
Abstract
Potassium dihydrogen phosphate (KDP) crystals play an important role in high-energy laser systems, but the laser damage threshold (LDT) of KDP components is lower than expected. The LDT is significantly influenced by subsurface damage produced in KDP crystals. However, it is very challenging to detect the subsurface damage caused by processing because a KDP is soft, brittle, and sensitive to the external environment (e.g., humidity, temperature and applied stress). Conventional characterization methods such as transmission electron microscopy are ineffective for this purpose. This paper proposes a nondestructive detection method called grazing incidence X-ray diffraction (GIXD) to investigate the formation of subsurface damage during ultra-precision fly cutting of KDP crystals. Some crystal planes, namely (200), (112), (312), (211), (220), (202), (301), (213), (310) and (303), were detected in the processed subsurface with the aid of GIXD, which provided very different results for KDP crystal bulk. These results mean that single KDP crystals change into a lattice misalignment structure (LMS) due to mechanical stress in the subsurface. These crystal planes match the slip systems of the KDP crystals, implying that dislocations nucleate and propagate along slip systems to result in the formation of the LMS under shear and compression stresses. The discovery of the LMS in the subsurface provides a new insight into the nature of the laser-induced damage of KDP crystals.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
Crystals of potassium dihydrogen phosphate (KDP), KH2PO4, serve as optical switch and frequency conversion components for inertial confinement fusion (ICF) at laser ignition facilities [1,2,3]. The laser damage threshold (LDT) of KDP crystal components has a significant effect on the output power of the ICF facility. At present, KDP crystals must be processed with the aid of ultra-precision machining to obtain smooth surfaces [4, 5]. Nonetheless, the subsurface damage induced by machining is one factor that contributes to the low LDT of KDP crystals [6].
However, because the properties of KDP crystals are sensitive to the external environment (e.g., humidity, temperature and applied stress), it is very difficult to investigate the machining-induced damage on the material subsurface. To date, few studies have detected the subsurface damage of KDP crystals due to machining. For example, Tie et al. [7] studied subsurface damage after turning KDP crystals with the aid of deliquescent magneto rheological finishing (DMRF), and concluded that subsurface damage depth depended on cutting parameters. Although they observed defects, the essence of the defects could not be determined. The subsurface damage of KDP crystals using section microscopy and chemical etching is investigated in Refs. [8, 9]. They reported that subsurface damage was primarily micro-cracking that occurred during sawing and grinding. While polishing KDP crystals, they observed the creation of dislocation etch pitted on the machined surfaces [9]. Nevertheless, such destructive methods inevitably destroyed the original structure of subsurface damage because the KDP crystals easily reacted with the polishing liquid. To characterize the subsurface damage correctly, grazing incidence X-ray diffraction (GIXD), which proved to be an effective method, was conducted to measure the surface/subsurface damage caused by machining [10], avoiding the signals from the material bulk.
This paper presents the GIXD detection results and further investigates the formation mechanism of subsurface damage in KDP crystals during ultra-precision fly cutting, and their effect on the material mechanical and optical properties are analyzed.
2 Material and methods
The KDP crystal samples were produced with a rapid growth technique [11] and were formed with a tetragonal structure and paraelectric phase with the I-42d space group at room temperature [12, 13], as shown in Fig. 1. At Tc = 122 K, the KDP crystal undergoes a transition to a ferroelectric phase with the Fdd2 space group in an orthorhombic structure [12, 13]. The elastic modulus and hardness of a KDP crystal are (52.8±3.8) GPa and (1.89±0.05) GPa on the (001) plane [14], respectively, and the material is very brittle and has low hardness. The KDP samples were sawn to a size of 50 mm×10 mm×13 mm. The KDP crystals were cut along the (112) plane during the ultra-precision machining experiments.

Unit cell structure of a KDP crystal
Ultra-precision machining experiments were performed with a fly cutting machine. The KDP crystal specimens were clamped with a vacuum chuck on the feed table. A single-point diamond tool was used to process the KDP surfaces with a tool rake angle (γ0) of − 45° at a cutting speed (v) of 13.2 m/s. The feed rate (f) was set variously to 30, 60, 90 and 150 μm/s, and the depth of cut (ap) was set variously to 3, 5, 10 and 15 μm. A scanning electron microscope (SEM) and atomic force microscope (AFM) were employed to measure the finished surface morphology.
GIXD was conducted on an Empyrean X-ray diffractometer (PANalytical, the Netherlands) with ceramic tubes and Cu radiation at a wavelength of 0.154 nm. The radius of the incident X-ray beam was 240 mm, and the take-off angle was 4.37°. The PreFIX module was a parallel beam mirror for Cu radiation with an offset angle of − 1.0932°. The fixed mask was set to 20 mm. The divergence slit was set to fixed slit. The subsurface damage occurred in the outmost layer of the KDP sample, and thus, grazing incidence angles of 1°, 3°, 5° and 7° were selected during detection. The grazing incidence angle controls the penetration depth of X-ray beams into materials [15, 16]. A conventional X-ray diffraction (XRD) method was used to obtain structure information from the KDP crystal bulk.
3 Results and discussion
3.1 Surface morphology
Figure 2 shows an example of the KDP surfaces before (denoted as “raw”) and after fly cutting (denoted as “machined”) with a depth of cut of 5 μm and a feed rate of 60 μm/s. The roughness \(R_{\text{a}}\) of the machined surface was 7.08 nm. Figure 3 presents the related AFM image, where the periodic grooves are the machining tracks caused by fly cutting. The smooth surface morphology illustrates that the KDP crystals are primarily machined in a ductile mode.

Raw and machined surfaces of a KDP crystal

AFM image of a machined KDP surface
3.2 Subsurface damage
From Fig. 4, the (200), (112) and (312) peaks always appear under different machining parameters, of which the diffraction intensity of the (112) peak is the highest. It is identical to the peak of the KDP crystal bulk, as shown in Fig. 5, which also shows one strong (112) peak detected by conventional XRD. This means that the KDP is a single crystal under the surface layer. As a comparison, the intrinsic structure of the KDP crystal, as shown in Fig. 5, was clearly different from the damaged structure in the subsurface layer after machining, as shown in Fig. 4. Hence, the appearance of the (200), (112) and (312) peaks indicates that the KDP single crystal experiences a severe deformation during surfacing, and then is modified into a lattice misalignment structure (LMS) in the subsurface layer.

GIXD analyses of the machined KDP crystals (a) depth of cut ap = 3 μm, feed rate f = 60 μm/s, (b) depth of cut ap = 5 μm, feed rate f = 60 μm/s, (c) depth of cut ap = 10 μm, feed rate f = 60 μm/s; (d) depth of cut ap = 15 μm, feed rate f = 60 μm/s, (e) depth of cut ap = 5 μm, feed rate f = 30 μm/s, (f) depth of cut ap = 5 μm, feed rate f = 90 μm/s, (g) depth of cut ap = 5 μm, feed rate f = 150 μm/s

XRD analysis of KDP crystal bulk
Besides the (200), (112) and (312) peaks, other smaller peaks, such as (211), (220), (202), (301) and (310) peaks, are seen in the different diffraction patterns. These peaks match the powder diffraction file (PDF) of the KDP crystals [17]. However, the angles at which the diffraction peaks were detected were different for each machining parameter. For example, the (211) peak only occurred at a grazing incidence angle of 3°, depth of cut of 3 μm and feed rate of 60 μm/s, as shown in Fig. 4a. When the depth of cut increased to 5 μm, as shown in Fig. 4b, the (211) peak appeared in all four diffraction patterns. Nevertheless, the (211) peak did not appear in each diffraction pattern with a depth of cut of 10 μm and a feed rate of 60 μm/s, as shown in Fig. 4c. In addition, the diffraction intensities of the detected peaks also differed under varied machining parameters. For instance, the diffraction intensities of the (200), (112) and (312) peaks were the strongest with a depth of cut of 5 μm and a feed rate of 60 μm/s, as shown in Fig. 4b. The differences between these diffraction peaks suggest that the mechanical stresses induced by the tool-KDP interaction had a significant influence on the formation of the LMS, as seen in the (200), (112), (312), (211), (220), (202), (301), (310), (213) and (303) peaks.
A few diffraction peaks did not match the PDF of the KDP crystal, and the diffraction peaks were random. For example, Fig. 4a shows a small peak at a diffraction angle of approximately 44.7°, corresponding to a mineral crystal formed by dopant iron ions in the growth solution of the KDP crystals. At a diffraction angle of 37.3°, a sharp and tall peak from the (−302) plane of a FeFe2(PO4)2(OH)2 crystal under a grazing incidence angle of 5° was noted. As shown in Fig. 4g, a peak with a diffraction angle 2θ of 27.9° from the (−342) plane of Ca3Fe4(PO4)4(OH)6H2O, a peak at 42.2° from the (2-40) plane of CaPO3(OH), and a peak at 44.7° from the (310) plane of FeFe2(PO4)2(OH)2 were noted. Impurity defects such as those due to Fe and Ca are from doped additives introduced during the growth of the KDP crystals, which support stable growth and restrain the extension of prismatic faces [18]. Such ions have passive effects on the KDP LDT and their optical transmittance and homogeneity [18, 19]. Therefore, the quantities of impurities are strictly controlled during the growth of the KDP crystals [18, 19].
3.3 Formation mechanism of subsurface damage
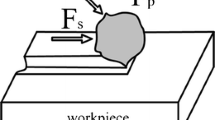
As discussed above, the occurrence of the LMS is influenced by mechanical stress. A schematic of the mechanical stress applied during the ultra-precision fly cutting of a KDP crystal is shown in Fig. 6. The cutting forces \(\varvec{F}_{\text{s}}\) and \(\varvec{F}_{\text{n}}\) subject the KDP crystal below a cutting line to compression and shear stresses. A rake angle of − 45° can produce a hydrostatic compression stress in the front of a cutting edge, enabling brittle materials to deform plastically [20]. In particular, shear stress controls the motion of dislocations along slip systems. As shown in Fig. 7, the slip systems of a KDP crystal are as follows [21]: the (110), (101), (112) and (123) planes with a common Burgers vector 1/2[111] and the (010) [100]. Hence, the LMS (i.e., (200), (112), (312), (211), (220), (202), (301), (213), (310) and (303) crystal planes) can be interpreted as the appearance of the (200) plane resulting from the movement of the (100) plane in response to the compression stress applied on the (010) slip plane and along the [100] slip direction, as indicated in Figs. 7 and 8. The appearance of the (112) plane coincides with the (112) 1/2[111] slip system under shear stress, as shown in Fig. 9. The appearances of the (312), (211) and (213) planes are similar to those of the (112) and (123) slip planes under the combined action of shear and compression stresses. The (220) and (310) planes are related to the dislocation motion along the (110) 1/2[111] slip system. However, the numbers of (202), (303) and (301) diffraction peaks are small in the measured GIXD patterns, and their diffraction intensities are low, indicating that the deformation along the (101) 1/2[111] slip system was problematic. As a result, the existence of the LMS is consistent with the existence of the KDP slip systems. Along the slip systems, dislocations initiated in the contact zone between the tool and KDP, and then moved to form the LMS under the mechanical stress caused by machining. Once the LMS of the KDP crystals is generated in the subsurface layer, the dislocation density could be very high. As such, a mass of dislocation etch pits was observed after the uniaxial compression of the KDP crystals, revealing that the dislocations contributed to the material’s plastic deformation [21].

Schematic of the fly-cutting process of a KDP crystal

Positions of slip planes in the KDP unit cell [21]

Schematic of the deformed (200) plane (a) before deformation, (b) after deformation

Schematic of the deformed (112) plane (a) before deformation, (b) after deformation
The effect of subsurface damage on the mechanical and optical properties of KDP crystals has attracted considerable attention. The mechanical properties of KDP crystals strongly depend upon the material’s microstructure. Thus, when the LMS exists in the subsurface layer, the mechanical properties of the machined surface will differ from its intrinsic ones. For example, Zhang et al. [22] carried out nanoindentation experiments on the machined and original surfaces of KDP crystals, respectively, and found that elastic-plastic deformation occurred more easily on the machined surface than on the original surface. In addition, as can be seen from Fig. 4, many diffraction crystal planes can be detected, and can produce glide, compression, twist and shift deformations under complex mechanical stresses. In this case, large numbers of dislocations may appear at grain boundaries, reducing the intrinsic strength of the KDP crystals. Hence, machining-induced damage leads to a strain-softening phenomenon in the KDP crystals, which is different from the strain-hardening phenomenon caused by dislocation interactions in ductile crystals [23].
The existence of LMS in the subsurface also affects the laser damage threshold of the KDP crystals [24]. First, the LDT is affected by the degradation of the mechanical properties of the KDP crystals in the subsurface layer, which allows ultrafast melting of local materials to produce surface damage under high-energy laser beams [25]. Moreover, machining-induced LMS destroys the integrity of the crystal lattice, allowing numerous strains to occur in the KDP subsurface layer, resulting in an inhomogeneous refractive index [26]. As a result, a set of micro-/nano-lenses can generate focused incident laser beams into the interior of a KDP component [27]. This self-focusing laser beam can produce bulk damage in KDP crystal components [28]. Hence, an in-depth understanding of subsurface damage is very important to improve the LDT of KDP crystal components.
4 Conclusions
The subsurface damage in KDP crystals during ultra-precision fly-cutting was studied. Single KDP crystals were modified into an LMS in the subsurface layer, including in the (200), (112), (312), (211), (220), (202), (301), (213), (310) and (303) crystal planes. These crystal planes coincided with the slip systems of the KDP crystals, revealing that dislocations emerge and move along the slip systems to form subsurface damage (i.e., LMS) in response to mechanical stresses. The LMS may significantly influence the LDT of KDP components in high-energy laser systems.
References
De Yoreo JJ, Burnham AK, Whitman PK (2002) Developing KH2PO4 and KD2PO4 crystals for the world’s most power laser. Int Mater Rev 47(3):113–152
Eimerl D (1987) Electro-optic, linear, and nonlinear optical properties of KDP and its isomorphs. Ferroelectrics 72(1):95–139
Zaitseva NP, De Yoreo JJ, DeHaven MR et al (1997) Rapid growth of large-scale (40–55 cm) KH2PO4 crystals. J Cryst Growth 180(2):255–262
Chen G, Sun Y, An C et al (2018) Measurement and analysis for frequency domain error of ultra-precision spindle in a flycutting machine tool. J Eng Manuf 232(9):1501–1507
Chen G, Sun Y, Zhang F et al (2017) Influence of ultra-precision flycutting spindle error on surface frequency domain error formation. Int J Adv Manuf Technol 88(9–12):3233–3241
Salo VI, Atroschenko LV, Garnov SV et al (1996) Structure, impurity composition, and laser damage threshold of the subsurface layers in KDP and KD*P single crystals. In: 27th Annual boulder damage symposium: laser-induced damage in optical materials, pp 197–201
Tie G, Dai Y, Guan C et al (2013) Research on subsurface defects of potassium dihydrogen phosphate crystals fabricated by single point diamond turning technique. Opt Eng 52(3):033401
Wang QG, Gao H, Pei ZJ et al (2010) Study on the subsurface damage of KDP crystal ground with ultrasonic vibration assistance. J Synth Cryst 39(1):67–71
Wu DJ, Cao XS, Wang QG et al (2007) Damage detection and analysis of machined KDP crystal subsurface. Opt Precis Eng 15(11):1721–1726
Hou N, Zhang Y, Zhang LC et al (2016) Assessing microstructure changes in potassium dihydrogen phosphate crystals induced by mechanical stresses. Scripta Mater 113:48–50
Fu YJ, Gao ZS, Sun X et al (2000) Effects of anions on rapid growth and growth habit of KDP crystals. Prog Cryst Growth Charact Mater 40(1–4):211–220
Cai W, Katrusiak A (2013) Structure of the high-pressure phase IV of KH2PO4 (KDP). Dalton Trans 42(4):863–866
Zhang Q, Chen F, Kioussis N et al (2001) Ab initio study of the electronic and structural properties of the ferroelectric transition in KH2PO4. Phys Rev B 65(2):024108
Peng J, Zhang LC, Lu XC (2014) Elastic-plastic deformation of KDP crystals under nanoindentation. Mater Sci Forum 773–774:705–711
Gloaguen D, Fajoui J, Girault B (2014) Residual stress fields analysis in rolled Zircaloy-4 plates: grazing incidence diffraction and elastoplastic self-consistent model. Acta Mater 71:136–144
Angerer P, Strobl S (2014) Equi-penetration grazing incidence X-ray diffraction method: stress depth profiling of ground silicon nitride. Acta Mater 77:370–378
Kobayashi Y, Endo S, Ming LC et al (2002) Phase transitions and amorphization in KD2PO4 and KH2PO4 under high pressure. Phys Rev B 65(13):132105
Wang B, Wang SL, Fang CS et al (2005) Effects of Fe3+ ion on the growth habit of KDP crystal. J Synth Cryst 34(2):205–208
Sun X, Zhang YZ, Xu MX et al (2007) Effect of Fe3+ ion on the optical properties of KDP crystal. J Synth Cryst 36(6):1240–1244
Fang FZ, Venkatesh VC (1998) Diamond cutting of silicon with nanometric finish. CIRP Ann-Manuf Technol 47(1):45–49
Guin CH, Katrich MD, Savinkov AI et al (1980) Plastic strain and dislocation structure of the KDP group crystals. Cryst Res Technol 15(4):479–488
Zhang Y, Zhang LC, Liu M et al (2016) Revealing the mechanical properties of KDP crystals by nanoindentation. J Mater Res 31(8):1056–1064
Koslowski M, Cuitino AM, Ortiz M (2002) A phase-field theory of dislocation dynamics, strain hardening and hysteresis in ductile single crystals. J Mech Phys Solids 50(12):2597–2635
Endert H, Melle W (1981) Influence of dislocations in KDP crystals on laser damage threshold. Cryst Res Technol 16(7):815–819
Negres RA, Kucheyev SO, DeMange P et al (2005) Decomposition of KH2PO4 crystals during laser-induced breakdown. Appl Phys Lett 86(17):171107
Zhu SJ, Wang SL, Liu LL et al (2014) Refractive index homogeneity of large scale potassium dihydrogen phosphate crystal. Acta Phys Sin 63(10):107701
Schaffer CB, Brodeur A, Mazur E (2001) Laser-induced breakdown and damage in bulk transparent materials induced by tightly focused femtosecond laser pulses. Meas Sci Technol 12(11):1784–1794
Fleck JJ, Layne C (1973) Study of self-focusing damage in a high-power Nd: glass-rod amplifier. Appl Phys Lett 22(9):467–469
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant No. 51875137), the Natural Science Foundation of Heilongjiang Province (Grant No. E2018033), and Australian Research Council (Grant No. DP170100567).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Zhang, Y., Hou, N. & Zhang, LC. Understanding the formation mechanism of subsurface damage in potassium dihydrogen phosphate crystals during ultra-precision fly cutting. Adv. Manuf. 7, 270–277 (2019). https://doi.org/10.1007/s40436-019-00265-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40436-019-00265-2