
Abstract
Because of their biodegradable and regenerative properties, cellulose nanocrystals derived primarily from naturally occurring cellulose fibers serve as a sustainable and environmentally beneficial material for most applications. Although these nanocrystals are inherently hydrophilic, they can be surface functionalized to suit a wide range of demanding requirements, such as those associated with the creation of high-performance nanocomposites in hydrophobic polymer matrices. Therefore, the present work deals with the application of cellulose-based biodegradable nanocrystals as a lubricant in the machining of PPS composites. In this study, milling process was considered to investigate the influence of the sustainable lubricating conditions on the machinability indexes of PPS composites. As a novel cooling approach, water-based solutions enriched by cellulose nanocrystals with different reinforcements (0.25%, 0.5%, and 1%) were used over known methods such as MQL, conventional flood, and dry. According to the research outcomes, cellulose nanocrystals-based nanofluids provided satisfying contributions on retarding the tool wear and reducing the cutting temperatures considerably. Despite the surface-related results such as roughness, topography and texture are promising for the developed strategy; further investigations will be useful to determine ideal water-particle concentration to improve the quality of the machined surface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Modern manufacturing sectors such as biomedical, aircraft, automobile, aerospace, and energy require high-performance composites [1]. Polymer composites are excellent future applications for these application areas [2]. Thermoplastic reinforced composite materials are preferred more than thermoset reinforced plastics due to their formability and recycling properties [3]. PPS is a special name that belongs to one type of thermoplastic polymers which possesses excellent mechanical and physical features namely good toughness and high resistance to fatigue. PPS and PPS-added composite materials are used in many areas from transportation to the energy sector because they are semi-crystalline, high temperature resistant, high corrosion resistance, and have good mechanical properties [4]. As being a potential prospect in the future of engineering due to the availability for developing with a strong structure, researches on composites need further attention [5]. Thermo veil interleaved glass/epoxy is an excellent example for such task thanks to the listed advantageous of polymers in addition to the exquisite properties of glass. Glass fibre is broadly utilized as additive in the composites with the help of the physical and mechanical equipment’s namely good strength, corrosion and electrical resistance, high fatigue resistance, and cost effective nature [6].
Machining of composites have been attracting attention in the recent years since this class of materials require additional operations after first manufacturing process [7, 8]. Most of these studies are about drilling owing to their clamping problems in turning and milling since they can be produced as small parts. Prominent reasons of this case are the long periods of production and its effects on the cost, labor and time related issues. As a result, hard to observe and quickly finishing operations show up which makes difficult to obtain reliable data. However, real operations are not limited with drilling since composites are a good candidate in modern industrial applications. Despite all of these requirements and needs, composite machining is a challenging task [9]. Unusual material structure cause several anatomical anomalies such as low homogeneity in body, particle accumulation in specific regions of material or uncertainty in hardness can be sorted in the list of possible problems. Above mentioned troubles induce the wear mechanisms primarily then disturbs the chip morphology and lowers the surface quality of the workpiece [10, 11]. Actually, dynamic changes in cutting forces, excessive temperature gradients and cooperative vibrations are the occasions of poor machinability [12,13,14]. Therefore, machinability enhancement is always an important goal for preserving the tribological performance of cutting tool [15]. After making an agreement on a specific composite material, it is an inevitable case to solve the machining induced variations to achieve better tribological conditions. Since the first periods of machining, dry cutting has been accepted as a simple way of chip removing thanks to requiring no extra device or facility [16]. But, no lubricity and cooling aid existing in the environment makes this approach low productive despite dry medium is highly sustainable [17,18,19]. Then, the researches in the field have focused on the use of cutting fluids abundantly by using generally synthetic oils soluble in water which is called as flooding [20]. Such strategy was approved as a game changer option with its considerable influences on the tool life when comparing with drought conditions. Cutting fluid is vacated on the cutting zone which is certainly make difference on the temperature increase and wear behavior however there is a fact that such strategy waste huge amount of fluent which releases unhealthy particles into the air [21, 22]. For supporting green technologies and sustainable development, flood machining is currently replaced by MQL technology which utilizes minimum amount of lubricant [23,24,25,26]. By applying pressurized oil particulates into the cutting zone, penetration ability increases and much more effective oiling is possible for easy chip breakage [27]. In addition, improvements of frictional conditions provide low coefficient and reduces tool wear index [28]. Despite small amount of lubrication is a sustainable and earth-friendly strategy, it may cause some shortfalls [26, 29]. Another method used for overcoming the shortcomings of MQL is addition of solid nanoparticles into the liquid tank [30]. These types of additives have impressive tribological contributions on the machining zone by improving the heat absorption by applying several movement mechanisms such as mending, polishing, rolling and sliding [31, 32].
As seen, dry, flood, MQL, cryogenics, and nanofluids were used in the past for upgraded machinability of hybrid composites. This study separates from the counterparts with novel usage of water based cellulose nanocrystals added solution. As being one of the most important organic polymer, cellulose is a polysaccharide that can be found in the nature abundantly [33]. This situation makes this plant-based substance a good source in addition to its availability, cost-efficient, and earth-friendly properties. Cellulose nanocrystals are reproduced from this inexhaustible polymer material which makes it a versatile nanomaterial equipped with mechanical, optical, chemical, and rheological characteristics [34]. Several biomass materials such as cotton, wood and tunicate can be used as basic substance in the production stage which gains colloidal stability, high tensile strength, and large surface area to this special product [35]. High aspect ratio, lightness, being open for modification, low toxicity, and density are the features that increases the expectations from this nanomaterial to be an excellent option for the usage in machining processes as nanofluid [36]. With the acquisition of biocompatibility and renewability characteristics, such material has a supreme power to meet sustainability requirements [37]. Despite its huge potential and the current place in the literature, it was highly recommended to make further studies to adopt this material into industrial works mostly due to the insufficient literature studies and challenges comes from preparation, pre and post process labor [38]. As known a game-changer alteration nanofluids have been attracting attention in the past years gradually especially for their power not only promoting the tribological mechanisms to create better chip removing, surface integrity and tool life, but also protecting the natural resources by reducing total costs, energy consumption, and carbon footprint [39, 40]. Therefore, this study aims to use an emerging nanomaterial as base powder of nanofluid that will be used as cutting fluid in machining of PPS composites. Despite there are some exemplary studies in the literature about machining these matrix and reinforcement materials, no work has been done for this special example until today.
Development of the expectations in materials processing technologies, the need for high quality materials which combines several physical and structural necessities are increasing. As per their functions, composites can meet the anticipations with using the advantage of being produced in dimensions close to the ultimate values. However, the products still need a final operation to overcome the manufacture induced surface residues and better surface properties. This experimental study focuses on this case by considering the impact of sustainable cooling and lubricating methods on milling performance of coated carbide tools under dry, MQL, flood, and nanofluids with three different reinforcement ratios. In this direction, three cutting speeds and one feed rate were used for experimental investigations while a number of machining outcomes such as tool wear, cutting temperature, surface roughness, surface texture, and surface topography were handled. The main aim of the work is to contribute to the machining literature of composites while discussing the effects of novel, sustainable and effective cooling and lubricating strategies versus conventional methods.
2 Materials and Methods
2.1 Workpiece Properties
Glass plain woven fabrics with an areal density of 500 g/m2 and average thickness of 0.45 mm, provided from Carbomid (Turkey), were employed as reinforcement. Epoxy resin (Duratek DTE 1120) and curing agent (DTS 1151), purchased from Duratek Company (Turkey), and were utilized as matrix. Thermoplastic PPS veils (10 g/m2 areal density) with an average diameter of 9.5 µm were obtained by Technical Fibre Products Company (UK) equipment and consumables used in the Vacuum Assisted Resin Transfer Molding (VARTM) process were supplied from Dost Kimya Company (Turkey).
To fabricate CF/PPS/epoxy composite laminates, the VARTM process was employed to construct a layup occurring eight plies of woven glass fabrics and seven layer of PPS veil between planes. First of all, eight plies of woven glass fabrics were cut in desired dimensions (500 mm × 500 mm) for the production of composite materials. Also, seven PPS veils were cut to the same size to be used between the planes. The cut glass fabrics (G) and PPS veils were put in the sequence G/PPS/G/PPS/G/PPS/G/PPS/G/PPS/G/PPS/G/PPS/G on the release film, which had previously been set on the VARTM device and sealed with adhesive tape. Then, to facilitate the flow, peel ply was spread on the glass textiles and PPS veils, and flow mesh was placed on the peel ply. Finally, the other layers were sealed with a vacuum bag that allows resin to be infused. The resin system was mixed for 5 min at 500 RPM using an epoxy and hardener mixer at a weight ratio of 27/100 and was ready for the infusion procedure after vacuuming with 0.8 atm. Figure 1a–c depicts a schematic picture of the VARTM device and the fabrication process. The infusion procedure was maintained for 5–10 min after the resin flow thoroughly wetted the fabric preform to entirely eliminate the voids in the composite plate. Following these processes, the input port was tightly closed and vacuuming was done for one hour at 0.8 bar negative pressure. The output port was then sealed and kept in a vacuum environment at 100 °C for 4 h. PPS interleaved Glass/epoxy composites were manufactured and cut to the dimensions depicted and they were ready for machining.

a Complete experimental procedure of the composites. b Mixing steps followed and c final fabrication of composites
2.2 Machine Tool and Cutting Tool Properties
In the experiments, TiAlN coated carbide tools were utilized in machining of composites. The experiments were performed at computer numerical control (CNC) milling machine. Three levels of cutting speeds (150–200–250 m/min), feed rate (0.2 mm/rev), cutting depth (1 mm) and radial depth (12 mm) were adopted into the experimental design. In addition to the basic cutting parameters, six different cutting environments were implemented for machinability investigation of PPS composites, as shown in Table 1.
2.3 Experimental Procedure
Total 18 experiments were carried out according to selected machining parameters and each of them was repeated as three times in order to check the repeatability. In each experiment, a new cutting tool and composite material were used for eliminating the experimental errors. Before starting the experiments, a layer with 0.5 mm was removed from the raw surface of the materials.
2.4 Measurement of Responses
In the present work, the tool wear, cutting temperature, surface roughness, surface texture and surface topography were measured. The cutting temperature readings were recording during the machining operation and the other responses were measured after the machining operation. The testo 885 made thermal imager having 320 × 240 pixels, thermal sensitivity < 30 mK, auto and manual focus and high-temperature measurement up to 1200 °C was used for the cutting temperature measurements. The thermal camera was fixed at a minimum focus distance of 0.5 m as recommended by the company and then the readings were recorded. This device has a measurement range of 30 to + 100 °C; 0 to + 350 °C (switchable); 0 to + 650 °C (switchable), respectively. The recorded image of temperature measurement is shown in Fig. 2.

Experimental setup, cooling and lubricating facilities in the study
After completing each experimental test, cutting tool wear was measured by using the Mitutoyo (TM-A505B 176-820A) made tool maker’s microscope. These all measurements were taken by following the ISO 3685:1993 standard of tool wear and then, the results of tool flank wear were analyzed. Further, the mechanism of tool wear was analyzed by using the scanning electron microscope (SEM) combined with EDX analysis.
In the end, the average surface roughness i.e., Ra has been recorded with the help of portable Digital Insize Roughness Tester, Model Number: ISR-C100. This device is work on the measuring force of 0.4 mN, with cut off length of 0.25/0.8/2.5 mm, measurement Range 60 mm, accuracy ± 10%, respectively. Next, the 3D surface images were taken with the help of 3D Contact Profilometer (Manufacturer: AEP Technology, Model: 500LS), whereas the machined surface images were taken with SEM. The complete experimental details are given in Fig. 2.
2.5 Cooling and Lubricating Mediums
There are six different cooling and lubricating regimes utilized in the machining of PPS composites.
2.5.1 Dry
Experiments were performed without any coolant.
2.5.2 Flood Cooling
Flood cooling is the oldest method used in the machining zone. Despite the method is effective to avoid the negativity of dry environment, some problems in terms of machining quality and harm to environment may occur. Some aspects of this method may be useful such as surface integrity but improving tool life and chip formation mechanism is lack of increasing productivity. Main problem in using of this method is the abundance of the fluent. This situation causes pollution and health risks for operators. Actually, flood cooling is complex strategy since its effect is not known clearly. There were some examples that it affects the machining quality positively. Therefore, this method was preferred in this study in order to observe its impacts on machining outcomes. The conventional cutting fluid used in this study was water-based emulsion with 8% mixing ratio with synthetic oil. The nozzle of the flood cooling unit has 5 mm diameter and placed as 20 mm distance from the cutting tool at 45°. The cutting fluid was delivered to the cutting zone with 3.5 l/min flow rate.
2.5.3 MQL
MQL technique has been widely used for a long time thanks to the ability to reduce the amount of lubricant used especially when comparing conventional cooling [26]. In this direction, it is possible to prevent the excessive outgoings in terms of cutting fluid cost, recycling, clearing, transportation, storage etc. In addition to that, environmental concerns can be removed by applying this method since the consumed oil can be reduced significantly. Moreover, the elevated temperatures at the cutting zone easily evaporate the oil particles which make easier the extinguishing procedure of the waste lubricant. Therefore, such strategy meets the expectations in terms of technological, environmental and social point of views. The oil used in this method was named as KY 2000 and it was sent to the machine tool with 6 bar pressure. The nozzle of the MQL system has 2 mm diameter and placed as 20 mm distance from the cutting tool and 45° angle.
2.5.4 Nanofluid
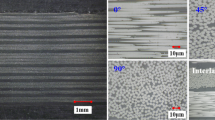
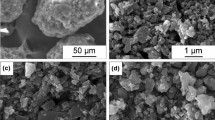
Nanofluids are an emerging technology that used in machining environments for improvement of tribological, rheological and physicochemical conditions. However, the effect of the added nanoparticles on the cutting mechanism cannot be known exactly because the types and quantities of nanoparticles have enormous impacts on the chip formation mechanism and frictional conditions in machining. That’s why there is a need further investigation on nanofluid applications in machining systems. This paper intends to explore a new nanofluid in this direction. There are three different types of nanofluids used and defined in the experiments in addition to the dry, MQL and flood environments. Nanofluids were produced by using water and certain volume of cellulose nanocrystals (0.25%, 0.5% and 1%) having size of 10–20 nm diameter. Nanofluid prepared was sent to the cutting zone with MQL nozzle which has the same pressure and flow rate with MQL. The fabrication and application of nanofluids are demonstrated in Fig. 3.

The fabrication and application of nanofluids
3 Results and Discussion
3.1 Flank Wear Analysis
Flank wear is a special type of wear among other wear types which is characterized by progressive increase in the flank face as a result of abrasive wear mechanism [41]. The wear land appeared on the clearance face of the cutting tool starts from the main cutting edge and expands horizontally and vertically [42]. Since this type of wear consumes the material at the main cutting edge, and lowers the cutting ability after some extent, it is considered as an indicator of the tool life. That’s why flank wear evaluation provides insights about the machining quality and general performance of the cutting tool. Since the wear land may show varying depths along the cutting edge, there is need an approach to make an evaluation about the wear level. In this study, maximum wear point was considered as the flank wear value for each cutting tool as represented in Fig. 4. The change in flank wear development according to cutting parameters is analyzed according to their increasing or decreasing form as represented in the graph. It is known that with the increase of cutting speed shows the increasing trend of plastic deformation at cutting tool and workpiece material. The main reason for that is the enhancing friction at the contact areas between tool and chip. Figure 4 presents that dry environment induces the flank wear development more than all other mediums which is understandable due to the absence of lubricating agents [16]. In addition to that, MQL and flood conditions provided close results and flank wear increases by approaching to the value of dry media. When comparing with these traditional ways, nanofluid assistant lubricating strategies have much more efficiency on protecting the tool life. This is an outcome that needs further discussion and experimentation for different type of materials. However, it should be noted that with the help of rolling and rotating mechanism, a bearing effect plays an important role in reducing the wear and friction. In addition to nanoparticle’s superior heat elimination ability, water based solution makes cooling effect highly impressive [43]. Therefore, the reduction of flank wear can be achieved by the application of nanofluids, but there is need for research to determine the effect of different contents. Seemingly, each amount of content has an efficiency range at some specific machining conditions. Despite the optimal findings show variations, nanofluid methods provided the best results irrespective of cutting parameters. This is associated with the super heat connectivity of the solid particles in the nanofluids as it was addressed by many researchers before. The change in cutting speed has a dramatic impact on the developing flank wear which is understandable due to the function of this area which responsible of chip removing. That’s why the mechanical loads come to this land and with the increase of cutting speed, rotational movement creates higher frictional forces. In sum, water based cellulose nanocrystals reinforced nanofluid was found as highly successful in obtaining longer tool life in milling of composites.

Flank wear development under different cooling and lubricating mediums
3.2 Tool Wear and Its Mechanism
Tool wear has a complex nature affected by many reasons mostly due to the tribological factors induced by the high cutting forces and frictional conditions between cutting tool and chip [44]. This case makes the tool wear phenomenon complicated and requires strict precautions to avoid premature failures. Because, a number of different wear mechanisms have influence on the resultant wear textures in an extent and also change indirectly the chip morphology and surface topography [45]. Specifically, in the context of this paper, the components of the used materials are the main contributors of developing tool wear. As presented in the Fig. 5, composites are special type of example among materials that is manufactured by several methods with the effect of reinforcement ratios of hard and soft elements. As a result, poor homogeneity in material structure, particle accumulation in the specific zones of material or uncertainty in hardness from external to internal surfaces may appear. Such abnormalities have dramatic influence on the machining continuity and vary the cutting loads triggering the chatter vibrations [46]. In addition to these variations, carbide like super hard particles may cause huge damages on the cutting tool. Therefore, abrasive, adhesive and diffusion wear mechanisms show themselves separately or multiply and turns into different wear types such as flank wear, crater wear, build-up-edge (BUE) or build-up-lenght (BUL). These developments can be observed on rake face or clearance face of the cutting tool depending on the utilized material, machining conditions etc. Some exemplary results are demonstrated in Fig. 5 with systematic illustrations to explain the possible wear types and their promoting mechanisms in machining of composites. In the context of this paper, observations about tool wear is identified and analyzed deeply.

Tool wear types and promoting mechanisms with underlying reasons in machining of composites
As previously mentioned, some dominating wear mechanisms on the cutting tool may appear depending on the cutting environment, machining dynamics, hardness and mechanical properties of workpiece material. Progression rate and place of the wear mechanisms vary according to basics of metal cutting and properties of cutting tools primarily. Therefore, in this study, it was aimed to investigate the resistance of the coated carbide tools to the severe wear mechanisms under dry condition in milling of PPS composites first of all. After that, the potential in reducing/eliminating of the preventive cutting fluid assisted environments such as flood, MQL and nanofluids were measured. SEM photos belong to each cutting environment are demonstrated in Fig. 6 separately for rake faces and flank faces. When looking at the flank faces, it is observed that same promoter mechanisms play active role on the surface creating abrasion and adhesion marks. Abrasive particles in the composite material pave the way for degradation of the cutting tool material left partial or complete scrapes on the surface. Since the deformation level is directly related with the health of the cutting tool, it will be need an in-depth analysis of the amount of the lost material. EDX and mapping results in the next sections will be clarified this case. Now, it is important to note that PPS composites are prone to adhere to the cutting tool which indicates itself beneath the flank wear region. The shape and amount of the clinging materials show dramatic changes according to different environments. An outstanding finding from these results is the success of the MQL method which eliminates the material adhesion almost exactly. This is a clear result of the high penetration ability of pressurized oil particles and their supreme control of the chip elimination protecting the tool surface from adhesion. Also, it is useful to mention that nanofluid application at a certain extent makes a great difference on protection of the cutting tool. Nanofluids have different mixing ratios provide an important contribution in preservation of the edge. This is an important outcome of this study to determine the limitation of the nanoparticle addition. It is thought that increasing viscosity of the water based solution with the increasing nanoparticle addition lowers the cooling ability of the fluid [47]. In addition, high heat absorbtion capability of the 0.25% and 0.5% ratios of nanofluids acted as protective agents in milling of composites [48]. When looking at the rake faces of the utilized cutting tools, there is less difference compared to previous findings. Some differences are encountered under specific environments such as peeling and crater wear development in the dry media and burning marks in the MQL regime. These developments are attributed to the drought condition of dry cutting and severe cutting conditions and splashing oil particles that burn at high temperatures. A little BUE formation is observed on MQL and nanofluids which progress to the inner side of the rake face. However, it is thought that such textures have no remarkable impact on the cutting performance. Despite a clear surface was seen while utilizing MQL and two types of nanofluids i.e. 0.25% and 0.5%, extreme material adhesion was encountered on the 1% reinforced nanofluid. According to the analysis of SEM figures, MQL, NF1 (0.25%) and NF2 (0.5%) seem as the best choices.

SEM photos of the cutting tools operated under different environments (cutting speed: 200 m/min; feed rate: 0.2 mm/rev; Depth of cut: 1 mm)
Figure 7 presents the SEM images of cutting tools machined under dry, MQL and flood conditions along with mapping and EDX results. Since there is no important outcome in the rake faces that affect the tool life and cutting performance deeply, it was preferred to investigate the flank faces for establishing the developing wear mechanisms under different cutting mediums. The utilized cutting tools have coating materials including Al, Ti and N which is important to eliminate the progressive wear. On the other hand, machined composite materials comprise C and S elements which are prone to adhere to cutting tool faces. Lastly, carbide cutting tools have W, Co, Cr and Ni elements primarily. In addition, nanofluids have C with changing proportions which will be important in Fig. 8. As can be seen in dry medium, coating materials are ruptured from the cutting tool and the EDX results proved that the numbers are quite less compared to other environments. In spite of the fact that this kind of loss protects the tool materials while comparing with other examples, flank wear development shows itself significantly especially when passing a certain amount of material. Despite flood cooling and MQL strategies create a difference at some points, it should be accepted that these approaches are not ultimate solution for the problems faced at dry medium. In this regimes, tool properties was preserved better compared dry but similar material adhesion exist. It was stated previously that such environments may be lack of sufficient in lubricating the interfaces between cutting tool and chip as per their functions. Figure 8 represents the cutting tools belong to nanofluid assistant environments including SEM, EDX and mapping results. There is a clear difference for ability to keep the materials of cutting tools while using nanofluid 1 and nanofluid 2 namely with the reinforcements of 0.25% and 0.5%. There is significant contribution in terms of applying the nanofluids for improved cutting tool performance in milling of composites which was addressed before. It was determined that solids have better thermal conductivity than pure-liquids [49]. Also, as it was indicated by Zhang et al. [50] that tribological enhancement mechanisms play an active role on the wear properties and frictional conditions. It is thought that the solid particles contribute to the enhancement of tribological events namely the friction coefficient and wear with demonstration of the movement of particulates between the contacting surfaces.

Mapping and elemental distribution of the materials under dry, flood and MQL conditions (cutting speed: 200 m/min; feed rate: 0.2 mm/rev; depth of cut: 1 mm)

Mapping and elemental distribution of the materials on nanofluid assisted methods (cutting speed: 200 m/min; feed rate: 0.2 mm/rev; depth of cut: 1 mm)
3.3 Surface Texturing, Surface Morphology and Surface Roughness Analysis
Surface quality of a material depends on the roughness which defines the highness and depth of the peaks and hollows in a line. During machining, several parameters plays a major role on the produced surface in terms of cutting tool related such as tool wear and machine tool based cutting parameters and lubrication conditions. Despite many researchers addressed that roughness varies with feed rate and edge radius substantially, the complexity and abundance of parameters may lower and elevate such impacts in some way. In addition to these variations, this study also considers the machined material-based alterations which actually induce the tool wear developments and surface integrity through cutting stage. According to the distribution and type of the hard and soft powders in the material structure, chip removal mechanism and its impact on the surface and sub-surface will change undoubtedly [51]. On the other hand, tribological performance of the cutting tool shows changing behavior with the existence of cutting fluids [52]. The coefficient of friction at the interfaces, overheating of the cutting tool, high cutting forces can be eliminated with the utilization of these facilities [53]. The importance of the cooling and lubricating strategies has been proven for several times in the open literature. Therefore, this study aims to investigate the influence of the different types of cutting fluids and lubricating mechanisms on the milling performance of hybrid composites during milling. Their efficiency was evaluated with a number of machining indicators including surface roughness in milling of PPS composite materials. Figure 9 demonstrates the surface roughness values for each cutting fluid application and dry medium respectively. High values over 2 µm of composite surfaces were attributed to the randomly distributed glass fibers in the main structure. However, with the application of cutting fluids, a dramatic reduction can be achieved which needs further analyze. It is known that the implementation of the flood and MQL strategies may be deficient in terms regulating the surface properties during machining of composites. Still, the existence at the cutting environment have positively affected the surface roughness values in different levels according to the varied cutting speed. There are clear results when speaking of the influence of lubri-cooling methods which can be seen with the progressive decreasing from dry medium to nanofluids. While decreasing of cutting speed from to 250 to 150 m/min, nanofluids lose their tribological functions as can be seen in the progressive elevation of the surface roughness values. This can be attributed to the difficulty of entrance of the solid nanoparticles into the interfaces of cutting tool-workpiece-chip. As known, with the increase of cutting speed, the material deformation becomes much easier which may affect the tool wear negatively however generate better surfaces. Therefore, Fig. 10 can be understood according to the changes of cutting speed while looking at the cooling conditions. Overall, nanofluid 3 was found as the ideal cutting medium among all conditions which can be observed with the two minimum surface roughness result among all experiments. It is hard to examine the numerical results due to the varied impacts of cutting fluids on surface quality. In sum, it should be noted that cellulose nanocrystals-based nanoparticle addition is superior when compared with dry medium for better surface roughness, but the reinforcement ratios and milling parameters become important as well to reach the minimum values.

Surface roughness analysis for different cutting environments

Surface topography analysis for different cutting environments (cutting speed: 200 m/min; feed rate: 0.2 mm/rev; depth of cut: 1 mm)
The quality of a machined surface is identified with many indicators in addition to the surface roughness since the surface of a part is accepted as a whole. The machine elements used in the prominent industries have interactions between other surfaces and mediums which require a strong tribological performance to overcome severe devastation leads to short lifetime. That’s why it is imperative to regard as a surface with several structural factors. From this point of view, topography analysis will provide a wide perspective different from simple roughness value as it reflects the defects, irregularities and permanence through the surface [54]. Therefore, this work also aims to research the topographies and other parameters belong to different surfaces which exposed to several cooling and lubricating environments during milling. In this direction, 3D topographic images of the surfaces are demonstrated from their peripheral perspectives in Fig. 10. Different colors determine the scales which show us hollows and peaks. Blue tones indicate the depth of the hollows in some extent generally and other colors refer to the highness of the peaks. It should be noted that both colors and their scaled numbers are important to analyze the surface structure. It means that same color may address different depth or highness for each figure. In addition, Table 2 is given to obtain more detailed information about the surface topography as shown in Fig. 10. Ra values may not always provide detailed information about the surface of the machined part. To better understand the surface quality of the machined part and to compare it more clearly according to C/L conditions, total height of profile (Rt) the maximum height of the profile (Pz), The maximum peak height of the primary profile (Pv), and the maximum peak height of the primary profile (Pp) values were also examined. In line with these data, it has been determined that the surface texture for the NF1 C/L condition is better than the other C/L conditions.
When looking at the surface machined under dry conditions and Table 2, there is an undesired result due to the existence of extreme values for hollows and peaks covered by all surface. Flood surface has relatively good topography considering the yellow and green regions and relatively lower peaks compared to dry medium. Comparing with these two results, MQL environment produces better surface which can be explained by the efficiency of mist formed oil particles and their ability to penetrate spaces around the contact areas. One of the most uniform topography was obtained by nanofluid reinforced with 0.25% (NF1) assisted machining which proves the effectiveness of nanoparticles. On the other hand, nanofluid enriched by 0.5% (NF2) produced worse topography than NF1 which shows itself at certain points of the surface. Some maximum peak and minimum hollow points on the main platform demonstrate that ruined areas exist which reduces the quality and continuousness. With the increase of nanoparticle addition after some extent such as 0.5%, topography of the machined surface become worse that closes to the dry or insufficiently lubricated mediums. In sum, it can be noted that nanofluid assistance is useful for the improved topography when the amount of nano additive is well determined.
Surface texture of the machined surfaces reveals the structural defects and fiber conditions exposed to harsh cutting mechanism [55]. Composite structures suffer from the breakage and degradation of the additive particles and main matrix material [56]. Therefore, the precautions for protecting the uniformity and health in the subsurface are of great importance. SEM images of thermoplastic veil reinforced composite materials treated in dry and different liquids are given at Fig. 11. When the SEM images are investigated carefully, it is seen that the matrix and fiber debris accumulated in the tool trace are obvious. Compared to machining with MQL method, fiber breakages and cumulative matrix debris are more for dry machining. It has also been monitored that fiber pullout and debonding occur for dry processing. In the processing with MQL fluid, no fiber breakage is observed, but SEM image reveal that the matrix debris are not very small and clustered. However, partial fiber breakage is encountered. Aggregated matrix and veil fiber debris draw attention to a large extent in the traditional liquid cutting process. With the use of this liquid, the structure of the composites becomes relatively brittle and the damage between the matrix and the fiber is less. Fiber breakages and debonding occurred along with aggregated matrix and veil fiber debris for NF1. In addition, matrix debris covers the glass fiber surface, resulting in a rough surface. It is understood that the surface treated with NF1 fluid is rougher than the surface made by dry processing and the veil fibers are more on the surface of the glass fiber together with the matrix. In general, the interfacial interaction between the matrix and the fiber plays a significant role for failure types and the interaction is dependent on the rough surfaces on which the failure can propagate. For NF2, the failure mechanisms such as matrix debris coated, fiber breakage, matrix debris, debonding occur, and energy absorption increases during the formation of the failure mechanisms. Similar the failure mechanisms are seen in processing with NF3 fluid. SEM images of composite materials processed in different fluids reveal that different fluids used during processing occur different damage mechanisms.

SEM photos of the machined surfaces under a dry, b flood, c MQL, d NF1, e NF2, f NF3 (cutting speed: 200 m/min; feed rate: 0.2 mm/rev; depth of cut: 1 mm)
3.4 Cutting Temperature Analysis
Cutting temperature at the metal cutting zone is induced by the severe tribological conditions as a result of high pressure, cutting forces, frictional force and wear mechanisms. Most of the energy produced during cutting directly transforms into the heat at the contact areas. Despite the heat energy is removed by the chip evacuation primarily, it emerges as high cutting temperatures on cutting tool and workpiece as well. Since the overheating has negative influences on material structure in many aspects such as low mechanical properties, service life and surface quality, reducing the temperatures till acceptable ranges is of great importance. Such task can be achieved by several ways including the application of cooling and lubricating with cutting fluids. In spite of the different types of materials have been tried in the recent past for reducing/eliminating the excess heat in machining, the examples of composites are limited [57]. Especially when thinking of the changing behavior of the composites which comes from the production stage, revisiting of the conventional and modern techniques will be highly useful. Therefore, this paper measures the cutting temperatures in milling of composites under sustainable environments. Figure 12 summarizes the peak cutting temperatures as bar charts for dry, flood, MQL and three different nanofluids enriched by cellulose nanocrystals. It is clear and observable that dry medium produces the maximum cutting temperatures compared to other environments irrespective of cutting parameters as expected. This is a natural result of the presence of cutting fluids make a difference in regulating the temperature ranges for better machinability. However, the impacts of the lubricating environments need to be discussed. For example, temperature reduction ability of flood assisted milling is not desirable in all conditions. Such outcome can be accredited to the poor infiltration of the high pressured and abundant fluid into the interfaces of cutting tool and chip [58]. On the other hand, MQL system is found much more effective over conventional methods which give an idea about the supportive function of the pressurized air to send the oil particles into the vacancies of interfaces. A dramatic reduction in temperatures was obtained with MQL system compared to dry machining. As a known fact, cutting speed increase create strong coefficient of friction at the cutting area and increase the temperatures naturally. This fact can be observed on the Fig. 12 with the high levels of cutting speed. As seen, nanoparticle addition in the water makes a dramatic impact on reduction of the cutting temperatures irrespective of cutting speeds. However, further analyze is needed for the ideal conditions of nanofluids for lower temperature ranges. It is thought that adding more nanoparticles after a certain limit make reverse effect in terms of tribological mechanism and increases the frictional force. Another point of view is that the abundance of the nanocrystals in the water in NF3 make strong the penetration ability which reduces the cutting temperatures. In sum, it is noteworthy to mention that cellulose nanocrystals based nanofluids have pioneer impact on temperature ranges in machining of composite materials.

Cutting temperature analysis for different cutting environments
4 Conclusions
This study focuses on the machinability improvements of indigenously developed PPS composites by using several cutting fluids to lubricate and cool the environment. In this direction, dry, flood, MQL and nanofluids enriched by cellulose nanocrystals additives were tested under milling conditions considering a number of machining characteristics such as tool wear, surface roughness, surface texture, surface topography and cutting temperature. The following conclusions can be done according to the obtained results:
-
1.
Abrasive, adhesive and diffusion mechanisms play an active role during cutting of PPS composites. Therefore, flank wear, BUE and BUL are the prominent wear types on the developing wear types on the clearance and rake faces.
-
2.
Flank wear is considered as the main tool life criteria and evaluated as a reliable outcome for tool performances. Nanoparticle addition makes a great difference compared to other environments. Flank wear development show a reduction when applying nanofluids and the increase in nanoparticle addition makes positive impact on the machining response.
-
3.
Cutting temperatures show reducing trend when using nanofluids considerably. In addition, MQL and flood assistance make a big difference compared to dry environment. These results are in line with the tool wear results which make it valuable for upgrading the cutting performance. Nanoparticle addition makes great difference when compared with the traditional methods. Also, it should be noted that higher levels of nanoparticles was successful in reducing the temperatures.
-
4.
Surface roughness values show reducing behavior when utilizing nanofluids comparing with dry media. MQL and flood machining also make contributions for better surface roughness values. Still, roughness evaluation needs further analyze to determine the approximate nano additions. In general, 1% addition of nanoparticle was found as successful in reducing the surface roughness.
-
5.
Surface topography and surface texture evaluations show that nanofluid assistance with 0.25% have good results compared to other environments. In addition, MQL method have found as effective for improvement of surface quality.
-
6.
For future studies, it is recommended to apply different types of nanoparticles and cryogenic coolant for PPS composites. Also, it is thought that hybrid cooling and lubricating mechanisms should be tried for machinability analysis.
Data Availability
Data available on request.
References
Laghari, R. A., He, N., Jamil, M., Hussain, M. I., Gupta, M. K., & Krolczyk, G. M. (2023). A state-of-the-art review on recently developed sustainable and green cooling/lubrication technologies in machining metal matrix composites (MMCs). International Journal of Precision Engineering and Manufacturing-Green Technology, 31, 1–24.
Eskizeybek, V., Yar, A., & Avcı, A. (2018). CNT-PAN hybrid nanofibrous mat interleaved carbon/epoxy laminates with improved Mode I interlaminar fracture toughness. Composites Science and Technology, 157, 30–39.
Canel, T., Bağlan, İ, & Sinmazcelik, T. (2019). Mathematical modelling of laser ablation of random oriented short glass fiber reinforced polyphenylene sulphide (PPS) polymer composite. Optics and Laser Technology, 115, 481–486.
Khan, S. M., Gull, N., Munawar, M. A., Zia, S., Anjum, F., Iqbal, M. S., Shafiq, M., Islam, A., Awais, S. M., Butt, M. A., Butt, M. T. Z., & Jamil, T. (2016). Polyphenylene sulphide/carbon fiber composites: Study on their thermal, mechanical and microscopic properties. Iranian Polymer Journal (English Edition), 25(6), 475–485.
Jaafar, J., Siregar, J. P., Mohd Salleh, S., Mohd Hamdan, M. H., Cionita, T., & Rihayat, T. (2019). Important considerations in manufacturing of natural fiber composites: A review. International Journal of Precision Engineering and Manufacturing-Green Technology, 6, 647–664.
Strong, A. B. (2008). Fundamentals of composites manufacturing: Materials, methods and applications. Society of Manufacturing Engineers.
Sivakumar, N., Thangarasu, V., Soundararajan, R., & Jayaseelan, V. (2022). Mechanical and machining behavior of betel nut fiber/leather/chitin-toughened epoxy hybrid composite. Biomass Conversion and Biorefinery, 13, 4365–4372.
Binali, R., Kuntoğlu, M., Pimenov, D. Y., Usca, Ü. A., Gupta, M. K., & Korkmaz, M. E. (2022). Advance monitoring of hole machining operations via intelligent measurement systems: A critical review and future trends. Measurement, 2022, 111757.
Dandekar, C. R., & Shin, Y. C. (2012). Modeling of machining of composite materials: A review. International Journal of Machine Tools and Manufacture, 57, 102–121.
Sivakumar, K., Sai Prasanna Kumar, J., Loganathan, K., Mugendiran, V., Maridurai, T., & Suresh, K. (2022). Machining characteristics of silane-treated wheat husk biosilica in deionized water dielectric on EDM drilling of Ti-6Al-4 V alloy. Biomass Conversion and Biorefinery, 2022, 1–8.
Demir, H., Ulas, H., & Binali, R. (2018). Investigation of the effects on surface roughness and tool wear in the toolox 44 material. Applied Science and Technology, 13(1), 19–28.
Qinglong, A., Jie, C., Weiwei, M., & Ming, C. (2021). Machining of SiC ceramic matrix composites: A review. Chinese Journal of Aeronautics, 34(4), 540–567.
Ferreira Batista, M., Basso, I., de Assis Toti, F., Roger Rodrigues, A., & Ricardo Tarpani, J. (2020). Cryogenic drilling of carbon fibre reinforced thermoplastic and thermoset polymers. Composite Structures, 251, 112625.
Korkmaz, M. E., & Günay, M. (2018). Finite element modelling of cutting forces and power consumption in turning of AISI 420 martensitic stainless steel. Arabian Journal for Science and Engineering, 43, 4863–4870.
Sen, B., Mia, M., Krolczyk, G. M., Mandal, U. K., & Mondal, S. P. (2021). Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: A review on the perception of sustainable manufacturing. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 249–280.
Sreejith, P., & Ngoi, B. (2000). Dry machining: Machining of the future. Journal of Materials Processing Technology, 101(1–3), 287–291.
Goindi, G. S., & Sarkar, P. (2017). Dry machining: A step towards sustainable machining—Challenges and future directions. Journal of Cleaner Production, 165, 1557–1571.
Sivalingam, V., Zhou, Q., Selvam, B., Sun, J., Pandiyan, K., Gupta, M. K., & Korkmaz, M. E. (2023). A mathematical approach of evaluating sustainability indicators in milling of aluminium hybrid composite by different eco-friendly cooling strategies. Sustainable Materials and Technologies, 36, e00605.
Binali, R., Demirpolat, H., Kuntoğlu, M., & Sağlam, H. (2023). Machinability investigations based on tool wear, surface roughness, cutting temperature, chip morphology and material removal rate during dry and MQL-assisted milling of Nimax mold steel. Lubricants, 11(3), 101.
Kaynak, Y., Lu, T., & Jawahir, I. (2014). Cryogenic machining-induced surface integrity: A review and comparison with dry MQL, and flood-cooled machining. Machining Science and Technology, 18(2), 149–198.
Gupta, M. K., Niesłony, P., Korkmaz, M. E., Kuntoğlu, M., Królczyk, G. M., Günay, M., & Sarikaya, M. (2023). Comparison of tool wear, surface morphology, specific cutting energy and cutting temperature in machining of titanium alloys under hybrid and green cooling strategies. International Journal of Precision Engineering and Manufacturing-Green Technology., 20, 1–4.
Pereira, O., Rodríguez, A., Calleja-Ochoa, A., Celaya, A., de Lacalle, L. L., Fernández-Valdivielso, A., & González, H. (2022). Simulation of cryo-cooling to improve super alloys cutting tools. International Journal of Precision Engineering and Manufacturing-Green Technology, 2022, 1–10.
Gajrani, K. K., Suvin, P., Kailas, S. V., & Sankar, M. R. (2019). Hard machining performance of indigenously developed green cutting fluid using flood cooling and minimum quantity cutting fluid. Journal of Cleaner Production, 206, 108–123.
An, Q., Cai, C., Zou, F., Liang, X., & Chen, M. (2020). Tool wear and machined surface characteristics in side milling Ti6Al4V under dry and supercritical CO2 with MQL conditions. Tribology International, 151, 106511.
Behera, B. C., Ghosh, S., & Rao, P. V. (2018). Modeling of cutting force in MQL machining environment considering chip tool contact friction. Tribology International, 117, 283–295.
Sun, H., Zou, B., Chen, P., Huang, C., Guo, G., Liu, J., Li, L., & Shi, Z. (2022). Effect of MQL condition on cutting performance of high-speed machining of GH4099 with ceramic end mills. Tribology International, 167, 107401.
Ross, N. S., Ananth, M. B. J., Jafferson, J., Rajeshkumar, L., & Kumar, M. S. (2022). Performance assessment of vegetable oil-based MQL in milling of additively manufactured AlSi10Mg for sustainable production. Biomass Conversion and Biorefinery, 2022, 1–18.
Bibin, C., Devarajan, Y., Bharadwaj, A., & Patil, P. Y. (2022). Detailed analysis on nonedible waste feedstock as a renewable cutting fluid for a sustainable machining process. Biomass Conversion and Biorefinery, 2022, 1–9.
Pal, A., Chatha, S. S., & Sidhu, H. S. (2020). Experimental investigation on the performance of MQL drilling of AISI 321 stainless steel using nano-graphene enhanced vegetable-oil-based cutting fluid. Tribology International, 151, 106508.
Chinchanikar, S., Kore, S., & Hujare, P. (2021). A review on nanofluids in minimum quantity lubrication machining. Journal of Manufacturing Processes, 68, 56–70.
Şirin, Ş, & Kıvak, T. (2021). Effects of hybrid nanofluids on machining performance in MQL-milling of Inconel X-750 superalloy. Journal of Manufacturing Processes, 70, 163–176.
Wang, X., Song, Y., Li, C., Zhang, Y., Ali, H. M., Sharma, S., Li, R., Yang, M., Gao, T., & Liu, M. (2023). Nanofluids application in machining: A comprehensive review. The International Journal of Advanced Manufacturing Technology, 2023, 1–52.
Sun, S., Sun, S., Cao, X., & Sun, R. (2016). The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresource Technology, 199, 49–58.
Trache, D., Hussin, M. H., Haafiz, M. M., & Thakur, V. K. (2017). Recent progress in cellulose nanocrystals: Sources and production. Nanoscale, 9(5), 1763–1786.
Grishkewich, N., Mohammed, N., Tang, J., & Tam, K. C. (2017). Recent advances in the application of cellulose nanocrystals. Current Opinion in Colloid and Interface Science, 29, 32–45.
Wu, Z., Xu, J., Gong, J., Li, J., & Mo, L. (2018). Preparation, characterization and acetylation of cellulose nanocrystal allomorphs. Cellulose, 25(9), 4905–4918.
Moud, A. A., Arjmand, M., Liu, J., Yang, Y., Sanati-Nezhad, A., & Hejazi, S. H. (2019). Cellulose nanocrystal structure in the presence of salts. Cellulose, 26(18), 9387–9401.
Xie, H., Du, H., Yang, X. & Si, C. (2018). Recent strategies in preparation of cellulose nanocrystals and cellulose nanofibrils derived from raw cellulose materials. International Journal of Polymer Science, 2018(5), 1–25.
Sharma, A. K., Tiwari, A. K., & Dixit, A. R. (2015). Progress of nanofluid application in machining: A review. Materials and Manufacturing Processes, 30(7), 813–828.
Karmiris-Obratański, P., Karkalos, N. E., Kudelski, R., & Markopoulos, A. P. (2022). Experimental study on the effect of the cooling method on surface topography and workpiece integrity during trochoidal end milling of Incoloy 800. Tribology International, 176, 107899.
Parida, A. K., & Maity, K. (2019). Modeling of machining parameters affecting flank wear and surface roughness in hot turning of Monel-400 using response surface methodology (RSM). Measurement, 137, 375–381.
Lei, Z., Zhu, Q., Zhou, Y., Sun, B., Sun, W., & Pan, X. (2021). A GAPSO-enhanced extreme learning machine method for tool wear estimation in milling processes based on vibration signals. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 745–759.
Lv, T., Huang, S., Hu, X., Ma, Y., & Xu, X. (2018). Tribological and machining characteristics of a minimum quantity lubrication (MQL) technology using GO/SiO2 hybrid nanoparticle water-based lubricants as cutting fluids. The International Journal of Advanced Manufacturing Technology, 96(5), 2931–2942.
Li, B., Tian, X., & Zhang, M. (2022). Modeling and multi-objective optimization method of machine tool energy consumption considering tool wear. International Journal of Precision Engineering and Manufacturing-Green Technology, 2022, 1–15.
Yanming, Q., & Zehua, Z. (2000). Tool wear and its mechanism for cutting SiC particle-reinforced aluminium matrix composites. Journal of Materials Processing Technology, 100(1–3), 194–199.
Nicholls, C. J., Boswell, B., Davies, I. J., & Islam, M. N. (2017). Review of machining metal matrix composites. The International Journal of Advanced Manufacturing Technology, 90(9), 2429–2441.
Apmann, K., Fulmer, R., Soto, A., & Vafaei, S. (2021). Thermal conductivity and viscosity: Review and optimization of effects of nanoparticles. Materials, 14(5), 1291.
Lee, J. K., Koo, J., Hong, H., & Kang, Y. T. (2010). The effects of nanoparticles on absorption heat and mass transfer performance in NH3/H2O binary nanofluids. International Journal of Refrigeration, 33(2), 269–275.
Vasu, V., & Kumar, K. M. (2011). Analysis of nanofluids as cutting fluid in grinding EN-31 steel. Nano-Micro Letters, 3(4), 209–214.
Zhang, M., Wang, X., Fu, X., & Xia, Y. (2009). Performance and anti-wear mechanism of CaCO3 nanoparticles as a green additive in poly-alpha-olefin. Tribology International, 42(7), 1029–1039.
Yan, J., Asami, T., Harada, H., & Kuriyagawa, T. (2009). Fundamental investigation of subsurface damage in single crystalline silicon caused by diamond machining. Precision Engineering, 33(4), 378–386.
Sugihara, T., Kobayashi, R., & Enomoto, T. (2021). Direct observations of tribological behavior in cutting with textured cutting tools. International Journal of Machine Tools and Manufacture, 168, 103726.
Dhar, N., Kamruzzaman, M., & Ahmed, M. (2006). Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. Journal of Materials Processing Technology, 172(2), 299–304.
Grzesik, W. (2016). Prediction of the functional performance of machined components based on surface topography: State of the art. Journal of Materials Engineering and Performance, 25(10), 4460–4468.
Petropoulos, G. P., Pandazaras, C. N., & Davim, J. P. (2010). Surface texture characterization and evaluation related to machining. Surface integrity in machining (pp. 37–66). Springer.
Arulkirubakaran, D., Senthilkumar, V., Chilamwar, V. L., & Senthil, P. (2019). Performance of surface textured tools during machining of Al-Cu/TiB2 composite. Measurement, 137, 636–646.
Yıldırım, Ç. V. (2020). Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribology International, 144, 106127.
Sterle, L., Krajnik, P., & Pušavec, F. (2021). The effects of liquid-CO2 cooling, MQL and cutting parameters on drilling performance. CIRP Annals, 70(1), 79–82.
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
SS, UAU, YST, AY: experimentation, analysis, conceptualization, formatting. MK, MKG: writing and editing.
Corresponding author
Ethics declarations
Conflict of Interest
Not applicable.
Ethical Approval
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Şap, S., Usca, Ü.A., Tarih, Y.S. et al. Novel Use of Cellulose Based Biodegradable Nano Crystals in the Machining of PPS Composites: An Approach Towards Green Machining. Int. J. of Precis. Eng. and Manuf.-Green Tech. 11, 1–19 (2024). https://doi.org/10.1007/s40684-023-00529-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-023-00529-0