
Abstract
Greenhouse gas emissions are caused by human activities, one of which is the manufacturing process, which is the main driver of global warming. The machining process is a common practice in sectors such as aerospace and automotive. Based on the latter, this research focuses on understanding and testing an alternative way to make an economically sustainable machining process. This study reports on the performance of tool life analysis under dry settings, and the cutting speed calculation considers machining and tooling costs. Developing a design of the experiment established the power demand equation, which is part of the energy model presented in this research, and it also helps to understand the carbon dioxide emissions to the environment before starting the milling process. Based on the results, the tool life evaluation shows the longest working time under good tool conditions with a measured surface roughness of less than 0.6 μm. The energy model shows the alternative to improve energy consumption and CO2 emissions by 0.11 kWh and 0.055 kg CO2, respectively, which is essential to understand the challenge of reducing the manufacturing footprint.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The manufacturing industry is integrating a sustainable value business model and advanced manufacturing technology to improve productivity [1]. A study supported in the literature has been achieved about the knowledge model that has allowed industrial energy efficiency to be positioned at the current level. The analysis shows that the knowledge of technical type is the most common in the implementation of energy management [2]. Ecological trends are a key factor in sustainable production. Therefore, machining processes are migrating to efficient, economical, and green techniques. Consequently, the study of the prolongation of cutting tool life through the analysis of the machining parameters and the specifications of the tool, as well as the use of methods with environmentally friendly cooling/lubricating fluids, are substantial [3]. Diverse cooling techniques are used to increase the machinability of high strength, low thermal conductivity materials such as titanium and its alloys. In titanium alloy production, dry machining is well-known for its minimal environmental impact, as no fluid is used in the process [4, 5]. In milling manufacturing, a high material removal rate is necessary to improve machine efficiency. The cutting parameters are relevant in aspects of quality surface, power demand, and energy consumption. Due to the former, some studies have modeled the energy behavior in manufacturing [6]. In this sense, a fuzzy inference system (FIS) has been used to predict energy consumption during the machining of ceramic-based metal matrix composites. Based on the previous model, the values of the cutting parameters were optimized in terms of energy consumption. FIS provided an energy consumption with an acceptable error from 1.6 to 2.4% with respect to the measured results [7].
Moreover, the tool life affects tool change time or cost, and the alternative to optimize is through the cutting parameters; based on that, cutting width and cutting time are achievement parameters in 1% and 3%, respectively [8]. Additionally, a first-order model to evaluate the tool life based on elementary cutting parameters has been implemented. The work shows that cutting speed is a crucial parameter in the tool life followed by the axial depth of cut and feed per tooth. In other words, as any of these variables increase, the tool life decreases. Other works have found that optimization strategies in machining processes can lead to 40% less energy consumption [9]. Different studies have evaluated the precision of tool life models, for example, Taylor, extended Taylor, and chip thickness, and the accuracy functions according to the number of experiments [10]. Information related to the tool life model is presented in different books, and its importance is due to the possibility to make an approximation based on the constant calculated in a general way to be used based on the cutting tool material and workpiece material. Alternative researchers have focused on linear estimation with logarithm-based methodology to calculate the coefficients in Taylor extended equation through different ways with optimization of the test number or fast convergence of the coefficients and the mean percentage error of 10% [11]. Another investigation focused on using microgrooves on the structures of the cutting tool insert, with optimization in friction coefficient by 14% or cutting forces by 10% factors related to the tool wear [12]. In the aim to improve the machining process, the curvature characteristics in blade machining and the impact on the energy consumption have been investigated when there is a smaller curvature radius in comparison to a larger one [13]. Using strategies in which toolpath and cutting parameters are the variables has shown that it is possible to optimize the energy consumption in 57% [14]. A multi-objective optimization using NSGA-II algorithm was helpful, because it integrated more than one variable interfering with the energy consumption, not only for cut but also for idle milling [15]. There have been studies on a dynamic milling strategy that demonstrated constant chip loads and finesse instead of force, since the movement is less than 50 percent step over and deeper stepdown, which improves tool life and reduces cycle times [16]. A dynamic mill uses short working engagements with constant depth, reducing vibration and forces along the edge, and reducing energy consumption by up to 38% [17].
The wear progression of tools is evaluated under dry and cryogenic cutting conditions with a variety of parameters. As a result, the energy consumption is lower with the cryogenic strategy in comparison with dry machining [18]. Additionally, researchers developed a multi-objective analysis in a turning process. There, the main contribution was the inclusion of non-cutting energy consumption in multi-pass turning, and the main difference was to change the spindle speed rotation [19]. An analytical model developed in MATLAB predicts cutting forces and energy consumption with ± 2% error that works for any type of workpiece geometry [6]. A multi-objective multiverse optimizer algorithm is tested with three objectives: machining time, production cost, and tool life. This research finds an approximation between the mentioned variables, in general, the ability in process optimization for benign dry hobbing [20].
Researchers tend to focus on improving tool life, reducing energy consumption based on cutting parameters, optimizing cycle time, and improving surface quality from a multi-faceted perspective. However, it is still necessary to understand performance by focusing on CO2 emissions, without ignoring the cost of cutting tools. This research aims to better understand the effects of energy consumption on machining and to develop sustainable manufacturing techniques. Before making the machining process, a tool life analysis is performed, and usually, during this phase, the feed rate and cutting speed are selected. However, this study suggests tool life analysis to determine the optimal cutting speed with low cost, which includes calculating the machine shop and tool cost as a first step, then determining the depth of cut and feed per tooth. The second step is to design an experiment to find the constant for predicting cutting power through machining, and the final step is to model the energy consumption equation. It is useful to know the energy behavior before making machining processes and to predict the effects of greenhouse gases.
2 Tool life Taylor equation
The tool life is the functional length expressed as a function of cutting time [21], and tool wear is affected by the workpiece material, cutting parameters, cutting fluid, tool material, geometry, and machine tool characteristics. One of the most relevant areas is flank wear (VBB), which is shown in sections A–A in Fig. 1 [22]. In the face milling process, the tool life testing values are VBB = 0.3 mm, or VBB, max = 0.5 mm, according to international standards. The surface finish quality is another reference to changing the cutting tool [23].

Uniform flank wear ISO 8688-1:1989
According to Taylor's tool life equation, in Eq. 1, VC represents cutting speed (m/min), T represents tool life (min), and n represents slope and exponent of the line. As a result, C is a constant equal to the cutting speed [24].
Equation 1 can be expressed in logarithmic axes; Taylor lines become straight lines with slope n. The constant C corresponds to the cutting speed on the horizontal (VC) axis for 1 min T tool life (Eq. 2).
For machining process optimization, it is necessary to use an optimization model that incorporates manufacturing costs. Then, Eq. 3 shows the calculus economic tool life TE (min) [25].
To examine the tooling cost time, TV (min) can be represented by cost and variables that are involved in Eq. 4. Where TRPL is the time for replacing a worn insert (min), CE is the cost per edge, tools with insert (USD), and HR is the hourly shop rate cost (USD).
According to Eq. 5, the cost per edge of tools that have inserts CE USD is calculated by taking into consideration the price of the inserts CIns in USD, the number of edges per insert NEdg, the price of the cutter body CCBody USD, and the cutter body life in terms of the number of edges CBLEdg.
In Eq. 6, the economic cutting speed VC–E is obtained by applying the highest value (Chigh) calculated through the experiments on high cutting speed and the tool life TE, with n slope as the exponent.
3 Power demand and energy consumption
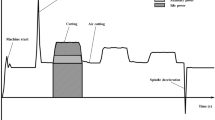
Machine energy consumption is divided into two concepts: first, constant startup, which includes cooler, mist collector, oil pressure pump, coolant, and centrifuge; second, machining, which indicates the energy used to remove the material. However, even when it represents all the energy consumed by the milling machine, this energy is not used to produce parts [26].
The specific electrical energy Belect was developed in Eq. 7, including the idle power Pidle in kW, the \(\dot{v}\) is the rate of material processing in cm3/sec, and k is a constant related to the specific cutting energy in kJ/cm3 [27].
Total power PT is comprised of three components: constant power \(P_{{{\text{constant}}}}\), no matter if the machine is or is not cutting material; variable power \(P_{{{\text{variable}}}}\), which is the idle power required to achieve the desired spindle speed and feed rate; and the cutting power \(P_{{{\text{cut}}}}\) that is the power used to remove material, as shown in Eq. 8.
In standby mode, 0.3 kW of power was measured. The coolant water pump was turned off during the experiments. The variable power was measured with the vertical milling machine in a running condition, without removing any material, with the spindle speed and feed calculated after the tool life analysis. To determine cutting power, subtract the variable power from the total power.
The Levenberg–Marquardt algorithm was utilized to estimate the optimal fit values; this combine gradient descent and Gauss–Newton methods to achieve numerical minimization. A gradient descent method reduces the squared errors by updating the parameters in a steepest descent direction. The Gauss–Newton method reduces the sum of the squared errors by supposing the least square function is locally quadratic in the parameters and calculating the minimum of this quadratic, as can see in Eq. 9 [28], where k is a conditioning factor and D is a diagonal matrix with elements VTV. Equation 10 indicates that the direction of δ(k) is intermediate between the direction of the Gauss–Newton increment (k → 0) and the direction of steepest descent.
Based on the inverse augmented QR decomposition of V and updates from a diagonal matrix, the increment terms of the inverse of an augmented VTV matrix are calculated. Using the Levenberg increment, it solves the system with derivative matrix by least squares, see Eq. 11. For the response vector, see Eq. 12 [29].
In Eq. 13, the derivate matrix changes for the Marquardt increment:
Based on the configuration for this analysis, the constants × 1, × 2, and × 3 started at 0. The confidence level for intervals was 95, the maximum number of iterations was 200, and the convergence tolerance was 1.0 × 10−5.
4 Experiment set-up
Figure 2 illustrates the methodology implemented in this work, which was focused on modeling energy consumption considering the tool life and cost. First, the material and cutting tools were selected, and the cutting parameters were analyzed depending on the characteristics of the machine. Second, tool life evaluation was implemented to find the economical cutting speed VC–E based on the economical tool life. Subsequently, a DOE 32 experiment was established, where the depth of cut and feed per tooth were considered to model the cutting power Pcut. Finally, the equation of the total energy ET consumption was calculated, which considers the calculated cutting power to understand the energy behavior and the environmental impact.

Economic sustainable methodology
4.1 Machine, material, and cutting tool
A CNC milling machine KENTA VMC-7545, was used in this experiment. The range of the spindle is 40–6000 rpm, and the maximum feed speed is 3000 mm/min. This experiment considered the characteristics of the CNC machine mentioned, for the cutting tool selection, not to override their limits. Table 1 shows details of the dimension of the workpiece, chemical composition, mechanical properties, and characteristics of the cutting tools used in this investigation. This research will not use coolant flood because the cutting tool is available from the supplier to work under dry conditions.
4.2 Case study: tool wear
The cutting speed chosen for this investigation was based on the supplier’s recommendation, and it was established low and high values. The constant parameters are depth of cut ap, radial engagement ae, and feed per tooth fz, considering that the first analysis is based on the Taylor equation. The spindle speed and table feed are estimated at 3295 rev/min and 856 mm/min, respectively, for high values, based on the parameters described in Table 2.
The first test was conducted for 54 min, and the flank wear was measured with a microscope Optika® series B, at a 10X equivalent to 100 times the real size, until 0.13 mm had been reached. Alternatively, test 2 was run for 155 min until the flank wear reached 0.13 mm. The procedure followed was to first set the cutting tool sample on a base, with the flank orientation toward the instrument lamp; then, as the cutting tool had two inserts, the two-corner radii were measured. Finally, the average between the two measurements was obtained.
The quality surface was measured with a roughness tester SJ-310, and the measurement instrument was set according to standard ISO 4287:1997, the limit wavelength of 0.8 mm, the wavelength of 2.5 µm, wave filter in Gauss, profile in R, and measurement parameter in Ra. The measurement process started by taking 3 samples along the flat facing machined area; next, the measure was repeated three more times in the same area, and finally, the average between the measurements was obtained.
Dynamic toolpath in face milling: In Fig. 3, it can be seen that the radial engagement in the cutting tool is always with a radius, and also the machining is front the outside in, and the step over is 2.5 mm. This machining is constant when the tool is inside.

Dynamic toolpath
The results of the tool life with the minimum and maximum cutting speed were tested using Eq. 2 in both settings, and it is established an equality and then the equation was solved regarding "n". This is shown in Eq. 14.
4.3 CNC machine power demand analysis
Once the machining was run without coolant, the CNC machine was wired. The energy quality gauge used was Circutor®AR5, a portable device that was set in three-phase. Additionally, alligator clips and current clamps were used, as shown in Fig. 4. Besides, the measuring device was configured to save data in 1-s periods. Later, the information was analyzed on a PC, with PowerVision Software.

Wiring of the power quality analyzer
The sum of constant, variable, and cutting power is equal to global power demand in the machine. First, constant, is the sum of the power demanded of a panel, light, and servos; this test was measuring three times to get an average of 0.3 kW. Furthermore, idle power in the milling operation chosen was face milling; it was measuring setting the machine tool in idle conditions without removing material configured with the dynamic toolpath strategy. In this procedure, the nine tests were set, then repeated twice, and an average was obtained. Finally, cutting power is the necessary power to remove material. It could be determined by subtracting the constant power plus idle power from the total power. This value is measured in each experiment to estimate the coefficients x1, x2, and x3, while \({\text{a}}_{p}\) and fz are values of the cutting parameters, notice that cutting speed was not chosen because this value depends on the Taylor analysis. However, the model for the power consumption with a first-order model is Eq. 15 [30].
4.4 Modeling energy and CO2 emissions
Equation 16 predicts the total energy ET kWh, which includes idle trajectories, cutting movements, and tool change. In the machining process, idle energy EIdle kWh is considered without material remotion. In addition, cutting energy ECut kWh is determined by the cutting parameters configured in the machine. Lastly, tool change energy ETCH is a constant value.
The idle energy, EIdle kWh (see Eq. 17), includes the idle power, Pidle kW, which is averaged five times with rapid movements. The length idle value Lidle mm is reviewed in the CAM commercial software, and a table feed, vfidle mm/min, is extracted from the machine.
The cutting energy ECut in kWh is defined by Eq. 18, which depends on the cutting power Pcut in kW, as shown in Eq. 19. The Eq. 19 implements a modeling of the energy based on the Levenberg–Marquardt algorithm; this equation is not linear and is constituted of x1 and x2 as constants, which are obtained based on the DOE 32 experiment, the depth of cut in mm and the feed per tooth in mm. In addition, the cutting energy equation includes the length of cut Lcut in mm, and the feed per tooth vfcut in mm/min.
Table 3 describes the variables of the DOE 32 experiment, which generates 9 possible combinations of the cutting parameters for the machining operation. These parameters are the depth of cut and the feed per tooth, each one defined for 3 different levels: low, medium, and high, which are within the ranges suggested by the supplier of the tool. The economic cutting speed is 167 m/min according to the result of the previous evaluation described by the Taylor equation. In addition, the radial engagement was set at 2.54 mm, which represents ten percent of the cutting tool's diameter.
4.5 Emissions impact of CO2
Climate change represents a worldwide problem that has led to the implementation of strategies to minimize the effect of greenhouse gas (GHG) emissions in industrialized countries [31]. In this way, the creation of international protocols has made it possible to counteract GHG emissions concerning those registered in the 1990s [32].
Among the GHG that has a greater impact on climate change is carbon dioxide CO2 [33, 34]. In the industrial sector, a manufacturing process necessarily involves energy consumption in the form of electricity, the generation of which is one of the activities that produce the largest number of CO2 emissions worldwide [35]. Therefore, it is essential to identify in a manufacturing process the elements and factors that result in high CO2 emissions. In this manner, it is possible to quantify in units of CO2 the amount of GHG that is emitted into the atmosphere through Eq. 20, where CEpart represents CO2 emissions, CES is the emission factor of the electricity supply network with an approximate value of 0.5 kg CO2/kWh, and ECpart is the electrical energy consumption in units of kWh [36].
According to the sources of electrical consumption of the manufacturing process, the impact on the carbon footprint is calculated using Eq. 20. This work analyzed the relationship between the energy performance of the machining process considering the environmental impact.
5 Results
5.1 Tool life evaluation
The tool life T value with low and high parameters was determined experimentally, as shown in Table 4, both conditions were tested with low and high time to calculate the 0.7 as the n slope, which is between the range of values tested in previous research for steel [37]. This value is necessary to determine the C constant. In addition, the TE economic tool life is based on the insert CIns and the tool holding CCBody where the cost is $24.36 and $376, respectively. The cutting tool has two edges: NEdg and teeth CBLEdg. The time considered for replacing a worn insert TRPL was of one minute, and the cost hourly shop rate HR considered is $50. Finally, the economic cutting speed VC–E is solved with Eq. 6.
The corresponding optical microscope images for the cutting insert edges that have reached the flank wear criteria are shown in Fig. 5. The image nomenclature is: 5 is the image number, T1 or T2 writes the tool number, and RF or FW means rake face and flank wear, respectively. There is a label of the values, for example, 5T1RF shows the values along the edge with values from 0.074 to 0.085 mm, and 5T1FW presents the flank wear that is from 0.093 to 0.131 mm. The experiment was stopped with 0.131 mm in flank wear because the quality surface increased and the cutting tool temperature increased very fast.

Flank were insert in millimeter
The tool life performance is shown in Fig. 6, where the flank wear increases until reaching 0.13 mm. The insert tested with high cutting parameters worked for 54 min, and the blue line shows the tool tried with low cutting parameters working for 155 min.

Flank wear and tool life
Figure 7 shows the surface of the final workpiece; there are possible to see 4 numbers that correspond to the measured area, and the arrows are to point of reference for the horizontal and vertical zone. The test was stopped considering the tool life, but the other factor is the quality of the surface approximately with the same behavior.

Final workpiece
Table 5 shows the final average estimated on the workpiece. For example, the maximum roughness for the vertical direction was detected in the area labeled as 2 V, which was 0.65 μm. In contrast, the vertical zone 4 (4 V) measured 0.25 μm. For the horizontal direction, the zone labeled as 3H measured 0.60 μm, which is the maximum value, while the minimum value was 0.19 μm for the zone 2 (2H). The previous values could be classified as the finish milling.
5.2 Power demand, energy consumption, and cycle time evaluation
The results of the power demand and the energy behavior based on each of the nine programmed combinations are listed in Table 6. The array of the DOE 32 experiment consists of a combination of ap(L), ap(M), and ap(H) as the depth of cut low, medium, and high, respectively, with fz(L), fz(M), and fz(H) as feed per tooth low, medium, and high, respectively. In addition, it is possible to see that the cycle time per combination is related only to the feed per tooth but do not with the depth of cut. In contrast, power demand and energy consumption are related to both parameters. Furthermore, the cutting power rate is from 0.10 to 0.13 kW.
5.3 Nonlinear equation evaluation using DOE experiment
Table 7 presents the results of the statistical analysis defined in Table 2. Nine tests were carried out using the face milling option. The standard deviation between the data values and the fitted values is approximately 16 units. The P-value is 0, thus providing evidence that the model fit. The analysis includes 22 iterations; the final SSE is the sum of the squared residuals, which is 11222 units, and the mean-squared error is 267 units.
The modeling of face milling is performed based on the results of the nonlinear regression analysis presented in Table 7. In the model of the operation, Pcut represents the total power demand, and it is a function of the cutting parameters ap and fz, as shown in Eq. 21. Figure 8 shows the predictive equation, with R-sq (pred) equal to 90.31, which is described in the graph with a black square and is compared with the real values, which are represented with a blue circle. Nine tests were implemented in total and repeated four times. Figure 8 also shows the behavior of the combination per each test and the power value that vary of 0.650 to 0.825 kW.

Power demand comparison real versus predictive
In Fig. 9, a normal distribution is provided, and the residual model falls on a straight line, which shows the normal probability plot. The residuals are independent of one another and are randomly distributed around the center line; this means a normal behavior in the versus order chart. Additionally, the histogram shows that the data are skewed, and the residuals are randomly distributed, a fact which means constant variances are presented in the versus fits chart.

Residual plots of the milling operation
5.4 Energy and CO2 analysis
The real and predictive energy consumption is described in Fig. 10 a; there is a standard deviation of 4.70 × 10−5 between the real and the prediction equation and an error of 9.73 × 10−3 units. The blue line represents the estimated values with model development with Eq. 16, and the black line is the actual value. Finally, this experiment was not performed a tool change and is zero the energy used for tool change ETCH. Therefore, the tendency is different in each test by the combination of depth of cut and feed per tooth. The value in energy consumption is 0.22 and 0.11 Wh as the higher and lower value. For the calculus of the carbon emissions was used in Eq. 20, the emissions factor is 0.5 kg CO2/kWh; as a result, Fig. 10b shows the carbon dioxide emissions in the machining process, which have a similar behavior in energy consumption and the range values between 5.5 × 10−5 and 1.1 × 10−4 kg CO2.

a Real and predictive energy, b CO2 emissions
The dynamic toolpath has only one idle movement, the approximation tool to the workpiece, which accounts for 0.5% of the total energy. After that, the cutting tool removes the material until the trajectory programmed to remove the material has been reached, as illustrated in Table 8, which contains breakdown energy.
6 Conclusions
In this work, three objectives were considered during the development of the manufacturing process enhancement: tool life, costs, and energy consumption for developing a sustainable process. The main results of the study have been summarized as follows:
-
This research set as the initial phase tool life analysis with Taylor equation. Consequently, the economic tool life was determined, which is 103.37 min. Generally, the tool life period is between 15 and 45 min [25], in comparison, the value obtained in this work was 58 min, which is higher than the maximum value of the tool life that is associated with the cutting speed. This parameter works between 112 and 260 mm/min, values that are recommended by the catalog supplier [38].
-
Determine the economical cutting speed guarantees a life understood from the economic perspective. Even more, the methodology followed in this research was reduced from 32 to 9 tests because the economics cutting speed was a constant value. Meanwhile, the results of cycle time show a tendency that is repeated in 18 min, 12 min, and 9 min for low, medium, and high feeds per tooth. The performance demonstrates that feeds per tooth are determinants in the cycle time, yet cut depth impacts material removal rates, and the combination of both affects power demand.
-
A 4 mm depth of cut combined with 0.16 mm feeding per tooth and 167 m/min cutting speed results in a metal removal rate of 6.78 cm3/min, a cycle time of 0.156 h, and an energy consumption of 0.13 kWh. This array of cutting parameters reduces the footprint of this machining process.
-
This work was focused on developing sustainable strategies in the manufacturing process. The relationship between sustainable practices was implemented. First, the use of a dry milling machine avoids coolant fluid as pollution in the environment. Furthermore, cutting analysis to find the longest tool life helped to reduce costs. Whereas, modeling the energy consumption to find a friendly combination of the cutting parameters reduced the impact of CO2 emission.
Further research in this area will focus on understanding better how tool wear and damage affect tool life by analyzing the data for a comprehensive study. It is also interesting to try different milling strategies to see how energy consumption and cutting tool geometry differ.
Data availability
All data generated or analyzed during this study are included in this published article.
Code availability
Not applicable.
Abbreviations
- VB B :
-
Flank wear
- V C :
-
Cutting speed
- n :
-
Slope as the exponent
- T :
-
Tool life
- C :
-
Constant
- T E :
-
Economic tool life
- T V :
-
Tooling cost time
- T RPL :
-
Time for replacing a worn insert
- C E :
-
Cost per edge
- H R :
-
Hourly shop rate cost
- C Ins :
-
Cost of insert
- N Edg :
-
Number of edges per insert
- C CBody :
-
Cost of cutter body
- CBLEdg :
-
Cutter body life in number of edges
- V C-E :
-
Economic cutting speed
- \(T_{E}^{n}\) :
-
Tooling cost time
- C high :
-
Constant with high value
- P idle :
-
Idle power
- \(\dot{v}\) :
-
Rate of material processing
- k :
-
Constant related to the specific cutting energy
- P T :
-
Total power
- P constant :
-
Constant power
- P variable :
-
Variable power
- P cut :
-
Cutting power
- E T :
-
Total energy consumption
- a p :
-
Depth of cut
- a e :
-
Radial engagement
- f z :
-
Feed per tooth
- E Idle :
-
Iddle energy
- E Cut :
-
Cutting energy
- E TCH :
-
Tool change energy
- L idle :
-
Length idle
- vf idle :
-
Rapid movement without removing materials
- L cut :
-
Cutting length
- DOE:
-
Design of experiments
References
Qu YJ, Ming XG, Liu ZW, Zhang XY, Hou ZT (2019) Smart manufacturing systems: state of the art and future trends. Int J Adv Manuf Technol 103(9–12):3751–3768. https://doi.org/10.1007/s00170-019-03754-7
Andrei M, Thollander P, Sannö A (2022) Knowledge demands for energy management in manufacturing industry: a systematic literature review. Renew Sustain Energy Rev. https://doi.org/10.1016/j.rser.2022.112168
Krolczyk GM et al (2019) Ecological trends in machining as a key factor in sustainable production: a review. J Clean Prod 218:601–615. https://doi.org/10.1016/j.jclepro.2019.02.017
Maruda RW et al (2020) Evaluation of turning with different cooling-lubricating techniques in terms of surface integrity and tribologic properties. Tribol Int 148:106334. https://doi.org/10.1016/j.triboint.2020.106334
Pimenov DY et al (2021) Improvement of machinability of Ti and its alloys using cooling-lubrication techniques: a review and future prospect. J Mater Res Technol 11:719–753. https://doi.org/10.1016/j.jmrt.2021.01.031
Pawar SS, Bera TC, Sangwan KS (2022) Energy consumption modelling in milling of variable curved geometry. Int J Adv Manuf Technol 120:1967–1987. https://doi.org/10.1007/s00170-022-08854-5
Usca ÜA et al (2022) Estimation, optimization and analysis based investigation of the energy consumption in machinability of ceramic-based metal matrix composite materials. J Mater Res Technol 17:2987–2998. https://doi.org/10.1016/j.jmrt.2022.02.055
Tatar K, Sjöberg S, Andersson N (2020) Investigation of cutting conditions on tool life in shoulder milling of Ti6Al4V using PVD coated micro-grain carbide insert based on design of experiments. Heliyon. https://doi.org/10.1016/j.heliyon.2020.e04217
Alswat HM, Mativenga PT (2021) The international dimension of electrical energy derived emissions for machine tools. Elsevier
Johansson D, Hägglund S, Bushlya V, Ståhl JE (2017) Assessment of commonly used tool life models in metal cutting. Procedia Manuf 11:602–609. https://doi.org/10.1016/j.promfg.2017.07.154
Dos Santos ALB, Duarte MAV, Abrão AM, Machado AR (1999) An optimisation procedure to determine the coefficients of the extended Taylor’s equation in machining. Int J Mach Tools Manuf 39(1):17–31. https://doi.org/10.1016/S0890-6955(98)00025-X
Fatima A, Mativenga PT (2015) A comparative study on cutting performance of rake-flank face structured cutting tool in orthogonal cutting of AISI/SAE 4140. Int J Adv Manuf Technol 78:2097–2106. https://doi.org/10.1007/s00170-015-6799-6
Liu X, Han L, Wu S, Meng Y, Yue C, Liang SY (2022) Influence of blade curvature characteristics on energy consumption in machining process. Int J Adv Manuf Technol 121:1867–1885. https://doi.org/10.1007/s00170-022-09420-9
Feng C, Chen X, Zhang J, Huang Y, Qu Z (2022) Minimizing the energy consumption of hole machining integrating the optimization of tool path and cutting parameters on CNC machines. Int J Adv Manuf Technol 121:215–228. https://doi.org/10.1007/s00170-022-09343-5
Feng C, Huang Y, Wu Y, Zhang J (2022) Feature-based optimization method integrating sequencing and cutting parameters for minimizing energy consumption of CNC machine tools. Int J Adv Manuf Technol 121(1–2):503–515. https://doi.org/10.1007/s00170-022-09340-8
But A, Canarache R (2019) Comparative results of milling strategies implementation. Mater Today Proc 12:219–224
Amaro P, Ferreira P, Simões F (2020) Comparative analysis of different cutting milling strategies applied in duplex stainless steel. Procedia Manuf 47(2019):517–524. https://doi.org/10.1016/j.promfg.2020.04.132
Khan MA, Jaffery SHI, Baqai AA, Khan M (2022) Comparative analysis of tool wear progression of dry and cryogenic turning of titanium alloy Ti-6Al-4V under low, moderate and high tool wear conditions. Int J Adv Manuf Technol 121(1–2):1269–1287. https://doi.org/10.1007/s00170-022-09196-y
Pangestu P, Pujiyanto E, Rosyidi CN (2021) Multi-objective cutting parameter optimization model of multi-pass turning in CNC machines for sustainable manufacturing. Heliyon 7(2):e06043. https://doi.org/10.1016/j.heliyon.2021.e06043
Ni HX, Yan CP, Ni SF, Shu H, Zhang Y (2021) Multi-verse optimizer based parameters decision with considering tool life in dry hobbing process. Adv Manuf 9(2):216–234. https://doi.org/10.1007/s40436-021-00349-y
Groover MP (2010) Fundamentals of modern manufacturing, 4th edn. Wiley
Astakhov VP, Davim JP (2008) Machining - Fundamentals and recent advances, 1st edn. Springer-Verlag London Ltd., London
Standard I (1898) International Standard ISO 8688-1-1989, vol. First edit. pp. 16–18
Taylor FW (1906) The art of cutting metals, 1st edn. The American Society of Mechanical Engineers, New York
Erik Oberg AHHR, Jones FD, Horton HL, Christopher (2000) 26th Edition Machinery’s Handbook, 26th ed. New York
Dahmus JB, Gutowski TG (2004) An environmental analysis of machining. In: 2004 ASME international mechanical engineering congress and RD&D Expo. 15:643–652. https://doi.org/10.1115/IMECE2004-62600
Gutowski T, Dahmus J, Thiriez A (2006) Electrical energy requirements f or manuf acturing processes. In: 13th CIRP international conference on life cycle engineering. pp. 623–628
Gavin HP (2019) The Levenberg–Marquardt algorithm for nonlinear least squares curve-fitting problems. Duke University. pp. 1–19. Available: http://people.duke.edu/~hpgavin/ce281/lm.pdf.
Bates MD, Watts GD (1988) Nonlinear regression analysis and its applications, 1st edn. Wiley, Ontario
Minquiz GM et al (2020) Machining parameters and toolpath productivity optimization using a factorial design and fit regression model in face milling and drilling operations. Math Probl Eng. https://doi.org/10.1155/2020/8718597
Peters GP, Hertwich EG (2008) CO2 embodied in international trade with implications for global climate policy. Environ Sci Technol 42(5):1401–1407. https://doi.org/10.1021/es072023k
Handbook UNFCCC (2006) United Nations Framework Convention on Climate Change: Handbook. Bonn, Germany: Climate Change Secretariat. Availble online: https://unfccc.int/resource/docs/publications/handbook.pdf. Accessed on January 2023
Li S, Siu YW, Zhao G (2021) Driving Factors of CO2 Emissions: Further Study Based on Machine Learning. Front Environ Sci 9(August):1–16. https://doi.org/10.3389/fenvs.2021.721517
Liu Z, Deng Z, Davis SJ, Giron C, Ciais P (2022) Monitoring global carbon emissions in 2021. Nat Rev Earth Environ 3(4):217–219. https://doi.org/10.1038/s43017-022-00285-w
Zhou P, Ang BW, Wang H (2012) Energy and CO2 emission performance in electricity generation: a non-radial directional distance function approach. Eur J Oper Res 221(3):625–635. https://doi.org/10.1016/j.ejor.2012.04.022
Jeswiet J, Nava P (2009) Applying CES to assembly and comparing carbon footprints. Int J Sustain Eng 2(4):232–240. https://doi.org/10.1080/19397030903311957
Lau S, Venuvinodt PK, Rubenste C (1980) The relation between tool geometry and the Taylor tool life constant. Int J Mach Tool Des Res 20:29
Guide T (2022) Catalog & technical guide 2022.2. In: Milling, Seco, Ed. pp. 217–222
Funding
The research reported in this paper was sponsored by the “Instituto Tecnológico de Puebla”.
Author information
Authors and Affiliations
Contributions
GMM, NEGS performed writing-original draft, experimentation, and investigation. GMM, MAMM, JFM done writing-review, methodology, and investigation. GAMH, ACPR, MMM did writing-revision and editing, conceptualization, methodology, project administration, funding acquisition, and supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
The manuscript is approved by all authors for publication.
Additional information
Technical Editor: Lincoln Cardoso Brandao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Minquiz, G.M., Meraz-Melo, M.A., Flores Méndez, J. et al. Sustainable assessment of a milling manufacturing process based on economic tool life and energy modeling. J Braz. Soc. Mech. Sci. Eng. 45, 365 (2023). https://doi.org/10.1007/s40430-023-04189-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-023-04189-8