
Abstract
Driven by the growing concern for environmental sustainability, there is an increasing need to explore innovative approaches for repurposing industrial waste materials. This study focuses on investigating the potential uses and challenges associated with cenosphere, a waste product derived from coal combustion in thermal power plants. Typically regarded as waste, cenosphere offers an opportunity to contribute to sustainability efforts. The objective of this research is to evaluate the influence of cenosphere, a ceramic-rich industrial waste, on the mechanical properties of woven CFRP-Rubber-CFRP (Carbon fibre-reinforced polymers) sandwich composites. The composite specimens were fabricated using the conventional hand lay-up technique, incorporating different weight percentages (5, 10, 15, and 20 wt.%) of cenosphere as a particulate filler. Tensile, flexural, and impact testing were conducted according to ASTM standards to assess the impact of the filler content on the mechanical properties. The results demonstrate that the inclusion of approximately 15% by weight of discarded cenosphere significantly enhances the tensile strength, flexural strength, interlaminar shear strength (ILSS), and impact strength of the sandwich composites, yielding improvements of approximately 1.6, 1.56, 2.06, and 1.85 times, respectively, compared to unfilled composites. Microscopic analysis of the composites reveals a well-dispersed cenosphere distribution within the matrix, contributing to the notable enhancement in overall strength characteristics.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the present period, polymer-reinforced composites, which are well known as an unique category of components used in manufacturing various mechanical parts are replacing ordinary metals [1,2,3]. In general, the classification of polymer composites is dependent on the type of reinforcement, which can be either in the form of fibre or filler, and the material, which is used as matrix. Since the function of the fibre is to bear the applied load and the function of the matrix is to transmit the load, the choice of matrix, fibre, and their individual qualities are crucial in determining the overall effectiveness of composites. The key factors influencing the properties of composites are the weight percentage loading of the fibre, the matrices, the fillers, process variables of production system, and the methods used in modifying the surfaces [4,5,6,7].
Epoxy, a significant class of thermoset polymer materials, is commonly used in the production of fibre-reinforced polymer (FRP) composites [8] because of its impressive durability against corrosive environments and chemicals, along with its favourable electrical and mechanical properties. Epoxy has an excellent desirable property of absorbing very less moisture. Numerous researchers investigated various types of reinforcing materials including both naturally available and man-made along with attempt to include particles to the polymer phase to create what are known as hybrid composites. Although composites incorporating natural fibrous materials as reinforcements are affordable, environmentally friendly, and biodegradable, their uses are still limited as a result of their affinity to absorb moisture and water along with below par adherence with polymers [9].
As a result, synthetic fibres have become the greatest option for creating fibre-reinforced composites. The most popular fabrics for creating FRP composites include Kevlar, aramid, basalt, glass, and carbon. Carbon-based fibres get top priority among others due to their exceptional tribo-thermo-mechanical properties combined with cost, which also permit minimal density and great durability due to which carbon textiles are promising and widely favoured.
In the world of aerospace, carbon fibre has provided greater mechanical and tribological performance [10]. The carbon fibre laminated composites have a high fracture initiation and crack propagation capability via a variety of failure modes [11]. One of the main fracture propagation modes is delamination, which significantly reduces the in-plane stiffness and strength [12]. Another issue is that carbon fibre has poor interfacial interactions with polymer matrix due to its surface inertness [13]. All the previously mentioned flaws possess a significant capacity to trigger a catastrophic collapse of the entire composite structure. Within this realm, numerous approaches have been devised to amplify the mechanical properties, prominently including Z-pinning [14], fibre stitching [15], the creation of 3D fabric designs [16], surface modification of fibres [17], and most notably, alterations to the matrix [18]. These techniques for modification, despite their immense complexity and substantial costs, have demonstrated remarkable efficacy in enhancing interlaminar mechanical characteristics. Traditionally, the process of matrix alteration has been regarded as relatively straightforward and inexpensive, with no adverse impact on the composite’s other mechanical and structural attributes. By using particles in the micron to nano size, CFRP’s properties could be even more tailored.
In recent years, natural and inorganic fillers have been commonly added to polymer matrix composites (PMCs) to enhance their tribo-mechanical properties. The accepted approach for including natural fillers in the manufacturing of composite laminates is to achieve a uniform dispersion of the fillers within the matrix material by the conventional mixing and stirring process. This meticulous process, which has been adopted in this study guarantees effective amalgamation and widespread distribution of the fillers throughout the composite laminate, ultimately leading to improved mechanical properties. This has attracted significant attention from aerospace, marine, and automotive sectors. Fillers are incorporated at micron and submicron levels, showing synergistic effects on mechanical and tribological characteristics. Factors such as particle size, type, processing, chemical treatment, weight ratio, etc., contribute to these effects. In India, about 73% of power production comes from thermal power plants, primarily using bituminous coal. Indian bituminous coal contains 30–45% more ash compared to imported coal, leading to increased fly ash waste generation. Disposing of fly ash waste poses significant environmental and land use challenges, contributing to soil and air pollution. India’s fly ash management takes utmost precautions in handling and disposing of fly ash particles. Fly ash, a byproduct of coal combustion, can be effectively utilized by other industries to create useful products. In 2015–16, the Indian government reported that approximately 62% of fly ash generated was being efficiently utilized. The reuse of fly ash instead of its disposal as waste offers a promising solution to reduce environmental impact [19]. Fly ash particles have garnered significant interest from engineers, researchers, and scientists. These particles, primarily hollow microspheres, hold immense potential for creating lightweight materials due to their ability to lower composite density [20]. Additionally, their superior thermal stability, attributed to their formation at temperatures around 1000 °C, makes them an attractive choice for applications requiring high thermal stability and low conductivity, such as in tribology applications [21]. In composite materials, the incorporation of fly ash particles has been found to enhance properties like modulus and fracture toughness, with the optimal composition for polypropylene composites being 20% [22]. Studies have also investigated the effects of fly ash addition on the physio-mechanical properties of rubber and demonstrated the improved thermal mechanical properties of surface-modified PEEK composites with cenosphere [23, 24]. Furthermore, the introduction of submicron cenosphere particles has been shown to enhance the wear properties of vinyl ester composites [25]. These findings underscore the potential of fly ash particles in various applications, promoting sustainability and resource efficiency. According to Chand et al. [26], adding cenosphere particles improved tribo-mechanical properties of HDPE composites. Fly ash-filled vinyl ester composites showed superior wear resistance compared to plain resin, as observed by Dipa Ray and Gnanamorthy [27]. However, Suresha et al. [20] found poor wear performance when cenospheres were added to glass epoxy composites. Load and abrading distance were identified as key parameters affecting wear loss. Fly ash particles enhanced electrical, rheological, mechanical, and tribological properties of composites, supported by Mohammad Rahail Parvaiz’s findings [28]. Cenosphere-reinforced polypropylene composites exhibited improved thermo-mechanical and dynamic mechanical capabilities [29]. Fly ash addition proved beneficial in metal matrix composites, rubber-based composites, and ceramic matrix composites [30, 31]. The incorporation of fibres and fillers into polymers has captured the attention of researchers due to its intriguing nature. Notably, studies have demonstrated that the addition of fillers to polymer matrix composites (PMCs) leads to an improved modulus, consequently reducing material costs [32, 33]. Hybrid composites, which combine both fibre reinforcement and fillers within the matrix, exhibit exceptional characteristics such as enhanced strength, stiffness, and ductility that surpass those of single fibre-reinforced composites. Moreover, these hybrid composites outperform single fibre-reinforced composites in terms of fatigue life and fracture toughness, making them an innovative and advantageous approach in composite materials. The primary objective of this study is to thoroughly examine the profound influence of cenosphere inclusion in sandwiches fabricated with CFRP and natural rubber. By incrementally introducing the filler up to a maximum of 20%, and employing the conventional hand lay-up technique, the research successfully obtains the specimens for meticulous analysis of the intricate mechanical behaviour exhibited by this innovative sandwich composite.
2 Materials and methods
2.1 Materials
Existing work makes use of woven carbon fibres as one of the reinforcement. Epoxy resin (L12) was used in the creation of the composite matrix. The resin was obtained from CS Marketing, Bangalore, India, along with the hardener K6. The composite was made using a 10:1 epoxy/hardener ratio. The filler was cenosphere fly ash, which was obtained from the nearby thermal power plant. The flotation method was used to obtain cenosphere from fly ash. The properties of the cenosphere used in the present study is presented in Table 1.
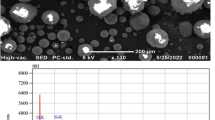
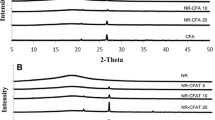
XRD and SEM were used to describe the cenosphere. With the use of a JEOL JSM-6480LV scanning electron microscope, the fly ash’s surfaces were examined. Figure 1 shows SEM photos of the surface morphology of cenosphere fly ash. The sphericity of the cenosphere particles is quite high, as can be shown. From, the XRD, the main curve’s broad ovoid form denotes the existence of an amorphous phase, whereas the sharp peaks denote the presence of crystalline phases. The crystalline phases contained in the investigated cenospheres, according to XRD analysis, are quartz, mullite, and calcite.

Scanning electron microscope image of cenosphere and its XRD
2.2 Fabrication of composites
The widely used hand lay-up technique was employed to fabricate the envisioned sandwich composites, the fabrication process is as shown in Figure 2. In order to create hybrid sandwich composites, the weight percentage of cenosphere was systematically varied across four sets of laminate composite samples (5%, 10%, 15%, and 20%), while also preparing unfilled sandwich composites for comparison purposes. A 10:1 mixture of the L12 epoxy and K6 hardener was prepared, to which cenosphere was added and well combined with moderate stirring. Table 2 demonstrates that the weight ratio of carbon fibre and rubber core was 40%, while the incorporation of cenosphere took place in the epoxy and hardener mixture, constituting 60% of the total weight. This ratio remained consistent throughout the fabrication process, with modifications made solely to the epoxy by adding cenosphere. Two layers of carbon fibre (Twill weave) were used as skin and were arranged randomly on each side of natural rubber core. The layers of carbon fibre and rubber were arranged in desired order. The composites were loaded from the top and given 24 hours at room temperature to cure. The samples were removed from the mould after 24 hours and cut using a diamond cutter to the necessary form and size for mechanical testing.

Fabrication of the proposed sandwich composites
The composite materials are categorized into different designations based on their composition. These designations are represented by the following codes: S-C0, S-C5, S-C10, S-C15, and S-C20. Each designation corresponds to specific weight percentages of cenosphere, carbon, rubber core, and epoxy. In the S-C0 composite, there is no cenosphere present, while the weight percentages of carbon, rubber core, and epoxy are 20%, 20%, and 60%, respectively. As we move to the S-C5 composite, the weight percentage of cenosphere increases to 5%, while the other components maintain the same weight percentages as S-C0. Similarly, the weight percentages of cenosphere increase to 10%, 15%, and 20% in S-C10, S-C15, and S-C20 composites, respectively. In all cases, the weight percentages of carbon, rubber core, and epoxy remain constant at 20%, 20%, and 40%, respectively. Table 2 lists the details pertaining to proposed composites. According to the supplier’s data sheet, the densities of epoxy resin, carbon fibre, natural rubber, and cenosphere are 1.2, 1.8, 0.92, and 0.6 g/cm3, respectively.
2.2.1 Tensile testing
A diamond cutter was used to gently cut the specimen to the prescribed length mentioned in the standard 250 mm (span length) x 25mm (width) for the tensile test from the laminate, and emery paper was used to finish it to the correct size as per ASTMD 3039 standard. The tensile tests were performed on a Dak’s system series 9000 universal testing machine equipped with a 50 kN load cell with emery cloth tabs. Testing was conducted at a loading rate of 2 mm per minute. Five identical specimens were evaluated for composite configuration with a varied cenosphere weight fraction as mentioned in Table 2, and an average result was produced.
2.2.2 Flexural testing
On the same apparatus used for tension test, 3 point bending (flexural) tests also were carried out in accordance with ASTM D2344-84 at a loading rate of 2 mm/min with span length of 152 mm, width 13 mm and thickness of 9.5 mm. The flexural stress during a three-point bending test was calculated using Eq. 1.
where Fmax represents ultimate load in N, L is the support distance in mm, width, and thickness in mm of the samples used are represented by b and t, respectively.
The specimens were prepared according to the dimensions specified in the standard, maintaining a constant width of 13 mm. To achieve a span-to-thickness ratio of 16:1, a span length of 152 mm was selected for the samples, which had a consistent thickness of 9.5 mm. Flexural tests were performed on a Dak’s system series 9000, equipped with 3-point bending test apparatus, universal testing machine equipped with a 5 kN load cell.
2.2.3 ILSS
An ILSS test was conducted per ASTM D2344-84. The crosshead speed was kept at 2 mm per minute. Five identical specimens were examined for various weight percentages of cenosphere filler, and an average result was determined. Equation 2 was used to calculate ILSS.
2.2.4 Impact strength
The Charpy impact test may be used to determine how much energy is absorbed when a typical specimen breaks under the effect of an impact force. The specimens and the test were conducted as directed. The specimens for the Charpy impact test were created in accordance with ASTM D6110-18, the dimension of the specimen is 80 mm span length and 10 mm width. A Zwick/Roell Charpy impact test machine (HIT50P) was used for the testing in accordance with the ISO 179/1fU CHARPY.
3 Results and discussion
Table 3 shows a summary of the mechanical property’s outcomes obtained from mechanical testing of the manufactured composites.
3.1 Mechanical properties
3.1.1 Tensile strength
Figure 3 displays the variation of the sandwich composite laminates tensile strength for different levels of cenosphere. It is discovered that adding cenosphere as additional constituents in the composite from 5 to 15 wt.% boosts the composite’s tensile strength. Tensile strength declines as cenosphere are added further (20 wt.%) [34,35,36]. This might have happened as a result of a chemical reaction at the interaction in between epoxy matrix and cenosphere leading to disrupted matrix continuity, or it may have occurred because of the irregularly shaped particles that cause stress concentration in the epoxy matrix. S-C15 exhibits a tensile strength of 2075.22 MPa, which is 60.8% higher than unfilled S-C0 composite, which exhibits a tensile strength of 1290.5 MPa. The fractured specimen subjected to tensile test is presented in Fig. 4.

Variation in a stress stain curve and b tensile strength of proposed sandwich composites

Fractured tensile test specimen
It is seen that the proposed sandwich composites undergo brittle fracture at the skin/face sheet as shown in Fig. 4. Due to the inserted carbon fabric’s three-dimensional structure, complex breakages such as matrix cracking and fibre breakup were seen. A good interface between the carbon fibres and the matrix materials was created, according to observation of the fibre breaking, and the external tensile load was effectively transmitted to the CF reinforcements. When a tensile load is applied, the matrix material experiences stress, and this stress is transmitted to the fibres through the interfacial bonding. The carbon fibres, being highly tensile strength materials, can withstand this load and carry it efficiently. The observation of fibre breaking indicates that the load is successfully transferred to the fibres, resulting in the desired mechanical behaviour and reinforcing effect.
3.1.2 Flexural strength
The variation in flexural strength and ILSS for the proposed sandwich composites are presented in Figs. 5 and 6, respectively. The pattern similar to tensile strength was seen in the cases of flexural strength and ILSS. The improvement in flexural strength and ILSS of S-C15 from unreinforced filler S-C0 is approximately 56.3% and 106.8%. Flexural failure is constrained in the case of carbon fibre-epoxy composites by the fibres. The findings of the flexural strength test showed that the flexural strength of epoxy matrix hybrid polymer composites varied as cenosphere concentration increased. S-C0 composites have a starting flexural strength of 380.02 MPa.

Variation in a stress strain curve and b flexural strength of proposed sandwich composites

Variation in ILSS strength of proposed sandwich composites
The inclusion of cenospheres in epoxy resin results in enhanced mechanical properties observed in the resulting composites. Flexural strength improves slightly to 417.15 MPa at 5 wt.% cenosphere concentration and climbs to a maximum of 593.97 MPa at 15 wt.% cenosphere. Strength declines at 20 wt.% cenosphere, but the resulting value (405.19 MPa) is still higher than the composite without cenosphere, which has a strength of 380.02 MPa. It’s vital to remember that in composites, the strength divergence increases after 5 wt.% of cenosphere. This amply demonstrates how enhancing the mechanical characteristics of carbon fibre epoxy composites can benefit from the inclusion of cenosphere. The interfacial connection formed between the epoxy matrix and fibre via cenosphere may be the cause of the increased strength.
The interfacial interaction of the fibre and epoxy matrix affects the mechanical characteristics of carbon fibre-reinforced polymer composites. ILSS is one of the most useful metrics for determining how surfaces interact. The ILSS of proposed composites is found to increase with addition of cenosphere in the epoxy matrix up to 15 wt.%. ILSS of S-C15 is shown a 106.88% improvement over S-C0 composite. In fact, one of the benefits of the enhanced ILSS is that the cenosphere disperses effectively in the matrix, resulting in efficient cenosphere-matrix bonding. Since epoxy also has hydroxyl as a functional group, it forms hydrogen bonds with carbon fibres as well as with molecules in the cenosphere. As a result, epoxy has strong interfacial adhesion, which produces the “interlock effect”.
At 15 wt.%, cenosphere dispersion was good, but after that concentration, it began to aggregate. Therefore, as cenosphere concentration rises over 15 weight per cent, cenosphere aggregation also rises. After adding 15 wt.% cenosphere, the negative impact of cenosphere on shear strength is greater, and it gets worse as we add more cenosphere content to epoxy. A decrease of ILSS from 66.45 MPa to 34.95 MPa for cenosphere contents of 15 and 20 weight per cent, respectively. Therefore, there has been a 90.12% reduction in ILSS from the highest ILSS value observed in the case of 20 weight per cent cenosphere content. This deterioration in ILSS is caused by a number of factors, including cenosphere dispersion into epoxy, agglomeration, and unintended bonding of cenosphere with a sizing agent. The excess cenosphere addition beyond 15 wt.% was the cause of the cenosphere agglomeration. The increased content of cenospheres facilitates a greater binding with K6 molecules due to the involvement of cenospheres in the binding process with the hardener K6. This, in turn, weakens the connection between the epoxy and K6 molecules. The reduced availability of K6 molecules impacted the epoxy bonding process, leading to a decrease in the degree of cross-linking between the matrix and hardener. Consequently, this decrease in cross-linking affected the interaction among the cenosphere, epoxy, and fibre components. Decrease in ILSS of composites for an increasing cenosphere concentration as a result. The nature of damage due to flexural loading is presented in Fig. 7.

Damage due to flexural loading
It can be seen from Fig. 7 that S-C0, which exhibits lower flexural strength undergoes delamination as opposed to S-C15 where delamination is absent. The core material being a compliant material arrests the crack generated in the top face sheet to propagate to bottom face sheet. Thus, the use of rubber core results in mitigating the damage due to flexural loading. Due to shear strain on the top face sheet of the suggested composite S-C0, delamination and layer separation may be seen. As can be observed from the image, samples of S-C15 do not completely separate into pieces, and as a result, they demonstrate resistance to shear loading because, a better and stronger interlaminar bonding was created.
The evident trend of cenosphere aggregation, which hampers dispersion effectiveness, is observable. The adverse consequences observed after incorporating more than 15% cenospheres can be attributed to multiple factors, including disrupted matrix continuity, interfacial stress concentration, and the resulting increased brittleness of CFRP. Careful consideration of the optimal cenosphere content becomes crucial in order to strike a balance between the potential benefits and the need to mitigate any detrimental effects on the structural properties.
3.1.3 Impact strength
The Charpy impact strength of the proposed sandwich composites vary in the order S-C15 > S-C10 > S-C5 > S-C20 > S-C0 as shown in Fig. 8, indicating that S-C15 exhibited highest impact strength of 419.17 kJ/m2, which is greater by 85.10% compared to unfilled S-C0 composite exhibiting an impact strength of 226.45 kJ/m2. The extraordinary improvement in impact resistance for S-C15 may be described as follows: The high modulus of the carbon fibre outer layer facilitated the quick diffusion of stress waves, the high compliance of the rubber in the core layer facilitated the absorption of impact energy and the cenosphere at 15 wt.% reduced the voids in the composites mitigating the crack propagation. These show the benefit of including a third phase (cenosphere particles) into the composite for appropriate applications, increasing all the mechanical properties.

Variation in impact strength of proposed sandwich composites
After the Charpy impact test, microscopy was used to further examine the morphology of the composites’ surfaces as shown in Fig. 9. The fibre layer on the compressive side of the specimen delaminated and displayed kinking failure, whereas the fibre layer on the tensile side experienced tensile failure and had some fibres broken and pulled out. CFRP, on the other hand, showed a fractured fibre with acute brittle fractures and an overall fracture with a through-thickness break that was clearly visible. Due to a decrease in yield strength, the inclusion of rubber core has increased the potential for ductile failure. Due to the rubber’s ability to function as stress concentrators to start yielding, the yield stress is decreased in the samples.

Fractography of proposed sandwich composites subjected to impact test
4 Conclusions
The current research is being conducted to assess the effect of cenosphere powder on the mechanical characteristics of CFRP and natural rubber core sandwich composite. The following conclusions are drawn from the present study:
-
Adding 5–15 wt.% cenospheres enhances tensile strength by 60.8% in S-C15 (2075.22 MPa) compared to unfilled S-C0 (1290.5 MPa). However, sandwich composites exhibit brittle fracture at the skin/face sheet interface. Flexural strength and ILSS in S-C15 improve by approximately 56.3% and 106.8%, respectively, compared to unreinforced S-C0. The interfacial connection between the epoxy matrix and fibre via cenospheres contributes to the strength increase.
-
The experimental findings reveal that the dispersion of cenospheres within the matrix is effective, leading to a strong cenosphere-matrix bonding and the generation of an interlock effect. This interlock effect facilitates crack arrestation, preventing crack propagation from the top face sheet to the bottom face sheet. The presence of a compliant rubber core material contributes to this behaviour by absorbing and dissipating the flexural loading-induced damage. Consequently, the utilization of a rubber core demonstrates a significant mitigation effect on the structural damage caused by flexural loading.
-
Beyond a concentration of 15 wt.%, there is an observable trend of cenosphere aggregation, indicating reduced dispersion effectiveness. The negative impact after adding over 15% cenospheres is due to aggregation, disrupted matrix continuity, inadequate bonding, and interfacial stress concentration. Optimal cenosphere content is crucial for balancing benefits and mitigating negative effects on structural properties.
-
The extraordinary improvement in impact resistance for S-C15 is found to be due to the high modulus of the carbon fibre outer layer, which facilitated the quick diffusion of stress waves, the high compliance of the rubber in the core layer, which facilitated the absorption of impact energy and the cenosphere at 15 wt.% reduced the voids in the composites mitigating the crack propagation.
References
Du Y, Wu T, Yan N, Kortschot MT, Farnood R (2014) Fabrication and characterization of fully biodegradable natural fiber-reinforced poly(lactic acid) composites. Compos Part B Eng 56:717–723. https://doi.org/10.1016/j.compositesb.2013.09.012
Mahesh V, Joladarashi S, Kulkarni SM (2020) A comprehensive review on material selection for polymer matrix composites subjected to impact load. Def Technol 17:257–277
Rajkumar D, Mahesh V, Joladarashi S, Satyabodh M, Rajkumar D, Mahesh V, Joladarashi S (2022) A novel flexible green composite with sisal and natural rubber: investigation under low-velocity impact a novel flexible green composite with sisal and natural rubber: investigation under low-velocity impact. J Nat Fibers. https://doi.org/10.1080/15440478.2022.2036292
Ranganathan N, Oksman K, Nayak SK, Sain M (2015) Regenerated cellulose fibers as impact modifier in long jute fiber reinforced polypropylene composites: effect on mechanical properties, morphology, and fiber breakage. J Appl Polym Sci. https://doi.org/10.1002/app.41301
Ahmed KS, Vijayarangan S (2008) Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J Mater Process Technol 207:330–335. https://doi.org/10.1016/j.jmatprotec.2008.06.038
Santulli C, Caruso AP (2009) A comparative study on falling weight impact properties of jute/epoxy and hemp/epoxy laminates. Malays Polym J 4:19–29
Mahesh V, Mahesh V, Harursampath D (2021) Influence of alkali treatment on physio-mechanical properties of jute–epoxy composite. Adv Mater Process Technol 00:1–12. https://doi.org/10.1080/2374068X.2021.1934643
Ramesh M, Palanikumar K, Reddy KH (2013) Mechanical property evaluation of sisal-jute-glass fiber reinforced polyester composites. Compos Part B Eng 48:1–9. https://doi.org/10.1016/j.compositesb.2012.12.004
John K, Naidu SV (2004) Tensile properties of unsaturated polyester-based sisal fiber-glass fiber hybrid composites. J Reinf Plast Compos 23:1815–1819. https://doi.org/10.1177/0731684404041147
Rattan R, Bijwe J (2006) Influence of weave of carbon fabric on abrasive wear performance of polyetherimide composites. Tribol Lett 22:105–112. https://doi.org/10.1007/s11249-006-9068-x
Degrieck J, Van Paepegem W (2001) Fatigue damage modeling of fibre-reinforced composite materials: review. Appl Mech Rev 54:279–300. https://doi.org/10.1115/1.1381395
Davim JP, Reis P (2003) Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos Struct 59:481–487. https://doi.org/10.1016/S0263-8223(02)00257-X
Chand S (2000) Review carbon fibers for composites. J Mater Sci 35:1303–1313. https://doi.org/10.1023/A:1004780301489
Mouritz AP (2007) Review of z-pinned composite laminates. Compos Part A Appl Sci Manuf 38:2383–2397. https://doi.org/10.1016/j.compositesa.2007.08.016
Jain LK, Mai Y-W (1994) On the effect of stitching on mode I delamination toughness of laminated composites. Compos Sci Technol 51:331–345. https://doi.org/10.1016/0266-3538(94)90103-1
Hollister SJ (2005) Porous scaffold design for tissue engineering. Nat Mater 4:518–524. https://doi.org/10.1038/nmat1421
Severini F, Formaro L, Pegoraro M, Posca L (2002) Chemical modification of carbon fiber surfaces. Carbon 40:735–741. https://doi.org/10.1016/S0008-6223(01)00180-4
Mimura K, Ito H, Fujioka H (2000) Improvement of thermal and mechanical properties by control of morphologies in PES-modified epoxy resins. Polymer 41:4451–4459. https://doi.org/10.1016/S0032-3861(99)00700-4
Kumar S, Patil CB (2006) Estimation of resource savings due to fly ash utilization in road construction. Resour Conserv Recycl 48:125–140. https://doi.org/10.1016/j.resconrec.2006.01.002
Suresha B, Chandramohan G, Jayaraju ST (2008) Influence of cenosphere filler additions on the three-body abrasive wear behavior of glass fiber-reinforced epoxy composites. Polym Compos 29:307–312. https://doi.org/10.1002/pc.20380
Srivastava VK, Shembekar PS, Prakash R (1988) Fracture behaviour of fly-ash filled FRP composites. Compos Struct 10:271–279. https://doi.org/10.1016/0263-8223(88)90006-2
Lindon K (2015) Sear, properties and use of coal fly ash, a valuable industrial by-product. In: Properties and use of coal fly ash
Alkadasi NAN, Hundiwale DG, Kapadi UR (2004) Effect of coupling agent on the mechanical properties of fly ash–filled polybutadiene rubber. J Appl Polym Sci 91:1322–1328. https://doi.org/10.1002/app.13280
Parvaiz MR, Mahanwar PA, Mohanty S, Nayak SK (2011) Effect of surface modification of fly ash reinforced in polyetheretherketone composites. Polym Compos 32:1115–1124. https://doi.org/10.1002/pc.21129
Thakur S, Chauhan SR (2014) Friction and sliding wear characteristics study of submicron size cenosphere particles filled vinylester composites using Taguchi design of experimental technique. J Compos Mater 48:2831–2842. https://doi.org/10.1177/0021998313502740
Chand N, Sharma P, Fahim M (2010) Correlation of mechanical and tribological properties of organosilane modified cenosphere filled high density polyethylene. Mater Sci Eng A 527:5873–5878. https://doi.org/10.1016/j.msea.2010.06.022
Ray D, Gnanamoorthy R (2007) Friction and wear behavior of vinylester resin matrix composites filled with fly ash particles. J Reinf Plast Compos 26:5–13. https://doi.org/10.1177/0731684407069945
Parvaiz MR (2012) Influence of silane-coupling agents on the performance of morphological, mechanical, thermal, electrical, and rheological properties of polycarbonate/fly ash composites. Polym Compos 33:1798–1808. https://doi.org/10.1002/pc.22325
Das A, Satapathy BK (2011) Structural, thermal, mechanical and dynamic mechanical properties of cenosphere filled polypropylene composites. Mater Des 32:1477–1484. https://doi.org/10.1016/j.matdes.2010.08.041
Ramachandra M, Radhakrishna K (2007) Effect of reinforcement of flyash on sliding wear, slurry erosive wear and corrosive behavior of aluminium matrix composite. Wear 262:1450–1462. https://doi.org/10.1016/j.wear.2007.01.026
Kumar PRS, Kumaran S, Rao TS, Natarajan S (2010) High temperature sliding wear behavior of press-extruded AA6061/fly ash composite. Mater Sci Eng A 527:1501–1509. https://doi.org/10.1016/j.msea.2009.10.016
Kuljanin J, Vuckovic M, Comor M, Bibic N, Djokovic V, Nedeljkovic J (2002) Influence of CdS-filler on the thermal properties of polystyrene. Eur Polymer J 38:1659–1662
Bernd W, Michael H, Frank S (2004) Thermal conductivity, thermal diffusivity, and specific heat capacity of particle filled polypropylene. Compos A Appl Sci Manuf 35:423–429
Biswas S (2012) Mechanical properties of bamboo-epoxy composites a structural application. Adv Mater Res 1:221–231. https://doi.org/10.12989/amr.2012.1.3.221
Raghavendra G, Ojha S, Acharya SK, Pal SK, Ramu I (2016) Evaluation of mechanical behaviour of nanometer and micrometer fly ash particle-filled woven bidirectional jute/glass hybrid nanocomposites. J Ind Text 45:1268–1287. https://doi.org/10.1177/1528083714557058
Ahmed KS, Mallinatha V, Amith SJ (2011) Effect of ceramic fillers on mechanical properties of woven jute fabric reinforced epoxy composites. J Reinf Plast Compos 30:1315–1326. https://doi.org/10.1177/0731684411420606
Acknowledgements
Authors Vishwas Mahesh and Dineshkumar Harursampath would like to thank the SERB, New Delhi for providing financial support through TARE scheme (TAR/2021/000016) for executing this work
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: João Marciano Laredo dos Reis.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Aithal, N.U., Mahesh, V., Mahesh, V. et al. Development and mechanical characterization of cenosphere-reinforced CFRP and natural rubber core sandwich composite. J Braz. Soc. Mech. Sci. Eng. 45, 498 (2023). https://doi.org/10.1007/s40430-023-04424-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-023-04424-2