
Abstract
CO2 capture is an important carbon management route to mitigate the greenhouse gas emission in power sector. In recent years, China Huaneng Group (CHNG) has paid more attention on CO2 capture technology development and launched a series of R&D and demonstration projects. In the area of pre-combustion CO2 capture technology, GreenGen project initiated by CHNG is the first integrated gasification combined cycle (IGCC) power plant in China. Located in Tianjin, GreenGen aims at the development, demonstration and promotion of a near-zero emissions power plant. An IGCC plant of 250 MW has successfully passed full-scale trial operation. In the next phase, a pre-combustion CO2 capture unit will be integrated into the system. Pre-combustion process based on coal chemical process has been developed with lower costs successfully. Regarding to post-combustion CO2 capture (PCC), in 2008, CHNG built a 3,000 tpa CO2 capture plant, which was the first CO2 capture demonstration plant in China. In 2009, CHNG launched a PCC project in Shanghai with a capture capacity of 120,000 tpa CO2. Recently, Huaneng Clean Energy Research Institute (CERI) and Powerspan formed a joint venture, Huaneng-CERI-Powerspan (HCP). HCP has completed the technology qualification program to supply carbon capture technology for the CO2 capture Mongstad project. Besides these activities mentioned above, feasibility studies and system design for large scale PCC system, have been undertaken by CERI and its partners from Australia, US and Europe.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Fossil fuel power plants are the biggest source of manmade CO2 emissions (Freund 2003), accounts for over 30 % of the total emissions. CO2 Capture, Utilization and Storage (CCUS) is one of the major potential means of mitigating the contribution of fossil fuel emissions (Metz et al. 2005).
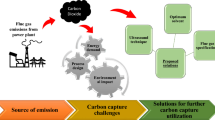
CO2 capture and storage is a process consisting of capturing the CO2 generated from fossil fuel (coal, natural gas or oil) or biomass based energy conversion processes and transporting it to a location where the CO2 will be isolated from the atmosphere for thousands of years. Besides the industrial CO2 separation process, systems for CO2 capture in power stations are usually divided into three types, pre-combustion, post-combustion, oxyfuel combustion, summarised in Fig. 1.

Overview of CO2 capture and treatment systems (Metz et al. 2005)
Comparisons regarding to the various technologies and future challenges in the area of CCUS has been extensively reviewed (Haszeldine 2009; Notz et al. 2011). It is widely accepted that retrofitting existing plants with oxyfuel technology is complex and costly, and retrofitting pre-combustion capture is not possible. On the other hand, post-combustion capture (PCC) can be retrofitted to existing power plants with only minimal effort. Based on the mature technology of reactive absorption, it can be implemented on a large scale in the near future. PCC and storage of CO2 is widely recognized as an important mitigation technology for reducing anthropogenic CO2 emissions (IEA and OECD 2004; Reynolds et al. 2012).
Compared to the much larger annual CO2 emissions, traditional industrial CO2 utilization can play only a minor role. A prerequisite for CCUS is the availability of sufficient storage capacity. The development in enhanced oil recovery (EOR) and enhanced coal bed methane recovery (ECBM) is critical to build a successful CCUS system.
As the biggest power generating company in China, China Huaneng Group (CHNG) has paid more attention to CCUS technology development and launched a series of R&D and demonstration projects. As a subsidiary R&D company of CHNG, Huaneng Clean Energy Research Institute (CERI) has been engaged in the CCUS studies for years, and developed a series of CO2 technologies compatible with most fossil fuel power plants, either coal or natural gas.
2 Pre-combustion CO2 Capture
2.1 Process description
In pre-combustion capture processes, the fuel is first converted in a reformer (gas or oil feed) or gasifier (coal or biomass feed) into syngas and the subsequent shift-reaction produces a mixture of CO2 and H2. Carbon dioxide is captured from this gas mixture with predominantly H2 at high pressure (10–80 bar) and medium CO2-content (15 %–40 %). Apart from the CO2/H2 separation, the feed gases also contain CO, H2S and sometimes other sulphur components. The high pressure of this product gas stream facilitates the removal of CO2. The leading CO2-removal technology is an absorption process, in which the solvent can be a chemical one or a physical one. Sulphur components, like H2S, will also need to be removed from the gas stream. The H2-rich product is combusted in air and expanded in a gas turbine, followed by a heat recovery and steam generation process with the steam expanded in turbines. The mechanical energy thus produced is converted into electricity in the generator. Fuel cells can be used to directly convert H2 into electricity. The H2 rich product can also be used for other processes such as in the production of synfuels. Overall, the pre-combustion decarbonisation may also contribute to (an accelerated) introduction of H2 as an energy carrier for stationary and mobile applications.
2.2 RD&D proceedings
2.2.1 GreenGen
GreenGen project initiated by CHNG, is the first integrated gasification combined cycle (IGCC) power plant in China. Located in Tianjin, GreenGen aims at the development, demonstration and promotion of a near-zero emissions power plant which will improve coal power generation efficiency and realize near zero emissions of pollutants (SO2, NOx, particulate matters) and CO2. GreenGen project has been divided into three phases: Phase I, build a 250 MW level IGCC demonstration plant and a Greengen Laboratory with CO2 capture capability of 30,000 t/a; Phase II, research and develop the key technology of IGCC, technology of coal chemical industry (e.g., SNG), application of fuel cells; Phase III, build a 400 MW level IGCC demonstration power plant with 60 % CO2 captured and storage. Operate the demonstration plant, test its economical efficiency and prepare of commercialization.
As planed in Phase I of GreenGen, an IGCC plant of 250 MW has been built, which has successfully passed a 72 + 24-h full-scale trial operation on 6 November 2012, refer to Fig. 2.

250 MW IGCC power plant in Tianjin
Based on this plant, in Phase II, a pre-combustion CO2 capture unit will be added and tested (Kalaydjian et al. 2011). Recently, with the help of process and unit modeling, the process comparison and selection of a 30 MW capture system has been finished. Moreover, process flow diagram (PFD), design of the key equipment, and the bidding for the large key equipment has been completed. Innovations in the absorbents and adsorbents for CO2 will further enhance the process performance.
2.2.2 50,000 tpa CO2 capture facility at Yulin
In November 2012, based on CERI’s intellectual property and process design, 50,000 tpa CO2 capture facility was built and put into use at the Yulin Coal-Chemical Company, shown in Fig. 3. A suitable interface in the Rectisol unit was chosen to apply the CO2 capture facility, from which high purity CO2 was separated from methanol rich solvent, after compression and deep-freezing treatment, liquid CO2 with a purity of 99 % was produced for EOR pilot test. The cost of the CO2 product is 115 RMB/t CO2, i.e., less than 20 USD/t CO2.

50,000 tpa CO2 capture facility in Yulin Coal-Chemical Company
3 Post-combustion CO2 capture
3.1 Process description
The use of alkaline aqueous amine solvents for separating acidic gases from neutral gas has been extensively applied in natural gas processing and ammonia synthesis industries (Kohl and Nielsen 1997; Rochelle 2009; Wang et al. 2011). The typical CO2 capture process is shown schematically in Fig. 4, which is mainly composed by absorber, stripper, and reboiler, washing section and the coolers inbuilt. The cooled flue gases from FGD flow vertically upward through the absorber countercurrent to the amine absorbent. The amine solution reacts with CO2 in the flue gases to form a weakly bonded compound, which is called carbamate. The scrubbed gases are washed and vented to the atmosphere. The CO2 rich solution leaves the absorber and passes through a heat exchanger and then is spayed into the stripper from the top. There is an adjacent reboiler, using low-pressure steam, providing heat for the solution regeneration in the stripper. The carbamate formed in the absorber is broken down and a concentrated CO2 stream is produced.

Process of chemical absorption based CO2 capture
The development of solvents is the key to reduce the energy penalty for PCC process (Puxty et al. 2009; Shim et al. 2009). The ideal solvent has a high CO2 absorption capacity and reacts rapidly and reversibly with CO2 with minimal heat requirement. The solvent should also have good oxidative and thermal stability, low vapor pressure, low toxicity, low flammability, and be readily available at low cost (Reynolds et al. 2012).
3.2 Features
CERI post-combustion CO2 capture (PCC) technologies are based on chemical absorption reactions between the absorbents and CO2. With the optimization of the absorbent formulation and the system design, high reaction rate, high capture performance, low energy consumption, high CO2 product purity is achieved. For coal fired power plant, CERI PCC technology is capable for large scale CO2 capture from flue gas of complex component with low cost (Jones et al. 2013). For natural gas power plant, CERI PCC technology is designed for flue gas of low CO2 partial pressure, high O2 content with low energy penalty. High efficient CO2 capture with high capture ratio and CO2 products of high purity is achieved, suitable for various CCUS applications.
By adding flue gas pretreatment unit to the system, flue gas from FGD with particulate matters, SO2 contents is further treated for the purpose of CO2 capture. With the help of inhibitors of degradation and corrosion, high capture performance with low material and energy consumption is guaranteed.
Integrated energy utilization is optimized by applying multi-stage heat transfer to the lean/rich solvent heat exchanger, CO2 cooler, result in low energy penalty to the power system.
Novel heat recover equipment is applied to the system to recover heat from the lean solvent, further reducing the process energy loss.
System material balance is kept stable by applying water wash and gas–water separators, reducing the volatile loss and water requirement.
3.3 RD&D proceedings
3.3.1 3,000 tpa CO2 capture in Beijing Thermal Power Plant
With its proprietary technology, CHNG has designed and constructed the first post-combustion CO2 capture pilot plant in July 2008 (Fig. 5). In the PCC system, CO2 capture capacity is 3,000–5,000 tons per year (Tollefson 2008; Huang et al. 2010; Dave et al. 2011). One year later, a CO2 capture demonstration plant with the capacity of 120,000 tons per year was built in Shanghai and put into operation in Dec. 2009 (Tollefson 2011).

The CO2 capture plant in CHNG Beijing Thermal Power Plant
The Beijing pilot plant was constructed in the CHNG Beijing thermal power plant. This power plant was an 845 MW coal-fired cogeneration and configured with SCR, ESPs and WFGD to removal NOx, particles and SOx. The capture plant was set up after WFGD and gets a bypass flue gas. A refining system was deployed after capture to further purify the CO2 to get the food-grade production, which was supplied to the beverage industry.
This pilot plant was put into operation on 16th July 2008. It has an outstanding performance during over 5 years running. Some performance parameters represent as follows: CO2 recovery ≥ 90 %, steam consumption ≤ 3.5 GJ/t CO2, electricity consumption ≤ 90 kWh/t CO2. As the first CO2 capture project in China, this pilot plant was reported intensively. It provides not only an excellent platform for the new solvent research, process and equipment optimization, but also a technical support for large-scale CO2 capture and sequestration in the future.
3.3.2 120,000 tpa CO2 capture in Shanghai Shidongkou No.2 Power Plant
After the initialization of the first CO2 capture plant, this technology was proved to be acceptable in China’s power plant and especially the new amine based solution was tested successfully. However, this pilot plant only treated less than 0.1 % flue gas and the cost are relatively high, whereas some research investments were included. A larger demonstration CO2 capture plant is needed to test the tech-economic feasibility in a coal-fired power plant.
In 2009, encouraged by the success of the first pilot plant, CHNG started a new CO2 capture project at the Shidongkou No.2 Power Plant in Shanghai. This project, with completion before the end of 2009, captures as many as 120,000 tons of carbon dioxide annually. This commercial demonstration applies the CHNG owned low partial pressure CO2 capture technology, which was tested in Beijing Thermal Power Plant. The flue gas is drafted from a 660 MW ultra-supercritical unit and the amount is around 66,000 m3/h, accounts for 3.5 % of the total flue gas. This project was considered as the largest post-combustion CO2 capture unit implemented in a coal-fired power plant. Here, 360 tons CO2 were captured for each day from its first operation in Dec. 2009 (Fig. 6).

CO2 capture commercial plant in CHNG Shanghai Shidongkou No.2 Power Plant
Through the demosntration running performance parameters are collected or estimated as follows: CO2 recovery ≥ 90 %, steam consumption ≤ 3 GJ/t CO2, electricity consumption ≤ 65 kWh/t CO2. The energy consumption of this demonstration plant is relatively lower than that of the first pilot plant operation. The energy consumption drop is due to the process optimization and system scaling-up. It can be forecasted that the energy consumption has the potential to decrease further while larger-scaled CO2 capture plant could be set up.
3.3.3 1,000 tpa CO2 capture unit from flue gas of natural gas burner
In 2011, CERI, formed a joint venture (JV) with Powerspan to bid for the technology qualification program (TQP) launched by CCM (Carbon Capture Mongstad). After evaluation, Huaneng-CERI Powerspan JV, together with Mitsubishi Heavy Industries, LTD., ALSTOM Carbon Capture GmbH, Siemens AG, Aker Clean Carbon were selected as 5 main technology providers to participate in the TQP. The purpose of the TQP is to qualify at least one technology and demonstrate that it can be scaled up and used at the combined heat and power plant at Mongstad, and that it will meet all HSE requirements (Fig. 7).

CO2 capture verification plant for natural gas flue gas located in Beijing
A key component of the TQP was to operate a verification plant meeting the programme requirements. Operation of the verification plant began in October 2012 and concluded in April 2013. During this qualification program, several test campaigns were conducted to demonstrate technology performance under operating conditions expected at CCM and to establish solvent degradation characteristics and absorber emissions during extended operations.
Flue gas from a coal-fired power plant typically contains about 14 % CO2 and 4 % O2, flue gas from a natural gas turbine is low in CO2 concentration (~3 %), but high in O2 (~13 %). Lower CO2 concentration requires higher reactivity and reaction rate to achieve the target capture and solvent loading. High O2 concentration is challenging for the solvent application, as oxidative degradation is a main reason for solvent loss, and corrosion require more careful consideration in such flue gas condition.
4 Conclusions
CO2 capture from power station is one of the potential means to reduce the greenhouse gas emissions for power sector. IGCC based CO2 capture can help realize near zero emission target. Post-combustion CO2 capture is the main route for the CO2 emission reduction in traditional power plant. CO2 capture system optimization and integration with the power system is the key to reduce the CO2 cost. CO2 utilization by using low cost CO2 products can reimburse the RD&D activities in the CCUS studies, beneficial for the technology improvement.
References
Dave N, Do T, Palfreyman D, Feron PHM, Xu S, Gao S, Liu L (2011) Post-combustion capture of CO2 from coal-fired power plants in China and Australia: an experience based cost comparison. Energy Procedia 4:1869–1877
Freund P (2003) Making deep reductions in CO2 emissions from coal-fired power plant using capture and storage CO2. Proc Inst Mech Eng Part A-J Power Energy 217(A1):1–7
Haszeldine RS (2009) Carbon capture and storage: how green can black be? Science 325(5948):1647–1652
Huang B, Xu SS, Gao SW, Liu LB, Tao JY, Niu HW, Cai M, Cheng JA (2010) Industrial test and techno-economic analysis of CO2 capture in Huaneng Beijing coal-fired power station. Appl Energy 87(11):3347–3354
IEA, OECD (2004) Prospects for CO2 capture and storage. Paris, France: IEA Publishing
Jones D, McVey T, Friedmann J (2013) Location-specific technoeconomic evaluation of a novel amine technology. Energy Procedia 37:407–416
Kalaydjian F, Zhang JT, Broutin P, Hetland J, Xu SS, Poulsen NE, Chen WY, Espie T (2011) Preparing the ground for the implementation of a large-scale CCS demonstration in China based on an IGCC-CCS Thermal Power Plant: the China-EU COACH Project. In: Gale J, Hendriks C, Turkenberg W (eds) 10th international conference on greenhouse gas control technologies (4. Elsevier Science Bv, Amsterdam, pp 6021–6028
Kohl AL, Nielsen R (1997) Gas purification. Gulf Publishing Company, Houston
Metz B, Davidson O, de Coninck H, Loos M, Meyer L (2005) IPCC special report on carbon dioxide capture and storage: Intergovernmental Panel on Climate Change. Working Group III, Geneva (Switzerland)
Notz R, Tonnies I, McCann N, Scheffknecht G, Hasse H (2011) CO2 capture for fossil fuel-fired power plants. Chem Eng Technol 34(2):163–172
Puxty G, Rowland R, Allport A, Yang Q, Bown M, Burns R, Maeder M, Attalla M (2009) Carbon dioxide postcombustion capture: a novel screening study of the carbon dioxide absorption performance of 76 amines. Environ Sci Technol 43(16):6427–6433
Reynolds AJ, Verheyen TV, Adeloju SB, Meuleman E, Feron P (2012) Towards commercial scale postcombustion capture of CO2 with Monoethanolamine solvent: key considerations for solvent management and environmental impacts. Environ Sci Technol 46(7):3643–3654
Rochelle GT (2009) Amine Scrubbing for CO2 Capture. Science 325(5948):1652–1654
Shim J-G, Kim J-H, Lee JH, Jang K-R (2009) Highly efficient absorbents for post-combustion CO2 capture. Energy Procedia 1(1):779–782
Tollefson J (2008) Stoking the fire. Nature 454(7203):388–392
Tollefson J (2011) Low-cost carbon-capture project sparks interest. Nature 469(7330):276–277
Wang M, Lawal A, Stephenson P, Sidders J, Ramshaw C (2011) Post-combustion CO2 capture with chemical absorption: a state-of-the-art review. Chem Eng Res Des 89(9):1609–1624
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License (http://creativecommons.org/licenses/by/4.0/), which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article

Cite this article
Wang, J., Xu, S. CO2 capture RD&D proceedings in China Huaneng Group. Int J Coal Sci Technol 1, 129–134 (2014). https://doi.org/10.1007/s40789-014-0013-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40789-014-0013-6