
Abstract
Control of dust in underground coal mines is critical for mitigating both safety and health hazards. For decades, the National Institute of Occupational Safety and Health (NIOSH) has led research to evaluate the effectiveness of various dust control technologies in coal mines. Recent studies have included the evaluation of auxiliary scrubbers to reduce respirable dust downstream of active mining and the use of canopy air curtains (CACs) to reduce respirable dust in key operator positions. While detailed dust characterization was not a focus of such studies, this is a growing area of interest. Using preserved filter samples from three previous NIOSH studies, the current work aims to explore the effect of two different scrubbers (one wet and one dry) and a roof bolter CAC on respirable dust composition and particle size distribution. For this, the preserved filter samples were analyzed by thermogravimetric analysis and/or scanning electron microscopy with energy dispersive X-ray. Results indicate that dust composition was not appreciably affected by either scrubber or the CAC. However, the wet scrubber and CAC appeared to decrease the overall particle size distribution. Such an effect of the dry scrubber was not consistently observed, but this is probably related to the particular sampling location downstream of the scrubber which allowed for significant mixing of the scrubber exhaust and other return air. Aside from the insights gained with respect to the three specific dust control case studies revisited here, this work demonstrates the value of preserved dust samples for follow-up investigation more broadly.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Dust in coal mines presents both safety and health hazards. Control of airborne float dust (dust that contains particles up to 75 µm) is a critical strategy for mitigating explosibility hazards (Shahan et al. 2017), and control of respirable coal mine dust (particles < 10 µm) is critical for preventing occupational lung disease (Blackley et al. 2018; Hall et al. 2019). Indeed, dust control has been a key focus of the mining research portfolio at the National Institute of Occupational Safety and Health (NIOSH)—including work on scrubbers (NIOSH 2013; Colinet and Jankowski 2000; Janisko et al. 2015; Organiscak et al. 2016; Organiscak and Beck 2010; Patts et al. 2016). In coal mines, fan-powered dust collectors such as scrubbers are commonly used on continuous miner machines (CM) to capture dust being generated at the cutting face, and thus prevent its transport into the return airways and contamination of the ventilating air more broadly. These scrubbers are usually operated along with water sprays to limit miner exposure to respirable dust (NIOSH 2021). Indeed, the operation of the CM-mounted scrubbers, referred to as flooded-bed scrubbers, increase the air quantity supplied to the cutting face for the improvement of methane and respirable dust control (Patts et al. 2016). Scrubbers essentially capture particles by forcing the dust-laden air through an inlet before reaching a wet filter where they either deposit or attach to water droplets that are removed by a demister. Finally, the scrubber fan pulls and filters out dry air through the scrubber exhaust and releases it into the return airways. The scrubber efficiency is determined by its ability to capture (i.e., controlled by the scrubber airflow) and collect or remove dust-laden air from the cutting face (NIOSH 2021; Patts et al. 2016). To improve dust control in other priority areas of underground coal mines (i.e., not necessarily coupled with the CM operation), auxiliary (stand-alone) scrubbers could be another option. Recently, NIOSH has conducted field studies of a wet auxiliary scrubber (i.e., based on the traditional flooded-bed type) (Janisko et al. 2015; Patts et al. 2016), as well as a dry unit that can provide even more flexibility in terms of placement in the mine (Organiscak et al. 2016).
For more direct protection of some equipment operators from respirable dust exposure, NIOSH has also investigated the performance of canopy air curtains (CACs) (Goodman et al. 2006; Goodman and Organiscak 2001; Krisko 1975; Listak and Beck 2012; Reed et al. 2017, 2019a, 2021; Volkwein et al. 1982). The CAC is an underground coal mining dust control designed by NIOSH researchers to be employed under the canopy of roof bolting machines and provide filtered air into the breathing zone of miners during bolting activities to reduce their exposures to respirable dust. The operation of the CAC involves the use of a hydraulically powered fan (blower) installed on a roof bolter which is usually connected to a plenum (traditionally placed underneath the roof bolter canopy or incorporated into the canopy design) via a hose to provide filtered air to the breathing zones of the operator during bolting activities. The filtered air from the plenum protects the operator by pushing dust-laden air away from the zone of influence of the CAC (NIOSH 2021). The CAC was initially designed for CM operators when CM machines had cabs (Krisko 1975). Once CM cabs were eliminated in favor of local remote operation, the CAC was redesigned and tested for roof bolter operators since they typically have one of the highest risk occupations in terms of respirable dust and crystalline silica exposures (Ainsworth et al. 1995)—either due directly to roof drilling (Goodman and Organiscak 2003) and bolting activities or working downstream of the CM (NIOSH 2013; Joy et al. 2010; Listak et al. 2010). After several iterations of preliminary CAC designs in separate studies, Reed et al. (2019b) tested the ability of a third-generation CAC to reduce roof bolter operator exposure to respirable dust.
Given that respirable dust exposures are regulated based on mass concentration, much of NIOSH’s research that has investigated the effects of engineering controls on respirable dust has focused on the effectiveness to reduce mass concentration. However, an understanding of dust composition and particle characteristics is increasingly of interest (National Academies of Sciences, Engineering, and Medicine 2018). Fortunately, even though detailed dust characterization was not the original intent, NIOSH preserved the respirable dust samples collected for some of its field studies—which can now enable further analysis. In the current work, preserved samples were obtained from three prior NIOSH studies surrounding the aforementioned wet and dry auxiliary scrubbers, and the roof bolter CAC. These samples were used to investigate the possible effects of each control on dust composition and particle size. (It should be noted that a portion of the results associated with the auxiliary scrubbers was previously published in a conference paper (Animah et al. 2023). The work has been expanded here to include additional analysis of the dust samples from the scrubber studies, and the CAC study.)
2 Summaries of original NIOSH studies
The sections below provide an overview of the three original NIOSH studies and available dust samples which are the subject of the current work.
2.1 Wet scrubber study
As reported by Janisko et al. (2015) and Patts et al. (2016), NIOSH tested the performance of an inline wet scrubber (Compact Filter Technic type HCN 600/1 model) to reduce airborne float dust and respirable dust concentrations downstream of a CM. The CM was operating on the left side of a four-entry section operated in similar fashion as a super section (i.e., two pairs of CM and roof bolter operated on opposite sides of the section) for longwall development at the study mine (called “Mine A”). An auxiliary fan was used to pull air through ventilation tubing from the CM to the scrubber, which was located in the return entry (Fig. 1). The airflow through the scrubber was about 8.0 m3/s (17,000 cubic feet per minute, cfm) while the overall airflow in the return was about 28.8 m3/s (61,000 cfm). To avoid interference of rock dusting with the scrubber evaluation, rock dust application was halted in the return during sample collection; however, Janisko et al. (2015) noted that rock dust that had already been applied was re-entrained into the air by the auxiliary fan which operated along with the scrubber.

Schematic of sampling locations in NIOSH’s studies of an auxiliary wet scrubber in Mine A (modified from Patts et al. (2016)). Only samples from the locations denoted by green symbols were included in the current work
Dust samples were collected during each of six separate CM cuts, which were made in different entries over a total of three shifts. The production rate was consistent across all cuts. The cutting time was between about 60–80 min per cut, and sampling was done for the full duration of each cut. On the first shift (Cuts 1–2), the wet scrubber was not in place. On the later shifts (Cuts 3–6), the wet scrubber was in place and operating; NIOSH noted scrubber power interruption on Cut 3 and so associated data was excluded from their study (Patts et al. 2016). Sampling was done at the intake and in locations that were spaced 61, 91, and 122 m (200, 300 and 400 feet) downstream of the wet scrubber location in the return entry. In each location, respirable dust samples were collected using gravimetric samplers consisting of a standard air pump at 2.0 L/min and 10-mm nylon cyclone (i.e., D50 of about 4 µm). (It is noted that total airborne float dust was also collected in each location, and additional dust samples were collected in some locations using custom cyclones; but only the respirable dust samples from the 61 and 91 m (200 and 400 feet) locations are included in the follow-up investigation reported here.
Based on the comparison of dust concentrations (mg/m3) during the two CM cuts without the wet scrubber versus the three cuts with it operating, results indicated the scrubber yielded an 86% reduction in respirable dust, and more than 92% reduction in float dust in Mine A (Janisko et al. 2015; Patts et al. 2016).
2.2 Dry scrubber study
Organiscak et al. (2016) tested the performance of a dry scrubber to reduce respirable dust concentration downstream of a CM and/or roof bolter in a different mine (called “Mine B”). Testing was conducted during six trials, which included three trials in each of two super sections in Mine B (called “Sect. 1” and “Sect. 2”), yielding a total of six sets of test data. The scrubber is a self-propelled unit manufactured by J.H. Fletcher & Co of Huntington, WV, which uses a vane axial fan (with a power rating of 22.4 kW at 480 V) to pull air through an on-board filter (with a 99% efficiency rating for 2 µm particles). It was originally designed to protect the roof bolter operator when working downstream of the CM. However, to simplify the field tests (i.e., not move the scrubber to follow CM and roof bolter movements), Organiscak et al. (2016) placed the scrubber in the last open crosscut of the section being evaluated and allowed it to operate continually (except for when the CM was mining in the return entry). The scrubber airflow quantities ranged from about 1.3–2.3 m3/s (2700–4900 cfm), while the initial airflow supplied to the face areas (i.e., without the scrubber operating) was 0.8–2.3 m3/s (1600–4900 cfm). (It is worth noting that Organiscak et al. (2016) reported that during the trials in Sect. 1 the scrubber intermittently turned off and had to be restarted.)
During each trial, Organiscak et al. (2016) sampled in three stationary locations as shown in Fig. 2: just upstream of the scrubber (UDS), downstream of the face area cleaned by the scrubber (DDS) (i.e., the face in the return entry), and further downstream in the return. (Samples were also collected in the roof bolter intake and on the roof bolter, though these are not included in the current work.) The sampling duration for each trial was between about 340–400 min. In each location, respirable dust samples were collected using the same equipment, flowrate, filters, and cassettes as used in the wet scrubber study for respirable dust. Additionally, a personal DataRam sampler (pDR 1000, Thermo Scientific, Waltham, MA) was used alongside the gravimetric samplers in each location to collect time-series data. The pDR is a light scattering device that can record data in real time, but it must be calibrated (i.e., using paired gravimetric samples) in order to estimate respirable dust concentration (Williams and Timko 1984). Organiscak et al. (2016) was able to utilize the pDR data to interrogate various time periods of interest during each scrubber trial, including short periods when the instrument was used to monitor right at the scrubber exhaust (i.e., before mixing with other air could occur in the face area that should be cleaned).

Schematic of sampling locations in NIOSH study of an auxiliary dry scrubber in Mine B (modified from Organiscak et al. (2016)). Only samples from the locations denoted by green and blue symbols were included in the current work
The scrubber’s respirable dust collection efficiency was determined by comparing pDR-derived respirable dust concentrations just upstream of the dry scrubber versus directly at the scrubber exhaust discharge. These measurements demonstrated scrubber collection efficiencies of 93% and 99% for Sect. 1 and Sect. 2, respectively. That said, across all trials in Mine B, the respirable concentration was only reduced by an average of about 50% in the face areas cleaned by the scrubber during times when the CM and/or roof bolter were operating upstream (Organiscak et al. 2016). The discrepancy was attributed to the mixing of the clean scrubber exhaust with more dusty air in the face area being sampled. Additionally, during the study, there was one instance where the roof bolter operated in the entry (entry 12) directly downstream of the dry scrubber. The reductions in dust concentrations due to the operation of the dry scrubber were approximately 36% during this part of the field study. The lower reduction is thought to be attributed to additional respirable dust generated by the roof bolter operations in the entry which contributed to DDS samples during testing in this one entry.
2.3 Canopy air curtain (CAC) study
Reed et al. (2019b) evaluated the ability of a third-generation CAC to reduce respirable dust concentrations around an active roof bolter. Testing was conducted in the Lively Grove underground room and pillar mine (called “Mine C” from here) owned by Prairie State Energy. The mine employs blowing face ventilation with line curtain, and during the CAC testing, dust sampling was conducted while the roof bolter was working upstream of the CM (Fig. 3). The sampling was conducted over two consecutive days. The roof bolter worked in two entries on Day 1 for a total of 140 min, and in four entries on Day 2 for a total of 420 min. Ventilation measurements were conducted in the intake airway to each entry (between the rib and the line curtain), and airflow quantities ranged from about 2.6–3.3 m3/s (5400–6900 cfm). The only exception was for the fourth entry on Day 2 when the line curtain was not installed; in this case, the entire entry was considered the intake and the airflow was about 13.0 m3/s (27,400 cfm).

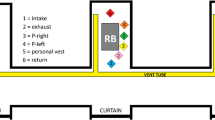
Schematic of sampling locations in NIOSH study of a roof bolter canopy air curtain in Mine C (modified from Reed et al. (2019b)). Only samples from the locations denoted by blue symbols were included in the current work
Dust sampling was conducted in multiple locations per Fig. 3: Intake samples were collected at the entrance and exit of the line curtain (left side of the roof bolter); bolter midpoint and rear samples were collected between the left and right booms and at the rear of the machine, respectively, which should be outside the CAC protection zone; return samples were collected in the airway downstream the bolter, just into the crosscut; and CAC area and personal samples were collected directly underneath the CAC plenum and on the vest of the roof bolter operator, respectively, on both the left and right side of the machine. The area CAC samples should only represent the protection zone. However, since the operators occasionally moved from beneath the CAC plenum, the personal CAC samples represent the actual operator exposure.
Respirable dust samples were collected (in duplicate) in each of the above locations using the same standard equipment and filter media as was used in the wet and dry scrubber studies. (Notably, as the bolter moved from entry to entry each day, the samplers were also moved and set up in the same location in the next entry—but the sampling cassettes were not replaced between entries. Thus, each sample represents the total sampling time for all entries on a single day.) In addition to the gravimetric samplers, one pDR-1000 unit was used in each location to gather time-series data.
Reed et al. (2019b) determined CAC personal protection efficiency by comparing respirable dust concentrations measured using the personal vest samples (i.e., typically within the zone of influence of the CAC) versus the bolter midpoint samples (i.e., outside the zone of influence of the CAC). The personal protection efficiency was observed to be 26%–60% on the left side of the bolter, and 3%–47% on the right side. Moreover, the maximum protection efficiency was determined by comparing the concentrations measured with CAC area samples versus the bolter midpoint samples. The maximum protection efficiency was observed to be 55%–79% on the left side of the bolter, and 40%–67% on the right side.
3 Materials and methods
In the three NIOSH studies summarized above, the PVC filter samples were only used for determining dust mass (and hence mass concentrations), which is non-destructive. However, NIOSH preserved many of the samples, and they were made available for the current work. Here, they were analyzed by scanning electron microscopy with energy dispersive X-ray (SEM–EDX) to determine mineralogy and particle size distributions, and/or by thermogravimetric analysis (TGA) to estimate the mass fractions of coal, non-carbonate minerals, and carbonates. These fractions can loosely approximate the major sources of dust in many mines (i.e., coal and rock strata being mined, and rock dust products being applied, respectively) (Agioutanti et al. 2020; Jaramillo et al. 2022).
From the wet scrubber study, a total of 10 respirable dust samples were analyzed. These represent the locations that were 61 m (200 feet) and 122 m (400 feet) from the scrubber exhaust (Fig. 1) for five different CM cuts (i.e., two without the scrubber installed, three with the scrubber operating). All 10 samples were analyzed by TGA, and nine were also analyzed by SEM–EDX; unfortunately, the tenth sample did not have enough dust for both analyses.
From the dry scrubber study, a total of 18 samples were analyzed. These represent the UDS, DDS and return locations (Fig. 2) that were sampled on each of the six trials. For this study, all samples were analyzed by TGA, but only the UDS and DDS samples were analyzed by SEM–EDX. This is because the UDS and DDS samples were considered most likely to enable the assessment of any changes in dust characteristics related to the dry scrubber.
From the roof bolter CAC study, a total of 20 samples were analyzed. These represent duplicate samples from each of the two sampling days in the following five locations: the bolter midpoint, left and right CAC, and left and right personal vest locations (Fig. 3). For this study, sample masses were generally low, so a decision was made to forego the TGA analysis to ensure that enough dust could be recovered for the SEM–EDX analysis.
3.1 Dust sample handling
Respirable dust samples were obtained directly from NIOSH in their original sampling cassettes (i.e., either MSA cassettes or 2-piece cassettes), in which they had also been stored since collection. Upon receipt, each sample that was to undergo both TGA and SEM–EDX analysis (i.e., those from the wet and dry scrubber studies) was carefully removed from its cassette and a stainless-steel trephine was used to cut a 9-mm subsection. The subsection was placed in a clean test tube and prepared for SEM–EDX, and the rest of the filter was placed into a separate clean test tube and prepared for TGA. For samples only routed for SEM–EDX analysis, larger subsections were cut and prepared.
3.2 TGA analysis
TGA is an analytical technique that has been used in several previous studies to fractionate respirable coal mine dust samples into three primary mass components (i.e., coal, carbonates, and non-carbonate minerals) (Agioutanti et al. 2020; Jaramillo et al. 2022). The TGA instrument essentially consists of a highly controlled furnace chamber and microbalance. As a sample is heated in a specific atmosphere, the weight loss is monitored. In the case of respirable coal mine dust heated in high purity air, Agioutanti et al. (2020) showed that weight loss can generally be observed in two main temperature regions corresponding to coal decomposition (between about 200–480 °C) and then carbonate decomposition (between about 480–800 °C). The residue at the end of the TGA routine is attributed to oxides produced from the carbonate decomposition plus (thermally inert) non-carbonate minerals. Accordingly, Agioutanti et al. (2020) worked out a series of TGA mass balance equations to fractionate the total sample mass between the three primary components, and Jaramillo et al. (2022) demonstrated the method on real respirable coal mine dust samples.
For the current work, TGA analysis was conducted following the method described by Jaramillo et al. (2022). Briefly, to each test tube with the available portion of the filter for this analysis, enough isopropanol (IPA) was added to completely submerge the filter (about 5–10 mL). The tube was capped and sonicated for approximately three minutes to dislodge the dust, and then the filter was carefully removed. The dust suspension was centrifuged for 10 min (at 2500 rpm) to settle the particles, and then a clean pipette was used to transfer the recovered dust to a clean, tared TGA pan. After the IPA had completely evaporated, recovered dust was analyzed by the same TGA instrument used by Jaramillo et al. (2022) and Agioutanti et al. (2020) (Q500, TA Instruments, New Castle, DE) and using the same thermal routine. The resulting thermogram was used to estimate the mass fractions of coal, carbonates and non-carbonates following the approach of Agioutanti et al. (2020). Notably, Agioutanti et al. (2020) derived their equations using lab-generated respirable dust samples collected on polycarbonate (PC) filters (i.e., rather than PVC, as were available for the current work). Thus, prior to analysis of the mine dust samples in the current work, a series of lab-generated samples on PVC were used to modify the mass balance equations—again following the approach of Agioutanti et al. (2020).
3.3 SEM–EDX analysis
SEM–EDX is an analytical technique that can be used to study particle morphology (i.e., determined from image analysis) and elemental composition (i.e., determined from EDX spectra). This approach has been used widely for analysis of dust particles in air samples, including respirable coal mine dust (Fan and Liu 2021; Gonzalez et al. 2022a, 2022b; Keles and Sarver 2022; Labranche et al. 2021; Pan et al. 2021; Pokhrel et al. 2022; Salinas et al. 2022; Sarver et al. 2019, 2021; Slouka et al. 2022). Generally, some subset of particles in the sample are analyzed and binned by size (and possibly shape factors) and mineralogy to characterize the expected distributions for the entire sample.
For this study, samples were prepared for SEM–EDX analysis following the method detailed by Greth et al. (2023) as follows: The 9-mm PVC filter subsections mentioned above were each placed in test tubes containing 5 mL of IPA, and then sonicated for 2 min to recover dust from the filter. Then, either a vacuum filtration unit or a syringe filter attachment was used to redeposit the particles from the IPA suspension onto a clean PC filter (track-etched, 0.4 µm pore size); the smooth, uniform PC filter is ideal for SEM–EDX work on respirable-sized particles. The PC filter was allowed to dry completely in a fume hood before preparation for SEM–EDX work. For this, a 9-mm subsection of the PC filter was cut, mounted on an aluminum stub, and sputter-coated with Au/Pd to render it conductive. As described by Sarver et al. (Sarver et al. 2019, 2021), SEM–EDX analysis was conducted on a FEI Quanta 600 FEG environmental SEM (Hillsboro, OR, USA) equipped with a backscatter electron detector (BSD) and a Bruker Quantax 400 EDX spectroscope (Ewing, NJ, USA). Bruker’s Esprit software (Version 1.9.4) was used to run a computer-controlled routine for supra-micron (1-10 µm) particles (originally described by Johann-Essex et al. (2017)). The routine identified, sized, and collected EDX spectra on about 500 particles per sample. For each particle, the EDX spectra was used to determine the normalized atomic percentage for each of the eight elements (C, O, Al, Si, Ca, Mg, Fe, Ti). Using the classification criteria defined by Sarver et al. (2021) (see Table 1), each particle was then binned into one of seven defined mineralogy constituent classes: Carbonaceous (C), Mixed carbonaceous (MC), Aluminosilicates (AS), Other Silicates (SLO), Silica (S), Heavy minerals (M) and Carbonates (CB). Any particle that did not fit into one of the pre-defined classes was placed into an “others” (O) class. Particle size data is reported here using projected area diameter (nm).
4 Results and discussion
4.1 Wet scrubber
Table 2 summarizes the gravimetric, TGA, and SEM–EDX results for the dust samples collected during the wet scrubber testing in Mine A. The relatively small recovered-dust masses for Cuts 4–6 (versus Cuts 1 and 2) are consistent with the relatively low dust concentration reported in the section return when the scrubber was being operated upstream (Janisko et al. 2015; Patts et al. 2016).
With respect to dust composition, the TGA results in Table 2 show that coal ranged from 61%–85% of the dust mass during a given cut, with the average from all cuts being 75% ± 5.5% (95% confidence); the non-carbonate content ranged from 7%–19%, with the average being 12% ± 2.5%; and the carbonates ranged from 4%–23%, with the average being 13% ± 4.0%. However, no consistent trends are observed related to the scrubber status, per se, and given the small number of tests under each condition (scrubber operating versus not installed) statistical tests were not utilized here.
That said, the TGA results do show variability between different CM cuts. For example, the relative percentages of coal and non-carbonate contents in the dust—which are likely sourced primarily from the coal and rock strata at the production face, respectively—vary from cut to cut. This is probably due to variability in the relative heights of coal and rock mined at the face during each cut; and a simple ratio between the coal to non-carbonates ratio can be used as a crude indicator. For example, Cuts 2 and 6 appear to show a high coal to non-carbonate content ratio, suggesting more of the mining height was in coal than in rock during these cuts (as compared to Cuts 4 and 5). Given that the most hazardous constituents in respirable coal mine dust (e.g., respirable silica) are generally associated with rock strata-sourced dust (Keles et al. 2022; Keles and Sarver 2022), a consistent trend in the coal to non-carbonate ratio with respect to the scrubber operation would certainly be of interest—however, none is observed here.
In Mine A, the carbonate content was likely sourced from rock dusting activities in the mine (i.e., rather than any geologic strata), and rock dust products are generally not considered as respiratory hazards (Pokhrel et al. 2021). From Table 2, the TGA results again primarily indicate differences between cuts. For instance, Cuts 1 and 5 show more carbonates than Cuts 2, 4, and 6. While rock dusting was halted during NIOSH’s dust sampling for this study, Janisko et al. (2015) reported that operation of the auxiliary fan with the scrubber appeared to re-entrain rock dust that had been applied earlier. This could explain the relatively high carbonates content during Cut 5, though high carbonates during Cut 1 (when the auxiliary fan and scrubber were not in place) indicates that rock dust also contributed to the respirable fraction during some periods without the fan. This is consistent with observations of CM section return samples in other mines (Sarver et al. 2019).
The SEM–EDX results in Table 2 are based on number percent per mineralogy class. While they do not exactly match the TGA data—which is consistent with expectations from earlier work by Pokhrel et al. (2022)—the two datasets generally trend together in terms of major groups of constituents. For example, like the TGA results, the SEM–EDX indicated that coal dust (represented by the C and MC classes) accounted for the majority of particles in all samples (i.e., 86% ± 3.1%). Thus, the rock strata-sourced dust (represented by the AS, SLO and S classes, analogous to TGA non-carbonates) and the rock-dusting-sourced dust (represented by the CB class, analogous to TGA carbonates) accounted for smaller percentages (i.e., 6% ± 2.0% and 7% ± 2.0%, respectively). Also consistent with the TGA results, the SEM–EDX results show variation in dust constituents from cut to cut—though, again, no clear effect of the wet scrubber can be seen.
The SEM–EDX data was additionally used to investigate particle size. Figure 4 shows the overall size distributions (i.e., when particle sizes from all constituent classes are combined), as well as distributions for major groups of constituents (i.e., C + MC, AS + SLO + S, and CB). (A summary of the particle size data per constituent class is given in Table S1 in the Supplemental Information.) The relative differences between the size distribution for each group help explain some of the differences between the number-based SEM–EDX results and the mass-based TGA results. For example, the coal dust particles are somewhat finer than the other particles, which can equate to less coal dust mass even when particle numbers are high.

Particle size distributions derived from SEM–EDX analysis of respirable dust samples collected in Mine A at locations a 61 m (200 feet) and b 122 m (400 feet) from the dry scrubber location. The left plots show the overall size distribution (i.e., considering all particles) and the other plots show major groups of constituents. (Cuts 1–2 scrubber not operating; Cuts 4–6 scrubber operating)
From Fig. 4, the respirable dust was finer overall in both the 61 m (200-feet) and 122 m (400-feet) locations when the wet scrubber was in operation (Cuts 4, 5, and 6) versus when it was not installed (Cuts 1 and 2). Finer size with operation of the scrubber is consistent with expectations as the scrubber should be more efficient in removing coarser particles (NIOSH 2021). Since the coal dust accounted for most of the particle counts in all samples, the C + MC size distributions follow a similar trend to the overall distributions. The particles sourced from rock strata (AS + SLO + S) also follow this trend, with the exception of the distribution from the 61 m (200-feet) location in Cut 1. Consistent trends in particle size distribution with the scrubber status were not observed for the CB particles, but this makes sense given that CB particles were probably from rock dust that had been applied downstream of the scrubber. Thus, while the CB particles were more likely to be re-entrained in the airflow due to the operation of the scrubber, the particles may not have moved through the scrubber and been subject to removal by it. Figure 4 also shows that respirable dust was generally finer at the 122 m (400-feet) location than at the 61 m (200-feet) location, though the shift in distributions is fairly small. This is not surprising since most respirable-sized particles should remain entrained in the mine air over long distances (Courtney et al. 1986; Shahan et al. 2017).
Given the increasing attention on enhanced hazards of fine inhalable particles, including submicron and nano-particles (Assemi et al. 2023; Fan and Liu 2021; Mischler et al. 2016; Sarver et al. 2019, 2021; Zhang et al. 2021, 2022), the effect of the wet scrubber to shift the overall particle size distribution might seem concerning. However, it must be reiterated that the data here indicates that the reduction in particle size occurred concurrently with a reduction in dust concentration (i.e., comparing Cuts 1 and 2 to Cuts 4, 5 and 6 in Table 2). To properly evaluate the relative hazard of a dust exposure, particle size, chemistry and concentration should be considered. Thus, to evaluate the effect of a specific control, the particle removal efficiency per class and size bin is important, and could be determined via paired measurements up- and downstream of the control. Though not possible with the samples available for the current studies, such an experiment could be conducted in the future.
4.2 Dry scrubber
Table 3 shows the gravimetric, TGA and SEM–EDX results for the respirable dust samples collected from Mine B during the dry scrubber testing. For each trial, the difference between the dust concentration measured in the UDS and DDS locations illustrates the effect of the dry scrubber to improve the air quality in the face area it was supposed to clean. The dust concentrations in the return (R) location are similar to those in the UDS locations, however, which indicates that the cleaning effect of the scrubber was limited to the DDS face area. As explained by Organiscak et al. (2016), the scrubber has a high dust collection efficiency, but it only treats a portion of the mine air; in Mine B, the scrubber exhaust was gradually mixed with other air in the return entry.
From the TGA results in Table 3, dust composition seems to have varied from trial to trial. For example, carbonate content in the three sampling locations was relatively low (i.e., not more than 10%) during all trials in Sect. 2, but was higher (i.e., between 20% and 45%) in two of the trials in Sect. 1. In Mine B, the carbonate content is again expected to be associated with rock dusting activities (i.e., rather than geologic strata), so the elevated carbonate content is probably due to active rock dusting (somewhere upstream of the scrubber) during or just before those two trials or due to re-entrainment of applied rock dust. While the coal and non-carbonates percentages also seem to vary by trial, Table 3 indicates that the coal to non-carbonate ratio was typically somewhat higher in the DDS location versus the UDS location—which suggests that the dry scrubber may have been more efficient at removing non-carbonate dust than coal dust in this study. For the DDS location, the ratio ranged from 1.8 to 6.4, with the average being 3.0 ± 1.7 (at 95% confidence); and for the UDS location, it ranged from 1.5 to 3.5, with the average being 2.0 ± 0.7. However, a two-sample t-test (assuming unequal variances and α = 0.05) indicated that the difference in the means is not statistically significant (p = 0.1269).
Like for the wet scrubber study in Mine A, the SEM–EDX and TGA results for the dry scrubber study in Mine B do not match exactly but they tend to trend together. Table 3 shows that samples with the highest or lowest TGA-derived mass percentages of coal, non-carbonates, or carbonates generally also had the highest or lowest SEM–EDX-derived number percentages of particles in the analogous constituent groups (i.e., C + MC, AS + SLO + S, or CB, respectively). Moreover, differences in particle size distributions for the three constituent groups (Fig. 5) can again help to explain some of the apparent differences in the SEM–EDX and TGA results. Similar to the results from Mine A, the C and MC particles in Mine B—despite being high in number percentage—appear to be finer than other particles, which might explain the relatively lower TGA mass percentage of coal dust. Conversely, the AS, SLO and S particles were typically coarser, which might explain the relatively higher TGA mass percentage of non-carbonate dust. A summary of the particle size data per constituent class is given in Table S2 in the Supplemental Information.

Particle size distributions derived from SEM–EDX analysis of respirable dust samples collected in Mine B during the dry scrubber trials in a Sect. 1 and b Sect. 2. The left plots show the overall size distribution (i.e., considering all particles) and the other plots show major groups of constituents
Unlike for the wet scrubber study, a consistent effect of the dry scrubber on particle size cannot be observed in Fig. 5. In fact, the expected trend toward finer particle sizes in the DDS location versus the UDS location can only be seen in the overall size distributions for the third trial in Section two. In all other trials, the DDS and UDS overall size distributions are either very similar, or the DDS distribution is actually somewhat coarser than the UDS distribution (e.g., the first trial in Sect. 1). While this might seem contrary to expected behavior for the particle size distributions, it must be reiterated that the DDS samples do not perfectly represent the size distribution at the dry scrubber exhaust, but rather the distribution at the face area that was supposed to be cleaned by the scrubber. Thus, DDS samples represent a mix of the scrubber exhaust and other mine air in the return entry face area—and the true particle size reduction yielded by the dry scrubber is likely muted in the DDS samples. Moreover, Organiscak et al. (2016) noted an issue with the scrubber intermittently turning off and needing to be restarted during the testing in Sect. 1. It is possible that these startup events dislodged coarse particles from the scrubber filter, which might have affected the size distribution results in the DDS location.
4.3 Canopy air curtain
Table 4 shows the gravimetric and SEM–EDX results for the respirable dust samples collected during the roof bolter CAC testing in Mine C. As reported by Reed et al. (2019b), dust concentrations on both days of testing were higher at the bolter midpoint location (i.e., outside the CAC zone of protection) than in the locations directly under the CAC or measured on the operator’s vest—which demonstrates the effectiveness of the CAC. Notably, the concentrations under CAC were lower than those measured on the operator’s vest, which is attributed to the fact that the operators occasionally moved out of the CAC zone Reed et al. (2019b). The tendency for the concentrations on the left side of the bolter to be lower than concentrations on the right is attributed to the ventilation direction in the mine; per Fig. 3, the intake air was on the left of the bolter.
While TGA was not performed on any of the preserved dust samples from this study, the SEM–EDX results can be used to examine constituents. Table 4 shows that, like for the scrubber studies in Mines A and B, the respirable dust in Mine C was dominated by coal particles. The C + MC (number %) ranged from 58%–80%, with the average being 71% ± 4.1%. The rest of the dust included various minerals, including silicates (AS + SLO, 12% ± 3.7%), silica (S, 5.9% ± 1.6%) and carbonates (CB, 16% ± 4.9%). Although the AS, SLO and S particles were likely sourced from the rock strata being drilled by the roof bolter (or re-entrained from previous mining by the CM), the source of the CB particles in Mine C is not straightforward. This is because the roof rock strata in Mine C can include limestone, which is dominated by calcium carbonate. Thus, the higher CB content observed in Table 4 as compared to the other mine locations in this study may be sourced from the roof bolter activities. In any case, the source of the CB particles is likely the same for all the sampling locations analyzed for the CAC study, and therefore should not affect the ability to compare results across locations.
Reviewing Table 4, the CAC does not appear to have a consistent influence on dust constituents. For example, on Day 1, the bolter midpoint sample had less coal (C + MC) and more minerals (AS + SLO + S + CB) than most of the samples protected by the CAC; but on Day 2, the opposite was observed. However, the particle size distributions (Fig. 6) suggest that the CAC may have had some influence on particle size. A summary of the particle size data per constituent class is given in Table S3 in the Supplemental Information. The Day 1 results show that, overall, the bolter midpoint sample had slightly coarser dust than the samples protected by the CAC; and the main differences were specifically for the AS + SLO + S constituent group. The particles in that group were particularly fine under the CAC on the right side of the bolter, and in the right-side operator’s vest sample. This may be partially explained by the fact that the airflow through the CAC is filtered using a MERV 13 filter. Taken together, these findings might suggest that the CAC is more effective at filtering the mine air that flows over the miner, pushing away coarser particles from outside mine air preventing them from entering the CAC zone of influence, or that there is an inherent difference in particle size on different sides of the bolter. Regarding the latter, one explanation could be that coarser particles on the left side are due to airflow dynamics. Since the intake air moves from left to right over the bolter in the particular setup studied in Mine C, the airflow over the right bolter may have accumulated coarse particles generated from the left bolter. Another explanation could be differences in the dust generation during bolting operations on the left and right side of the bolter.

Particle size distributions derived from SEM–EDX analysis of respirable dust samples collected in Mine C during the roof bolter CAC testing on a Day 1 and b Day 2. The left plots show the overall size distribution (i.e., considering all particles) and the other plots show major groups of constituents
Unfortunately, the Day 2 results offer little insight since the particle size distributions are very similar across all five of the sampling locations analyzed here (Fig. 6). It is worth mentioning that the samplers were not paused between completion of each bolting pattern and the subsequent move into another entry (Reed et al. 2019b). Thus, any dust collected during roof bolter break and move times, is included in the samples analyzed here. The sampling during break and move times may have diluted the impact of the CAC influences on the samples. There is no way to remove the effect of dust collection during roof bolter breaks and move times on these collected samples. Therefore, it is not possible to discern the effect of sample collection during these times. Given that the Day 1 samples only represent two entries (i.e., one break/move event) and the Day 2 samples represent four entries (i.e., three break/move events), this might have had some impact on the results—especially the operator vest samples, since the operator moved from under the CAC during these events (Reed et al. 2019b).
4.4 Research implications and limitations
The current work demonstrates that detailed dust analysis can be performed on appropriate samples preserved from prior studies. This approach has obvious merits: it enables further insights to be gained about the effects of particular dust controls or sampling conditions on respirable dust characteristics, without the significant time, cost and logistical efforts needed to conduct new field work. Indeed, in another recent investigation by the authors (Animah et al. 2024), preserved dust samples were used to explore the effects of a novel wet dust collection system for a roof bolter on respirable dust characteristics; results suggested the wet system may be particularly effective for reducing silica and silicates exposure of the roof bolter operator during dust box cleanout, which added to the findings of the original study for which the dust samples were collected (Reed et al. 2020).
Nevertheless, it is also important to acknowledge the limitations of such follow-up sample analysis, including the fact that analytical options and interpretation of results is constrained by the original study design. Regarding NIOSH’s original studies that were revisited for the current work, their sampling designs were geared toward specific research objectives, which did not include the sort of dust sample analysis performed here. For example, samples were not collected at the wet scrubber intake or dry scrubber exhaust, which somewhat limits the conclusions that can be drawn about the direct effects of either scrubber on particle sizes or specific dust components. Similarly, the fact that samplers used in the CAC study were not paused after completion of sampling in each entry but allowed to continuously run prior to the start of the subsequent test, might have limited the conclusions that could be drawn of the impacts of the CAC on dust constituents and sizes. This meant that the operator moved out of the zone of influence of the CAC on a few occasions during testing, which might have led to the mixing of the CAC vest sample with air from other parts of the mine.
Finally, it is important to reiterate that, while the current study only aimed to analyze particles in the supra-micron range, there is increasing attention on the possible risks of exposure to finer, even nano-sized, particles in mine environments (Assemi et al. 2023; Mischler et al. 2016; Pan et al. 2021; Salinas et al. 2022; Sarver et al. 2019, 2021; Zhang et al. 2021, 2022). Analysis well into the submicron range is possible with modern SEM instruments, and has been demonstrated previously (Assemi et al. 2023; Pan et al. 2021; Sarver et al. 2019, 2021). Future studies related to respirable dust controls and exposure monitoring should extend analysis to finer particles to fill the knowledge gap in this area.
5 Conclusions
Since dust generation due to strata cutting in mining is inevitable, engineering controls are employed to control respirable dust hazards in underground coal mines. Engineering controls such as auxiliary scrubbers and canopy curtains investigated by NIOSH in prior research have proven to be efficient in reducing coal miner exposure to respirable dust concentrations. In this study, preserved samples from three such NIOSH studies on dry and wet auxiliary scrubbers, and a roof bolter canopy air curtain system were analyzed by TGA and SEM–EDX to evaluate the effects of the controls on respirable dust characteristics (i.e., dust composition and particle sizes).
The samples from all studies were dominated by coal dust particles, with varying amounts of mineral particles—sourced either from the rock strata being drilled or cut in the mine, or from the application of rock dust products. No consistent effect of any of the three controls on dust composition could be demonstrated—at least under the sampling conditions for the original NIOSH studies. That said, the results for the dry scrubber, though not statistically significant, suggested that there might be some differential effect on coal versus mineral particles. Specifically, the samples collected in the face area downstream of the dry scrubber (versus those collected just upstream of the scrubber) were generally found to have somewhat higher ratios of coal to rock-strata sourced dust. This might mean that the scrubber was slightly more efficient on the mineral dust particles, which could be related to a number of factors including particle size or surface characteristics. This point begs for further investigation.
Furthermore, the operation of the wet scrubber appeared to shift the size distribution toward finer particles and the canopy air curtain appeared to also slightly reduce dust particle sizes within its zone of influence. Although a similar trend was not evidenced for the dry scrubber, this might have been due to the specific sampling location downstream the scrubber, which enabled mixing of the scrubber exhaust with other return air.
While this study demonstrates that preserved dust samples can be revisited for follow-up analysis, it presents various limitations related to gap between original study objectives and the questions that might be asked by follow-up research. To further explore the effects of dust controls on dust characteristics, future testing should be specifically designed to investigate efficiencies related to dust concentration reduction as well as changes in composition and sizes. Particular attention should be given to the efficiency for reducing concentrations of the most harmful constituents such as respirable silica. For this work, samples should ideally be collected at locations just up- and downstream of a given control to validate the various efficiency metrics. Additionally, a focus on sub-micron (and even nano-sized particles) would be valuable in light of growing evidence that finer particles can present increased hazards.
References
Agioutanti E, Keles C, Sarver E (2020) A thermogravimetric analysis application to determine coal, carbonate, and non-carbonate minerals mass fractions in respirable mine dust. J Occup Environ Hyg 17(2–3):47–58. https://doi.org/10.1080/15459624.2019.1695057
Ainsworth SM, Gero AJ, Parobeck PS, Tomb TF (1995) Quartz exposure levels in the underground and surface coal mining industry. Am Ind Hygiene Assoc J. https://doi.org/10.1080/15428119591016430
Animah F, Greth A, Keles C, Sarver E (2023) Effect of auxiliary scrubbers on respirable coal mine dust particle size and composition. Underground Vent. https://doi.org/10.1201/9781003429241-23
Animah F, Greth A, Afrouz S, Keles C, Akinseye T, Pan L, Reed WR, Sarver E (2024) Respirable coal mine dust in the vicinity of a roof bolter: an inter-laboratory study to compare wet versus dry dust collection systems. Mining, Metall Explor. https://doi.org/10.1007/S42461-023-00901-3
Assemi S, Pan L, Wang X, Akinseye T, Miller JD (2023) Size distribution, elemental composition and morphology of nanoparticles separated from respirable coal mine dust. Minerals 13(1):97. https://doi.org/10.3390/MIN13010097/S1
Blackley DJ, Halldin CN, Laney SA (2018) Continued increase in prevalence of coal workers’ pneumoconiosis in the United States, 1970–2017. Am J Public Health 108(9):1220–1222. https://doi.org/10.2105/AJPH.2018.304517
Colinet JF, Jankowski RA (2000) Silica collection concerns when using flooded-bed scrubbers. Colorado, Mining Engineering, Littleton, p 52
Courtney WG, Cheng L, Divers EF (1986) Deposition of Respirable Coal Dust in an Airway. Report of Investigations - United States, Bureau of Mines.
Fan L, Liu S (2021) Respirable nano-particulate generations and their pathogenesis in mining workplaces: a review. Int J Coal Sci Technol 8(2):179–198. https://doi.org/10.1007/s40789-021-00412-w
Gonzalez J, Keles C, Pokhrel N, Jaramillo L, Sarver E (2022a) Respirable dust constituents and particle size: a case study in a thin - seam coal mine. Mining, Metall Explor. https://doi.org/10.1007/s42461-022-00611-2
Gonzalez J, Keles C, Sarver E (2022b) On the occurrence and persistence of coal-mineral microagglomerates in respirable coal mine dust. Mining, Metall Explor 2022:1–12. https://doi.org/10.1007/S42461-022-00555-7
Goodman GVR., Organiscak JA (2001) Laboratory evaluation of a canopy air curtain for controlling occupational exposures of roof bolters. In: Seventh International Mine Ventilation Congress, Proceeding, pp 299–305.
Goodman GVR, Beck TW, Pollock DE, Colinet JF, Organiscak JA (2006) Emerging technologies control respirable dust exposures for continuous mining and roof bolting personnel. In: Proceedings of the 11th U.S./North American Mine Ventilation Symposium - 11th U.S./North American Mine Ventilation Symposium 2006. pp 211–216. https://doi.org/10.1201/9781439833391.ch31
Goodman G, Organiscak J (2003) Assessment of respirable quartz dust exposures at roof bolters in underground coal mining. J Mine Vent Soc South Africa. 56(2):50–54
Greth A, Afrouz S, Animah F, Keles C, Sarver E (2023) Recovery of respirable dust from fibrous filters for particle analysis by scanning electron microscopy. Underground Vent. https://doi.org/10.1201/9781003429241-24
Hall NB, Blackley DJ, Halldin CN, Laney AS (2019) Current review of pneumoconiosis among US coal miners. Curr Environ Health Rep 6(3):137–147. https://doi.org/10.1007/S40572-019-00237-5
Janisko SJ, Colinet JF, Patts JR, Barone T, Patts LD (2015) Field evaluation of an inline wet scrubber for reducing float coal dust on a continuous miner section. SME Annual Meeting, pp 1–6.
Jaramillo L, Agioutanti E, Afrouz SG, Keles C, Sarver E (2022) Thermogravimetric analysis of respirable coal mine dust for simple source apportionment. J Occup Environ Hyg 19(9):568–579. https://doi.org/10.1080/15459624.2022.2100409
Johann-Essex V, Keles C, Sarver E (2017) A computer-controlled SEM-EDX routine for characterizing respirable coal mine dust. Minerals 7(1):15. https://doi.org/10.3390/min7010015
Joy GJ, Beck TW, Listak JM (2010) Respirable quartz hazard associated with coal mine roof bolter dust. In S. Hardcastle & D. McKinnon (Eds.). In: Proceedings of the 13th U.S./North American Mine Ventilation Symposium. vol 1:pp 59‒64.
Keles C, Sarver E (2022) A study of respirable silica in underground coal mines: particle characteristics. Minerals 12(12):1555. https://doi.org/10.3390/MIN12121555/S1
Keles C, Pokhrel N, Sarver E (2022) A study of respirable silica in underground coal mines: Sources. Minerals 12(9):1115. https://doi.org/10.3390/MIN12091115/S1
Krisko WJ (1975). Develop and test canopy air curtain devices.
Labranche N, Keles C, Sarver E, Johnstone K, Cliff D (2021) Characterization of particulates from Australian underground coal mines. Minerals 11(5):447. https://doi.org/10.3390/MIN11050447
Listak JM, Beck TW (2012) Development of a canopy air curtain to reduce roof bolters’ dust exposure. Min Eng 64(7):72–79
Listak JM, Goodman GVR, Beck TW (2010) Evaluation of the wet head continuous miner to reduce respirable dust. Min Eng 62(9):60–64
Mischler SE, Cauda EG, Di Giuseppe M, McWilliams LJ, St. Croix C, Sun M, Franks J, Ortiz LA (2016) Differential activation of RAW 2647 macrophages by size-segregated crystalline silica. J Occup Med Toxicol (london, England). 11(1):1–14. https://doi.org/10.1186/S12995-016-0145-2
National Academies of Sciences, Engineering, and Medicine (2018) Monitoring and Sampling Approaches to Assess Underground Coal Mine Dust Exposures. National Academies Press. https://doi.org/10.17226/25111
NIOSH (2021) Best Practices for Dust Control in Coal Mining. In J. By Colinet, Jay F. Halldin, Cara N. Schall (Ed.), U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) (Second Edi). https://doi.org/10.26616/NIOSHPUB2021119
NIOSH (2013) Impact on respirable dust levels when operating a flooded-bed scrubber in 20-foot cuts. Report of Investigations 9693, By Colinet JF, Reed WR, Potts JD. Pittsburgh, PA: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication 2014–105, RI 9693.
Organiscak, J, Beck T (2010) Continuous Miner Spray Considerations for Optimizing Scrubber Performance in exhaust ventilation systems. Society for Mining, Metallurgy, and Exploration (U.S.). Meeting (2010: February 28-March 3: Phoenix, AZ). https://stacks.cdc.gov/view/cdc/9654
Organiscak JA, Noll J, Yantek D, Kendall B, Fletcher, JH (2016) Examination of a newly developed mobile dry scrubber (DS) for coal mine dust control applications. SME Annual Meeting, pp 1–7.
Pan L, Golden S, Assemi S, Sime MF, Wang X, Gao Y, Miller J (2021) Characterization of particle size and composition of respirable coal mine dust. Minerals 11(3):276. https://doi.org/10.3390/min11030276
Patts JR, Colinet JF, Janisko SJ, Barone TL, Patts LD (2016) Reducing float coal dust: field evaluation of an inline auxiliary fan scrubber. Mining Eng 68(12):63–68. https://doi.org/10.19150/me.6883
Pokhrel N, Keles C, Jaramillo L, Agioutanti E, Sarver E (2021) Direct-on-filter FTIR spectroscopy to estimate calcite as a proxy for limestone ‘rock dust’ in respirable coal mine dust samples. Minerals 11(9):922. https://doi.org/10.3390/MIN11090922/S1
Pokhrel N, Agioutanti E, Keles C, Afrouz S, Sarver E (2022) Comparison of respirable coal mine dust constituents estimated using FTIR, TGA, and SEM – EDX. Mining, Metall Explor. https://doi.org/10.1007/s42461-022-00567-3
Reed WR, Joy GJ, Kendall B, Bailey A, Zheng Y (2017) Development of a roof bolter canopy air curtain for respirable dust control. Min Eng 69(1):33. https://doi.org/10.19150/ME.7010
Reed WR, Klima S, Shahan M, Ross GJH, Singh K, Cross R, Grounds T (2019a) A field study of a roof bolter canopy air curtain (2nd generation) for respirable coal mine dust control. Int J Min Sci Technol 29(5):711–720. https://doi.org/10.1016/j.ijmst.2019.02.005
Reed WR, Shahan M, Klima S, Ross G, Singh K, Cross R, Grounds T (2019b) Field study results of a 3rd generation roof bolter canopy air curtain for respirable coal mine dust control. Int J Coal Sci Technol. https://doi.org/10.1007/s40789-019-00280-5
Reed R, Shahan M, Ross G, Blackwell D, Peters S (2020) Field comparison of a roof bolter dry dust collection system with an original designed wet collection system for dust control. Mining, Metall Explor 37(6):1885–1898. https://doi.org/10.1007/S42461-020-00290-X
Reed WR, Shahan M, Gangrade V, Ross G, Singh K, Grounds T (2021) Field testing of roof bolter canopy air curtain operating downwind of the continuous miner. Min, Metall Explor 38(1):581–592. https://doi.org/10.1007/s42461-020-00319-1
Salinas V, Das M, Jacquez Q, Camacho A, Zychowski K, Hovingh M, Medina A, Rubasinghege G, Rezaee M, Baltrusaitis J, Fairley N, Roghanchi P (2022) Characterization and toxicity analysis of lab-created respirable coal mine dust from the appalachians and rocky mountains regions. Minerals. https://doi.org/10.3390/min12070898
Sarver E, Keles C, Rezaee M (2019) Beyond conventional metrics: Comprehensive characterization of respirable coal mine dust. Int J Coal Geol 207(09):84–95. https://doi.org/10.1016/j.coal.2019.03.015
Sarver E, Keleş Ç, Afrouz SG (2021) Particle size and mineralogy distributions in respirable dust samples from 25 US underground coal mines. Int J Coal Geol 247:103851. https://doi.org/10.1016/J.COAL.2021.103851
Shahan MR, Seaman CE, Beck TW, Colinet JF, Mischler SE (2017) Characterization of airborne: float coal dust emitted during continuous mining, longwall mining and belt transport. Min Eng 69(9):61–66. https://doi.org/10.19150/me.7746
Slouka S, Brune J, Rostami J, Tsai C, Sidrow E (2022) Characterization of respirable dust generated from full scale cutting tests in limestone with conical picks at three stages of wear. Minerals. https://doi.org/10.3390/min12080930
Volkwein JC, Page SJ, Thioms ED (1982) Canopy-Air curtain dust reductions on a gathering-arm loader.
Williams KL, Timko RJ (1984) Performance evaluation of a real-time aerosol monitor. U.S. Dept of the Interior, US Bureau of Mines, IC8968, Pittsburg, PA.
Zhang R, Liu S, Zheng S (2021) Characterization of nano-to-micron sized respirable coal dust: particle surface alteration and the health impact. J Hazardous Mater. https://doi.org/10.1016/j.jhazmat.2021.125447
Zhang Y, Li A, Gao J, Liang J, Cao N, Zhou S, Tang X (2022) Differences in the characteristics and pulmonary toxicity of nano- and micron-sized respirable coal dust. Respir Res 23(1):1–18. https://doi.org/10.1186/S12931-022-02120-8/FIGURES/7
Acknowledgements
The authors would like to thank CDC/NIOSH for funding this research (75D30119C05529). Special thanks to Jay F. Colinet and Milan Yekich for assistance with the preserved sample identification and provision, and to Justin Patts for insights that aided interpretation of dust characterization results. We gratefully acknowledge the original work and contributions of the authors for the three original NIOSH studies revisited here.
Disclaimer
Mention of any company name, product or software does not constitute endorsement by NIOSH.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Animah, F., Keles, C., Reed, W.R. et al. Effects of dust controls on respirable coal mine dust composition and particle sizes: case studies on auxiliary scrubbers and canopy air curtain. Int J Coal Sci Technol 11, 33 (2024). https://doi.org/10.1007/s40789-024-00688-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40789-024-00688-8