
Abstract
Lithium-ion-based secondary battery packs are emerging as an alternative power source and are being increasingly used in electric vehicles, hybrid or plug-in hybrid electric vehicles. Typically, a standard automotive battery pack consists of hundreds, even thousands, of individual cells which are connected in series and/or parallel to deliver the required power and capacity. There is an increasing need for manufacturing of battery packs to meet the demand reflecting the uptake of these vehicles. This triggers the need for suitable joining methods which will provide mechanical strength on a par with electrical and thermal characteristics. This work focuses on characterisation of shear strength of battery tab-to-tab joints for both similar and dissimilar materials by using combinations of aluminium (Al) and nickel-coated copper (Cu[Ni]) tabs. The joining techniques with application for battery tab interconnects are ultrasonic metal welding, resistance spot welding and pulsed TIG spot welding. Lap shear and T-peel tests are performed to evaluate the joint strength. In general, lap shear strength is four to seven times higher than the T-peel strength obtained from all three joining methods. In addition, an indicator is developed in this paper based on lap shear-to-T-peel strength reduction ratio which provides additional information on joint strength characteristics, and subsequently, it can be used as a threshold by quality engineers for an indication on selection of joining methods having an acceptable strength reduction ratio.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
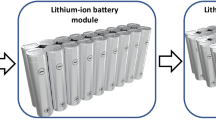
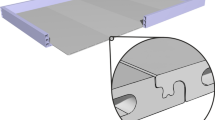
Vehicles running on fossil fuels are one of the main contributors to greenhouse gas emissions. In Europe, it has been reported that 12% of total emissions of carbon dioxide (CO2), the main greenhouse gas, are generated by automotive vehicles [1]. Stringent emission targets are set to reduce greenhouse gas generation for all surface transport vehicles, especially for automobiles [2]. Towards meeting this target, electric vehicles (EVs), hybrid electric vehicles (HEVs) and plug-in hybrid electric vehicles (PHEVs) are emerging. Typically, an electric vehicle battery pack is organised with a hierarchical structure consisting of individual cells, modules and pack. A typical automotive application is illustrated in Fig. 1 showing the battery pack position within an EV, the battery pack and the stacking pattern of individual cells in a module together with ancillary components. To deliver power and driving range, a large number of cells have to be connected by appropriate joining techniques. For example, in a pouch cell-based battery module, cell-to-cell electrical interconnects are achieved with tab-to-tab or tab-to-busbar joints. In the pouch cell-based module design, positive and negative terminal tabs are positioned either at opposite ends or at the same end of the cell based on series or parallel connection requirements [3]. Therefore, the cells are joined either by tab-to-tab or tab-to-busbar connections as shown in Fig. 2. Making these tab joints involves several challenges, including (i) joining of multiple, thin, dissimilar materials of varying thicknesses, (ii) highly conductive and reflective surfaces, (iii) potential damage (thermal, mechanical or vibrational) during joining and (iv) joint durability. Hence, there is a need for suitable joining techniques to support diverse joining requirements during battery pack manufacture.


An illustration of tab-to-tab and tab-to-busbar joints made during pouch cell-based module manufacture
As automotive vehicles are often exposed to adverse thermal and impulse conditions, it is necessary to produce reliable and durable battery interconnects. Comprehensive research has been undertaken focusing on Li-ion battery chemistry, power capacity improvements, performance enhancements or battery testing and characterisation [6,7,8]. However, there is a lack of information available on the joint strength of battery interconnects. Therefore, detailed studies are required on joining methods, and subsequently, their influence on joint strength.
1.1 Overview of joining methods
Suitable joining methods for pouch cell tab-to-tab interconnects, such as ultrasonic metal welding, resistance spot welding and pulsed TIG spot welding [9, 10], are selected as candidate methods for this feasibility study. The advantages, disadvantages and challenges of these joining methods are summarised in Table 1.
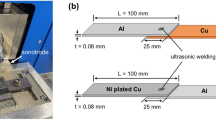
Ultrasonic metal welding (UMW) is a solid-state welding process where electrical energy is converted into high-frequency mechanical vibration to generate heat between joining surfaces [11, 12] with a maximum process temperature normally 0.3 to 0.5 times that of the absolute melting temperature of the substrate materials. The UMW system and working principle are illustrated in Fig. 3. Ultrasonic energy is used to produce oscillating shear to create solid-state bonds between two sheets clamped under pressure [13, 14]. UMW is considered to be the best process when welding multiple thin sheets and dissimilar materials that typically produce brittle alloys at the weld area [15, 16]. Due to these favourable conditions, UMW is considered a superior process for tab-to-tab and tab-to-busbar joining [17, 18].

Resistance spot welding (RSW) works on the principle of electrical resistance at the mating surfaces creating localised heating and fusion of materials under pressure when a high current passes through them [20,21,22]. Figure 4 provides a schematic illustration of resistance spot welding used for tab welding. In spite of good quality control characteristics and easy automation, RSW has many challenges when applied to battery welding due to RSW electrode sticking (i.e. pickup of material on the electrode tips) [23], dissimilar materials having different melting temperatures and the smaller weld nugget concentrating current flow and creating heat during charging–discharging of the cell [9]. There are limited published data on the application of RSW to the manufacture of battery systems for the major electric vehicles.

An illustration of RSW a schematic of welding system, and b tab joining set-up
Pulsed TIG spot welding utilises a non-consumable tungsten electrode and shielding gas to produce a pulsed TIG arc without filler wire to join thin materials by localised fusion [24]. Figure 5 illustrates the welding system including welding principle and experimental set-up. The arc pulse has a very short duration, in the tens of milliseconds, with reduced heat input; however, it is still crucial to control the welding parameters to avoid overheating of the battery cell and creation of a larger heat-affected zone [25]. There is limited information on the application of pulsed TIG spot welding for joining of existing electric or hybrid vehicle battery packs.

An illustration of pulsed TIG spot welding a schematic of welding system, b cross-sectional view of tab joining set-up, and c experimental set-up
1.2 Overview of joint strength evaluation
Lap shear and T-peel tests are performed to evaluate the strength of similar and dissimilar material joint configurations. When individual joint strength (i.e. lap shear or T-peel) satisfies the target value set by quality engineers for each joining method and stack-up, a lap shear-to-T-peel joint strength ratio can provide additional information for selecting a specific joining technology. In this paper, a strength reduction ratio has been defined by considering the ratio of the difference between lap shear and T-peel strengths, to the lap shear strength (as defined in Eq. 1) for the same experimental conditions and stack-up. By modifying the process parameters when an incremental increase in lap shear strength was observed, the corresponding T-peel strength was normally found to increase for an identical stack-up and the same joining method. However, the rate of increase for lap shear strength and T-peel strength is different (see Fig. 6). This rule was observed in our study and is also demonstrated in research conducted by Han et al. [30]. Considering the positive correlation between lap shear and T-peel, the value of the strength reduction ratio will become closer to 1, but will never reach this value, as process conditions are altered to improve joint strength. Therefore, it can be considered that a higher strength reduction ratio indicates stronger joints.

An illustration of rate of change for the lap shear and T-peel strengths with respect to process conditions
Further, the strength reduction ratio is independent of joint size (e.g. nugget size) as it considers identical experimental conditions and stack-up. When joints produced by various joining methods satisfy the lower acceptable strength criteria (i.e. joint strength ≥ target value), then all the joining methods are qualified to produce joints with satisfactory strengths; however, they may have different absolute joint strengths due to different weld nugget sizes. Therefore, one way to compare joint strength produced using different joining processes is to evaluate strength per unit area. However, obtaining accurate nugget size is not trivial and involves detailed metallographic inspection. Additionally, often it is difficult to obtain joint area accurately when the joint is made in the form of linear or circular seams/joints. Under these circumstances, the strength reduction ratio can provide useful information for comparing joint strength made by different joining processes as it is independent of nugget size. For example, Fig. 7 illustrates the lap shear and T-peel strengths of two different processes (i.e. ‘process A’ and ‘process B’) and they both satisfy the acceptable strength criteria (e.g. process parameter set 3 and 4 for process A and B). Although the absolute strengths for ‘process A’ are lower than that of ‘process B’, the strength reduction ratio of ‘process A’ is higher which implies that the ‘process A’ produces superior joints compared to ‘process B’ in terms of joint strength. In the case of different joining processes having the same strength reduction ratio but different absolute strengths, the joining process can be considered as comparable/equivalent in terms of joint strength. Subsequently, joints with different nugget sizes made by different joining processes can be compared using the strength reduction ratio, and further, can be used to assist the selection of candidate joining method.

An illustration of strength comparison based on strength reduction ration between two different processes
There is limited literature available on joint strengths using the aforementioned three joining methods. Therefore, the scope of this paper is to investigate the feasibility of the joining processes and then, focus on bridging the identified gaps by characterising shear strength. The joint quality indicator introduced in this paper, i.e. strength reduction ratio, provides additional information on strength behaviour produced by different joining methods. When various joining methods produce joints with acceptable lap shear and T-peel strength criteria (i.e. joint strength ≥ target value), then the strength reduction ratio is useful to select specific joining method. However, metallographic inspection is unavoidable when detailed investigations are required to identify the in-depth behavioural phenomena. As the main focus of the paper is the feasibility study based on shear strength, detailed metallographic inspections (e.g. characterisation of penetration, interface width of joint or hardness testing) of joints produced by the joining methods are not within the scope of the present paper.
The remainder of the paper is arranged as follows: Sect. 2 describes the experimental investigation approach adopted in this study, followed by results and discussions in Sect. 3; and Sect. 4 brings out the conclusions and final remarks.
2 Experimental details
The following sections describe materials used for experimentation, preparation of test samples, test conditions and selection of process parameters for ultrasonic, resistance spot and pulsed TIG spot welding.
2.1 Materials, test specimens and test conditions
As the primary objective of this work is to evaluate joint strength, the materials, stack-up combinations and process parameters are chosen to represent a battery tab-to-tab production application. The most commonly used tab materials, especially for pouch cell tab-to-tab connection application, are either aluminium (Al) or nickel-coated copper (Cu[Ni]). Commercially available and production representative tab materials, listed in Table 2, are used to produce specimens for lap shear and T-peel tests in the combinations detailed in Tables 4, 5 and 7. Schematic diagrams of lap shear and T-peel samples are shown in Fig. 8. Lap shear and T-peel specimens were prepared, as illustrated in Fig. 8, using ultrasonic metal welding, resistance spot welding and pulsed TIG spot welding. Each test variant was repeated four times, and the average of the four replicates was used for analyses. Lap shear and T-peel tests were carried out using an Instron 5800 test frame with a 100-kN load capacity. As the expected loads from lap shear and T-peel tests are quite low, a 1-kN load cell was used to measure the joint strength for better resolution. Lap shear and T-peel tests were performed using cross-head speeds of 2 mm/min and 20 mm/min, respectively. Both test variants are illustrated in Fig. 8.

Test specimens and set-up a schematic diagram of lap shear specimen, b schematic diagram of T-peel specimen, c test set-up for lap shear specimen with test frame, and d test set-up for T-peel specimen (enhanced view of test grips)
2.2 Process parameter selection
Pilot tests were conducted to identify the process window and suitable joining parameters for each joining method. Based on the pilot experimental results, joining parameters were selected for producing the welds. The following sections describe the details of the process parameters used for producing the different joint configurations.
2.2.1 Ultrasonic metal welding
Ultrasonic metal welding was conducted using welding energy as the main controlling parameter where ultrasonic operation remained active until the target energy was reached. When welding in constant welding energy mode, the welding time varies slightly and depends primarily on the welding pressure and amplitude. It was also observed that when welding dissimilar materials, Cu[Ni] and Al, Cu[Ni] was preferred as the upper sheet and Al as the lower sheet as this combination gave a better result. The sonotrode used for this application can create ultrasonic welds of 10 × 6 mm2 area. The amplitude for the ultrasonic vibration was kept constant at 80% of the coded value (100% peak-to-peak amplitude corresponds to 60 μm) and the working pressure held at 2.5 bar. The trigger mode time was set at 0.2 s which allowed converting of the traversing pressure to welding pressure. Tables 3 and 4 summarise the constant and key controlling process parameters used for welding the various stack-up combinations, respectively.
2.2.2 Resistance spot welding
In general, resistance spot welding is effective when the joining process is controlled by the current passing between the joining interfaces. Similar to ultrasonic metal welding, certain parameters were kept constant and the current was used as the main variable parameter during resistance spot welding. Copper-to-copper and copper-to-aluminium welding was conducted using tungsten electrodes of diameter 3.2 mm, and aluminium-to-aluminium welding was performed using the copper electrodes of the same diameter. A typical single-pulse spot welding cycle consists of five segments which are: squeeze time before applying any current, current rise time to allow the current to reach peak, peak time to allow the welding at allowable peak current, fall time to allow the current to decrease and hold time to hold the specimen after welding. A dual-pulse spot welding cycle consists of the above five segments and one additional which is dwell time (i.e. the time allowed between two consecutive current pulses). For all the test combinations in these experimental investigations, squeeze time, rise time, fall time and hold time were kept at 400 ms, 10 ms, 10 ms and 300 ms, respectively, as they have minor effects on the weld strength. Only peak current and peak current application time were varied to obtain satisfactory welds. Table 5 summarises the process parameters used for welding of different stack-up combinations. It was observed during dissimilar materials joining that Cu[Ni]-to-Al was preferable and produced comparatively strong welds compared to Al-to-Cu[Ni]. Further, joining of 0.3 mm Cu[Ni]-to-Cu[Ni] was challenging due to high electrical conductivity (i.e. low electrical resistance), requiring a dual pulse, and a single-pulse type was used for all other combinations.
2.2.3 Pulsed TIG spot welding
Pulsed TIG spot, or micro-TIG, welding was conducted by controlling the peak current and pulse duration under an inert gas environment. A micro-TIG pulse is composed of three stages which are: up-slope time allowing the current to reach selected value, pulse duration to allow the arc action and down slope time for the current to drop. As per the pilot experimental results, peak current and pulse duration were the most influential parameters. Similar to ultrasonic and resistance spot welding, micro-TIG welding also exhibited comparatively better strength and bonding when copper was the upper sheet and aluminium was the lower sheet when joining dissimilar materials. Tables 6 and 7 summarise the parameters used for joining different stack-up combinations.
3 Results and discussion
Joint strength analysis was conducted based on lap shear and T-peel test results. The following section summarises the results for each joining process including the main failure modes of each joint type.
3.1 Ultrasonic metal welding
In general, tab-to-tab joints formed by ultrasonic metal welding are preferable due to their strength and weldability of similar and dissimilar materials. Figure 9 shows the maximum mean load of lap shear and T-peel tests for each stack-up combination. In the case of ultrasonic metal welding, lap shear joints exhibit a nearly four times higher mean load than the T-peel test. For example, the average loads obtained from the 0.3-mm-thick Cu[Ni]-to-Cu[Ni] joints were 966.78 N and 234.04 N from the lap shear and T-peel tests, respectively. In general, ultrasonic energy produces oscillating shear between the mating surfaces which generates heat breaking the oxide/contamination, and further, produces an atomic bond at elevated temperature. At lower level, the ultrasonic energy is not sufficient to create atomic diffusion bonds across the mating surface resulting in under-weld [31]. In contrast, excessive ultrasonic energy produces ductile flow of materials, high deformation and unnecessary thinning which results in over-weld. A good weld can be achieved by preferred application of ultrasonic energy to the joint which exhibits a strong adhesion without the presence of a gap at the interface [32].

Joint strength comparison of ultrasonic welded specimen for a lap shear, and b T-peel tests
It is also worth noting that the joint strength for dissimilar materials (i.e. Cu[Ni]-to-Al) is relatively lower than that of similar materials (i.e. Cu[Ni]-to-Cu[Ni] or Al-to-Al) for both stack-ups and test types (i.e. lap shear and T-peel). Typical failure modes occurring during lap shear and T-peel tests are shown in Fig. 10. The primary failure for lap shear specimens is material failure around the perimeter of the weld and crack propagation across the width of the specimen. T-peel test specimens exhibit primary failure around the perimeter of the weld and then tearing of the parent material.

Failure modes of ultrasonic welded Cu[Ni]-to-Cu[Ni] of 0.3-mm-thickness specimens for a lap shear, and b T-peel tests
3.2 Resistance spot welding
Unlike ultrasonic metal welding, weld nugget size varies for resistance spot welding depending on the diameter of electrode, material stack-up and the current conditions. In case of the resistance spot welding, peak current and peak time are the most important parameters. When the low current is passed through the RSW electrode, the mating surface contact resistance-based heat generation is not sufficient to perform localised melting and subsequent fusion. In contrast, when joining materials are exposed to excessive current for longer peak time, it creates overheating and vaporisation of materials. A balanced peak time to allow the welding at allowable peak current can produce good resistance spot welded joints. During the experimental trials, it was observed that the weld nugget sizes were in the range from 0.9 to 2.0 mm in diameter for different RSW parameters. Furthermore, due to the small weld nugget size, the lap shear and T-peel strengths were comparatively low. Figure 11 displays the maximum mean load of lap shear and T-peel tests for each stack-up combination joined by resistance spot welding. Firstly, it is worth noting that lap shear and T-peel loads for 0.3 mm Cu[Ni] to 0.3 mm Cu[Ni] are lower than the dissimilar materials combination (i.e. 0.3 mm Cu[Ni] to 0.3 mm Al) or 0.2 mm Cu[Ni] to 0.2 mm Cu[Ni] stack-up. This is due to the fact that the heat generated in the thicker copper-to-copper stack-up during welding was conducted away from the welding point and the produced joint nugget was correspondingly smaller. In spite of using a dual-pulse and higher peak current, the joint was still relatively weak. The nugget sizes of resistance spot welded specimens of 0.3-mm-thickness material stack-ups (i.e. Cu[Ni]-to-Cu[Ni], Cu[Ni]-to-Al and Al-to-Al) from lap shear tests were visually inspected and are reported in Fig. 12. It is evident from Fig. 12 that the nugget size for dissimilar material combinations (i.e. Cu[Ni]-to-Al of 0.3 mm thickness) is comparatively larger than that obtained from similar materials combinations (i.e. Cu[Ni]-to-Cu[Ni] and Al-to-Al). Therefore, resistance spot welding exhibits comparatively good joint strength for dissimilar material combinations. For example, 0.3 mm Cu[Ni] to 0.3 mm Al joints show a maximum mean load of 173.1 N and 43.37 N for lap shear and T-peel tests, respectively. It can also be seen that Al-to-Al joints exhibit relatively low strength. Figure 13 shows the typical main failure modes of resistance spot welded joints during lap shear and T-peel tests. Generally, the failure modes are welding zone failures with circumferential fracture, cracking around the weld nugget followed by material tearing.

Joint strength comparison of resistance spot welded specimen for a lap shear, and b T-peel tests

Visual inspection of nugget sizes for lap shear tests of resistance spot welded specimens of Cu[Ni]-to-Cu[Ni], Cu[Ni]-to-Al and Al-to-Al (of 0.3 mm thickness)

Failure modes of resistance spot welded Cu[Ni]-to-Cu[Ni] of 0.2-mm-thickness specimens from a lap shear, and b T-peel tests
3.3 Pulsed TIG spot welding
Pulsed TIG spot welding shows similar load behaviour to resistance spot welding and is able to create joints of strength greater than those made by RSW for thicker Cu[Ni]-to-Cu[Ni] (of 0.3 mm thickness). In case of pulsed TIG spot welding, current and pulse duration are the most important joining process parameters. Weld nugget diameter also varies with peak current and pulse duration; an increase in pulse duration generally results in the nugget size increasing. However, this does not necessary represent an incremental increase in joint strength. It was also observed that longer pulse durations result in material vaporisation, burn-through, and subsequently, weaker joints. From Fig. 14, it can be seen that for 0.3-mm gauge materials the joint strength of specimens comprised of different materials, i.e. Cu[Ni] and Al, is greater than that of joints of the same specimen configuration comprising similar, i.e. Cu[Ni]-to-Cu[Ni] or Al-to-Al, materials. This behaviour may be related to additional heat conduction by more conductive copper materials (i.e. Cu[Ni]-to-Cu[Ni] joint), resulting in smaller nugget size than the Cu[Ni]-to-Al joint. Figure 15 shows the visual inspection of nugget sizes based on pulsed TIG spot welded failure modes from lap shear samples of 0.3 mm to 0.3 mm stack-ups of Cu[Ni]-to-Cu[Ni], Cu[Ni]-to-Al and Al-to-Al. It can be seen that the nugget size of Cu[Ni]-to-Cu[Ni], of 0.3 mm thickness, is relatively small compared with the nugget size of Cu[Ni]-to-Al. Figure 16 shows the typical failure modes associated with pulsed TIG spot welded joints during lap shear and T-peel tests. Similar to resistance spot welding, the failure modes are welding zone cracking and circumferential fractures leading to material tearing.

Joint strength comparison of pulsed TIG spot welded specimen for a lap shear, and b T-peel

Visual inspection of nugget sizes for lap shear tests of pulsed TIG spot welded specimens of Cu[Ni]-to-Cu[Ni], Cu[Ni]-to-Al and Al-to-Al (of 0.3 mm thickness)

Failure modes of pulsed TIG spot welded specimens for a lap shear (Al-to-Al of 0.2 mm thickness), and b T-peel (Cu[Ni]-to-Al of 0.2 mm thickness) tests
3.4 Strength reduction ratio-based comparison
A strength reduction ratio, as defined in Eq. (1), was employed to provide an indication of the difference in strength of lap shear and T-peel specimen configurations of joining methods. It provides an additional tool for basic comparison between the joining methods, without involving detailed metallographic sectioning and analysis, especially suitable for initial process development phase. Figure 17 exhibits the strength reduction ratio of similar and dissimilar material joints of two stack-ups (i.e. 0.2 mm + 0.2 mm and 0.3 mm + 0.3 mm stack-ups) using ultrasonic metal welding, resistance spot welding and pulsed TIG spot welding. A target value of strength reduction ratio can be set by user (e.g. process development engineers or quality practitioners) such that joints exhibit equal or higher than the target value (i.e. strength reduction ratio ≥ target value) will be accepted for further process optimisation which will eventually lead to candidate technology selection for joining application. For instance, it can be assumed that a strength reduction ratio of 0.8 or higher will be selected for further process optimisation and other quality inspection, such as metallographic sectioning. Based on this target value for the strength reduction ratio, it can be observed that ultrasonic welding exhibited its ability to produce joints with acceptable strengths for joining both thickness stack-ups and all material combinations. In addition, ultrasonic welding has greater capability for joining dissimilar materials. In contrast, resistance spot welding gives a lower strength reduction ratio which indicates it is comparatively less capable for the joint configurations investigated when joining highly conductive materials and warrants in-depth investigations for further improvement. Pulsed TIG spot welding also exhibited its ability to join both similar and dissimilar conductive materials by satisfying the strength reduction ratio criterion. This suggests that based on joint strength and strength reduction ratio alone, pulsed TIG spot welding should be considered as a candidate joining technology for electrical interconnects in battery pack manufacture and supports the need for more detailed investigation for joining process development.

Strength reduction ratio of similar and dissimilar material joints using ultrasonic metal welding, resistance spot welding and pulsed TIG spot welding
4 Conclusions and final remarks
This paper focuses on mechanical strength characterisation of tab-to-tab joints which are generally used for pouch cell connections. The most commonly used tab materials, aluminium (Al) and nickel-coated copper (Cu[Ni]) of two thicknesses (i.e. 0.2 mm and 0.3 mm), were used for experimental investigations. Overlap joints were created using ultrasonic metal welding, resistance spot welding and pulsed TIG spot welding which are suitable for pouch cell-to-cell connection during battery pack manufacturing. Ultrasonic and resistance spot welding techniques are in current industrial use, whereas pulsed TIG spot welding shows potential for joining of tab materials. The strength of joints made between similar and dissimilar materials, a combination of copper and aluminium, was determined by performing tensile tests of lap shear and T-peel specimens. The results of these tests are reported.
-
When welding dissimilar materials (i.e. Cu[Ni] and Al), it was observed for all the three joining processes that Cu[Ni] was preferred as the upper sheet and Al as the lower sheet as this combination gave a better result.
-
The influencing joining process parameters (e.g. ultrasonic energy for ultrasonic metal welding, peak current and peak time for resistance spot welding, and peak current and pulse duration for pulsed TIG spot welding) have been identified in this feasibility study.
-
The challenges and issues related to each joining method and influencing process parameters are summarised with failure modes of lap shear and T-peel test specimens, and their load behaviour with ranges are reported.
-
A strength reduction ratio is developed in this paper and provides an indication of capability based on strengths achieved by joining methods. The test results provide a basis for selection of joining processes based on mechanical performance of joints for the manufacture of battery modules and packs.
Further work could take advantage of the reported results for joint strength characterisation and consider tab-to-busbar connections and an analysis of fatigue behaviour.
References
Commission E (2017) Reducing CO2 emissions from passenger cars. https://ec.europa.eu/clima/policies/transport/vehicles/cars_en#tab-0-0. Accessed 25-03-2017
Das A, Butterworth I, Masters I, Williams D (2018) Microstructure and mechanical properties of gap-bridged remote laser welded (RLW) automotive grade AA 5182 joints. Mater Charact 145:697–712. https://doi.org/10.1016/j.matchar.2018.09.035
Jansen AN, Amine K, Newman AE, Vissers DR, Henriksen GL (2002) Low-cost, flexible battery packaging materials. JOM 54(3):29–32. https://doi.org/10.1007/BF02822616
The Chevy Bolt Battery Pack Possibilities. (2015). http://gm-volt.com/2015/06/22/the-chevy-bolt-battery-pack-possibilities/. Accessed 2017-07-05
Design Possibilities for the Chevy Bolt. (2015). http://gm-volt.com/2015/06/19/design-possibilities-for-the-chevy-bolt/. Accessed 2017-07-05
Lu L, Han X, Li J, Hua J, Ouyang M (2013) A review on the key issues for lithium-ion battery management in electric vehicles. J Power Sources 226:272–288. https://doi.org/10.1016/j.jpowsour.2012.10.060
Nitta N, Wu F, Lee JT, Yushin G (2015) Li-ion battery materials: present and future. Mater Today 18(5):252–264. https://doi.org/10.1016/j.mattod.2014.10.040
Deng D (2015) Li-ion batteries: basics, progress, and challenges. Energy Sci Eng 3(5):385–418. https://doi.org/10.1002/ese3.95
Lee SS, Kim TH, Hu SJ, Cai WW, Abell JA (2010) Joining technologies for automotive lithium-ion battery manufacturing: a review. In: ASME 2010 international manufacturing science and engineering conference, Pennsylvania, USA, 2010, pp 541–549
Das A, Li D, Williams D, Greenwood D (2018) Joining technologies for automotive battery systems manufacturing. World Electr Veh J 9(2):22. https://doi.org/10.3390/wevj9020022
Elangovan S, Semeer S, Prakasan K (2009) Temperature and stress distribution in ultrasonic metal welding—an FEA-based study. J Mater Process Technol 209(3):1143–1150. https://doi.org/10.1016/j.jmatprotec.2008.03.032
De Vries E (2004) Mechanics and mechanisms of ultrasonic metal welding. The Ohio State University
Zhang C, Li L (2009) A coupled thermal–mechanical analysis of ultrasonic bonding mechanism. Metall Mater Trans B 40(2):196–207. https://doi.org/10.1007/s11663-008-9224-9
Das A, Masters I, Williams D (2018) Process robustness and strength analysis of multi-layered dissimilar joints using ultrasonic metal welding. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-2936-3
Siddiq A, Ghassemieh E (2008) Thermomechanical analyses of ultrasonic welding process using thermal and acoustic softening effects. Mech Mater 40(12):982–1000. https://doi.org/10.1016/j.mechmat.2008.06.004
Kim TH, Yum J, Hu SJ, Spicer JP, Abell JA (2011) Process robustness of single lap ultrasonic welding of thin, dissimilar materials. CIRP Ann Manuf Technol 60(1):17–20. https://doi.org/10.1016/j.cirp.2011.03.016
Shawn Lee S, Hyung Kim T, Jack HuS, Cai WW, Abell JA, Li J (2013) Characterization of joint quality in ultrasonic welding of battery tabs. J Manuf Sci Eng 135(2):021004–021013. https://doi.org/10.1115/1.4023364
Kang B, Cai W, Tan C-A (2014) Dynamic stress analysis of battery tabs under ultrasonic welding. J Manuf Sci Eng 136(4):041011. https://doi.org/10.1115/1.4026990
Bergmann JP, Regensburg A, Schürer R, Petzoldt F, Herb A (2017) Effect of the interface characteristics on the joint properties and diffusion mechanisms during ultrasonic metal welding of Al/Cu. Weld World 61(3):499–506. https://doi.org/10.1007/s40194-017-0449-6
Brand MJ, Schmidt PA, Zaeh MF, Jossen A (2015) Welding techniques for battery cells and resulting electrical contact resistances. J Energy Storage 1:7–14. https://doi.org/10.1016/j.est.2015.04.001
Chang B, Zhou Y (2003) Numerical study on the effect of electrode force in small-scale resistance spot welding. J Mater Process Technol 139(1):635–641
Matsushita M, Ikeda R, Oi K (2015) Development of a new program control setting of welding current and electrode force for single-side resistance spot welding. Weld World 59(4):533–543. https://doi.org/10.1007/s40194-015-0228-1
Dong S, Kelkar G, Zhou Y (2002) Electrode sticking during micro-resistance welding of thin metal sheets. IEEE Trans Electron Packag Manuf 25(4):355–361
Micro TIG Welding. Amada Miyachi, Inc. http://www.amadamiyachi.com/products/micro-tig. Accessed 2017-07-06
Hirata Y (2003) Pulsed arc welding. Weld Int 17(2):98–115. https://doi.org/10.1533/wint.2003.3075
Shakil M, Tariq NH, Ahmad M, Choudhary MA, Akhter JI, Babu SS (2014) Effect of ultrasonic welding parameters on microstructure and mechanical properties of dissimilar joints. Mater Des 55:263–273. https://doi.org/10.1016/j.matdes.2013.09.074
Zhou Y, Gorman P, Tan W, Ely KJ (2000) Weldability of thin sheet metals during small-scale resistance spot welding using an alternating-current power supply. J Electron Mater 29(9):1090–1099. https://doi.org/10.1007/s11664-004-0270-z
Park M, Hirata Y (2017) Research on generation of micro-plasma arc and its power intensity. Weld Int 31(4):284–290. https://doi.org/10.1080/09507116.2016.1223214
Yang M, Yang Z, Qi B (2015) The effect of pulsed frequency on the plasma jet force with ultra high-frequency pulsed arc welding. Weld World 59(6):875–882. https://doi.org/10.1007/s40194-015-0261-0
Han L, Thornton M, Shergold M (2010) A comparison of the mechanical behaviour of self-piercing riveted and resistance spot welded aluminium sheets for the automotive industry. Mater Des 31(3):1457–1467. https://doi.org/10.1016/j.matdes.2009.08.031
Gencsoy H, Adams J, Shin SJU (1967) On some fundamental problems in ultrasonic welding of dissimilar metals: Gencsoy, HT, Adams, JA and Shin S. Welding journal, 46, no. 4, p. 145-s (1967) 5(4):274
Satpathy MP, Moharana BR, Dewangan S, Sahoo SK (2015) Modeling and optimization of ultrasonic metal welding on dissimilar sheets using fuzzy based genetic algorithm approach. Eng Sci Technol Int J 18(4):634–647. https://doi.org/10.1016/j.jestch.2015.04.007
Acknowledgements
This research is funded by EPSRC Institutional Grant for the APC Spoke. Resources for experimental trials and testing were provided by the WMG Centre High Value Manufacturing (HVM) Catapult at The University of Warwick.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva, Ph.D.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Das, A., Li, D., Williams, D. et al. Weldability and shear strength feasibility study for automotive electric vehicle battery tab interconnects. J Braz. Soc. Mech. Sci. Eng. 41, 54 (2019). https://doi.org/10.1007/s40430-018-1542-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1542-5