
Abstract
Bioenergy is one of several renewable energy options derived from biomass that can help satisfy our energy needs. Anaerobic digestion is a viable method for producing bioenergy in the form of biogas from biomass. The anaerobic digestion process is challenged with low biogas recovery, and low-quality effluent or CO2 emission, which contribute to environmental pollution and the carbon footprint in the atmosphere. Computational process modelling and simulation can provide realistic information for dealing with the technological challenges involved with anaerobic digestion. In this study, modeling and simulation of the simplified anaerobic digestion process were done using SuperPro Designer software fed with biomass feedstock containing carbohydrates, proteins, and fats, as well as yeast, at 37 °C mesophilic temperature. The anaerobic digestion process yielded 89.655% of CH4 and 10.345% of CO2 and confirmed that the carbohydrate feedstock produces more CH4 composition in the biogas. Mineralization of CO2 using MgO yielded 0.23% MgCO3, consuming > 99% of the CO2 produced during the anaerobic digestion process. Environmental impact assessment of the effluent discharge yielded 0.142 kg Slds/L volatile solid with 6.01% COD reduction per batch of the anaerobic digestion process in an anaerobic digester with 90% (1.925 kg/batch) feedstock dosage. The data indicate that single-batch effluent cannot be discharged into the environment, hence indicating the possible recycling for multiple anaerobic digestion processing. The results are a significant guide for the realistic scalable production of high-quality biogas for bioenergy application, CO2 mineralization, and environmental remediation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Global energy demand is growing due to population growth, industrialization, and transportation systems [1,2,3]. To offset the energy needs, fossil fuels are used, and fuel reservoirs are threatened by the possible depletion of sustainable future supply [4]. The use of fossil option induces the emission of greenhouse gases and creates environmental and human health issues; currently there are emerging promising technologies to convert the greenhouse gases, particularly CO2 [5,6,7]. Therefore, to reduce the negative impact of fossil fuels, renewable energy options have emerged as the top global energy supplement. One such emerging renewable energy source is the conversion of waste to energy which is poised to leverage the global fossil fuels issues [8,9,10].
Renewable energy is provided by the sun as solar energy or action of mechanisms in environmentally degradable materials [11, 12]. Some biomass sources such as lignocellulosic biomass, industrial waste, agricultural waste, and food waste are used to produce renewable energy including bioethanol, biogas, and biodiesel, [13]. These sources of renewable energy have received attention as a basis for sustainable technology to meet energy needs and promote environmental protection [14,15,16,17,18]. Ensuring sustainable actualization of renewable energy options with low adverse environmental effects is crucial for the energy economy [19]. Anaerobic digestion (AD) of biomass to produce such biogas is a viable means of producing bioenergy with limited environmental consequences.
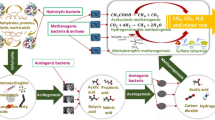
The AD process encompasses a complex organic degradation process promoted by microorganisms to biogas through hydrolysis, acidogenesis, acetogenesis, and methanogenesis steps [20,21,22,23,24,25,26]. The acidogenesis and acetogenesis steps produce organic acid, while at the methanogenesis stage, methane is formed. The chemical bond between the components of biomass feedstock influences its hydraulic retention time (HRT) for biogas production [27]. Therefore, to convert complicated macro-molecular components of organic biomass feedstock into monomers during digestion, the hydrolysis process is necessary [28]. This necessitates a substrate pre-treatment strategy to reduce the HRT and hasten the rate of biomass digestion for biogas production. Moreover, because methanogens grow slowly and are sensitive to changes in temperature, pH, inhibitors, and stressors, methanogenesis is the rate-limiting phase in the AD process [28, 29]. It was discovered that although the amount of biogas produced rises, the methane component is only generated in low amounts owing to the high effluent/water ratio or acidity, which further undermines the digestive system's stability [30,31,32,33,34,35]. The methanogens are also inhibited by stress which limits sustainable biogas production [36,37,38]. To increase biogas production, a process model for remediating the feed microorganism is needed for estimating and optimizing the AD process overall performance.
There are many common techniques for remediating feed microorganisms; first using a mechanical and thermochemical technique for improving the anaerobic digestion of biomass to increase the specific surface area and the feed stagnation period, respectively, during hydrolysis [39, 40]. These techniques require retrofitting of expensive facilities and utility to digesters. Second, pre-treating the substrate using sodium hydroxide or bicarbonate additive to control the system pH to reduce acidification and increase the proliferation of methanogens that promote biogas generation [41,42,43]. This process is associated with excessive sodium ion accumulation which also inhibits the AD process. Next, there is no process model and simulation considering substrate pre-treatment, particularly using yeast proliferation to improve biogas production. Instead, yeast was used experimentally as a pre-treatment agent in the fermentation unit to create biodegradable biomass since it has osmotic pressure and acid resistance along with a high metabolic tendency to promote the treatment of the high concentration of organic matter [44]. Particularly, during the hydrolysis stage, yeast can accelerate the reaction rates as hydrolysis often takes a longer time [45]. The spread of yeast is also possible because anaerobic digester media is usually enriched with nutrients from the hydrolysis and breakdown of degradable biomass [46]. The yeast aids in converting the degradable waste to neutral ethanol instead of propionic or butyric acid during the anaerobic digestion process [47,48,49,50,51]. The biological mean particularly using yeast reduced the lag period and stimulate the growth of methanogens for sustainable biogas production.
In this study, a simple model of biomass anaerobic digestion process was developed, incorporating a fermentation unit for substrate pre-treatment purposes using yeast (SuperPro Designer in-built) and an absorption column for mineralization of CO2 on SuperPro Designer software. Detailed sensitivity analysis of design and kinetic parameters such as HRT and rate of anaerobic digestion was investigated. The anaerobic digester was included to ingest broth from the fermentation process for biogas production. The additional absorption column was retrofitted for biogas sweetening purposes and mineralization of CO2 for the first time. Using yeast during the fermentation stage to pre-treat biomass to produce digestible biomass in the form of broth has never been reported before. Also, this is the first time a process model was developed to simulate the process performance of an anaerobic system focusing on the rate-limiting step, and based on yeast pre-treatment of organic material. Recently, food-waste-derived biomass was pre-treated and experimentally subjected to anaerobic digestion for biogas production [49]. Another work reported the kinetics for biogas production during anaerobic co-digestion of Sargassum spp. and food waste [52]. Considering our work entails process simulation, the experimental data validate the model for biogas production and CO2 mineralization. The results encompass acquisition of process modeling and simulation data that is suitable for industrially scalable biogas production. We also take into consideration environmental impact analysis of the effluent, to guide the decision for discharge or recycling process. The study is significant for the scalable design of an anaerobic digester used in the production of ultra-pure biogas for energy application.
Materials and methods
Materials
Generalized biomass feedstock in S-101 of Fig. 1 was used in the SuperPro Designer Software 8.5 (Intelligent Inc.) modeling and simulation but classifiable into three groups namely; municipal waste (MSW), Date seeds or leaves, and food waste. The main composition of biomass is carbohydrates, proteins, and fats. The values of these compositions were based on SuperPro Designer modeling documentation. Either of these feedstocks can be used from experimental data to validate the anaerobic digester model in Fig. 1. The yeast was picked from the SuperPro Designer data base and registered in the input component in S-101.

SuperPro Designer model for biomass anaerobic digestion process
Anaerobic digester model
Process simulation
The anaerobic digester modeling and simulation were performed using SuperPro Designer Software 8.5 (Intelligent Inc.). The pure components were registered as input data into the software for automatic mass and energy balance calculations. The volume of each unit process, the amount of heating agent needed, and the power requirements were defined. In a typical procedure, the composition of the biomass was first defined before the simulation. The unit operations were chosen, placed in sequence, and connected by streamlines. The biochemical reaction kinetics involved in AD is constructed based on an in-built carbohydrate, protein, fats, and biomass component mixture in the presence of yeast and water. As shown in Fig. 1, there are three stages of the reactions; the first one involves fermentation kinetic where a hydrolysis reaction takes place in P- 1/FR- 101, the second is the digestion process to produce biogas in P-2/AD-101, and the third stage is biogas sweetening or purification in P-3/C-101 absorption column. A fermenter reactor (P-1/FR-101) under batch vessel procedure was used for hydrolysis while the digestion stage was conducted in an anaerobic digester using a stoichiometric reactor (P-2/AD-101). The mixture of carbohydrate, protein, fat or biomass, and water enters the stoichiometry reactor at 37 °C (mesophilic temperature) and 1 atm. The digester represents the degradation of amino acid, acetogenesis, acidogenesis, and methanogenesis. The digester discharges two streams where the upper stream discharges crude biogas (S-106) and the bottom stream discharges digestate (S-105). Aqueous MgO scrubbing technology was applied to remove CO2 and the trace element in crude biogas to get a high purity of methane. The absorption column was set at 200 °C and 1 atm, containing inlet stream S-107 and outlet sweetened biogas outlet stream S-108, and mineralized CO2 stream S-109. The complete process flow diagram can be seen in Fig. 1. The chemical reactions stoichiometry was set in the anaerobic digester operation data window to let the software perform the mass and energy balance calculation.
Model validation
The biomass anaerobic digestion process model described in Fig. 1 for biogas production was validated using experimental data from yeast-treated food-waste-based biomass reported in the literature (see Table 1) [49]. A typical process began with a sensitivity analysis to assess the influence of the biomass-to-water ratio on the hydraulic retention time of biomass in the model digester. The feedstock was concentrated on single carbohydrates, proteins, or fats to guarantee that the process model simulation converged. Then the validation of food-waste-based biomass registered all of the components such as carbohydrates, protein, and lipids, and charged as feedstock into the model process unit (Fig. 1). We normalized the digester basis to evaluate and correlate the amount produced from the process model to equate the experimental values, and the corresponding deviation was recorded.
Results and discussion
Substrate pre-treatment protocol and hydraulic retention time
Figure 2 shows the concentration profile of different substrate compositions after the pre-treatment process using SuperPro in-built yeast in P-1/FR-101. After 50 h of SuperPro Designer pre-treatment time through the fermentation process, the composition such as carbohydrates, protein, and fats was remediated to a suitable biomass feedstock with a representative microbial composition for anaerobic digestion. The concentration profile accounting for the limiting reactant such as carbohydrates, protein, and fats, decreases with the fermentation process time as indicated in Fig. 2a–c. The decrease in the concentration of the limiting reactants such as carbohydrates, protein, and fats generated 4.976, 6.027, and 5.785 g/L biomass after 35.807, 35.761, and 36.49 h, respectively. The limiting reactant decreased from 41.847, 42.590, and 43.026 g/L to 0.5459, 0.073, and 0.517 g/L. This implies that over the 50 h period of substrate pre-treatment, 98.7, 99.8, and 98.8% of carbohydrates, protein and fats transformed to digestible biomass. After 38.436, 40.424, 39.209 h, the corresponding yeast reproduces in carbohydrate, protein, and fats to 37.896, 38.423, 39.747 g/L, up from 2.5, 1.264, 0.347 g/L. This is expected since yeast proliferates asexually by mitosis through budding as asymmetric division process. So, the trend of yeast proliferation in Fig. 2a–c is in line with the previous reports [53]. One of the significances of transforming carbohydrates, protein, and fat to biomass is a reduction in chemical oxygen demand (COD). Before the fermentation, the COD of carbohydrates is 310,949.415 mg O/L as estimated from the SuperPro Designer simulation. These values are very high for microorganisms to use in digesting organic substances and could increase the anaerobic digestion time [54]. Therefore, after the fermentation process, the COD of biomass obtained from carbohydrates was reduced to a lower value of 5199.547 mg O/L. The same reduction in COD was recorded for the biomass produced from protein and fat substrate charged into the anaerobic digestion unit of Fig. 1. Figures 2d, e show that the hydraulic retention time (HRT) depends on the flow rate of H2O and biomass/H2O ratio.

Waste remediation profile using yeast on substrates such as a carbohydrates, b proteins, and c fats. Sensitivity analysis of hydraulic retention time. d Effect of H2O flow rate on HRT change and e effect of biomass/H2O ratio on HRT change
The HRT increases as the H2O flow rate also increases, indicating a positive correlation between HRT and H2O flow rate. At a low flow rate (< 2000 kg/batch), the magnitude of the HRT is the same irrespective of the type of feed such as carbohydrates, protein, and fats. The increase in HRT as the flow rate increase indicates possible flooding that reduce bacterial activity. Consequently, more time is required for the fermentation process to account for the slow bacterial activity. The HRT is slightly different at > 2000 kg/batch H2O flow rate for carbohydrate, protein, and fats components.
In Fig. 2e, the HRT decreases as the waste/H2O ratio increases, indicating a negative correlation between HRT and waste/H2O ratio. As can be seen in Figs. 2d, e, the HRT is different depending on the type of feed composition. In Fig. 2d, the variance in HRT relative to different feed compositions becomes more visible as the water flow rate increases. In Fig. 2e, the variance in the HRT relative to different waste compositions is independent of the amount of biomass-to-water ratio. This observation is similar to the previous report that confirmed that different organic loading rates record different HRT [55,56,57]. The decreasing profile of carbohydrate, protein, and fats is attributed to the action of the SuperPro Designer in-built yeast component.
Sensitivity analysis of biogas production and sweetening
Figure 3a indicates that the type of biomass components such as carbohydrates, protein, and fats determines the amount of biogas produced. During the SuperPro Designer simulation, the percentage of the biomass based on carbohydrates, protein, and fats was set at the recommended percentages such as 55, 26, and 19%, respectively. Each composition gave different amounts of biogas. Accordingly, 8.60895 kg/batch amount of methane was produced as higher for the carbohydrate component. The protein component source produced 7.19597 kg/batch of methane which is the second-highest composition. The least amount of methane was found to be 7.02543 kg/batch for the fat component. The product is produced about ten times more than the set feed rate of 83 kg/batch. The fact that the product is more than the feed rate, a similar pattern was reported previously [58, 59]. Because the feed was calculated on a dry mass basis, water is required to dilute and liquefy the biomass to make it fluidic. Large inoculation quantities can provide good microbial performance, low risk of inhibition, and low risk of overloading [60]. The amount of water was adjusted to produce the highest possible yield of product and reduce the COD similar to regular practice [61].

a Waste classification for CH4 production, b the effect of biomass composition on CH4 production, c the effect of moisture content on CH4 production, and d utility and transfer agents
Since the biogas with methane composition is associated with other impurities like CO2, at 99% performance of P-3/C-101 column using aqueous MgO as absorbent, the initial CO2 present in the biogas stream was reduced from 1.07585, 0.89927, 0.87796 kg/batch to final CO2 such as 0.10759, 0.08993, and 0.0878 kg/batch for carbohydrate, protein, and fats individual feedstock compositions, respectively. The P-3/C-101 operated at 200 °C captures the CO2 using aqueous MgO to produce MgCO3 and ensures the sweetening of the methane composition in biogas. This is an innovation that mineralizes CO2 into MgCO3 and produces ultra-pure methane simultaneously during the anaerobic digestion process. The technology of CO2 mineralization using MgO is common in the literature [62, 63], but using it in biogas sweetening has not been reported.
Figure 3b indicated that the biomass/H2O ratio is another factor that influences biogas production. By increasing the amount of biomass and keeping the flow of H2O constant, the amount of CH4 increases. This result implies that the biomass/H2O ratio has a positive correlation with the amount of CH4 produced irrespective of the type of waste composition. The condition that would make this observation viable is when the amount of H2O is fixed and the biomass is increased. Interestingly, an increase in the amount of CH4 produced is associated with a decrease in the HRT of the biomass composition. The pattern of increase in biomass/H2O ratio with an increase in the amount of biogas produced is consistent with the previous report. Moreover, the production of methane achieved the maximum rate with a moisture content between 80 and 85% for the AD of lignocellulose organic compound [64]. The result in Fig. 3b shows that at low HRT, high methane is produced and at high HRT, low methane is produced. This pattern of correlation between methane production with HRT is only possible when the amount of water is fixed while the amount of feed biomass is varied. In the case where the amount of water is varied and the feed is fixed, the correlation between methane production and HRT is positive as reported previously [58]. Therefore, our result is unlike the previous reports and we can hypothesize that using yeast as a substrate pre-treatment agent improves the proliferation of methanogens that facilitate rapid digestion within short HRT to produce high CH4. This observation explains why low HRT produces a high amount of CH4 an advance to other studies that did not pre-treat their substrate before the anaerobic digestion process. The additional kinetic parameters such as rate of digestion also decreases with increase in biomass–water ratio as shown in Fig. 3c. This also explains why the amount of CH4 produced also decreases as indicated in Fig. 3b. The process utility shown in Fig. 3d suggested the suitable heating agent be HOT water which is less expensive and is appropriate to achieve the target temperature.
Biogas production on a normalized basis
In this section, the experimental data for biogas production from food-waste-derived biomass [49] were used to validate the SuperPro Designer anaerobic digester model (Fig. 1). As can be seen in Table 2, the food-waste-derived biomass contains three degradable compositions such as carbohydrates, protein, and fat. The main purpose of the experimental work reported in Table 2 was to investigate the effect of yeast on biogas production which is similar to the yeast-based substrate pre-treatment in this present computational study. They produced ~ 25 L of biogas experimentally based on a 0.5 L anaerobic digester basis for 50 days. Therefore, anaerobic digestion of equivalent compositions of the biomass in Table 2 was conducted in the SuperPro Designer model based on the data in Table 3 on a 1.4434 L basis. The modeled anaerobic digester produced 83.6630 L of biogas. This is equivalent to 27.8877 L of biogas on a 0.4811 L digester volume basis. The result is similar to the experiment with a deviation of ~ 2.8877 L biogas production and 0.0189 L basis.
To understand the biogas produced, we refer to the sensitivity analysis data of food waste remediation in Fig. 4. The remediation through the fermentation process created a suitable feedstock for the anaerobic digester inlet stream, S-104. Through the action of 2.1% yeast registered in the SuperPro Designer, food waste composed of carbohydrates, protein, and fats, was fermented at the experimental conditions already evident in the literature [49]. The concentration profiles of the food waste substrates compositions account for the limiting reactant decrease with fermentation time to produce biomass for the anaerobic digestion process in P-2/AD-101. In Fig. 4, yeast treatment of the model food waste which contains carbohydrates, protein, and fats generated 21.65 g/L biomass after 12 h. The corresponding yeast that proliferates, amounts to 96.33 g/L from 2.5 g/L after 12 h. Since the number of carbohydrate components reduced to 299.50 after 12 h from 360.89 g/L, the limiting reactant is inclusive of carbohydrates. Similarly, protein is a limiting reactant since the number of protein components reduced from 84.10 g/L to 64.17 g/L after 12 h. Also, the number of fat components reduced from 267.40 g/L to 264.50 after 12 h making fat a limiting reactant too.

Sensitivity analysis of model food-waste remediation
Mass and energy balances
The process flow diagram (PFD) as shown in Fig. 1 include fewer unit operations and fluid motive devices for biogas production and CO2 mineralization. The flow process should be promoted by gravity and valve operations, unlike the previous report [65]. The PFD includes three major unit operations namely fermentation (P-1/FR-101), anaerobic digestion (P-2/AD-101), and absorption column (P-3/C-101). In P 1/FR-101, the carbon source for the fermentation process is food waste combining carbohydrates, protein, or fats diluted with water. The feed into the (P-1/FR-101) is charged by gravity. The fermentation was conducted using mass stoichiometry following Monod kinetics and Eq. 1. The extent of the fermentation reaction is set to 100%, and the fermentation is carried out for 24 h at 25 °C. Air was supplied at a rate of 0.891 kg/batch by an auto-adjust mode. Cooling glycol removes any heat produced by the exothermic process and keeps the temperature constant. The AD process as shown in Fig. 1 operates for one batch cycle and can be repeated until the COD of the effluent as S-105 is acceptable for discharge according to environmental regulations. The stream components of P1/FR-101 are shown in Table 3, and the volume of P1/FR-101 as determined by SuperPro Designer is 1.95 L at a 90% maximum allowance, producing approximately 1.91 L of broth as S-104. After the fermentation process in P1/FR-101, the broth from S-104 flow into the anaerobic digester P2/AD-101 for biogas production. The AD process is operated using standard power, a 90% vessel allowance that amounts to 729.79 L anaerobic digester volume. Estimated for design and fabrication purposes based on the general material balance across P2/AD-101 using Eqs. 2 and 3,
where: \({\mathrm{QC}}_{o}\) = rate of broth inflow, \(r\left({V}_{r}\right)\) = rate of broth digestion, \(\mathrm{Q}{C}_{e}\) = rate of digestate outflow, \(\frac{dC}{dt}\left({V}_{r}\right)\) = accumulation of broth in the digester. C = carbon source, O = oxygen, B = biomass, Y = yeast. The \({C}_{o}\) is the influent substrate concentration (mg/L), \({C}_{e}\) is the effluent substrate concentration (mg/L), C is the substrate concentration (mg/L) accumulated in the digester at a given time (t), Q is the substrate flow rate (m3/L), \({V}_{r}\) is the digester working volume (m3), and r is the rate constant for fermentation of the substrate (mg/L.s).
The total input feed S-100, S-101, and S-102 from the SuperPro Designer is 2.818 kg/batch, and output stream such as S-103 and S-104 is 2.816 kg/batch. Table 4 shows the summary where accumulation in the P1/FR-101 is 0.002 kg/batch, i.e.; \(\frac{dC}{dt}\left({V}_{r}\right)\)=0.002 kg/batch. Analysis of input and output streams into P1/AD-101 shows there is no accumulation in the anaerobic digester considering that 1.935 k/batch broth is fed in (S-104), 1.877 kg/batch digestate (S-105; Table 5, and 0.058 kg/batch crude biogas (S-106; Table 5) were discharged as output streams. The detail stream breakdown can be compared using Tables 4 and 5.
CO 2 mineralization
The absorption column P3/C-101 separates CO2 from crude biogas in S-106 stream through a mineralization technology. In P3/C-101, 99% CO2 react with aqueous MgO from S-107 stream according to the stoichiometry in Eq. 4 during the absorption and mineralization process. Accordingly, the CO2 content in S-106 was lowered from 1.07585 kg/batch to 0.01076 kg/batch, achieving 98.99% conversion of CO2 using MgO. The MgO looping is a suggested technology that can remove huge amount of CO2 from point sources [66, 67]. Also, carbonation of pure MgO is poor so, in the P3/C-101, S-107 water promote the process forming Mg(OH)2 since the presence of steam significantly influences the MgO absorbents' capacity to absorb CO2 [68]. Mg(OH)2 has a 15 weight percent absorption capacity unlike MgO with almost zero CO2 absorption capacity [68, 69]. The water can effectively increase the carbonation rate while lowering the ideal carbonation temperature, and also speeds up desorption [70]. In the input, absorbents streams S-107 (5 kg/batch and 70 kg/batch MgO) and crude biogas stream S-106 (0.051 kg/batch methane) produced and output of S-108 refined biogas and S-109 mineralized CO2 in form of 75.006 kg/batch MgCO3. Material balance across the P3/C-101 as summarized in Table 6 shows there is an accumulation of 0.001 kg/batch.
Environmental assessment
The streams S-103, S-104, S-108, and S-109 can potentially provide material that pollutes the environment. Therefore, assessment of environmental regulatory parameters such as chemical oxygen demand (COD), total organic carbon (TOC), biological oxygen demand (BODu), total suspended solids (TSS), total solid (TS), theoretical oxygen demand (ThoD), and volatile suspended solid (VSS), as shown in Tables 7 and 8, were determined across the output streams using the SuperPro Designer. They were compared with the major model biomass feedstock input stream to account for two scenarios; (1) saving the environment from possible pollution, and (2) estimating the number of cycles each biomass feedstock can record for high biogas production. Typical anaerobic process either ensures the treatment of industrial effluents or bioenergy production.
The TOC of the media stream fed into P1/FR-101 is 574,319.042 mg C/l based on the model food waste composition. After undergoing anaerobic digestion process in P2/AD-101, the TOC reduced to 21,606.308 mg C/l at S-105. The COD of S-101 stream feed into P1/FR-101 is 2,134,111.366 mg C/l based on the model food waste compositions. The COD was also reduced to 79,529.602 mg C/l at S-105 after undergoing fermentation in P1/FR-101 and anaerobic digestion process in P2/AD-101. The BOD of S-101 is 1,736,595.298 mg O/l based on the model food waste composition. Similarly, the BOD reduced to 62,345.949 mg CO/l at S-105 after undergoing fermentation in P1/FR-101 and anaerobic digestion process in P2/AD-101. The TSS of S-101 stream is 626,970.727 Slds O/l based and reduced to 4341.904 mg Slds/l at S-105 after undergoing fermentation in P1/FR-101 and anaerobic digestion process in P2/AD-101. The VSS of S-101 stream is 24,940.272 mg Slds/l based and fermentation and anaerobic digestion, it also reduced to 3907.714 mg Slds/l at S-105. The ThoD of S-101 stream is 2,134,111.366 mg O/l but reduced to 2615.289 mg CO/l at S-105. All the environmental regulatories in Table 6 were reduced after fermentation and digestion in P1/FR-101 and P2/AD-101, respectively. Reduced VSS is commonly attributed to better performance of the P2/AD-101-unit operation for CH4 production. The reduction in COD and ThoD indicates that the digestible organic is low and the microorganism is saturated and may not require oxygen.
These results are expected since anaerobic processes are widely used for the treatment of waste streams and bioenergy production due to its inherent advantages. However, it is also necessary to establish whether the values of (TOC), (COD), (ThoD), (BODu), and (TSS) are within the acceptable discharge limit. Upon comparison with standards, the first batch cycle did not produce effluent that is good enough for disposal. Instead, the effluent can be recycled for another round of fermentation and anaerobic digestion until the environmental regulatory parameters are low enough. Since the COD is > 8 mg acceptable range, it can interfere with the oxygen supply to the soil. Similarly, the BOD reduced to 62,345.949 mg CO/l which is greater than 10 mg for direct environmental disposal or 300 mg/l for disposal to the sewer system. In Table 8, the TSS value is 4,341.904 mg Slds/l. The TSS is > 1000 mg/l and can prevent light penetration and affect aquatic life [71]. These results indicate that the digestate can be reused from another batch of anaerobic digestion to produce fresh biogas and MgCO3.
Conclusion
In this study, a model of biomass anaerobic digester was developed and simulated to produce refined biogas and mineralized MgCO3 using SuperPro Designer software. A stoichiometric fermentation reactor and anaerobic digester reactor were used in this simulation for substrate pre-treatment and anaerobic digestion process, respectively. The model simulation result shows that the percentage of methane is always higher than carbon dioxide. The anaerobic digestion model can be used for CO2 mineralization to valuable MgCO3. The findings can be used as a strategy for refining biogas to produce high amount of CH4. Sensitivity analysis confirmed that by fixing the amount of biomass and varying H2O, increasing biomass/H2O ratio causes a decrease in the hydraulic retention time (HRT) and increases the amount of CH4 composition in biogas. According to environmental assessment, single batch of anaerobic digestion of biomass to biogas is not enough to yield effluent that is suitable for discharge. Consequently, considering typical biomass feed, there is a need for several recycling of the anaerobic digestion process.
Data availability
Data will be made available upon request.
References
Gielen, D., et al.: The role of renewable energy in the global energy transformation. Energ. Strat. Rev. 24, 38–50 (2019)
Scheffran, J., Felkers, M., Froese, R.: Economic growth and the global energy demand. In: Green energy to sustainability: strategies for global industries, pp. 1–44. Wiley (2020)
Lee, R.: The outlook for population growth. Science 333(6042), 569–573 (2011)
Höök, M., Tang, X.: Depletion of fossil fuels and anthropogenic climate change—a review. Energy Policy 52, 797–809 (2013)
Halilu, A., et al.: Hybridized Fe/Ru-SiMWCNT-ionic liquid nanofluid for CO2 conversion into carbamate using superoxide ion. J. Environ. Chem. Eng. 9(4), 105285 (2021)
Halilu, A., et al.: In situ electrosynthesis of peroxydicarbonate anion in ionic liquid media using carbon dioxide/superoxide system. ACS Appl. Mater. Interfaces 11(29), 25928–25939 (2019)
Halilu, A., et al.: Electroreduction of CO2 and quantification in new transition-metal-based deep eutectic solvents using single-atom Ag electrocatalyst. ACS Omega 7(16), 14102–14112 (2022)
Psomopoulos, C.S., Bourka, A., Themelis, N.J.: Waste-to-energy: a review of the status and benefits in USA. Waste Manage. 29(5), 1718–1724 (2009)
Kothari, R., Tyagi, V.V., Pathak, A.: Waste-to-energy: a way from renewable energy sources to sustainable development. Renew. Sustain. Energy Rev. 14(9), 3164–3170 (2010)
Kalaiselvan, N., et al.: A waste to energy technology for Enrichment of biomethane generation: a review on operating parameters, types of biodigesters, solar assisted heating systems, socio economic benefits and challenges. In: Chemosphere, p. 133486. Elsevier (2022)
Vijayakumar, P., et al.: Current technologies of biochemical conversion of food waste into biogas production: a review. Fuel 323, 124321 (2022)
Khan, M.U., et al.: A review of recent advancements in pretreatment techniques of lignocellulosic materials for biogas production: opportunities and limitations. Chem. Eng. J. Adv. 10, 100263 (2022)
Comparettia, A., et al.: Potential production of biogas from prinkly pear (Opuntia ficus-indica L.) in Sicilian uncultivated areas. Chem. Eng. 58, 559–564 (2017)
Farhana, K., et al.: Energy consumption, environmental impact, and implementation of renewable energy resources in global textile industries: an overview towards circularity and sustainability. Mater Circ. Econ. 4(1), 1–16 (2022)
Masala, F., et al.: Techno-economic analysis of biogas production and use scenarios in a small island energy system. Energy 258, 124831 (2022)
Hashim, L.H., et al.: Bifunctional rice husk-derived SiO2-Cu-Al-Mg nanohybrid catalyst for one-pot conversion of biomass-derived furfural to furfuryl acetate. Fuel 275, 117953 (2020)
Brinkmann, R.: Moving to green energy. In: Practical sustainability, pp. 141–157. Springer (2021)
Hernández-Beltrán, J.U., et al.: Insight into pretreatment methods of lignocellulosic biomass to increase biogas yield: current state, challenges, and opportunities. Appl. Sci. 9(18), 3721 (2019)
Chodkowska-Miszczuk, J., Martinát, S., van der Horst, D.: Changes in feedstocks of rural anaerobic digestion plants: external drivers towards a circular bioeconomy. Renew. Sustain. Energy Rev. 148, 111344 (2021)
García-Gen, S., et al.: Kinetic modelling of anaerobic hydrolysis of solid wastes, including disintegration processes. Waste Manag 35, 96–104 (2015)
Ko, J.H., et al.: Effect of nickel-containing activated carbon on food waste anaerobic digestion. Biores. Technol. 266, 516–523 (2018)
Kim, J., et al.: Anaerobic co-digestion of spent coffee grounds with different waste feedstocks for biogas production. Waste Manage. 60, 322–328 (2017)
Sawatdeenarunat, C., et al.: Anaerobic biorefinery: current status, challenges, and opportunities. Biores. Technol. 215, 304–313 (2016)
Pan, S.-Y., et al.: Anaerobic co-digestion of agricultural wastes toward circular bioeconomy. IScience 24(7), 102704 (2021)
Khalid, A., et al.: The anaerobic digestion of solid organic waste. Waste Manage. 31(8), 1737–1744 (2011)
Nopharatana, A., Pullammanappallil, P.C., Clarke, W.P.: Kinetics and dynamic modelling of batch anaerobic digestion of municipal solid waste in a stirred reactor. Waste Manage. 27(5), 595–603 (2007)
Bochmann, G., Montgomery, L.F.: Storage and pre-treatment of substrates for biogas production. In: The biogas handbook, pp. 85–103. Elsevier (2013)
Junoh, H., Yip, C., Kumaran, P.: Effect on Ca (OH)2 pretreatment to enhance biogas production of organic food waste. In: IOP conference series: earth and environmental science. IOP Publishing (2016)
Zheng, Y., et al.: Pretreatment of lignocellulosic biomass for enhanced biogas production. Prog. Energy Combust. Sci. 42, 35–53 (2014)
Luo, K., et al.: A critical review of volatile fatty acids produced from waste activated sludge: enhanced strategies and its applications. Environ. Sci. Pollut. Res. 26(14), 13984–13998 (2019)
Yang, Q., et al.: Biogas production from anaerobic co-digestion of waste activated sludge: co-substrates and influencing parameters. Rev. Environ. Sci. Bio/Technol. 18(4), 771–793 (2019)
Hao, X., et al.: Analysing the mechanisms of sludge digestion enhanced by iron. Water Res. 117, 58–67 (2017)
Kong, X., et al.: Effect of Fe0 addition on volatile fatty acids evolution on anaerobic digestion at high organic loading rates. Waste Manage. 71, 719–727 (2018)
Kasinath, A., et al.: Biomass in biogas production: pretreatment and codigestion. Renew. Sustain. Energy Rev. 150, 111509 (2021)
Naik, G.P., Poonia, A.K., Chaudhari, P.K.: Pretreatment of lignocellulosic agricultural waste for delignification, rapid hydrolysis, and enhanced biogas production: a review. J. Indian Chem. Soc. 98(10), 100147 (2021)
Schwan, B., et al.: Chemically stressed bacterial communities in anaerobic digesters exhibit resilience and ecological flexibility. Front Microbiol 11, 867 (2020)
Dai, X., et al.: Metabolic adaptation of microbial communities to ammonium stress in a high solid anaerobic digester with dewatered sludge. Sci. Rep. 6(1), 28193 (2016)
Hou, L., Ji, D., Zang, L.: Inhibition of anaerobic biological treatment: a review. In: IOP conference series: earth and environmental science. IOP Publishing (2018)
Li, Y., et al.: Effects of thermal pretreatment on degradation kinetics of organics during kitchen waste anaerobic digestion. Energy 118, 377–386 (2017)
Catherine, C., Twizerimana, M.: Biogas production from thermochemically pretreated sweet potato root waste. Heliyon 8(9), e10376 (2022)
Gao, S., et al.: Evaluation the anaerobic digestion performance of solid residual kitchen waste by NaHCO3 buffering. Energy Convers. Manage. 93, 166–174 (2015)
Kim, M.-S., et al.: More value from food waste: lactic acid and biogas recovery. Water Res. 96, 208–216 (2016)
Morita, M., Sasaki, K.: Factors influencing the degradation of garbage in methanogenic bioreactors and impacts on biogas formation. Appl Microbiol Biotechnol 94(3), 575–582 (2012)
Pettigrew, L., et al.: Modified ADM1 for high-rate anaerobic co-digestion of thermally pre-treated brewery surplus yeast wastewater. Water Sci. Technol. 76(3), 542–554 (2017)
Suwannarat, J., Ritchie, R.J.: Anaerobic digestion of food waste using yeast. Waste Manage. 42, 61–66 (2015)
Ritchie, R.J., Raghupathi, S.S.: Al-toxicity studies in yeast using gallium as an aluminum analogue. Biometals 21(4), 379–393 (2008)
Ma, X., et al.: Effect of ethanol pre-fermentation on organic load rate and stability of semi-continuous anaerobic digestion of food waste. Biores. Technol. 299, 122587 (2020)
Anwar Saeed, M., et al.: Concise review on ethanol production from food waste: development and sustainability. Environ. Sci. Pollut. Res. 25(29), 28851–28863 (2018)
Gao, M., et al.: Effect of yeast addition on the biogas production performance of a food waste anaerobic digestion system. R. Soc. Open Sci. 7(8), 200443 (2020)
Wu, C., et al.: Effect of ethanol pre-fermentation and inoculum-to-substrate ratio on methane yield from food waste and distillers’ grains. Appl. Energy 155, 846–853 (2015)
Lonappan, L., et al.: An insight into the adsorption of diclofenac on different biochars: mechanisms, surface chemistry, and thermodynamics. Biores. Technol. 249, 386–394 (2018)
Castro, Y.A., Rodríguez, A., Rivera, E.: Biomethane production kinetics during the anaerobic co-digestion of Sargassum spp. and food waste using batch and fed-batch systems in Punta Cana Dominican Republic. Mater. Renew. Sustain. Energy 11(3), 287–297 (2022)
De Chiara, M., et al.: Domestication reprogrammed the budding yeast life cycle. Nat. Ecol. Evol. 6(4), 448–460 (2022)
Li, J., et al.: Analytical approaches for determining chemical oxygen demand in water bodies: a review. Crit. Rev. Anal. Chem. 48(1), 47–65 (2018)
García-Gen, S., et al.: Kinetic modelling of anaerobic hydrolysis of solid wastes, including disintegration processes. Waste Manage. 35, 96–104 (2015)
Hassan, A.N., Nelson, B.K.: Invited review: anaerobic fermentation of dairy food wastewater. J. Dairy Sci. 95(11), 6188–6203 (2012)
Morita, M., Sasaki, K.: Factors influencing the degradation of garbage in methanogenic bioreactors and impacts on biogas formation. Appl. Microbiol. Biotechnol. 94(3), 575–582 (2012)
Harun, N., et al.: Simulation of anaerobic digestion for biogas production from food waste using SuperPro designer. Mater. Today Proc. 19, 1315–1320 (2019)
Ounnar, A., Benhabyles, L., Igoud, S.: Energetic valorization of biomethane produced from cow-dung. Procedia Eng. 33, 330–334 (2012)
Angelidaki, I., Sanders, W.: Assessment of the anaerobic biodegradability of macropollutants. Re/Views Environ. Sci. Bio/Technol. 3(2), 117–129 (2004)
Babæe, A., Shayegan, J.: Effect of organic loading rates (OLR) on production of methane from anaerobic digestion of vegetables waste. In: World renewable energy congress-Sweden. Linköping University Electronic Press, Linköping, Sweden (2011)
Wu, S., et al.: Polarization of CO2 for improved CO2 adsorption by MgO and Mg(OH)2. Appl. Surf. Sci. 562, 150187 (2021)
La Plante, E.C., et al.: Controls on CO2 mineralization using natural and industrial alkaline solids under ambient conditions. ACS Sustain. Chem. Eng. 9(32), 10727–10739 (2021)
Veluchamy, C., Kalamdhad, A.S.: A mass diffusion model on the effect of moisture content for solid-state anaerobic digestion. J. Clean. Prod. 162, 371–379 (2017)
Mel, M., et al.: Simulation study for economic analysis of biogas production from agricultural biomass. Energy Procedia 65, 204–214 (2015)
Rausis, K., et al.: Rates of atmospheric CO2 capture using magnesium oxide powder. Int. J. Greenhouse Gas Control 119, 103701 (2022)
Dal Pozzo, A., et al.: CO2 Uptake and cyclic stability of mgo-based CO2 sorbents promoted with alkali metal nitrates and their eutectic mixtures. ACS Appl. Energy Mater. 2(2), 1295–1307 (2019)
Siriwardane, R.V., Stevens, R.W., Jr.: Novel regenerable magnesium hydroxide sorbents for CO2 capture at warm gas temperatures. Ind. Eng. Chem. Res. 48(4), 2135–2141 (2009)
Hassanzadeh, A., Abbasian, J.: Regenerable MgO-based sorbents for high-temperature CO2 removal from syngas: 1. Sorbent development evaluation and reaction modeling. Fuel 89(6), 1287–1297 (2010)
Ram Reddy, M., et al.: Influence of water on high-temperature CO2 capture using layered double hydroxide derivatives. Ind. Eng. Chem. Res. 47(8), 2630–2635 (2008)
Rossi, L., Fankhauser, R., Chèvre, N.: Water quality criteria for total suspended solids (TSS) in urban wet-weather discharges. Water Sci. Technol. 54(6–7), 355–362 (2006)
Acknowledgements
This work was supported by the National Plan for Science, Technology and Innovation, KACST, Kingdom of Saudi Arabia (Project 12-ENE2935)
Funding
The authors thank the National Plan for Science, Technology and Innovation, KACST, Kingdom of Saudi Arabia, for supporting this work through the Project number 12-ENE2935.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors report no declaration of competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mokraoui, S., Halilu, A., Hashim, M.A. et al. Modeling and simulation of biomass anaerobic digestion for high biogas yield and CO2 mineralization. Mater Renew Sustain Energy 12, 105–116 (2023). https://doi.org/10.1007/s40243-023-00233-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40243-023-00233-8