
Abstract
Multi material additive manufacturing (MM-AM) is an attractive approach to combine the geometric flexibility in particular of powder bed based AM processes with functional integration. A major limitation of multi-material laser powder bed fusion (MM-LPBF) approaches is the risk of powder contamination. In the present study, the implementation of a concept for manufacturing of multi material parts is demonstrated. A new type of device is contructed, and the new process is tested fundamentally and gradually by experimental means. Aspects investigated include machine and process feasibility, bonding issues, and dilution. Microstructural analysis reveals the successful build of multimaterial basic geometries out of steel powder (316L stainless steel) and both nickel-based alloy and copper foil. This provides a new process whose further research offers high potential for numerous multi-material applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
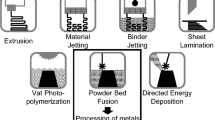
Additive manufacturing (AM) emerges as a disruptive manufacturing technology for metallic parts in various fields of industry. The inherent advantages of additive manufacturing technologies lie in the ability to manufacture near net shaped complex structures for applications in aerospace and medical industry. In particular, powder bed additive manufacturing processes, e.g. laser powder bed fusion (LPBF), gained enormous attention because of almost unlimited freedom of design including the integration of hollow structures. However, the current process of LPBF is designed to process monolithic metallic or composite powder materials and therefore only allows geometrical and design adaptations to fulfil special mechanical or physical requirements for the parts’ final application. Local tailoring of mechanical—by manipulation of microstructure evolution as done by [1, 2] on Ti6Al4V—or physical properties by selective evaporation of alloying elements of LPBF-fabricated parts in a study of [2, 3] has been demonstrated by tuning the process condition during the LPBF process. However, this is limited to very specific alloy systems and only allows altering few materials’ properties. The approach of multi-material additive manufacturing (MM-AM) appears to be a promising path to overcome these limitations and principally allows combining geometrical design freedom of the LPBF process with a maximum degree of customized functionality. Using multiple individual alloy systems allows an effective way to alter a broad spectrum of physical and mechanical properties.
Current MM-AM approaches are reported for blown-powder additive manufacturing techniques, such as directed energy deposition (DED). In various studies with different alloy systems [4,5,6] researchers demonstrated that DED enables sharp or gradual material transitions through rapid change of the processed powder material composition. Additionally, composite materials can be manufactured by in-situ feed of ceramic particles with additional feeding systems.
Various different concepts for MM-LPBF are published. The authors in [7] use multiple powder reservoirs. Processing with consecutive selective removal and refilling of powder material is widespreadly used and reported by [8] who published the general concept, applied by [9] for 3D-multi-material-parts out of copper-chrome-zirconia and tool steel. In [10] this concept is used for manufacturing of mechatronic parts and [11] proves by combining of 316L stainless steel, nickel-based superalloy Alloy718 and the bronze material Cu10Sn the feasibility to combine a wide range of different metallic materials. Selective powder application solutions like the one of Aerosint SA demonstrate an easy integrateble solution for manufacturing of MM parts via LPBF. However, the major drawback for all existing multi-material approaches for power bed-based processes is the risk of cross-contamination of the used powder materials. Additionally, no suitable recycling route for effective separation of the different powder species is currently available and therefore a widespread economical application of MM-LPBF processes is prevented.
In this work we demonstrate a novel MM-LPBF concept, named Laser Fusion of Powder and Foil (LFPF), which is capable of manufacturing multi-material parts without the risk of cross-contamination of powder material. An automatized foil module is successfully integrated in a commercial LPBF machine. LFPF is inspired by the laser foil printing (LFP) process elaborated by [12,13,14] and is based on the principles declared in a patent submitted by ALSTOM Technology GmbH in USA and Europe by [15] and [16] respectively, introducing metal foils as secondary material during processing primary metal powder via LPBF.
Experimentals
LFPF Process Design
The LFPF process design is equally derived from the concept of the LPBF and LFP and can be characterized by a combination of both processes (Fig. 1). First, the standard LPBF procedure of powder deposition via rake process and exposure with laser radiation using galvanometer scanner systems is performed. Before lowering of the build platform a metal foil is positioned on top of the powder bed. After mechanical fixation of the metal foil the standard LFP procedure is applied, where spot-wise and pattern-wise laser radiation exposure is performed followed by contour cutting and removal of excessive foil material. With the subsequent lowering of the build platform the process cycle is closed.

Schematic process design of the LFPF process
By using different powder and metal foil materials, the presented process design allows the application of multi-material AM without cross contamination of the powder material used.
Experimental Setup
The LFPF process can be subdivided into multiple single process steps individually requiring unique process conditions and thus process parameters (e.g. exposure of powder material and exposure of metal foil). Therefore, fundamental process parameter studies are performed for the process steps depicted in Fig. 2. Each process step is necessary due to the following reasons: Immediate pattern exposure leads to thermal warping of the foil material. Thus, a preceding fixation with single weld spots (spot exposure) is applied. Standard laser cutting conditions, such as an open-space machine bed cannot be met using the LFPF-process, since the metal foil must be positioned onto previous deposited layers, respectively a powder bed. Therefore, a successful cutting process requires a distance between part geometry and contour (referred to as contour distance). Due to the high laser energy density required to perform the contour cutting, a rough and bulging edge is created. This cutting burr is partly eliminated with a laser treatment, based on laser polishing concepts. Ultimately, complete surface remelting is realized with a pattern exposure, i.e. either a continuous or discontinuous exposure.

Sequence of the single process steps investigated in this study
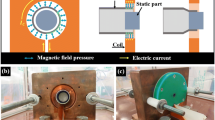
Initial process parameter studies were performed on a 5-axis machine (Kugler GmbH) with a customized mounting device for manual foil positioning and powder recoating (Fig. 3). The optical system of the machine consists of a galvanometer scanning system (SCANLAB GmbH). The laser beam source used was a single mode 1 kW Ytterbium fiber laser system (IPG Laser GmbH), emitting laser radiation with a wavelength of 1070 nm and creating a spherical laser spot with a diameter of approx. 80 µm in the focal plane. The inert gas (Argon) was fed via a cross jet nozzle with a gas stream of approx. 15 l/min creating a local shielding gas atmosphere.

Schematic depiction of the experimental setup (A), photograph of the customized mounting device (B)
The process parameters development was performed iteratively and optimized within the study towards following criteria:
-
Spot exposure: Successful attachment of the metal foil to the underlying layer without distortion of the foil material
-
Contour cutting: Successful separation of excess foil material attached to the fixated material by the spot exposure process step
-
Cutting burr elimination: Minimizing the cutting burr height
-
Pattern exposure: Full metallurgical bonding to the underlying layer
Based on first results, an automated module was constructed, built and implemented. The schematic build is shown in Fig. 4.

Schematic depiction of the automated mounting device
Key elements are the rotational axes for foil manipulation and the belt tensioner for levelling which both required integration of the stepping motors in the operating software.
Further studies were performed with the foil module mounted on a commercial ACONITY MIDI® (Aconity3D GmbH, Herzogenrath, Germany) system in combination with a 1 kW YLR-1000-WClaser system (IPG Laser GmbH, Burbach, Germany) emitting laser radiation with a wavelength of 1070 nm. The laser beam is shaped and guided using a dynamic focusing unit varioSCAN40 and a galvanometer scanner intelliSCAN30 (both Scanlab GmbH, Puchheim, Germany) resulting in a Gaussian beam profile of approx. 80 μm in the focal plane. The laser is operated in either pulsed or cw mode dependent on the respective process step (ref. “LFPF: Stepwise process development” section). The manufacturing process is performed in an argon atmosphere with an overpressure of 80 mbar compared to the ambient atmosphere to limit the residual oxygen content to 100 ppm inside the process chamber. The final build is depicted in Fig. 4. both as a separate unit (Fig. 5A) and integrated in the Laser Powder Bed Fusion machine during a running process.

Photograph of the automated module (A), automated module mounted into the LPBF machine (B)
Materials
For experiments with the manual setup, argon gas atomized AISI 316L stainless steel powder material (Carpenter Technology Corp., Philadelphia, USA) with a particle size distribution ranging from 15—45 µm was used in this study. The Inconel® 625 (IN®625) foil material with a thickness of 50 ± 7.5 µm was delivered by Goodfellow Cambridge Ltd. and cut manually into the required shape (200 mm × 280 mm) to be fitted into the mounting device (Fig. 3). In trials with the automated setup, Inconel®718 (IN®718) powder (1–20 µm, AP&C), high purity nickel foil Ni-99.2-foil (50 µm, Auerhammer Metallwerk GmbH) and 316L foil (50 µm, Auerhammer Metallwerk GmbH) were also used. High purity copperfoil (50 µm, Auerhammer Metallwerk GmbH) was used in both series of tests as well as 316L substrate plates.
Analysis Procedure
Samples were cut parallel to the build direction and embedded in conductive resin followed by subsequent grinding with SiC paper and polishing (1 μm colloidal diamond suspension) procedure. Visualization of the microstructure is achieved via treatment with etchant (60 parts HCl, 40 parts HNO3, 40 parts CH3COOH). Microstructural analysis was performed with light optical microscopy (Olympus BX53M) and scanning electron microscopy Leo 1450EP (Carl Zeiss Microscopy GmbH, Oberkochen, Germany) in SE mode. The scanning electron micrographs were taken using a Zeiss Leo 1530 "Gemini" in backscattered electron contrast mode. The energy dispersive X-ray spectroscopy (EDS) maps and EDS line scans were acquired using an Oxford Instruments ULTIM MAX 100 detector and AZteck software package.
Results and Discussion
LFPF: Stepwise Process Development
Spot exposure
Spot exposure experiments were performed in an orthogonal grid with iterative process parameter variations displayed in Table 1. Foil material without defects, e.g. kinks or dents, is required for successful fixation of the metal foil on the substrate material. Initial distortion of the foil material before spot exposure procedure results in increased final distortion in the material, due to additional thermal distortion induced by spot exposure procedure.
Variations of the grid spacing, i.e. the distance between weld spots, showed that initially large weld spot distances lead to reduced thermal distortion of the foil material as the overall energy input is decreased. However, sufficient amount of weld spots is necessary for a stable and complete fixation of the foil. Using a grid spacing distance of 0.5 mm results in excessive distortion of the foil material, whereas using grid spacing distances of 2 mm proved as insufficient fixation. Thus, a procedure with consecutive spot welding patterns was used, starting with a 2 mm grid spacing, followed by first 1 mm then 0.5 mm. This procedure is schematically illustrated in Fig. 6. Due to the chosen procedure, some of the weld spots were exposed thrice (marked in dark red), whereas the majority was exposed only once.

Schematic illustration of spot exposure pattern sequence allowing for minimized thermal distortion combined with sufficient fixture; Grid spacing is reduced from 2 mm over 1 mm to 0.5 mm to achieve stable and permanent fixture with minimal distortion due to energy input. Multiply exposed weld spots are indicated by darker color
Laser powers below 100 W result in incomplete metallurgical bonding between substrate material and the foil material. The dimensions of the melt pool generated by the laser beam on the foils’ surface does not exceed the foil thickness, preventing full metallurgical bonding of foil and substrate material of the welding spots. Using higher laser powers (150 W) results in successful fixation of the foil material in the vicinity of the spot exposure region. Hollow areas form between adjacent point exposures (Fig. 7A), an effect that can potentially be exploited for the targeted formation of internal component structures. Further increase of the laser power (200 W) results in gradual increase of the dimensions of the melt pool and thus to a reduction of the dimensions of the hollow regions between foil and substrate material. The authors of [17, 18] found that the resulting surface quality of the deposited foil material was poor due to local accumulation of material near the weld spot position, which is also observed in the present experiments. In addition, deep welds can occur, leading to porosity through keyholes and severe dilution of substrate and foil material (Fig. 7B), preventing the desired sharp material transition between foil and substrate material.

Optical micrographs of foil material fixated on substrate material via spot exposure procedure with 150 W (A) and 200 W (B) with grid spacing of 0.5 mm
With a sequence of 2 mm, 1 mm and 0.5 mm grid spacing distance, following the procedure described above and in Fig. 6, and a laser power of 100 to 150 W, a sufficient fixation of the foil onto the substrate is achieved.
Contour Cutting
The spot exposure procedure is followed by the contour cutting step, where excess foil material is removed from the fixed foil material by a laser cutting process. Laser cutting near weld spots from the previous processing step leads to local accumulations of foil material, as foil deformation occurs due to a combination of heat induced distorion and surface tension of the generated melt, while at the same time at weld points the inner material bond is not completely broken (Fig. 8A). In order to create clear cut edges, a contour distance between spot-welded areas and the cutting area is therefore introduced as a process parameter.

Schematic illustration (not drawn to scale) of the contour distance parameter: too small (A) and proper (B) contour distance
The process parameters varied in this step can be found in Table 2.
As described by [19] in an extensive study on laser foil printing and surface polishing, the contour distance needs to be minimized in order to avoid large cutting burrs (Fig. 8B). These will inhibit further foil deposition due to the lack of complete connection to preceding layers. Larger contour distances lead to pronounced burr formation (Fig. 9C), since the remaining foil material is not fused with the underlying material.

Contour cutting with a laser power of 80 W, a scan speed of 3.5 mm/s and a contour distance of 0.25 mm (A), 0.5 mm (B) and 0.75 mm (C) (white arrows: contour distance; red arrows mark large cutting burr formations)
Small contour distances (0 to 0.5 mm) result in incomplete separation of excess foil material, which then had to be removed manually, as can be seen from Fig. 9A. A suitable range for the contour spacing was found to be within 0.5 to 0.8 mm (Fig. 9B and C). Laser powers below 80 W result in undesired fusion of excess foil material with the substrate material. Separation of the foil material can be achieved using laser power in the range of 80 to 100 W. Higher laser powers lead to local accumulation of material resulting in increased surface roughness.
With a contour spacing of 0.5 mm, a laser power of 70 W and a scan speed of 0.5 to 3.5 mm/s a complete separation of fixated- and excess foil material is achieved and the cutting burr thickness can be maintained to approx. 50 µm.
Cutting Burr Treatment
Cutting burr treatment is performed in order to re-melt the residual material of the contour distance area and to smoothen the rough surface along the cutting path and can be characterized as a laser polishing process according to [12, 19]. The process parameters varied are shown in Table 3.
A total of 4 to 5 single paths around spot exposure area were used for laser treatment of the cutting burr. Hatch spacing for this process step describes the distance between two single paths (Fig. 10).

Schematic illustration (not drawn to scale) of the cutting burr treatment procedure
In Fig. 11 the necessity for (Fig. 11A) and the effect of laser polishing on the cutting burr (Fig. 11B and C) is visible. Re-melting of the complete surface without prior burr treatment results in a pronounced burr along the contour cutting path due to the excessive unmolten foil material. In comparison, a smoother surface is created when burr treatment as explained above is applied before re-melting of the surface.

Excessive foil material in contour distance area with rough and bulging cutting edge after contour cutting with a contour distance of 0.8 mm, a scan speed of 3.5 mm/s and a laser power of 70 W (A); Cutting burr after pattern exposure without cutting burr treatment (B); Cutting burr after pattern exposure with prior burr treatment with a laser power of 70 W and a scan speed of 11 mm/s and a hatch distance of 0.1 mm (C) (white arrow: contour distance; red arrow: residual foil material; yellow arrow: cutting burr)
The cutting burr treatment is significantly influenced by the selected laser power, scanning velocity and hatch spacing. High laser power, low scanning velocity and small hatch spacing results in local accumulation of material, whereas low laser power, high scanning velocity and large hatch spacing results in a rough and uneven surface. A scanning strategy with a hatch spacing of 0.1 mm, a laser power of 70 W and a scanning velocity of 11 mm/s allows for a sufficiently smoothened cutting burr. An incomplete cutting burr treatment, i.e. only a part of the residual material in the contour distance area is exposed and leads to a rough and uneven surface. Therefore, a sufficiently high number of contour paths is preferred despite of the increased process step duration.
Pattern Exposure
Pattern exposure procedure is performed with continuous weld tracks (Fig. 12A) in a meandering sequence pattern, both in x- and y-direction. Using process parameters depicted in Table 4, groove formation between neighboring tracks is observed, which are believed to be caused by excess energy input by laser irradiation. In addition, this simple scanning strategy is found to increase burr formation by local increased energy input at the turning points of the weld paths with localized formation of large melt pools. Increasing the laser power, as well as decreasing the hatch distance leads to local higher energy input resulting in a more pronounced accumulation of material along the weld path, similar to a weld bead. An increase of the scan speed counteracts this behavior, limiting the local heat input. In particular, spot exposure affected regions are featured with pronounced peaks of re-molten material. Overall, high surface roughness is encountered when using continuous pattern exposure strategies.

Comparison of the surfaces produced by continuous (A) and discontinuous exposure pattern (B) (red ellipses highlights examples for locations of uneven surface)
In order to overcome these energy input related problems a discontinuous exposure strategy (B) is applied enabling a better control of local energy input and limiting the overall energy input into the foil material. Exposure is applied spotwise in a regular grid. The relating process parameters used with this strategy can be found in Table 4. Using this strategy significantly smoother surface qualities can be achieved, improving the homogeneity of the hatch fusion zone. Furthermore, burr formation is significantly reduced allowing subsequent deposition of foil material (Fig. 12). The discontinuous exposure pattern is comprised of single weld spots with weld spot distance of 0.125 mm, to achieve a complete remelting of the surface. This procedure is analogous to the fixture of the foil (process setp 1). Thus, the relation to variation of process parameters is similar to what is described in previously. Overall, the application of a discontinuous exposure pattern strategy is preferred for process stability and reproducibility.
Multi-Material Laser Fusion of Powder and Foil (MM-LFPF): Manual Setup
Multi-material parts are produced with the presented methodology and process parameters derived from the preliminary experiments. The processing of 316L powder material via conventional LPBF procedure is performed using process parameters reported by [20]. The full process parameter sets used for manufacturing of multimaterial parts via LFPF are summarized in Table 5.
IN®625 Foil Combined with 316L Powder
Figure 13 depicts the deposition of IN®625 foil material onto additively manufactured 316L material via LFPF. Full metallurgical bonding between 316L material and the nickel-based foil material is achieved and no evidence of defect formation is observed. Additionally, a smooth surface of the foil material is achieved. However, inhomogeneous layer thickness of the foil material accompanied with locally pronounced dilution is visible. Since the foils’ depth is clearly following a distinct pattern, this effect is attributed to the applied discontinuous exposure pattern strategy during the foil fixture process, forming a localized melt pool with high depth. The visible deep penetration of the foil material into the 316L material with a distance of 250 µm is believed to be caused by an additional exposure cycle compared to the weld spot regions in-between. Spots with high depth experience multiple exposure cycles, which is caused by the exposure strategy used.

Optical micrograph of a multilayer volume element manufactured via LFPF. Sequence of layers: substrate, 3 layers of powder material (316L) and 3 layers of foil material (IN®625)
In Fig. 14, a bulk MM sample built with alternating powder- and foil material is depicted. While identical behavior of the foil material printed on the 316L material applied via LPBF is observed, no evidence of 316L material on top of the IN®625 foil material can be found. Therefore only substrate material, layers manufactured with powder material and deposited foil material can be identified. EDS analysis of the respective base elements of powder and foil material indicate pronounced dilution of both powder and foil material. Consequently massive dilution of foil and powder material in the top layers result in undesired mixture of both materials.

Optical micrograph (A) and correlating EDS measurement along the build direction (B) of a volume element manufactured via LFPF consisting of 5 layers manufactured with powder material (316L) followed by 4 layers of foil material (IN®625)
Copper and Hollow Structures
For the potential production of a heat exchanger, a combination of 316L stainless steel and pure copper was tested. Criteria for a successful material connection were crack-free and low-porosity connection areas as well as dimensional accuracy and minimal distortion of the component. The result of these tests is shown as an example in Fig. 15.

Pure copper foil printed on 316L stainless steel: Four layers, 100 µm foil thickness (Cu), A Surface, B cross-section
Apart from occasional balling, a nearly defect-free bonding of the foil material as well as a comparatively strong mixing with the substrate material is observed, especially at the stitching points. This successfully demonstrates the transferability of the process to copper-based material. Experiments were also carried out on the subject of the targeted production of hollow structures necessary for heat exchangers. Using a suitable exposure strategy, copper foil can be deposited onto cast and additively manufactured stainless steel substrates. Regular hollow structures with dimensions of about 250 µm width and about 30 µm height can be created (Fig. 16).

Hollow structures formed during layer-by-layer welding of Cu-foil onto 316L stainless steel substrates
It must be taken into account that the bonding zone is characterised by strong dilution of steel and copper, visible by the local change of the colour. In addition, a foreseeable challenge is to increase the size of the hollow structures. In the current setup, the height is limited to the size of about one layer, while the width depends strongly on the foil thickness and tension. The feasibility will also depend on the material and its properties (e.g. stiffness), thermal-temperature cycles, the overall geometry of the component, etc. An exciting question is whether and how entire three-dimensional networks can be designed. Since, unlike with pure powder-based AM, no opening has to remain to remove powder, complete cavities over several layers could be created through intelligent or even adaptive process control which is on the rise in AM. This offers completely new possibilities for the field of design for additive manufacturing.
Multi-Material Laser Fusion of Powder and Foil (MM-LFPF): Automated Module
Higher precision regarding a sharp material transition between powder and foil material can be achieved using the automated module resulting in improved cut edges. The time to apply a layer of foil takes approx. 30 s and is thus not significantly slower than the pure powder application process. Using the parameters developed previously, the individual process steps were tested in succession on three superimposed foils (Fig. 17).

Nickel foil deposited on 316L foil: three layers, 50 µm foil thickness, A Surface with balling of the foil material in the upper right corner, B cross section
Balling still occurred locally, an effect that causes spherical drops to form by the surface tension when the melt generated is insufficiently heated locally. The effect occurs when local contact with the underlying layer is not complete due to unevenness or insufficient film tension. As a result, the underlying material is not melted completely, so that no metallurgical bond is formed. Therefore, possible countermeasures are increasing the laser power and reducing the number of directly superimposed foil layers.
The particular challenges for a stable and reproducible LFPF manufacturing process are the achievement of greater layer thicknesses, the creation of cavities as well as the mapping of complex structures and the scaling to dimensions in the order of several millimetres to centimetres. Thus, necessary further intermediate steps up to the production of a component were derived. In the following step, alternate application of powder and film layers was therefore tested until a total component thickness of 1.2 mm was achieved (Fig. 18). The part was easy to remove from the build chamber, had an uniform heightand high accuracy of the 90° angles (Fig. 18C). Balling could not be completely avoided, but only occurred in the last layer so that the process was not significantly disturbed.

Result of alternating powder and foil application of Inconel.©718, nickel foil Ni-99.2, Cu and 316L foil:LM cross-section (A), detail (B) and fotograph of the part (C)
It is noticed that isolated defects and cracks occur (Fig. 18A). The cause for cracking may be attributed to the high heat input due to the cyclic exposure of the foil as these effects do not occur with lower numbers of layers. This can probably be resolved by appropriate geometry-adapted power modulation within the exposure strategy. Spherical defects (pores) are a regular phenomenon in powder based additive manufacturing. They typically originate from dissolved gases trapped in the material and cannot be completely avoided. These are not considered critical, as their size is well below 100 µm and the overall density is suffiently high. Non-spherical defects indicating incomplete melting of the powderor insufficient bonding between the layers, which might both be solved by locally increased laser power. Especially the bonding between first foil layers and substrate is partially insufficient for which tension of the foil is likely the main factor. Avoiding these will require precise calibration and setting of the device to avoid warping of the foil during placement. Etching artefacts are also present, as the combination of the different materials does not allow for a homogeneous etching pattern.
EDS analysis allows to distinguish between powder and foil material and thus to evaluate the dilution (Figs. 19 and 20). Figure 19 shows that the mixing is several hundred micrometers, which can be seen particularly clearly in the line of the individual copper layer with a supposed thickness of 100 µm.

EDS line scan of a multi-material component (Inconel©718, nickel Ni-99.2, Cu and 316L)

EDS mapping of a multi-material component (Inconel©718, nickel Ni-99.2, Cu and 316L) for selected elements
Mapping of selected elements also shows that the respective layers of powder and foil are not completely evenly applied (Fig. 20), recognizable by the waviness in the course over the component width. This is not detrimental to the component structure at first, however, for functional parts, the precision during application must be improved.
It can be concluded that both heat distribution and precise process control, in particular material application, are key to successful implementation of the process. As previously emphasized, the development of suitable exposure strategies in particular also offers potential for reducing diluton and improving the evenness of the respective material transitions.
Summary and Conclusions
In this work, the general feasibility of a concept for multi-material additive manufacturing based on the combination of metal powders and metal foil material was demonstrated. The results can be summarized as follows:
-
I.
Required process steps could be identified and appropriate process parameters for each step were developed. Thus, the feasibility of the concept was successfully demonstrated.
-
II.
Positioning and fixation of foil material onto previous layers is crucial for complete layer build-up and a stable manufacturing process. Laser power and spot exposure distances are crucial for homogenous dilution and good connection of foil material to previously deposited layers.
-
III.
As a strategy to achieve smooth surfaces and homogenous foil layers, discontinuous exposure pattern strategies can be derived to be superior to continuous exposure strategies.
-
IV.
The construction, implementation and application of an automated setup for a commercial LPBF machine was demonstrated. The process stability is increased significantly compared to the initial manual experimental setup.
-
V.
It is demonstated that multi-material processing with combinations of stainless steel powder (316L), nickel-based foil material and Inconel©718 powder and pure copper foil is possible.
-
VI.
The first promising tests to create hollow internal structures via LFPF have been carried out.
Future investigations will focus on detailed process parameter studies for the utilized and further alloys to improve the process stability and material quality. Larger geometries will be manufactured to examine mechanical properties of multi-material parts printed. Future research questions may include the design of hollow structures or even hollow networks. For the best possible utilization of the application potential, a focus should also be placed on adaptive process control methods. Interdisciplinary collaboration will make it possible to understand both process engineering and materials science specifics of the new process and to discover new solutions and challenges by crossing previous boundaries.
Data Availability
The datasets generated during and/or analysed during the current study are part of this publication. Machine design details are not publicly available as these are under constant development for improvement. Further details and information are available from the corresponding author on reasonable request.
References
Haubrich, J., Gussone, J., Barriobero-Vila, P., Kürnsteiner, P., Jägle, E.A., Raabe, D., Schell, N., Requena, G.: The role of lattice defects, element partitioning and intrinsic heat effects on the microstructure in selective laser melted Ti-6Al-4V. Acta Mater. 167, 136–148 (2019). https://doi.org/10.1016/j.actamat.2019.01.039
Cepeda-Jiménez, C.M., Potenza, F., Magalini, E., Luchin, V., Molinari, A., Pérez-Prado, M.T.: Effect of energy density on the microstructure and texture evolution of Ti-6Al-4V manufactured by laser powder bed fusion. Mater. Charact. 163, 110238 (2020). https://doi.org/10.1016/j.matchar.2020.110238
Arabi-Hashemi, A., Maeder, X., Figi, R., Schreiner, C., Griffiths, S., Leinenbach, C.: 3D magnetic patterning in additive manufacturing via site-specific in-situ alloy modification. Appl. Mater. Tod. 18, 100512 (2020). https://doi.org/10.1016/j.apmt.2019.100512
Ocylok, S., Weisheit, A., Kelbassa, I.: Functionally graded multi-layers by laser cladding for increased wear and corrosion protection. Phys. Proc. 5, 359–367 (2010). https://doi.org/10.1016/j.phpro.2010.08.157
Kotoban, D., Aramov, A., Tarasova, T.: Possibility of multi-material laser cladding fabrication of nickel alloy and stainless steel. Phys. Proc. 83, 634–646 (2016). https://doi.org/10.1016/j.phpro.2016.08.066
Kürnsteiner, P., Wilms, M.B., Weisheit, A., Barriobero-Vila, P., Jägle, E.A., Raabe, D.: Massive nanoprecipitation in an Fe-19Ni-xAl maraging steel triggered by the intrinsic heat treatment during laser metal deposition. Acta Mat. 129, 52–60 (2017). https://doi.org/10.1016/j.actamat.2017.02.069
Chivel, Y.: New approach to multi-material processing in selective laser melting. Phys. Proc. 83, 891–898 (2016). https://doi.org/10.1016/j.phpro.2016.08.093
Seidel, C., Anstaett, C.: Multi-material processing. Laser Technik J. 13(3), 28–31 (2016). https://doi.org/10.1002/latj.201690025
Anstaett, C., Schafnitzel, M., Seidel, C., Reinhart, G.: Laser-based powder bed fusion of 3D-multi-material-parts of copper-chrome-zirconia and tool steel. Proceedings of the EuroPM 2017: International PowderMetallurgy Congress and Exhibition, Milan, Italy (2017). https://www.researchgate.net/publication/320444448_Laser-based_Powder_Bed_Fusion_Of_3D-Multi-Material-Parts_Of_Copper-Chrome-Zirconia_And_Tool_Steel
Binder, M., Anstaett, C., Reisch, R., Schlick, G., Seidel, C., Reinhart, G.: Automated manufacturing of mechatronic parts by laser-based powder bed fusion. Proc. Manuf. 18, 12–19 (2018). https://doi.org/10.1016/j.promfg.2018.11.002
Wei, C., Li, L., Zhang, X., Chueh, Y.-H.: 3D printing of multiple metallic materials via modified selective laser melting. CIRP Ann. 67(1), 245–248 (2018). https://doi.org/10.1016/j.cirp.2018.04.096
Hung, C.-H., Sutton, A., Li, Y., Shen, Y., Tsai, H.-L., Leu, M. C.: Enhanced mechanical properties for 304L stainless steel parts fabricated by laser-foil-printing additive manufacturing. J. Manufact. Proc. 45, 438–446 (2019). https://doi.org/10.1016/j.jmapro.2019.07.030
Hung, C.-H., Li, Y., Sutton, A., Chen, W.-T., Gong, X., Pan, H., Tsai, H.-L., Leu, M.C.: Aluminum parts fabricated by laser-foil-printing additive manufacturing: Processing, microstructure, and mechanical properties. Mater. 13, 414 (2020). https://doi.org/10.3390/ma13020414
Hung, C.-H., Chen, W.-T., Sehhat, M.H., Leu, M.C.: The effect of laser welding modes on mechanical properties and microstructure of 304L stainless steel parts fabricated by laser-foil-printing additive manufacturing. Int. J. Adv. Manuf. Techn. 112, 867–877 (2021). https://doi.org/10.1007/s00170-020-06402-7
Hövel, S., Stankowski, A., Rickenbacher, L.: Method of applying multiple materials with selective laser melting on a 3D article. Patent US9901983B2, USA US20110106290A1. Date of patent: 27.02.2018
Hövel, S., Stankowski, A., Rickenbacher, L.: Method to apply multiple materials with selective laser melting on a 3D article. Patent EP2319641B1 10186339.7. Date of patent: 19.07.2017
Prechtl, M., Otto, A., Geiger, M.: Rapid tooling by laminated object manufacturing of metal foil. Adv. Mater. Res. 6–8(2005), 303–312 (2005). https://doi.org/10.4028/www.scientific.net/AMR.6-8.303
Prechtl, M., Schmidt, M.: Laserstrahl-Kurzpulsschweißen von Metallfolien. Materialwissenschaften und Werkstofftechnik 36(5), 226–231 (2005). https://doi.org/10.1002/mawe.200500865
Chen, C.: Laser foil printing and surface polishing processes. Doctoral dissertations, Missouri University of Science and Technology (2018)
Tucho, W.M., Lysne, V.H., Austbø, H., Sjolyst-Kverneland, A., Hansen, V.: Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. All. & Comp. 740, 910–925 (2018). https://doi.org/10.1016/j.jallcom.2018.01.098
Acknowledgements
The authors acknowledge the funding by the Ministerium für Wirtschaft, Innovation, Digitalisierung und Energie des Landes Nordrhein-Westfalen (MWIDE NRW) in the framework of the project “MuLAM” (grant number PO 005-2006-0026_0085).
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was partially funded by the Ministerium für Wirtschaft, Innovation, Digitalisierung und Energie des Landes Nordrhein-Westfalen (MWIDE NRW) in the framework of the project “MuLAM” (grant number PO 005–2006-0026_0085).
Author information
Authors and Affiliations
Contributions
All authors contributed to the conduct of the study. The study conception was done by Silja-K. Rittinghaus and Markus B. Wilms. Funding acquisition and supervision were done by Silja-K. Rittinghaus. Design and implementation of the machine concept as well as LFPF experiments and pre-trials were mainly performed by Felix Throm and Rebar Hama-Saleh with support by Markus B. Wilms. Material preparation, data collection and analysis were performed by Felix Throm and Marcus Rackel. The first draft of the manuscript was written by Silja-K. Rittinghaus, Felix Throm and Markus B. Wilms. All authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Conflict of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rittinghaus, SK., Throm, F., Wilms, M.B. et al. Laser Fusion of Powder and Foil – a Multi Material Approach to Additive Manufacturing. Lasers Manuf. Mater. Process. 9, 569–589 (2022). https://doi.org/10.1007/s40516-022-00190-6
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40516-022-00190-6