could result in friction loss for SAE 0W-20 oil without FM exceeding this for SAE 5W-30 oil with FM. This was because of mixed to boundary friction loss becoming dominant at high oil temperature and under such conditions higher viscous oil reduced friction and the FM activated at higher temperatures, helped to reduce friction.
For engine speeds of 1500 rpm and 2000 rpm at lower oil inlet temperatures, the total engine friction for SAE 0W-20 oil without FM was lower than for SAE 5W-30 oil with FM. At higher temperatures the friction loss for SAE 0W-20 oil without FM exceeded that for SAE 5W-30 oil with FM.
For SAE 5W-30 oil with FM there could be a further decrease in friction loss with increase in oil inlet temperature as compared with that for SAE 0W-20 oil without FM.
The total engine friction loss for SAE 5W-30 oil with FM was about 12% higher than for SAE 0W-20 oil without FM as the former was more viscous, resulting in high shear loss.
At oil inlet temperature equal to 80 °C, the total engine friction loss for SAE 0W-20 oil without FM was about 7% higher than that for SAE 5W-30 oil with FM.
For any oil, at any engine speed, there was upward trend of the average friction with an increase in the bulk inlet temperature. An increase in the bulk inlet temperature led to a decrease in the oil viscosity and consequently a decrease of the oil film thickness which in turn caused an increase in the shear rate between the two mating surfaces.
The increase in shear rate increased the friction between the two surfaces, but this effect was limited to a certain extent as the oil viscosity decreased at the same time.
Also, the reduction of the film thickness resulted in more asperities coming into contact causing an increase in friction.
Many complicated interacting factors affected the friction process. Therefore, it is possible that under certain circumstances the increase in bulk inlet temperature can hardly affect increasing the friction and sometimes the reverse effect may result. Therefore, for the temperature range of 40–60 °C the increase in friction was small as compared with the range of 80–90 °C. For engine speed 1500 rpm, there was a slight decrease in friction for the oils SAE 10W-40 and SAE 5W-30 as the temperature increased from 40 to 60 °C. This was because at low temperatures the viscosity was high which under hydrodynamic lubrication conditions resulted in high shear losses, which then decreased as temperature increased causing a decrease in oil viscosity. But above 60 °C mixed to boundary lubrication became dominant and a rise in temperature caused an increase in friction.
The benefit of the FM present in the oils SAE 0W-20 and SAE 5W-30 was evident at high temperatures.
At 40 °C the friction for the SAE 10W-40 oil was up to 3% higher than for the SAE 5W-30 oil in engine speed range between 800 and 2500 rpm. At 95 °C the friction for the SAE 10W-40 oil was up to 3% lower than for the SAE 5W-30 oil in engine speed range between 800 and 1100 rpm and up to 3% higher than for the SAE 5W-30 oil in engine speed range between 1100 and 2500 rpm. With increasing the engine speed, the friction force decreased faster at the temperature of 95 °C than at 40 °C.
The limiting coefficient of friction (μlim) for the SAE 0W-20 oil without FM was equal to 0.12 as compared with 0.08 for the oil with FM.
4.5 The Role of Anti-wear Additives
The most famous AW, the ZDDP, shows a superior performance as an anti-wear additive in engine oil [63, 81, 82]. It contains the combination of Zn, S and P producing protecting tribo-films. However, as ZDDP can poison the automotive catalyst used for emissions control, the amount of ZDDP allowed in engine oils is limited. Zinc in ZDDP contributes to the ash content of the oil hindering operation of diesel engine diagnostics systems.
Therefore, there is a growing interest in ashless anti-wear additives. The first group consists of aryl phosphates, aryl thiophosphates, amine phosphates and alkyl thiophosphates. They contain P reacting with the metal surface to produce anti-wear tribo-films. These P-based AWs can be alternatives to ZDDP in engine oil formulations required where lower ash contents are needed. The second group consists of ashless dithiocarbamates, sulfurized olefins and fats, and oil soluble dimercaptothiadiazole derivatives. They contain S and are P-free and enhance the elastic properties of the tribo-films. These additives can supplement other anti-wear additives such as ZDDP or organo-molybdenum compounds.
The AWs in engine oil can result in occurrence of Zn, S and P containing chemical compound in the PM emission.
5 Lubricants with TiO2 Nanoparticles
Some studies related to the effect of addition of TiO2 nanoparticles into lubricating oil on its tribological features can be found in the literature.
Nabhan and Rashed [45] studied tribological behavior of two types of lubricant oils with dispersed different amounts of SiO2 and TiO2 nanoparticles. Experiments were carried out at different temperatures, 40 °C, 80 °C, and 100 °C. The concentrations of nano oxide additives used in the experiment were 0.5% and 1.0% wt. The lowest values of the friction coefficient and wear rate were achieved for mineral and semi synthetic lubricant oils with addition of 1.0% wt. of TiO2 at 80 °C and 100 °C, respectively.
Laad and Jatti [33] studied the tribological behavior of titanium oxide (TiO2) nanoparticles as additives in mineral based multi-grade engine oil. It was found that the addition of TiO2 nanoparticles into engine oil decreased the friction and wear rate and hence improved the lubricating properties of engine oil. It was also observed that TiO2 nanoparticles possessed good stability in the engine oil and improved its lubricating properties.
Jatti [26] studied the tribological behavior of titanium oxide nanoparticles as additives in mineral based multi-grade engine oil. The improvement in lubricating properties of engine oil through the addition of the TiO2 nanoparticles was observed. It was attributed to the fact that the nanoparticles were transported into the friction zone with the flow of lubricant. Then, the macro-scale sliding friction without micro-scale rolling friction changed into one containing high share of micro-scale rolling friction. The latter resulted in the decrease of the macro-scale friction coefficient.
Suryawanshi and Pattiwar [68] analyzed the performance of plain and elliptical journal bearing operating with industrial lubricants. Such bearings were lubricated by oil with TiO2 nanoparticles with 40 nm in diameter. Three MOBIL DTE 20 series oils (DTE 24, DTE 25, and DTE 26) with titanium dioxide (0.5% wt.) nanoparticles were compared. The performance of bearings was monitored under the load of 1000 N and at speeds ranging from 500 to 1000 rpm. Oils operating with TiO2 nanoparticle additives showed the improvement in anti-friction and anti-wear properties in comparison to their pure forms. The temperature rise was reduced up to 75% and frictional coefficient up to 78% in the elliptical bearing. However, power loss, oil flow rate and side leakage increased up to certain extent due to an additional clearance available in the elliptical bearing. After addition of TiO2 nanoparticles in the lubricant, the viscosity of the lubricant increased. It tended to increase the pressure distribution, frictional force, attitude angle and load carrying capacity while the oil flow rate was reduced along with side leakage.
5.1 Preparation of Mixture of Oil and TiO2 Nanoparticles
Some methods related to preparation of mixture of oil and TiO2 nanoparticles were reported in the literature.
Laad and Jatti [33] during their studies used TiO2 nanoparticles of grain size 10–25 nm as additive in mineral based multi-grade engine oil Servo 4T Synth 10W-30. The TiO2 nanoparticles were added to the lubricating oil in an amount of 0.3% wt., 0.4% wt., and 0.5% wt. A chemical shaker was used for mixing the nanoparticles uniformly in the lubricating oil. The time of mixing was 30 min in order to prepare a stable suspension.
Jatti [26] during studies utilized the mineral based multi-grade engine oil containing titanium oxide nanoparticles of average size of 10–25 nm. The nanoparticles were added to the lubricating oil at different concentrations (0.5–2% wt.) on the weight basis. The required quantity of nanoparticles was mixed with the lubricating oil. A Film Stripping device and lathe machine (at highest rpm) was used for mixing the nanoparticle additives in the lubricating oil. The time of mixing was fixed at 30 min based on the experience of the authors in producing a stable suspension.
According to Zin et al. [83], the Stribeck curves showed that no significant changes in coefficient of friction were detected in presence of TiO2 nanoparticles in the oil.
Peng et al. [51] investigated the TiO2 nanoparticles dispersed steadily in lubricating oil by surfactant. The TiO2 nanoparticles were prepared by sol–gel method. It was shown that the TiO2 nanoparticles were decomposed during the friction process to form harder nano-film on metal surface or diffuse into base metal.
During studies carried out by Suryawanshi and Pattiwar [68], the TiO2 nanoparticles were added to the lubricating oil at 0.5% wt., as such nanoparticles are synthetically steady. Hence, the chances of a reaction with base liquid and tribo-surfaces were very low. The TiO2 nanoparticles were spherical with size distribution in the average range of 30–50 nm. It was found that the oil additive can prevent the agglomeration of nanoparticles. The structure of TiO2 nanoparticles remained unchanged. A stirrer was used for the mixing of TiO2 nanoparticle in the base lubricating oil. The speed for the mixing was kept at 1500 rpm. The time of mixing was 30 min in order to obtain a stable suspension. The oleic acid was used as a surfactant that modulated the available surface energy of the particles so that the surface tension decreases, preventing the aggregation process.
Ilie and Covaliu [25] added a certain amount of prepared TiO2 nanoparticles to the base oil. The mixture was exposed to direct ultrasound irradiation in ambient air for 10 min. Ultrasound irradiation was realized with a high-intensity ultrasonic probe immersed directly in the reaction solution. Then, the solution was accomplished in an ultrasonic cleaning bath in ambient air for 15 min. After the above two procedures, the appearance of the base oil with nanoparticles was of semi-transparent suspension. It was heated and stirred at 120 °C for 30 min, followed by cooling and standing. Finally, the transparent stable lubricants containing 0.1, 0.2, 0.3, 0.4, 0.5 wt.% TiO2 nanoparticles were obtained.
6 Modeling of Chain Transmission
Some models of chain transmissions were elaborated with different level of their complexity.
Novotny and Piŝtek [49] focused on simulation of dynamics of the timing chain drive with the use of a multibody system. A mass-produced four cylinder in-line engine with two camshafts and two valves per cylinder has been used as a computational model.
Rodriguez et al. [56] developed a model of roller chain and sprocket dynamics. Therein, each chain link was modeled as a rigid body with planar motion, with three degrees of freedom and connected to adjacent links by means of a springs and dampers. The kinematics of roller–sprocket contacts was modeled in full detail. Sprocket motions in the chain’s plane, resulting from torsional and bending torques of attached camshafts were also considered. One or two-sided guides could be treated as well as stationary, sliding or pivoting tensioners operated mechanically or hydraulically. The model also considered the contact kinematics between chain link rollers and guides or tensioners. The model considered the effects of the dynamics of the chain drive on valvetrain behavior.
According to [30], the timing chain drives simulation results are often presented as families of function graphs (data series). Previously, the analysis of those results was based on static 2D diagrams and animated 3D visualizations. They were suitable for the detailed analysis of a few simulation variants, but not for the comparison of many cases. A new approach to the analysis, based on coordinated linked views and advanced brushing features was proposed. The proposed method introduced a novel, so-called segmented curve view, which could display distributions in families of function graphs.
According to [41] the optimized chain and belt drives can have similar efficiency. While chain drives have higher efficiency than dry belt drives, chain drives and wet belt drives perform similarly. A common dry belt has a strength-to-width ratio, which is twice lower than one for a similar chain application. Adaptability, low dynamic cam oscillation, strength and best-in-class NVH (Noise, Vibration, and Harshness) performance can make chain drives the best solution for timing drives. With proven long-term field durability, chain drives offer compact packaging, optimized efficiency and robustness against dynamic instability.
Egorov et al. [17] proposed a method allowing evaluation of the efficiency of a chain drive with a high measuring frequency rate within a wide range of possible modes of operation as it used the angular acceleration and the acceleration time as controlled variables. The method used the loading rotary bodies attached to a driven shaft of a chain drive to create the rated force in a chain, eliminating a need for a loader. The method allowed determining the mechanical efficiency of chain transmissions without consideration of the losses in their bearing units. It was experimentally proved that the method allowed to evaluate the quality of lubricants in the course of operation of a chain transmission.
According to [72], most of the friction in a chain drive comes from the movement of the bushings, pins and rollers. Such friction is a combination of Coulomb friction and viscous damping dependent on the lubrication conditions. It was not included in the model presented in [72], but damping was introduced to obtain a stable solution.
Kozlov et al. [32] proposed a new approach to the evaluation of the quality of lubricants for chain transmissions, which was based on the relationship between the chain efficiency pulldown and the use of inappropriate lubricants. They used a method utilizing rotary bodies with the known moments of inertia. The method allowed the investigation of the mechanical losses in a chain as most of the damping also occurs at this side. The damping force is usually much smaller than the stretching force in the chain but is related to it. The damping force in the slack span was neglected, as the stretching force at the slack span was smaller than at the tight span. For simplicity, a viscous damping force was assumed, which was proportional to the relative velocity between the two end points at the tight side.
The damping force was obtained from Eq. (1).
The angle φ was used to describe the position of the sprocket (Fig. 1). The rotation coordinates to the first contacting tooth’ s center-line on the sprocket were φp and φg for driving and driven sprocket, respectively. To describe the position of a specific ith roller the angle φi was used. The angles between the y axis and the first roller of each sprocket were φ1.p and φ1.g for driving and driven sprocket, respectively. The angles θin.p and θin.g were the chain angles, relative to the x axis, of the first links in contact with the driving and driven sprocket, respectively.

Sprocket in an arbitrary load position
7 The PM Emission in the SI Engine
Problem of the PM emission is important both in CI and SI engines due to severe restrictions (below 0.005 g/km) introduced by the standards such as EURO5 or EURO6.
According to [37], the nanoparticle emissions from SI engines can differ considerably, both for newer engines and for older ones, but they are comparable to typical Diesel engine emissions. This investigation mainly focuses on the metal oxide particles. Very clearly, metal oxides are being emitted in the size range 10–30 nm. The ash particle concentration mostly exceeds the soot particle concentration and can even exceed the ash emission from the Diesel engines. The SI engines also emit very high concentration of solid particles in the critical size range smaller than 200 nm. The emission of ash particles can reach a non-negligible level. The true toxic substances can be the elemental carbon of soot, the organic deposits on the soot particles, the attached metal oxide particles, or their combination.
Although in the current tests no exhaust gas analysis was carried out for the model engine lubricated with oil without and with a 2% wt. TiO2 nanoparticles, such studies are foreseen during further tests. The tested, relatively not recent, engine did not possess a particle catalyst. The latter is necessary in spark-ignition engines to ensure compliance with stringent exhaust emission standards, i.e., EURO5 or EURO6.
The detailed measurement of metallic nanoparticle emission is difficult and expensive. For example, according to [75], online particle analysis can be performed with the Scanning Mobility Particle Sizer (SMPS). Size fractionated chemical analysis of nanoparticles in vehicle emissions were carried out by sampling with an electrical low-pressure multi-stage impactor ELPI with subsequent acid digestion in a microwave system and chemical analysis with plasma mass spectrometry ICPMS.
Giechaskiel et al. [20] described the instrumentation like gravimetric filter measurement, used for the particulate emission measurement. In addition, other popular methods and instruments were analyzed, like chemical analysis of filters, light extinction, scattering and absorption instruments, electrical mobility, and particle counting instruments.
The mechanisms of solid particles formation in the SI engines are different and complex.
According to [55], PM emissions from Gasoline Direct Injection (GDI) engines are complex mixtures of volatile and non-volatile materials containing soot, organic carbon and hydrocarbons. GDI-derived particles are composed of nucleation mode (< 50 nm) and accumulation mode (50–200 nm).
Nucleation mode particles are usually organic carbons (VOCs) originated, i.e., from an engine oil, but can be also solid particles as well. Accumulation mode particles comprise carbonaceous soot particles with an elemental carbon structure and adsorbed volatile material.
Volatile particles including sulfates, nitrates, and organic carbon (OC) can be generated by partial combustion of the engine oil and present in the form of vapor or liquid phase particles in GDI engine exhaust.
Sonntag et al. [62] explained that engine oil coats the piston and cylinder walls, from which semi-volatile organic compounds (SVOC) desorb during the exhaust stroke, providing a major pathway for oil consumption and PM emissions.
Engine oil is continually consumed in the combustion chamber by about 0.2% [27] or as low as 0.1% in modern engines [2], but sometimes, it also contributes in particulate matter formation [16, 53]. Sonntag et al. [32] stated that the engine oil contributes to PM emissions from gasoline engine by about 25%. For modern turbocharged GDI engines Pirjola et al. [53] found that the PM emissions during transient operation strongly depend on the engine oil, and a 78% reduction in PN emissions was obtained solely by changing its properties. The concentration of additives (Zn, Mg, P and S) in engine oil positively correlate with PN emission and the engine oils containing high metal (Zn, Ca, Mg) and S content contributed in higher PM emissions.
According to [23], absorption of fuel vapor into oil layers on the cylinder wall during intake and compression strokes followed by desorption of fuel vapor during expansion and exhaust strokes results in formation of organic carbon (OC) particles, which often are volatile.
Metallic particles including Fe, Cu, Ni or other metallic compounds as well as metallic oxides, are found in engine exhaust which originate from engine oil, wear of engine parts, and engine oil additives containing metal organic elements. Engine oil transfers these particles into combustion chamber where they partially vaporize and form extremely fine particles (less than 50 nm) [37].
8 The Effect of Occurrence of TiO2 Nanoparticles in Engine Oil on the Engine Emission
The effect of the occurrence of TiO2 nanoparticles in engine oil on engine emissions can be manifested in two ways:
-
By changing the total engine friction, particularly one in the timing chain transmission, what causes a change in the engine operating point for given load conditions and fixed values of other parameters affecting engine operation,
-
By changing the composition of the exhaust gases, caused, i.e., by burning engine oil containing TiO2 entering the combustion chambers.
8.1 The Oil Consumption Affecting the PM Emission in the Analyzed Engine—Calculation Example
Although there were no data according the oil consumption in the investigated engine, it can be estimated based on the data obtained for similar SI engines. For the petrol engines utilized in Toyota Corolla VVTI 1.4 99 KM and Toyota Corolla VVTI 1.6109 KM such a consumption was equal to 1 L/1000 miles. For Toyota Avensis it can reach 2 L/1000 miles or even 5 L/1000 miles. For Toyota 4E-FE 1.3 L 55 kW straight-four 4-stroke natural aspirated gasoline engine the engine oil consumption was also equal to 1 L/1000 miles. For the further calculations, it was assumed that the average vehicle speed was equal to 60 mil/h, which corresponded to 1.6 km/min. This resulted in driving time equal to 1000 min.
It was also assumed that the average engine speed was equal to 3000 rpm. It resulted in 1,500,000 rotations of the engine crankshaft. The engine oil consumption was equal to 6.7·10−7 L/cycle. The density of SAE 10W-40 oil was equal to 900 kg/m3. When such an engine oil contains 2% wt. of TiO2 nanoparticles, the emission is equal to 1.227·10−8 g TiO2/cycle and to 0.000012 g of TiO2/km.
When the progressive wear of the engine is considered, its oil consumption increases five times and the TiO2 nanoparticles emission can reach even up to 0.00006 g/km.
9 Materials and Methods
9.1 Model of the Analyzed Chain Transmission
The analyzed chain transmission was from the SI combustion engine Toyota Corolla 1.4 VVTI (Fig. 2).

The chain transmission components
In the present study the model contained three assemblies:
-
1.
Assembly of the crankshaft with its sprocket and its flywheel,
-
2.
Assembly of the outlet camshaft with its sprocket,
-
3.
Assembly of the inlet camshaft with the phaser and its sprocket, elaborated with the finite element method.
The mentioned assemblies were connected through the one row chain 4.
The camshaft and crankshaft assemblies were treated as stiff solid bodies connected with bearings through contact elements. The crankshaft assembly rotated with constant rotational speed usually equal 120 rpm but for one case the full chain assembly rotated also with an assumed lower speed of 60 rpm. The chain was modeled as the set of solid rigid components connected by contact elements. The model components enabled determination of their weights and mass inertia moments.
9.2 Experimental Stand for Friction Studies in the Chain Transmission
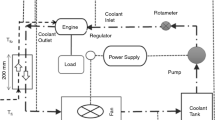
The friction in the chain transmission was determined using the stand equipped with the original SI engine with some modifications. The crankshaft assembly was supported in two border mean journal bearings of crankshaft, in which the original bronze half-shells were replaced by ones made of PTFE. This was to reduce the friction coefficient between the crankshaft journals and their half-shells.
The outlet and inlet camshaft assemblies were supported in their border pairs of journal bearings. To decrease the friction coefficient, in the bushing covers of the bearings the threaded holes were made to place grease nipples supplying lithium grease into the contact zones between camshaft journals and their bushings. The grease was continuously replenished in the bearings using a grease gun.
The self-starter driving flywheel connected with the camshaft was placed in the engine body through the set of screws, which was a little different than in the original vehicle. The self-starter was supplied with voltage from the battery. In the original construction the chain was tensioned by the tensioning piston supplied with the oil pressure and acting on swingable guide. However, in the stand the piston with the top plane was replaced by the piston with a roller. The position of the latter can be changed manually. This allows a quick disconnection of the front piston plane from the pressing guide.
9.3 The Determination of Total Friction Torque in the Chain Transmission
The total friction torque in chain transmission was determined in several steps.
The subassembly was arranged in such a way that the crankshaft related to the flywheel and the sprocket. Its mass inertia moment was equal to I1. The crankshaft subassembly was driven by the self-starter to the predetermined rotational speed of 120 rpm and then braked by the friction torque MT1 occurring in two crankshaft main bearings up to stop. The time t1 of breaking the whole system was registered.
Next, the outlet camshaft subassembly sprocket was driven by special device containing the drive unit (modified drill), three-jaw lathe chuck and the disconnect-able friction clutch. When the outlet camshaft subassembly reached the rotational speed of 120 rpm the clutch was disconnected by the auxiliary servo-valve after supplying the control electrical signal to its coil. The mass inertia moment of the outlet camshaft assembly with its sprocket was equal to I2. The outlet camshaft subassembly was braked by the friction torque MT2 occurring in its two bearings up to stop. The time t2 of braking of the assembly was registered.
Next, the procedure was repeated for the inlet camshaft assembly containing the phaser and the sprocket. The mass inertia moment was equal I3. The time t3 of breaking the assembly by the friction torque MT3 occurring in its two bearings was registered.
Then the angular decelerations ε1,ε2,ε3,ε4,ε5 were obtained from Eqs. (2)–(4), and the inertia moments were determined from Eqs. (5)–(7).
Finally, the self-starter drove up to the predetermined crankshaft rotational speed the full assembly. The full assembly contained three subassemblies. The first was the crankshaft with flywheel and sprocket. The second was the inlet camshaft with original phaser and sprocket. The third was the outlet camshaft with the original sprocket. All subassemblies were connected through the original chain mating with its guides and tensioned by the modified tensioner piston. Then, self-starter was turned off and the full assembly was braked up to stop by the friction torques: MT1 in two crankshaft bearings, MT2 in two outlet camshaft bearings, MT3 in two inlet camshaft bearings, respectively and Mint1, Mint2 and Mint3 friction torques occurred in three groups of segments of the chain transmissions (Fig. 3). The time t4 of breaking the chain assembly was registered. The angular deceleration ε4 was obtained from Eq. (8).

The model of loading the chain transmission components
It was assumed for each case of calculations that the friction coefficients μa and μb in the border bearings “a” and “b” were constant.
The reactions Ra3s, Rb3s and the friction torque MT3 were determined using Eqs. (9)–(11). The model of loading the bearings in the assembly was also used. The total weight of the latter was a sum of the inlet camshaft weight G3 and the weight G3s of the phaser–sprocket subassembly (Fig. 4a).

Model for loading the bearing in the assembly containing: a) inlet camshaft, phaser and sprocket, b) outlet camshaft and sprocket
The reactions Ra21, Rb21 and the friction torque MT2 were determined using Eqs. (12)–(14). The model of loading the bearings in the assembly was also necessary. The total weight of the latter was a sum of the outlet camshaft weight G2 and the weight G21 of the sprocket (Fig. 4d).
From Eqs. (11) and (14), the friction coefficients μa and μb were determined.
The internal friction torque Mint in the chain transmission was estimated using the scheme in the Fig. 1 and Eqs. (15)–(26). It was assumed that such torque contains three components:
Mint1—related to the chain resistance to motion occurring in the crankshaft sprocket vicinity,
Mint2—related to the chain resistance to motion occurring in the outlet camshaft sprocket vicinity, and
Mint3—related to the chain resistance to motion occurring in the inlet camshaft sprocket vicinity.
It was also assumed that such components are equal to Mint0. The friction torques in the crankshaft bearing MT1c, in the outlet camshafts bearing MT21c and in the inlet camshaft bearing MT3c during breaking of the studied full chain transmission assembly can be estimated from Eq. (28). In Eq. (29), r was the pitch radius for the crankshaft sprocket and R was the pitch radius for the inlet camshaft sprocket and for the outlet camshaft sprocket.
9.4 The Determination of the Friction Torque Between Chain Components
The friction torque occurring between the chain roller and the pin was estimated experimentally. The friction between the neighboring chain segments (outer and inner one) in each pair was neglected. It was assumed that two rollers with two inner segments create one rigid body and two pins with two outer segments create the other rigid body. The friction torque was measured using the concept of the physical pendulum.
Before the measurement the chain was placed in the ultrasonic bath for the 3 min to remove the residual particles of lubricant existing in the contact zones between the rollers and pins of the chain.
Then one chain pin was fixed using a small vice. Then, the chain segments swung relative to the axis of the fixed roller. To make the set of chain segments close to one rigid body, with mass inertia moment Ich and weight mch, the chain segments were wrapped by several layers of foil, weight of which was neglected.
The tilts of the chain from the initial vertical position were below α = 30 degrees to meet the conditions of small deviations. After tilting of the chain from its initial position by α0 = 30 deg, the time and number n of swings of the pendulum up to the rest were measured.
Then the mentioned pin was unfixed from the vice. In order to introduce lubricant into pin-roller contact zones, the chain was immersed in the box with engine oil. The chain was repeatedly manually moved in it, for at least 15 min. Then, the mentioned pin was re-fixed in the vice. Next, the measurement of the pendulum swings was repeated.
Then the pin was once again unfixed from the vice. Next, the chain was placed consecutively: in the kerosene, the methanol and finally in the ultrasonic bath to remove the residues of the pure engine oil. Next, the chain was immersed into the box containing engine oil with 6 wt.% amount of TiO2 nanoparticles. The chain was repeatedly manually moved in it, for at least 15 min. After re-fixing the pin in the vice, the measurement of the pendulum swings was repeated.
The motion of the physical pendulum was described by Eq. (27).
where l—distance between the axis of fixed pin and the center of gravity of chain arranged to one rigid body; rr—radius of the chain pin; and t—time; μ—friction coefficient in the contact zone between the chain, roller, and the pin.
Integration of Eq. (27) allowed estimation of the friction torque in the contact between the chain pin and mating roller from Eq. (28)
The angular frequency of physical pendulum swinging was estimated from Eq. (29).
According to Eq. (1), the friction between chain components is related to the speed of their motion. The internal friction torque Mint in the chain transmission is also related to the friction torque Mr between the chain rollers and pins. During operation the estimated number k of chain rolls clearly sliding against mating pins was obtained from Eq. (30).
where p—chain pitch.
It was assumed that the dry internal torque Mint (Mrdry, ω1) in the chain transmission is related to the dry friction torque Mrdry between the chain roller and the pin. It is also related to the constant value of rotational speed ω1 of the crankshaft. This is described by Eq. (31). The dry friction torque Mrdry is obtained using physical pendulum method according to Eq. (31).
Next, it was considered the case when the chain transmission and so each contact zone between the chain roller and the pin was lubricated by the engine oil 10W-40. Similarly, the internal friction torque Mint(Mroil, ω1) in the chain transmission is related to the friction torque Mroil in contact zone between the chain roller and the pin. It is also related to the constant value of rotational speed ω1 of the crankshaft. This is described by Eq. (32). The friction torque Mroil in contact zone between the chain roller and the pin lubricated with the oil 10W-40 was obtained using the mentioned physical pendulum method.
Then, the case when the chain transmission and so each contact zone between the chain roller and the pin was lubricated by the engine oil 10W-40 with 2 wt.% amount of TiO2 nanoparticles was studied. Also, in this case, the internal friction torque Mint(MrTiO2, ω1) in the chain transmission is related to the friction torque MrTiO2 in contact zone between the chain roller and the pin. It is also related to the constant value of rotational speed ω1 of the crankshaft. This is described by Eq. (33). The friction torque MrTiO2 in contact zone between the chain roller and the pin lubricated with the oil 10W-40 with 2 wt.% amount of TiO2 nanoparticles was obtained using the mentioned physical pendulum method.
For two values of crankshaft rotational speed, namely ω1 = 0.12 rad/s and ω1 = 0.06 rad/s, two different values of the dry internal torque Mint (Mrdry, ω1) were determined from Eq. (31) and then the constants A and B were estimated.
9.5 Preparation of the Analyzed Mixture of Engine Oil with TiO2 Nanoparticles
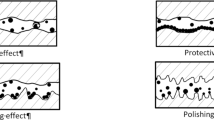
Based on information obtained from [25, 26, 33, 45, 51, 68, 83], a mixture of the engine oil with dispersed 2% wt. of TiO2 nanoparticles was prepared. When such a relatively high amount of TiO2 nanoparticles is added to the analyzed engine oil, there is a potential risk that the resulting system creates unstable dispersion. Therefore, an addition of acid oil was needed to stabilize the nanoparticles. When the lube system is not stable, the decrease of friction resistance is more likely due to the formation of the thin TiO2 coating on metallic hardware contacts rather than the stable composition of lubricating fluid. However, the phenomenon of nanoparticles agglomeration is inevitable. It results in generation of relatively big particles, which can be absorbed in the oil filter, so the amount of TiO2 in real engine oil can be lower.
A volume of 1 L of commercial engine oil SAE10W-40 was weighed to obtain 0.9 kg. A sample of 18 g TiO2 nanoparticles of average size of 20 nm (as delivered) was weighed using a precision balance. Such an amount of TiO2 nanoparticles was added to the engine oil. A stirrer was used for the mixing of TiO2 nanoparticle in the engine oil. The speed for the mixing was kept at 1500 rpm. The time of mixing was 30 min in order to obtain a stable suspension. The volume of 10 cm3 of oleic acid was used as a surfactant modulating the surface energy of the particles so that the surface tension decreases. This allowed partial, however not complete, limitation of the aggregation process of the TiO2 nanoparticles.
9.6 Modeling the Friction Coefficient in Contact Lubricated by Engine Oil
The resulting relation (the ratios of values obtained for the friction torques) between friction resistance in steel/steel contact zones unlubricated, lubricated by the reference pure synthetic SAE10W-40 engine oil and by this oil with the 2% wt. amount of TiO2 nanoparticles can be used with the highest confidence level in other steel/steel contact zones lubricated under the same or very close conditions. In order to allow extrapolation of such a relation for the other oils, the assumed formulas are utilized. The closer are features of the other oil to these of the reference one, the more valuable are extrapolated results.
Srnik and Pfeiffer [65] proposed that without significant loss of accuracy, the friction coefficient between the bolt of the chain link and the pulley can be approximated by a smooth nonlinear function.
According to [47], a model of the coefficient of friction which considers the dynamics associated with kinetic friction, and the dynamics associated with stiction and Stribeck effects (which are prominent under dry and lubricated contact conditions, respectively) can be used. The present study assumed the same model, given by Eq. (34).
where:
χ—Stribeck effect/lubrication parameter
κ—rate of growth of friction coefficient
σ—parameter related to the ratio of the coefficients of static and kinematic friction
μ—coefficient of friction between link and pulley
μ0—coefficient of kinematic friction between link and pulley
\( {v}_{rel}=\frac{v_{slip}}{v_{\mu min}} \) – relative velocity between contacting surfaces.
The speed vμmin corresponding to the minimum friction coefficient was determined based on the Hersey number Heμmin related to vμmin and results presented in [31].
It is good to remind here the commonly known definition of the Hersey number, namely \( He=\frac{\upeta \cdotp {v}_{slip}}{P/l} \),
where:
η—dynamic viscosity of oil lubricating contact zone
vslip—slip speed of mating surfaces
P/l—unit force loading contact zone (P—loading force; l—the length of contact in direction perpendicular to the slip direction of the bodies
Kovalchenko et al. [31] studied friction in contact zone between polished steel surfaces lubricated by two PAO-based oils (Mobil-1). The studies were carried out with a pin-on-disk apparatus at sliding speeds in the range of 0.015–0.75 m/s and nominal contact pressures that ranged from 0.16 to 1.6 MPa.
The first oil showed density of 852 kg/m3 and viscosities 54.8 cSt at 40 °C and 10.1 cSt at 100 °C the Hersey number Heμmin corresponding to the minimum friction coefficient was equal to 0.82 \( \frac{\mathrm{cSt}\cdotp \mathrm{m}/\mathrm{s}}{\mathrm{N}}\cdotp 852\frac{\mathrm{kg}}{\mathrm{m}3}\cdotp 4.7\mathrm{mm} \) = 0.00000328. The second oil showed density of 863 kg/m3 and viscosities 124.7 cSt at 40 °C and 17.7 cSt at 100 °C and the Hersey number equal to 0.78 \( \frac{\mathrm{cSt}\cdotp \mathrm{m}/\mathrm{s}}{\mathrm{N}}\cdotp 863\frac{\mathrm{kg}}{\mathrm{m}3}\cdotp 4.7\mathrm{mm} \) = 0.00000316.
Assuming that the Hersey number Heμmin corresponding to the minimum friction coefficient depends linearly only on the dynamic velocity η(T) it can be estimated from Eq. (35).
Such a relationship reflects well the value of Heμmin(η) published in [60] for PAO oils with different viscosities.
During analysis described in [64] the following values were used: μ0 = 0.25, σ = 3.5, κ = 10, χ = 3.
The same equation and its parameters were assumed for the modeled friction coefficient in the further analysis.
The parameter χ strictly depends on dynamic viscosity η of lubricating oil.
It could be assumed that this dependency is given by Eq. (36).
where:
T—considered temperature of oil
Tref = 293 K—reference temperature of oil
VI—Viscosity Index of a considered oil
VIref = 163—Viscosity Index of the reference oil
SAEclassref = 10W-40—SAE class of the reference oil
APIgroup—API group of a considered oil
APIgroupref = IV—API group of the reference oil
ε—the amount of nanoparticles in a considered oil
εref = 0—amount of nanoparticles dispersed in reference oil
For the case of unlubricated contact zone χ = ∞.
9.7 Consideration on the Simultaneous Effect of the Temperature and Aging of the Engine Oil on Its Viscosity
According to [46], the variation of dynamic viscosity of the fresh SAE 10W-40 engine synthetic oil as a function of temperature can be estimated from Eq. (37).
For the aged SAE 10W-40 engine synthetic oil the analogical equation has a form (38).
The variation of the dynamic viscosity for the engine oil SAE10W40 is more than 19% at 25 °C and more than 28.5% at 75 °C.
9.8 Consideration on the Simultaneous Effect of API Group and the Oil Aging on the Oil Film Thickness
The largest share in engine friction is friction in the piston-ring-cylinder assembly, so the most important role plays the minimal thickness h of engine oil film in zones between them. It depends on the phase angle of crankshaft as reported in [46] or in [61].
According to [46], the minimum film thickness has insignificant variation through the crankshaft angles for the fresh and aged SAE10W40 oil at 40 °C, whereas very high variation appears as temperature increases. In practical terms, there is a significant reduction in the order of 13.5%, for example in 300 degrees, due to the lubricant’s viscosity temperature variations for 2 MPa test pressure at 75 °C.
The variation of the total piston ring friction is almost 7.8% at the TDC between fresh and aged oil.
The smaller value concerns aged oil, due to its slight viscosity variations at 40 °C. Instead, boundary friction is higher, 19.25% at 75 °C, for aged oil than for fresh oil. The aged oil significantly influences in engine friction losses.
According to [12], the friction coefficient varies with the thickness of engine oil film in contact zone, according Eqs. (39)–(41).
For engine oil from API IV group.
For engine oil from API III group.
For engine oil from API II group.
9.9 The Effect of the Content of Additives in the Engine Oil on the Modeled Friction Coefficient
According to [67], the mechanical friction losses can account for up to 9% of total SI engine losses.
It was assumed in the model that use of engine oil containing amount of friction modifiers or other additives different than the one in reference, the 10W-40 oil can result in obtaining friction coefficient differing by up to 2.5% relative to the case of reference oil. It is described by Eq. (42).
where:
μoil—friction coefficient for analyzed oil
εFMoil—amount of FMs or other additives in relation to total weight of the analyzed oil
μSAE10W − 40—friction coefficient for reference SAE 10W-40 synthetic oil
εFMSAE10W − 40—amount of FMs or other additives in relation to total weight of reference SAE 10W-40 synthetic oil
For example, the amounts of additives (wt.%) in engine oil are the following [18]:
For SAE 10W-40: Ca 0.43, Mg 0.004, Na 0.005, P 0.12, S 0.32, Zn 0.135
For SAE 10W-30: Ca 0.396, Cl 0.009, N 0.098, P 0.121, S 0.55, Zn 0.132
9.10 Determination of Changes in Engine Emissions
The estimation of emission changes needs the characteristics of the SI engine used for calculation of the friction torque in the chain transmission. Such characteristics were shown in Fig. 5.

The characteristics of the SI engine
The estimation of changes in emission of the analyzed engine caused by addition, through dispersion, of 2% TiO2 nanoparticles into lubricating oil was as follows.
As was mentioned, according to [3], the timing drive and valve train generate approx. 20% of overall engine friction losses depending on the engine speed.
According to [28] the total engine friction power contains five main components with following contributions to it, namely, crankshaft friction 9%, reciprocating friction 36%, valvetrain friction 16%, so called accessories friction 13%, and pumping losses 27%. In the model used during investigations, the so-called accessories friction and pumping losses were independent on the oil viscosity.
In the present analysis it was also assumed that the so-called accessories friction and pumping losses are almost independent on the addition of TiO2 nanoparticles into oil.
It was also assumed that addition of 2% of TiO2 nanoparticles into oil resulted in decreasing the friction losses in all bearings and piston groups by 10%.
So, addition of TiO2 nanoparticles into oil reduces total friction losses by 7–7.7%. Additionally, it causes that the timing drive and valve train generate about 14.4–18% of the overall engine friction losses.
Engine characteristics P(n) for the full load (θ = 0) before and after addition of 2% TiO2 nanoparticles into engine oil were calculated using two formulas:
The data from [28] allowed calculation the ratios of total engine friction power losses PT to maximal engine power Pmax as a function of engine speed. The ratios were obtained for different values of engine load. Such characteristics were presented in Fig. 6.

The ratio of the total engine friction power loss to the maximum engine power as a function of engine speed and load. Based on data from [28]
Obtained characteristics for pure oil and for oil with addition of 2% TiO2 nanoparticles is shown in the Fig. 7.

The engine characteristics lubricated by pure oil and by oil with addition of 2% TiO2 nanoparticles
To reach the engine performance characteristics for the case of pure oil and full throttle opening, one can use partial load of engine lubricated by oil with addition of 2% TiO2 nanoparticles, especially for lower speed.
Table 2 contains the throttle opening for different engine speed.
It was assumed that for the given engine speed related changes of its emissions, namely, ΔCO, ΔCO2, ΔHC, ΔNO and ΔNOx can be calculated. They are proportional to the throttle angle change Δθ, engine torque change ΔM, fuel consumption change Δg and engine power P.
It was assumed that such proportionality is described by Eqs. (45)–(51).
For the further analysis, the data related to the combustion engine presented in [1] were used. It was assumed that Preference = 68 kW, Mmax = 111 Nm, gmin = 50 g kW−1 h−1.
For that engine and for the assumed ratios ∆θ/θmax = 0.5 and P/Preference = 1 it was estimated that kCO = 0.1434, kCO2 = 0.069, kNO = 0.1297, kNOx = 0.1204, kHC = 0.1191. These factors were slope factors of the linear regression lines presented in Fig. 8.

The slope factors for linear region lines. Each trend line is described by the equation containing variables x and y. The mean of x relates to are following: \( x={\left[0.5\cdotp \left(\frac{\Delta M}{M_{max}}\right)\cdotp \left(\frac{\Delta g}{g_{min}}\right)\cdotp 1\right]}^{0.25} \); \( y=\frac{\Delta CO}{CO_{max}} \) or \( y=\frac{\Delta {CO}_2}{CO_{2\mathit{\max}}}\ or\ y=\frac{\Delta HC}{HC_{max}}\ or\ y=\frac{\Delta NO}{NO_{max}}\ or\ y=\frac{\Delta {NO}_x}{NO_{xmax}} \), consecutively. Based on data from [1]
9.11 Methods for Measurement of PM Emission
Authors decided to modernize the exhaust system (Fig. 9) for the gasoline particulate filter (GPF) installation. The Exhaust Manifold 1 is not changed, but the Front Pipe 2 is adapted to the inlet of the GPF 3. The GPF is used in a modern SI engine with a similar design and power configuration. The GPF 3 is removable, in order to allow measuring PM emissions in exhaust gases (GPF removed) or assessing the effect of the GPF on exhaust gas flow (GPF fitted). This requires interfering in the exhaust system in order to mount the GPF in series with an existing Catalytic Converter 4 and Central Silencer 5. The Muffler 6 of exhaust system is not changed, but the tail pipe connecting the Muffler 6 with the Blower 11 relates to additional inlet and outlet pipe connected to Diluting Canal 8.

The proposed changes in the exhaust system of the engine investigated on the test stand
The exhaust gases flow partially through the tail pipe directly to the Blower 11 and partially through the Diluting Canal 8. The filter samples placed in the P-Filter 9 (Particulate Filter) both these remaining clean during flow of air and these containing deposited particles during flow of diluted exhaust gases were collected and weighted using the microbalance. The differences in such weights allow estimation of the mass emission of solid particles, as described in [5]. The mass composition of the samples is determined using chromatographic analysis and thus the amount of TiO2 nanoparticles in the exhaust gas can be estimated. The air supplied to the Diluting Canal 8 is conditioned not in the climatized chamber, as described in [75], but using the elaborated Air Conditioner 7. The stream 10 of air is forced by a screw compressor cooperating with the system of bleeding valves. The stream 10 is directed to the chamber of the Air Conditioner system 7. The system 7 contains the electrical heater, the heat exchanger transferring the heat from the chamber to the external heat radiators system. This system is cooled by a stream of air forced by a fan. In addition, a humidifier and air dryer are mounted in the chamber. Both the heater, heat exchanger, humidifier, and dryer are controlled through a control unit cooperating with a thermostat and a hygroscope. The control unit allows to set and maintain temperature and humidity of the conditioned air at the desired level.
Installing an additional particulate catalyst will further reduce engine power and therefore also change emissions. According to [38], tests carried out using a 1999 Honda Civic showed that removing the stock catalytic converter netted a 3% increase in horsepower. The installation of a new metallic core converter resulted in decreasing the car horsepower by 1%, as compared with case with no converter.
Therefore, it was assumed that as a result of the installation of an additional catalyst for solid particles, the power will be reduced by a maximum of 3%. Because the introduction of 2% wt. of TiO2 nanoparticles to the engine oil may result in increasing the power of the engine up to 3%, may result in a situation that the measured power of the tested engine lubricated with oil containing TiO2 nanoparticles can be very close to that of an unmodified engine operating in conditions close to real over the entire speed range.
According to [75], metallic additives in lube oils diminish wear and constrain sulfur-induced acidification. The metal content of fresh lube oils can be as follows: Zn 0.1–0.2%, Ca 0.5%, B 0.09%, Mg 0.002–0.004%. After prolonged deployment, the lube oil also contains abraded Fe, Cu, Pb, Mg, Al and Ni particles. For oil-consumption in the range of 1% of the fuel-consumption, the estimated Zn emission is about 1 mg/km. Moreover, Ca is emitted and all the abraded metals. Modern engines emit a tenth of that value.
The total mass of metal oxide for diesel engines is 0.1–1 mg/km, which appears negligible. But these particles are in the 10–20 nm size range. Such a small mass represents 1015 particles per kilometer, which is close to the number of soot particles emitted by diesel engines. SI engines can emit the double. These particles are emitted in the size range between 10 and 20 nm.
Metallic nanoparticles present in the exhaust can be adsorbed to other particles, e.g., soot, but in absence of this particles also nucleate by itself. Therefore, a lower soot generation at idling might lead to a higher amount of self-nucleation and is emitted as metal species (metal oxides).
There are only two ways to rectify the problem of metallic particle emission. Firstly, deploy highly efficient particle filters on all combustion engines. Secondly, diminish the metal content of the lubrication oil. The efficacy of diminishing the metal content in lube oil is proven in [10]. The filtration of ash particles from SI engines, using wall-flow catalytic converters is also possible [76].
10 Results and Discussions
The values of weights and mass inertia moment are presented in Table 3. The highest weight and the mass inertia moment had the crankshaft. The weight and mass inertia moment for the inlet camshaft were higher than for the inlet one. It was since the inlet camshaft assembly contained the heavy phaser.
The values of friction torque in the bearings are presented in Table 4. The obtained values of internal dry friction torque in the chain transmission were ca. 26% lower than the values of friction torque in the two modified crankshaft bearings containing PTFE shells.
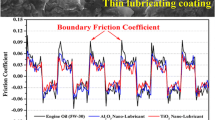
The resulting courses of the swinging angle α of the chain arranged as a physical pendulum against time t for different cases of friction occurring in the contact zone between fixed chain pin and mating chain roller, namely: dry, lubricated with pure engine oil and with engine oil containing 2 wt.% of TiO2 nanoparticles are presented in Fig. 10. Table 5 presents the values of friction torque obtained from the pendulum swings for different friction in the contact zone between fixed chain pin and chain roller mating with it. The friction torque values in the contact zone lubricated by the engine oil were 2.5 times lower than for the dry friction. The addition of 2 wt.% of TiO2 nanoparticles into engine oil 10W-40 resulted in the decrease of friction torque by about 10%.

The swinging angle α of the chain arranged as a physical pendulum against time t for different cases of friction in the contact zone between fixed chain pin and mating chain roller: dry, lubricated with pure engine oil and with engine oil containing 2 wt.% of TiO2 nanoparticles. Courses on the right are the increased views for courses on the left side in the figure
The constants A and B were estimated to be equal to 14 and 1.22 s/m, respectively. Table 5 also includes the estimated values of the internal friction torque in the chain transmissions. The value of internal friction torque in the chain transmission lubricated by the engine oil was lower by 58% than in case of operation under the dry friction conditions. The addition of 2 wt.% of the TiO2 nanoparticles into the engine oil decreased the internal friction torque by 9% in comparison to the lubrication by pure engine oil.
The addition of 2% of TiO2 nanoparticles into engine oil can cause the relative changes in the engine emission as a function of engine speed. The resulting engine emissions as a function of the engine speed are presented in Table 6.
11 Summary
The measurement using physical pendulum swings method is the useful method for the estimation of friction torque in the contact zone between the chain pin and roller for different lubrication conditions. The internal friction torque in the chain transmission lubricated by the engine oil decreased about 58% in comparison to the case of lack of engine oil. Addition of 2 wt.% amount of the TiO2 nanoparticles into the engine oil decreased internal friction torque by 9% when comparing to the case of lubrication with pure engine oil.
The frictional relationships obtained during the tests can be extended to cases of other oils differing from the tested synthetic SAE 10W-40. This requires considering extrapolative measures proposed in the paper. However, the differences regarding the composition and viscous properties of the changed oil should not be too great for the oil used during the tests.
The use of such an oil with 2% wt. of TiO2 nanoparticles, in the analyzed SI engine can be related to the TiO2 emission equal to 1.227·10−8 g TiO2/cycle and to 0.000012 g TiO2/km. When a progressive wear of this engine occurs, its oil consumption increases which results in the emission of TiO2 nanoparticles even up to 0.00006 g/km.
Based on the results obtained from a comparative analysis of emission in the other engine with similar power characteristics, the mentioned total friction losses can change the emission of the following compounds in the analyzed SI engine: 17–19% for CO, 8–9% for CO2, 13–17% for NOx, and 12–16% for HC. Such changes were dependent on the engine speed; the smallest changes in engine were registered for the rotation speed of 2500 rpm.
References
Aljamali, S., Mahmood, W.M.F.W., Abdullah, S., Ali, Y.: Comparison of performance and emission of a gasoline engine fuelled by gasoline and CNG under various throttle positions. J. Appl. Sci. 14(4), 386–390 (2014). https://doi.org/10.3923/jas.2014.386.390
Amirante, R., Distaso, E., Napolitano, M., Tamburrano, P., Iorio, S.D., Sementa, P., Vaglieco, B.M., Reitz, R.D.: Effects of lubricant oil on particulate emissions from port-fuel and direct-injection spark-ignition engines. Int. J. Engine Res. 18(5-6), 606–620 (2017). https://doi.org/10.1177/1468087417706602
Belmer, S., Fink, T., Lorenz, I., Neukirchner, H.: Steuertriebe für Verbrennungsmotoren. Konzeption, Auslegung und Basiskonstruktion. MTZ. 66(6), 466–475 (2005). https://doi.org/10.1007/BF03226749
Bender, J.W.: Friction modifiers. In: Wang, Q.J., Chung, Y.W. (eds.) Encyclopedia of Tribology. Springer, Boston, MA (2013)
Bielaczyc, P., Szczotka, A., Woodburn, J.: Analysis of methods of particulate matter emission measurements in the exhaust gas of modern vehicles. Logistyka. 3, 365–376 (2015)
Blackmore, D.R.: Fuel economy of the gasoline engine: fuel, lubricant and other effects, p. 268. Springer (1977)
Clevenger, J., Carlson, D., Kleiser, W.: The effects of engine oil viscosity and composition on fuel efficiency. SAE Technical Paper. 841389, (1984). https://doi.org/10.4271/841389
Conwell, J.C., Johnson, G.E.: Design, construction and instrumentation of a machine to measure tension and impact forces in roller chain drives. Mech. Mach. Theory. 31(4), 525–531 (1996). https://doi.org/10.1016/0094-114X(95)00014-P
Corby, S. Toyota Corolla Oil: Recommended oil for Toyota Corolla and how to change it, Cars guide. Reviews, news and Advice, 14 May 2019
Czerwinski, J., Comte, P., Reutimann, F. Nanoparticle Emissions of a DI 2-Stroke Scooter with varying Oil- and Fuel Quality, SAE 2005-01-1101
De Barros Bouchet, M.I., Kano, K.: Subchapter 25.3.2. Steel/DLC Tribological Systems Lubricated by Glycerol Mono-Oleate (GMO), in: Chapter 25. In: Superlubricity of Diamond/Glycerol Technology Applied to Automotive Gasoline Engines, Superlubricity, p. 524. Elsevier (2007). https://doi.org/10.1016/B978-0-444-52772-1.X5029-X
Devlin, M.T.: Common properties of lubricants that affect vehicle fuel efficiency: a north American historical perspective. Lubricants. 6(3), 68 (2018). https://doi.org/10.3390/lubricants6030068
Donnelly, S.G., Aguilar, G.A., Chase, K.J., Wallack, W.T. Molybdenum dialkyldithiocarbamate compositions and lubricating compositions containing the same. US Patent Application 20120/0264666, 2010
Du, H.Y.I., Fang, X., Chen, J.-S., et al.: Modelling and simulation of torsional vibration of the compliant sprocket in balance chain drive systems. SAE Int J Fuels Lubrication. 1(1), (2008). https://doi.org/10.4271/2008-01-1529
Dwyer-Joyce, R.S., Lewis, R., Ward, A. et al. Determination of impact stresses in an automotive chain drive component, SAE Technical Paper 2006-01-0766. https://doi.org/10.4271/2006-01-0766
Eastwood, P.: Particulate Emissions from Vehicles. John Wiley & Sons, Ltd., Hoboken (2008)
Egorov, A.V., Kozlov, K.E., Belogusev, V.N.: A method for evaluation of the chain drive efficiency. J. Appl. Eng. Sci. 13(4), 341, 277–282 (2015). https://doi.org/10.5937/jaes13-9170
Eklund, S. Roughness Effect on Friction and Wear of Lubricated Plain Bearings, MSc thesis, Luleå University of Technology, 2013
Gatto, V.J., Bezjak, Y.L.: The antioxidant properties of organomolybdenum compounds in engine oils. Tribol Lubr Tech. 59(10), 40–47 (2003)
Giechaskiel, B., Schiefer, E., Schindler, W., Axmann, H., Dardiotis, C. Overview of Soot Emission Measurements Instrumentation: from Smoke and Filter Mass to Particle Number, SAE-13AP-0138, 2013
Haycock, R.F., Caines, A.J., Hiller, J.: Automotive Lubricants Reference Book, Second edn. Society of Automotive Engineers, Warrendale, PA (2004)
Haycock, R.F., Caines, A.J., Hiller, J.: Automotive Lubricants Reference Book, Third edn. Society of Automotive Engineers, Warrendale, PA (2008)
Heywood, J.B.: Internal Combustion Engine Fundamentals. McGraw Hill, New York, NY, USA (1988)
https://www.autopecasonline24.pt/toyota/corolla-e11/14692/12094/oleo-do-motor. Available: 2019.12.14
Ilie, F., Covaliu, C.: Tribological properties of the lubricant containing titanium dioxide nanoparticles as an additive. Lubricants. 4(2), 12 (2016). https://doi.org/10.3390/lubricants4020012
Jatti, V.K.S.: Titanium oxide nanoparticles as anti-wear and friction-reduction additives in lubricating oil. J. Chem. Pharm. Res. 7(4), 1049–1055 (2015)
Jung, H., Kittelson, D.B., Zachariah, M.R. The Influence of Engine Lubricating Oil on Diesel Nanoparticle Emissions and Kinetics of Oxidation, SAE Technical Paper 2003-01-3179, 2003. https://doi.org/10.4271/2003-01-3179
Kamil, M., Rahman, M.M., Bakar, R.A.: An Integrated Model for Predicting Engine Friction Losses in Internal Combustion Engines, Conference: International Conference on Mechanical Engineering Research (ICMER2013), At: Kuantan, Pahang, Malaysia, July 2013. Int. J. Automot. Mech. Eng. 9(1), (2013). https://doi.org/10.15282/ijame.9.2013.19.0141
Kenbeek, D., Buenemann, T., Rieffe, H. Review of organic friction modifiers - Contribution to fuel efficiency? SAE Technical Paper 2000-01-1792
Konyha, Z., Matkovic, K., Gracanin, D., et al.: Interactive Visual Analysis of a Timing Chain Drive Using Segmented Curve View and other Coordinated Views. In: Andrienko, G., Roberts, J.C., Weaver, C. (eds.) Proceedings of the 5th International Conference on Coordinated & Multiple Views in Exploratory Visualization (CMV2007), pp. 3–15. IEEE Computer Society Press (2007)
Kovalchenko, A., Ajayi, O., Erdemir, A., Fenske, G., Etsion, I.: The effect of laser surface texturing on transitions in lubrication regimes during unidirectional sliding contact. Tribol. Int. 2005(38), 219–225 (2005). https://doi.org/10.1016/j.triboint.2004.08.004
Kozlov, K.E., Egorov, A.V., Belogusev, V.N.: Experimental evaluation of chain transmissions lubricants quality using a new method based on additional inertia moment use, International Conference on Industrial Engineering, ICIE 2017. Procedia Eng. 206, 617–623 (2017). https://doi.org/10.1016/j.proeng.2017.10.526
Laad, M., Jatti, V.: Titanium oxide Nanoparticles as Additives in Engine oil. J. King Saud Univ. 30(2), (2016). https://doi.org/10.1016/j.jksues.2016.01.008
Lubricant Additives: Use and Benefits, Technical Committee of Petroleum Additive Manufacturers in Europe, August 2016 / ATC Document 118
Maile, K., Campean, F., Day, A. Design for Reliability of an Engine Timing Chain, SAE Technical Paper 2009-01-0206. https://doi.org/10.4271/2009-01-0206
Mathias, W.: Non-petroleum-based, no/low SAP and bionotox engine oil development and testing. In: Tung, S., Totten, G. (eds.) ASTM Automotive Lubricant and Testing Handbook (2013)
Mayer, A., Czerwinski, J., Kasper, M., Ulrich, A., Mooney, J.J. Metal Oxide Particle Emissions from Diesel and Petrol Engines, SAE Technical Paper 2012-01-0841
Mckay, R.: Beat the law. The truth about going catless, Import Tunner, October. 01, (2006) http://www.importtuner.com/features/0610impp_catalytic_converter_removal/viewall.html
Meldrum, C., Basar, P.: VM series part 1: understanding the fundamentals of viscosity modifiers for engine oils. Lubrizol Addit. 360, (2014)
Mortier, R.M., Fox, M.F., Orszalik, S.T.: Chemistry and Technology of Lubricants, Third edn. Springer, Dordrecht, Netherlands (2010)
Moster, A., Goodrow, J.: Timing Chains or Belts? Tests reveal which is more efficient, Borg Warner Knowledge Library (2014)
Mufti, R.A. Total and Component Friction in a Motored and Firing Engine, PhD thesis, The University of Leeds, School of Mechanical Engineering, 2004
Mulik, A.V., Gujar, A.J.: Literature Review on Simulation and Analysis of Timing Chain of an Automotive Engine. Int. J. Eng Res. Appl. 6((8), (Part 1)), 17–21 (2016)
Muller, M., Fan, J., Spikes, H.: Design of functionalized PAMA viscosity modifiers to reduce friction and wear in lubricating oils. ASTM Int. 4(10), JAI100956 (2007)
Nabhan, A., Rashed, A. Effects of TiO2 and SiO2 Nano Additive to Engine Lubricant Oils on Tribological Properties at Different Temperatures. 20th International Conference on Aerospace, Mechanical, Automotive and Materials Engineering (ICAMAME2018), Rome, Italy. 2018
Nikolakopoulos, P.G., Mavroudis, S., Zavos, A.: Lubrication performance of engine commercial oils with different performance levels: the effect of engine synthetic oil aging on piston ring tribology under real engine conditions. Lubricants. 6(4), 90 (2018). https://doi.org/10.3390/lubricants6040090
Nilabh, S., Yi, M., Imtiaz, H. Influence of clearance on the dynamics of chain CVT drives. American Society of Mechanical Engineers, design engineering division (publication), 2006, DE. https://doi.org/10.1115/IMECE2006-14059
Novotný, P., Píštěk, V.: Dynamics of chain timing drive, in Opotřebení spolehlivost diagnostika 2008, pp. 137–143. Vydavatelské oddělení UO, Brno, Brno (2008)
Novotný, P., Píštěk, V.: Virtual prototype of timing chain drive. Eng. Mech. 16(2), 123–130 (2009)
Pedersen, S.L. Simulation and Analysis of Roller Chain Drive Systems. Ph.D. thesis, Department of Mechanical Engineering, Solid Mechanics, Technical University of Denmark, 2004
Peng, Z.F., Cao, W., Lu, D., Li, S.G.: Effect on antifriction and Antiwear properties of lubricating oil (L-HM46) added Nano-ZnO and Nano-TiO2. J. Sci. Conf. Proc. 1(2/3), 308–310(3) (2009). https://doi.org/10.1166/jcp.2009.1059
Pereira, C., Ambrósio, J., Ramalho, A. Contact Mechanics in A Roller Chain Drive Using a Multibody Approach, 11th Pan-American Congress of Applied Mechanics January 04-08, 2010, Foz do Iguaçu, PR, Brazil
Pirjola, L., Karjalainen, P., Heikkilä, J., Saari, S., Tzamkiozis, T., Ntziachristos, L., Kulmala, K., Keskinen, J., Rönkkö, T.: Effects of fresh lubricant oils on particle emissions emitted by a modern gasoline direct injection passenger Car. Environ. Sci. Technol. 49(6), 3644–3652 (2015). https://doi.org/10.1021/es505109u
Pisal, A.S., Chavan, D.S.: Experimental investigation of Tribological properties of engine oil with CuO nanoparticles. IJTARME. 3(2), 34–38 (2014)
Raza, M., Chen, L., Leach, F., Ding, S.: A review of particulate number (PN) emissions from gasoline direct injection (GDI) engines and their control techniques. Energies. 11(6), 1417 (2018). https://doi.org/10.3390/en11061417
Rodriguez, J., Keribar, R., Fialek, G. A Comprehensive Drive Chain Model Applicable to Valvetrain Systems. SAE Technical Paper 2005-01-1650. https://doi.org/10.4271/2005-01-1650
Sakaguchi, M., Yamada, S., Seki, M., Koiwa, Y., Yamauchi, T., Wakabayashi, T. Study on Reduction of Timing Chain Friction Using Multi-Body Dynamics, SAE Technical Paper 2012-01-0412. https://doi.org/10.4271/2012-01-0412
Schneider, E., Rosenberg, R.: The effect of fuel-saving engine oils on journal bearing load capacity - a radiometric evaluation. SAE Trans. 91, 3730–3737 (1982). https://doi.org/10.2307/44634392
Schwartz, S., Tung, S, Mc-Millan, M. Automotive lubricants. TOTTEN, G. Ed. In Fuels and Lubricants Handbook. ASTM, 2005
Shaffer, S. Generating a Stribeck Curve in a Reciprocating Test (HFRR/SRV-type test), AN1004, Rev. A2, Bruker Corporation, 2014
Shahmohamadi, H., Rahmani, R., Rahnajat, H., Garner, C.P., King, P.D.: Thermo-mixed hydrodynamics of piston compression ring conjunction. Tribol. Lett. 51(3), 323–340 (2013). https://doi.org/10.1007/s11249-013-0163-5
Sonntag, D.B., Bailey, C.R., Fulper, C.R., Baldauf, R.W.: Contribution of lubricating oil to particulate matter emissions from light-duty gasoline vehicles in Kansas City. Environ. Sci. Technol. 46(7), 4191–4199 (2012). https://doi.org/10.1021/es203747f
Spike, H.A.: The history and mechanisms of ZDDP. Tribol. Lett. 17(3), 465–485 (2005). https://doi.org/10.1023/B:TRIL.0000044495.26882.b5
Srivastava, N., Haque, I.: Nonlinear dynamics of a friction-limited drive: application to a chain continuously variable transmission (CVT) system. J. Sound Vib. 321(1-2), 319–341 (2009). https://doi.org/10.1016/j.jsv.2008.09.045
Srnik, J., Pfeiffer, F.: Dynamics of CVT chain drives. Int. J. Veh. Des. 22(1/2), 54–72 (1999). https://doi.org/10.1504/IJVD.1999.001859
Stipanovic, A., Schoonmaker, J.: The impact of organomolybdenum compounds on the frictional characteristics of crankcase engine oils. SAE Tech. Paper. 932779, (1993). https://doi.org/10.4271/932779
Stockes, J., Lake, T., Osborne, R. A Gasoline Engine Concept for Improved Fuel Economy -The Lean Boost System, SAE Technical Paper 2000-01-2902, https://doi.org/10.4271/2000-01-2902
Suryawanshi, S., Pattiwar, J.T.: Effect of TiO2 Nanoparticles Blended with Lubricating Oil on the Tribological Performance of the Journal Bearing. Tribol. Ind. 40(3), 370–391 (2018). https://doi.org/10.24874/ti.2018.40.03.04
Sutton, M., Kocsis, J.A., Nakagawa, I. Improved Friction Modifiers to Aid in Future Fuel Economy Targets, SAE Technical Report 2007-01-4134, 2007. https://doi.org/10.4271/2007-01-4134
Syed, Q.A., Rizwi, A.: Comprehensive Review of Lubricant Chemistry, Technology Selection, and Design. ASTM Handbook, ASTM (2009)
Takagishi, H., Nagakubo, A. Multi-Body Dynamic Chain System Simulation Using a Blade Tensioner, SAE Technical Paper 2006-32-0067
Troedsson, I., Vedmar, L.: A method to determine the dynamic load distribution in a chain drive. Proc. Inst. Mech. Eng. 215(Part C), 569–579 (2001). https://doi.org/10.1243/0954406011520959
Tseregounis, S.I., Mcmillan, M.L., Olree, R.M.: Engine oil effects on fuel economy in GM vehicles – separation of viscosity and friction modifier effects. SAE Tech. Paper. 982502, (1998). https://doi.org/10.4271/982502
Tung, S., Totten, G. Ed. ASTM Automotive Lubricant and Testing Handbook Chapter 2 and Chapter 6. ASTM/SAE MNL, 2013
Ulrich, A., Mayer, A., Kasper, M., Wichser, A., Czerwinski, J.: Emission of metal-oxide particles from IC-engines. Combustion Engines. 1(144), 72–88 (2011)
Ulrich, A., Wichser, A., Hess, A., Heeb, N., Emmenegger, L., Czerwinski, J., Kasper, M., Mooney, J., Mayer, A. Particle and Metal Emissions of Diesel and Gasoline Engines - Are Particle Filters Appropriate Measures?, 16th Conference on Combustion Generated Nanoparticles, Zürich, Switzerland, Degussa, SAE Wall flow cat. SI engines, 2012
Wasserscheid, P., Keim, A.W.: Ionic liquids-new "solutions" for transition metal catalysis. Angew Chem Int Ed Engl. 39(21), 3772–3789 (2000). https://doi.org/10.1002/1521-3773(20001103)39:21<3772::aid-anie3772>3.0.co;2-5
Weber, C., Herrmann, W., Stadtmann, J. Experimental Investigation into the Dynamic Engine Timing Chain Behaviour, SAE Technical Paper 980840. https://doi.org/10.4271/980840
Wong, V.W., Tung, S.C.: Overview of automotive engine friction and reduction trends–effects of surface, material, and lubricant-additive technologies. Friction. 4(1), 1–28 (2016). https://doi.org/10.1007/s40544-016-0107-9
Yao, J., Aguilar, G., Mazzamaro, G.: The friction-reducing, antiwear and antioxidation properties of an organomolybdenum lube additive without sulfur and phosphorus. Lubr Oil. 22(3), 43–48 (2007)
Zhang, Z., Yamaguchi, E.S., Kasrai, M., Bancroft, G.M.: Tribofilms generated from ZDDP and DDP on steel surfaces: Part1, growth, wear and morphology. Tribol. Lett. 19(3), 211–220 (2005). https://doi.org/10.1007/s11249-005-6148-2
Zhang, Z., Yamaguchi, E.S., Kasrai, M., Bancroft, G.M., Liu, X., Fleet, M.E.: Tribofilms generated from ZDDP and DDP on steel surfaces: part 2 chemistry. Tribol. Lett. 19(3), 221–229 (2005). https://doi.org/10.1007/s11249-005-6149-1
Zin, V., Agresti, F., Barison, S., Colla, L., Fabrizio, M.: Influence of cu, TiO2 nanoparticles and carbon Nano-horns on Tribological properties of engine oil. J. Nanosci. Nanotechnol. 15(5), 3590–3598(9) (2015). https://doi.org/10.1166/jnn.2015.9839
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
We declare that there are no competing interests for our article.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wozniak, M., Batory, D., Siczek, K. et al. Changes in Total Friction in the Engine, Friction in Timing Chain Transmissions and Engine Emissions Due to Adding TiO2 Nanoparticles to Engine Oil. Emiss. Control Sci. Technol. 6, 358–379 (2020). https://doi.org/10.1007/s40825-020-00167-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40825-020-00167-x