
Abstract
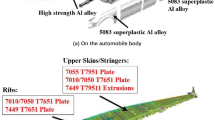
The hot extrusion forming process is widely used to process aluminum-alloy components in both the automobile and aircraft manufacturing industries. Since it involves pushing the material through the die at increased temperature, it is very energy-intensive despite requiring less blank material allowance. During hot extrusion forming, the multi-stage dynamic conversion of electricity, mechanical energy, and hydraulic energy to heat results in high energy dissipation. In order to improve the power and energy conversion efficiency of hot extrusion forming process, it is necessary to identify the energy dissipation characteristics. The transfer and conversion paths of the electrical, mechanical, and hydraulic energy from the motor to the hydraulic cylinder were firstly depicted based on the motion cycle of the extruder. A bond graph-based energy dissipation model was then proposed for dynamically identifying the energy-saving potentials. The energy dissipation model integrated the power bond graph sub-model of energy conversion elements such as motor, pump, hydraulic valve group, and hydraulic cylinder. These power bond graph sub-models were separately developed to find the energy dissipation state equations of energy conversion elements. An experiment was carried out using data obtained from the energy management system to validate the bond graph-based energy dissipation model. The results have shown that the power and energy conversion efficiency of hot extrusion forming is primarily controlled by the parameters such as extrusion velocity and extrusion force. Both the higher extrusion velocity and lower extrusion force will reduce the power and energy conversion efficiency. An optimal combination of extrusion velocity and pressure can achieve the lowest energy consumption per unit product.
















Similar content being viewed by others

Abbreviations
- Rω :
-
The resistive effect caused by the motor rotational velocity
- Rfan:
-
The resistive effect caused by motor shaft friction resistance
- Ck :
-
The capacitive effect caused by motor output shaft compliance
- Ix :
-
The inductive effect of motor rotational inertia
- Tω :
-
The motor input torque
- Tf :
-
The torque of overcoming resistance
- T0 :
-
The motor output torque
- Tx :
-
The torque of overcoming the motor rotor inertia moment
- ∆ωk :
-
The torsional deviation
- ωx :
-
The rotational velocity of the motor when it overcomes wind resistance
- ω0 :
-
The motor output speed
- Sω :
-
Effort source, and it equal to excitation velocity of the motor
- Se0 :
-
Effort source, and is equal to the motor output speed
- Rfp:
-
The resistive effect caused by friction of pump
- Rlp:
-
The resistive effect caused by internal leakage resistance of the pump
- Ry :
-
The resistive effect caused by liquid resistance of pipeline
- Cp :
-
The capacitive effect caused by liquid volume in pump oil supply line
- Iy :
-
The inductive effect caused by the rotational inertia of the pump
- Ty :
-
The torque to overcome the moment of inertia of rotating part of the pump
- Tfp :
-
The torque to overcome the friction of the pump
- Q1 :
-
The flow for overcoming internal resistance of the pump
- Qp :
-
The input flow of the pump
- Qy :
-
The flow to overcome the liquid resistance of the pipeline
- ∆Qp :
-
The flow rate to overcome the liquid capacity of the pipeline
- Sfp:
-
Flow source, and is equal to the pump output flow
- Sfacin:
-
Flow source, and is equal to the auxiliary cylinder input flow
- Rcv1:
-
The resistive effect caused by internal fluid friction of the two way cartridge valve
- Rcv2:
-
The resistive effect caused by internal fluid friction of the two way cartridge valve
- Rkcv:
-
The resistive effect caused by liquid resistance of damping hole
- Rfcv:
-
The resistive effect caused by liquid resistance of valve port
- Ctcv:
-
The capacitive effect is caused by two-way cartridge valve spring compliance
- Ifcv:
-
The inductive effect caused by inertia force of two-way cartridge valve core
- Seincv:
-
Effort source and it equal to the two-way cartridge valve input speed
- Seoutcv:
-
Effort source, and it equal to the two-way cartridge valve output speed
- Rfv :
-
The resistive effect caused by valve port liquid resistance
- Rkv :
-
The resistive effect caused by liquid resistance of pressure relief valve damping hole
- Ctv :
-
The capacitive effect which is caused by pressure relief valve spring compliance
- Ifv :
-
The inductive effect caused by inertia force of pressure relief valve core
- Sev :
-
Effort source, and is equal to the spring speed
- Sfv :
-
Flow source, and is equal to the pressure relief valve input flow
- Sf5 :
-
Flow source, and is equal to the pressure relief valve output flow
- Rfmc :
-
The resistive effect caused by friction of the main cylinder rod
- Rmc:
-
The resistive effect caused by fluid friction of the main cylinder
- Imc:
-
The inductive effect of main cylinder inertia
- Sfmc1:
-
Flow source, and is equal to the main cylinder input flow
- Sfmc2:
-
Flow source, and is equal to the main cylinder input flow
- Rfac1:
-
The resistive effect caused by liquid resistance of the auxiliary cylinder
- Rfac2:
-
The resistive effect caused by liquid resistance of the auxiliary cylinder
- Imac1:
-
The inductive effect of auxiliary cylinder drive inertia
- Imac2:
-
The inductive effect of auxiliary cylinder drive inertia
- Cin:
-
The capacitive effect caused by auxiliary cylinder volume
- Sfacout:
-
Flow source, and is equal to the auxiliary cylinder output flow
References
Deconto, R. M., Pollard, D., Alley, R. B., Velicogna, I., & Dutton, A. (2021). The Paris climate agreement and future sea-level rise from antarctica. Nature, 593(7857), 83–89. https://doi.org/10.1038/S41586-021-03427-0
Nguyen, X. P., Hoang, A. T., Ölçer, A. I., & Huynh, T. T. (2021). Record decline in global co2 emissions prompted by covid-19 pandemic and its implications on future climate change policies. Energy Sources Part A Recovery Utilization and Environmental Effects. https://doi.org/10.1080/15567036.2021.1879969
Hoang, A. T., Nižetić, S., Ölçer, A. I., Ong, H. C., Chen, W. H., Chong, C. T., Thomas, S., Bandh, S. A., & Nguyen, X. P. (2021). Impacts of COVID-19 pandemic on the global energy system and the shift progress to renewable energy: Opportunities, challenges, and policy implications. Energy Policy, 154, 112322. https://doi.org/10.1016/J.ENPOL.2021.112322
IEA (2019). World Energy Outlook 2019. IEA, Paris. https://www.iea.org/reports/world-energy-outlook-2019
Papetti, A., Menghi, R., Domizio, G. D., Germani, M., & Marconi, M. (2019). Resources value mapping: A method to assess the resource efficiency of manufacturing systems. Applied Energy, 249, 326–342. https://doi.org/10.1016/j.apenergy.2019.04.158
Cullen, J. M., & Allwood, J.M. (2013). Mapping the global flow of aluminum: from liquid aluminum to end-use goods. Environmental Science & Technology, 47(7), 3057–3064. https://pubs.acs.org/doi/https://doi.org/10.1021/es304256s
Awasthi, A., Saxena, K. K., & Arun, V. (2021). Sustainable and smart metal forming manufacturing process. Materials Today: Proceedings, 44, 2069–2079. https://doi.org/10.1016/j.matpr.2020.12.177
Xu, Z., Liu, Y., Hua, L., Zhao, X., & Guo, W. (2019). Energy analysis and optimization of main hydraulic system in 10,000 kN fine blanking press with simulation and experimental methods. Energy Conversion and Management, 181, 143–158. https://doi.org/10.1016/j.enconman.2018.12.012
Jia, S., Yuan, Q., Cai, W., Li, M., & Li, Z. (2018). Energy modeling method of machine-operator system for sustainable machining. Energy Conversion and Management, 172, 265–276. https://doi.org/10.1016/j.enconman.2018.07.030
Jamil, M., Zhao, W., He, N., Gupta, M. K., & Pimenov, D. Y. (2021). Sustainable milling of Ti–6Al–4V: A trade-off between energy efficiency, carbon emissions and machining characteristics under MQL and cryogenic environment. Journal of Cleaner Production, 281, 125374. https://doi.org/10.1016/j.jclepro.2020.125374
Kara, S., & Li, W. (2011). Unit process energy consumption models for material removal processes. CIRP Annals- Manufacturing Technology, 60(1), 37–40. https://doi.org/10.1016/j.cirp.2011.03.018
Heinzel, C., & Kolkwitz, B. (2019). The impact of fluid supply on energy efficiency and process performance in grinding. CIRP Annals-Manufacturing Technology, 68, 337–340. https://doi.org/10.1016/j.cirp.2019.03.023
Hacksteiner, M., Peherstorfer, H., & Bleicher, F. (2018). Energy efficiency of state-of-the-art grinding processes. Procedia Manufacturing, 21, 717–724. https://doi.org/10.1016/j.promfg.2018.02.176
Li, H. C., Yang, D., Cao, H. J., Ge, W. W., Chen, E. H., Wen, X. H., & Li, C. B. (2021). Data-driven hybrid petri-net based energy consumption behaviour modelling for digital twin of energy-efficient manufacturing system. Energy, 239(2–9), 122178. https://doi.org/10.1016/j.energy.2021.122178
Lee, C. M., Choi, Y. H., Ha, J. H., & Woo, W. S. (2017). Eco-friendly technology for recycling of cutting fluids and metal chips: A review. International Journal of Precision Engineering and Manufacturing-Green Technology, 4(4), 457–468. https://doi.org/10.1007/s40684-017-0051-9
Huang, H., Zou, X., Li, L., Li, X., & Liu, Z. (2019). Energy-saving design method for hydraulic press drive system with multi motor-pumps. International Journal of Precision Engineering and Manufacturing-Green Technology., 6(2), 223–234. https://doi.org/10.1007/s40684-019-00085-6
Cooper, D. R., Rossie, K. E., & Gutowski, T. G. (2017). The energy requirements and environmental impacts of sheet metal forming: An analysis of five forming processes. Journal of Materials Processing, 244, 116–135. https://doi.org/10.1016/j.jmatprotec.2017.01.010
Park, H. S., Nguyen, T. T., & Dang, X. P. (2016). Energy-Efficient optimization of forging process considering the manufacturing history. International Journal of Precision Engineering and Manufacturing-Green Technology, 3, 47–154. https://doi.org/10.1007/s40684-016-0018-2
Ingarao, G., Ambrogio, G., Gagliardi, F., & Lorenzo, R. D. (2012). A sustainability point of view on sheet metal forming operations: material wasting and energy consumption in incremental forming and stamping processes. Journal of Cleaner Production, 29–30, 255–268. https://doi.org/10.1016/j.jclepro.2012.01.012
Zein, H., Sherbiny, M. E., Abd-Rabou, M., & Shazly, M. E. (2014). Thinning and spring back prediction of sheet metal in the deep drawing process. Materials & Design, 53, 797–808. https://doi.org/10.1016/j.matdes.2013.07.078
Paralikas, J., & Salonitis, K. (2013). Energy efficiency of cold roll forming process. International Journal of Advanced Manufacturing Technology, 66(12), 1271–1284. https://doi.org/10.1007/s001170-012-4405-8
Liu, W., Peng, T., Tang, R., Umeda, Y., & Hu, L. (2020). An internet of things-enabled model-based approach to improving the energy efficiency of aluminum die casting processes. Energy, 202, 117716. https://doi.org/10.1016/j.energy.2020.117716
Ingarao, G., Priarone, P. C., Gagliardi, F., Lorenzo, R. D., & Settineri, L. (2015). Subtractive versus mass conserving metal shaping technologies: An environmental impact comparison. Journal of Cleaner Production, 87, 862–873. https://doi.org/10.1016/j.jclepro.2014.10.018
Xiao, C. P. (2005). On energy saving way for aluminum processing plant. Aluminium Fabrication (in chinese), 6, 39–41. https://doi.org/10.3969/j.issn.1005-4898.2005.06.013
Ingarao, G., Priarone, P. C., Gagliardi, F., Lorenzo, D. R., & Settineri, L. (2014). Environmental comparison between a hot extrusion process and conventional machining processes through a life cycle assessment approach. Key Engineering Materials, 622–623, 103–110. https://doi.org/10.4028/www.scientific.net/KEM.622-623.103
Buis, J.J., Sutherland, J.W., & Zhao, F. (2013). Unit Process Life Cycle Inventory Models of Hot Forming Processes. ASME 2013 International Manufacturing Science and Engineering Conference collocated with the 41st North American Manufacturing Research Conference. Madison, Wisconsin, USA. June 10–14. https://doi.org/10.1115/MSEC2013-1054
Ingarao, G., Priarone, P. C., Lorenzo, R. D., & Settineri, L. (2016). A methodology for evaluating the influence of batch size and part geometry on the environmental performance of machining and forming processes. Journal of Cleaner Production, 135(1), 1611–1622. https://doi.org/10.1016/j.jclepro.2015.11.041
Jeong, M. S., Lee, S. Y., Lee, I. K., Lee, S. K., Kim, D. H., Cho, Y. J., & Ko, D. C. (2014). Green alternative aluminum extrusion process through process convergence. International Journal of Precision Engineering and Manufacturing, 15(6), 1173–1177. https://doi.org/10.1007/s12541-014-0453-3
Al-Smadi, A., As’Ad, S., & Massarweh, W. (2007). Identification and analysis of the power consumption for aluminum extrusion Process. Mediterranean Conference on Control & Automation, 2007, 1–6. https://doi.org/10.1109/MED.2007.4433768
Saboori, M., Jooybari, M. B., Azad, M. N., & Gorji, A. (2006). Experimental and numerical study of energy consumption in forward and backward rod extrusion. Journal of Materials Processing, 177(1–3), 612–616. https://doi.org/10.1016/j.jmatprotec.2006.04.031
Jo, H. H., Cho, H., Lee, K. W., & Kim, Y. J. (2002). Extrudability improvement and energy consumption estimation in Al extrusion process of a 7003 alloy. Journal of Materials Processing, 130–131, 407–410. https://doi.org/10.1016/S0924-0136(02)00723-9
Xie, J.X., & Liu, J. A. (2012). Theory and Technology of Metal Extrusion. 2nd ed. Beijing: Metallurgical Industry Press. (in Chinese)
Jouilel, N., Radouani, M., & Fahime, B. (2021). Wind turbine’s gearbox aided design approach using bond graph methodology and Monte Carlo simulation. International Journal of Precision Engineering and Manufacturing-Green Technology, 8, 89–101. https://doi.org/10.1007/s40684-019-00170-w
Sagawa, J. K., & Mušič, G. (2019). Towards the use of bond graphs for manufacturing control: Design of controllers. International Journal of Production Economics, 214(8), 53–72. https://doi.org/10.1016/j.ijpe.2019.03.017
Mezghani, D., Othmani, H., & Mami, A. (2019). Bond graph modeling and robust control of a photovoltaic generator that powered an induction motor pump via SEPIC converter. International Transactions on Electrical Energy Systems, 29, e2746. https://doi.org/10.1002/etep.2746
Kurniawan, A., Pedersen, E., & Moan, T. (2012). Bond graph modelling of a wave energy conversion system with hydraulic power take-off. Renewable Energy, 38(1), 234–244. https://doi.org/10.1016/j.renene.2011.07.027
Liu, W., Li, L., Cai, W., & Sutherland, J. W. (2020). Dynamic characteristics and energy consumption modelling of machine tools based on bond graph theory. Energy, 212, 118767. https://doi.org/10.1016/j.energy.2020.118767
Chen, W. H., Wu, P. H., Wang, X. D., & Lin, Y. L. (2016). Power output and efficiency of a thermoelectric generator under temperature control. Energy Conversion and Management, 127, 404–415.
Mao, J. S., Sun, Y. H., & Liu, B. C. (2013). Research on one-shot process of hot extrusion forming technology for aluminum alloy drill pipe. Applied Mechanics and Materials, 415, 623–626. https://doi.org/10.4028/www.scientific.net/AMM.415.623
Nosrati, A. S., Abrinia, K., & Parvizi, A. (2020). An applied analytical method for the forward extrusion of metals. Journal of Materials Engineering and Performance, 29, 1296–1310. https://doi.org/10.1007/s11665-020-04659-3
Li, H. C., Ma, G. X., Luo, R., & Luo, Z. Y. (2019). Optimization of forming specific energy of metal hot extrusion based on DOE and data analysis. China Mechanical Engineering, 30(15), 1849–1855. https://doi.org/10.3969/j.issn.1004-132X.2019.15.011
Acknowledgements
This work was supported by the National Natural Science Foundation of China (NSFC) (NO.51805066), Natural Science Foundation of Chongqing (NO. cstc2018jcyjAX0579), and Post-Doctoral Foundation of Chongqing Human Resources and Social Security Bureau.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, H., Wu, Y., Cao, H. et al. Energy Dissipation Characteristics Modelling for Hot Extrusion Forming of Aluminum-Alloy Components. Int. J. of Precis. Eng. and Manuf.-Green Tech. 9, 1439–1461 (2022). https://doi.org/10.1007/s40684-021-00410-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-021-00410-y