
Abstract
The hydrothermal reaction of water and aluminum materials was investigated as a method for hydrogen production using geothermal heat or wasted heat from industrial activities. Hydrogen was produced using pure aluminum powder at the observed temperature range of 230–340 °C and under corresponding saturated vapor pressure, and hydrogen production increased significantly with temperature. The reaction mechanism is in accordance with water reduction by aluminum, which results in the production of hydrogen and formation of boehmite (AlO(OH)) as a by-product. In an attempt to determine a more environmentally friendly hydrogen production method, the application of aluminum derived from waste, i.e., aluminum casing and aluminum foil from capacitor waste, was also examined. A similar mechanism to that with pure aluminum powder was indicated, but with a lower reaction rate due to the smaller specific surface area of the waste material. Presence of the non-aluminum materials from the capacitor waste during the reaction also has been confirmed to have no effect on the mechanism. Kinetic analysis of the reactions suggests that the reaction rate is strongly affected by the pore size and the reaction pressure. A mathematical model was developed based on kinetic analysis result to estimate the hydrogen production from water–aluminum reaction under hydrothermal conditions that can be applied to any shape of aluminum material.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Hydrogen, which is the most abundant element of the universe, is one of the promising alternative energy carriers. The product of the hydrogen combustion process is only water, so that it is well known as an environmentally friendly energy carrier. Moreover, hydrogen has the highest specific energy content among conventional alternative sources such as biodiesel, methanol, ethanol, electricity, and solar power [1].
Water (H2O) is one of the most abundant sources of hydrogen in nature, so that water splitting methodologies for hydrogen production are of significant interest [2,3,4,5,6,7,8]. On the other hand, metal utilization for hydrogen production has also been identified as an effective, user-friendly, and safe approach [9]. Aluminum has much potential for utilization as a material for use in water splitting to produce hydrogen [10,11,12,13]. Some possible mechanisms of the water–aluminum reaction to produce hydrogen are [9, 14,15,16,17]:
The main problem of hydrogen production from water–aluminum reaction is the presence of aluminum oxide layer on the surface of aluminum under room temperature conditions, which prevents the direct contact of water with the aluminum [9, 18]. Common methods to enhance the reaction rate of aluminum and water are the application of alkaline conditions or amalgamation for aluminum activation to produce hydrogen [19,20,21,22,23,24,25,26], yet the corrosiveness of the alkaline media is a major problem for the reactor, and the chemicals required for the amalgamation process are mostly toxic and expensive [14, 18, 27]. Hydrothermal processing is considered an effective method to activate aluminum for hydrogen production because of the high reaction rate and environmental benignity [16, 28], moreover, the possibility of using environmentally friendly heat sources such as geothermal heat and wasted heat from industrial activities is highly beneficial. Studies on the kinetics and mechanisms of hydrogen produced from the oxidation of micron-sized aluminum with water at moderate hydrothermal conditions have been performed [15, 17, 29, 30]. However, there is yet to be an intensive examination of the reaction mechanisms and kinetics of hydrogen production from water using various shapes and sources of aluminum materials under hydrothermal conditions.
In this study, hydrogen production from the reaction of aluminum with water was observed in the temperature range of 230–340 °C and at corresponding saturated vapor pressures of 2.5–15 MPa. The reaction mechanism is discussed based on analysis of the reaction products.
The possibility of hydrogen production by direct reaction using waste materials was also examined in an attempt to determine a more environmentally friendly hydrogen production method. Capacitor waste, which incorporates waste that contains both aluminum and non-aluminum materials, was used in this study. The effect of non-aluminum materials contained in the waste on the hydrogen production reaction was also studied, to observe its influences on the mechanism of water–aluminum reaction. The reaction kinetics was analyzed to determine the effect of temperature on the reaction mechanism. A model equation that describes the extent of the hydrogen production under given conditions was then devised based on the kinetic analysis result, which can be applied to any form of aluminum material.
Materials and method
Hydrogen production experiment
Hydrogen production experiment using aluminum powder
Aluminum powder (99.9%) from Wako Chemical Industries, Ltd. with particle sizes of about 100 µm was used for the experiments. The specific surface area of the aluminum powder was calculated from Brunauer–Emmett–Teller (BET) analysis using a (N2) gas sorption analyzer for low pressure micropore analysis of materials. Based on this analysis, specific surface area of the aluminum powder was determined to be 0.713 m2/g. For aluminum powder with a relatively smooth surface, this value of specific surface area usually corresponds to smaller particle size [15]. However, surface of the aluminum powder used in this experiment, as seen from analysis result by a scanning electron microscopy (SEM; SU8000, Hitachi High-Technologies, Co.) shown in Fig. 1, is very rough, so that it has larger value of specific surface area. A total of 1.08 g (approximately 40 mmol) of aluminum powder and 60 mL of distilled water was loaded into a Hastelloy C-22 reactor with a volume of 170.66 mL. The reactor was then sealed. The reactor was equipped with a temperature controller, a pressure gauge, a stirrer, and gas and liquid sampling valves. A detailed illustration of the reactor scheme is presented in our previous report [31]. The reaction was initiated by stirring and increasing the temperature to a predetermined value with a heating rate of approximately 20 °C/min. The reaction temperatures employed were 230, 250, 270, 280, 290, 300, and 340 °C. The saturated vapor pressures for these reaction temperatures were approximately 2.5, 4, 5.5, 6.2, 6.9, 8.5, and 15 MPa, respectively. The pressure and temperature change caused by hydrogen production reaction was minuscule compared to the conditions at which the experiments were carried out; hence the effect is not discussed. The reaction time was in the range of 5 min–24 h, with stirring during the entire reaction. After reaction, the reactor was cooled down using a fan and a flow of cool water through the reactor jacket. Cooling from the reaction temperature (230–340 °C) to room temperature required approximately 1–5 min. Gas and solid samples were collected for analysis after completion of the reaction.

SEM image of aluminum powder
Hydrogen production experiment using aluminum wastes
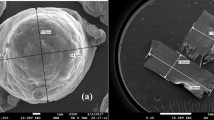
The capacitor waste consisted mainly of aluminum-based materials, i.e., aluminum foil and aluminum casing, and also non-aluminum materials such as paper, plastic and rubber. Figure 2 shows representative examples of the materials recovered from the capacitor waste. The aluminum-based materials were recovered from capacitor waste by crushing (Cutting Mill Pulverisette 15, Fritsch, Ltd.) and handpicking processes. The thickness of the aluminum casing and foil were approximately 0.75 and 0.075 mm, respectively. The specific surface areas of the aluminum casing and foil, calculated by dividing the surface area obtained from manual measurement by the weight, were approximately 9.26 × 10−4 and 9.26 × 10−3 m2/g, respectively. The wastes were washed with distilled water in a single frequency ultrasonic cleaner and then dried in an oven at 105 °C for approximately 15 min.

a Aluminum casing, b aluminum foil, and c non-aluminum materials recovered from capacitor waste
Hydrogen production experiments were conducted using (1) a total of 1.08 g aluminum casing, (2) a total of 1.08 g aluminum foil, (3) a total of 1.08 g aluminum foil with 1 g of each non-aluminum material (plastic, rubber and paper), and (4) 1 g of each non-aluminum material type (plastic, rubber and paper), as starting materials. The starting material was loaded into the Hastelloy C-22 reactor filled with 60 mL distilled water. The reactor was then sealed. Reaction was initiated by stirring and increasing the temperature to a predetermined value with a heating rate of approximately 20 °C/min. The reaction times and temperatures employed were determined based on the results obtained from hydrogen production using aluminum powder. As with the experiment using aluminum powder, gas and solid samples were collected for analysis after completion of the reaction.
Sample analysis
Hydrogen contained in the gas sample was analyzed using gas chromatography with a thermal conductivity detector (GC-323/TCD, GL Sciences, Inc.) and a stainless steel Porapak Q column (80/100 mesh, GL Sciences, Inc., 2 m, 3.2 mm O.D., 2.1 mm I.D.). Nitrogen was used as the carrier gas. The column, detector, and injection temperatures were 60, 100, and 120 °C, respectively. Standard hydrogen gas (purity 99.9%, GL Sciences, Inc.) was used for quantification.
The solid product sample was separated from the liquid using qualitative filter paper (grade 1, 125 mm diameter, Whatman, Ltd.). For evaluation according to the three possible mechanisms for the reaction of water and aluminum [Eqs. (1)–(3)], the solid product was analyzed using X-ray diffraction (XRD; Rigaku Miniflex II) with Cu Kα radiation to identify the products from each reaction condition. A scanning speed of 2°/min was applied in the angular range of 3° ≤ 2θ ≤ 90°. XRD analysis data were processed using PDXL, integrated X-ray powder diffraction software from Rigaku, Co., to provide an automatic list of diffraction peak position, intensity, width, and solid product characterization. The solid product was also examined using scanning electron microscopy (SEM; SU8000, Hitachi High-Technologies, Co.) to observe material structure and morphology.
Results and discussion
Hydrogen production from aluminum powder
Hydrogen was produced from the reaction of aluminum powder with water under all experimental conditions (Table 1). Figure 3 plots the result of hydrogen production as a function of time at various reaction temperatures, where each data point was obtained from individual experiment. With 40 mmol of aluminum powder as the starting material, the maximum theoretical amount of hydrogen production is 60 mmol, according to the possible reaction mechanisms [Eqs. (1)–(3)]. For reactions at ≤ 270 °C, hydrogen production was generally less than 30 mmol after 24-h reaction, which indicates that aluminum was only partially reacted. However, at ≥ 280 °C, hydrogen production within 24 h almost reached the maximum theoretical amount (60 mmol), which indicates that all aluminum was consumed during the reaction. Moreover, at ≥ 290 °C, the same amount of hydrogen production was achieved within only 1 h of reaction. This result demonstrates that the rate of hydrogen production from the water–aluminum reaction is strongly affected by temperature.

Hydrogen production from reactions using aluminum powder as a function of time
To elucidate the reaction mechanism, the solid products from the reactions were analyzed. XRD profiles of the solid products are shown in Fig. 4. In Fig. 4a, the XRD profile shows two peak profiles that indicate the presence of aluminum and boehmite (AlO(OH)) as solid products from reaction at 270 °C for 6 h. The presence of unreacted aluminum from the XRD analysis confirms that aluminum was only partially consumed under these reaction conditions, and thus hydrogen production has not yet reached its maximum theoretical value. Figure 4b and c shows XRD analysis results for solid products from reactions at 280 °C for 3 and 24 h, where the intensities of the boehmite peaks increased with reaction time. After reaction for 3 h, aluminum was still identified in the solid product, while after 24 h reaction only boehmite was present. This result is in accordance with the hydrogen production data, which shows that the maximum theoretical hydrogen production was almost reached after 24-h reaction, thus confirming that all aluminum was consumed and only boehmite remained in the solid product. Figure 4d shows the XRD analysis result for the solid product from reaction at 290 °C for 1 h, where only boehmite remained as the reaction product. This result confirms that under this condition, all aluminum was consumed during the reaction.

XRD profiles for solid products from reactions using aluminum powder at (a) 270 °C for 6 h, (b) 280 °C for 3 h, (c) 280 °C for 24 h, and (d) 290 °C for 1 h
XRD analysis results showed that only boehmite (AlO(OH)) was produced as the solid product from reactions in the temperature range examined (230–340 °C), which infers that in the observed temperature range, hydrogen production from the reaction of aluminum and water was according to Eq. (2). SEM analysis was used to observe the surface condition of the solids involved in these reactions. Figures 1 and 5a show SEM images of pure aluminum powder and boehmite particles, respectively. Figure 5b shows an SEM image of the solid product from 24-h reaction at 250 °C, where the effect of morphological change on the surface area due to the oxidation of aluminum is evident, confirming that hydrogen production reaction had been occurred. However, the hydrogen production under this condition is only 22.28 mmol (Table 1), which revealed that even after 24 h of reaction, only less than half of the aluminum was reacted. At this temperature, the aluminum surface was already partially oxidized during the heating process and further covered by the oxidation product over the natural oxide layer covering, which increased the thickness of the oxidized layer. These layers can impede water diffusion [28], and thus complete conversion of the aluminum occurred at a slow rate.

SEM images of a pure boehmite and solid products from reaction using aluminum powder at b 250 °C for 24 h and c 300 °C for 1 h
Figure 5c shows an SEM image of the solid product from 1 h reaction at 300 °C, where many cracks are evident in the aluminum particles. This expresses that water could diffuse into the interior of the aluminum particles. Thus, at this temperature, the reaction rate was faster and the aluminum was completely oxidized in a relatively short time. Hydrogen production under this condition was 59.06 mmol (Table 1), almost reached the theoretical maximum value.
The SEM images in Fig. 5b and c also demonstrates that the aluminum oxidation reaction started from the surface of the aluminum particle and then continued to the interior of the aluminum particle; therefore, the diffusion of water through the aluminum particle was one of the determining factors for the reaction rate of hydrogen production.
Hydrogen production from aluminum wastes treatment
Based on the results of hydrogen production reaction using aluminum powder, reactions at ≥ 300 °C are considered to be more effective due to the high hydrogen yield in a relatively short reaction time. Therefore, temperatures of ≥ 300 °C were applied for hydrogen production using aluminum foil, aluminum casing, and the non-aluminum materials derived from capacitor waste. The experimental conditions for hydrogen production using aluminum casing and foil were at 300 °C for 1 and 24 h, and at 340 °C for 5, 10 min, and 1 h. The reaction conditions for hydrogen production using aluminum foil mixed with the non-aluminum materials, and that using non-aluminum materials alone were both at 340 °C for 1 h. The results indicated that hydrogen could be produced from each of the starting materials and under the experimental conditions employed, as shown in Table 2.
Under similar reaction conditions, hydrogen production from the reaction with aluminum powder (Table 1) was higher than that using both aluminum foil and casing, which is very likely due to the difference of specific surface area between these materials. Aluminum powder has a specific surface area of 0.713 m2/g, while the specific surface areas of the aluminum foil and casing were 9.26 × 10−3 and 9.26 × 10−4 m2/g, respectively. These results show that larger specific surface area leads to higher hydrogen production. In addition, the reaction using both aluminum foil and casing was also strongly affected by temperature, in which hydrogen production significantly increased with the temperature. The optimum conditions for the reaction using aluminum foil and casing, where the hydrogen yield was almost equal to the theoretical maximum value was at 340 °C for 1 h.
Hydrogen production from reaction using mixtures of aluminum foil and non-aluminum materials at 340 °C for 1 h was 96.05 mmol. On the other hand, the reaction using only water and the non-aluminum materials contained in the capacitor waste (paper, rubber and plastic) also resulted in the production of hydrogen. Reaction of water and non-aluminum materials at 340 °C for 1 h resulted in hydrogen production of approximately 32.84 mmol, where the hydrogen produced is possibly from the decomposition of the non-aluminum materials [32,33,34,35,36], or from cellulose and hemicellulose contained in the non-aluminum materials [37,38,39]. These results indicate that if using aluminum foil alone, the hydrogen production would be close to 60 mmol, which is the theoretical maximum value. Thus, these results imply that the non-aluminum materials have no significant effect on the mechanism of hydrogen production from the reaction of aluminum and water.
XRD profiles for the solid products from the hydrogen production reactions using aluminum powder, aluminum casing, aluminum foil, and both aluminum foil and non-aluminum materials at 340 °C for 1 h are shown in Fig. 6. Similar results were obtained for all types of starting material, where boehmite was observed as the only crystalline product. This result infers that, as for hydrogen production using only aluminum powder, the mechanism for hydrogen production using both aluminum foil and casing is based on Eq. (2). Furthermore, this result confirms that the non-aluminum materials in capacitor waste have no substantial influence on the mechanism of hydrogen production using aluminum, which may also apply for other wastes incorporating aluminum and similar type of non-aluminum materials, such as beverage can and aluminum packaging. This finding indicates that using hydrothermal method as applied in this study; hydrogen can be produced using aluminum wastes, without requiring complicated separation process between aluminum and the non-aluminum materials.

XRD profiles for solid products from reactions using aluminum powder, aluminum casing, aluminum foil, and aluminum foil and non-aluminum materials at 340 °C for 1 h
Figure 7a–d shows SEM images of the aluminum foil and casing before reaction, and the solid product obtained from each material after reaction for 1 h at 340 °C. Figure 7c and d shows that the aluminum materials become cracked and change into fine particles, indicating the diffusion of water into the interior of these particles. These SEM observations and the hydrogen yields obtained suggest that the aluminum materials under these reaction conditions are almost completely oxidized.

SEM images of a aluminum foil and b aluminum casing before reaction, and solid products from reactions at 340 °C for 1 h using c aluminum foil and d aluminum casing
Kinetic analysis and mathematical model for the hydrogen production reaction
The effect of temperature on the hydrogen production reaction using aluminum was investigated more intensively by kinetic analysis. It has been suggested that hydrogen production occurs based on the reactions described in Eq. (2) with boehmite formation; the ratio of produced hydrogen to consumed aluminum is 1.5 mol/mol. Thus, the amount of aluminum powder consumed under each experimental condition can be determined by dividing the hydrogen production data in Table 1 by 1.5.
Semilogarithmic plots of the change in the amount of aluminum powder over reaction periods of 5 min to 24 h at 230, 250, 270, 280, 290 and 300 °C are shown in Fig. 8. In these plots, Al0 and Al t are the initial amount (mol) of aluminum and the amount (mol) at time t. The slopes are largely linear, which indicates that this is a first-order reaction. The slope of each plot gives the aluminum consumption rate constant (−k), calculated as − 2.8 × 10−6, − 4.0 × 10−6, − 6.4 × 10−6, − 3.1 × 10−5, − 1.2 × 10−3 and − 1.8 × 10−3 s−1 for the reactions at 230, 250, 270, 280, 290, and 300 °C, respectively. The reaction at 340 °C occurred very rapidly, so that its reaction rate constant is difficult to observe. Reaction rate constants for reactions using aluminum foil and casing were obtained using the aluminum consumption data, which is associated with the hydrogen production amounts at 300 °C for 1 and 24 h (Table 2). The aluminum consumption data were plotted in the same manner as in Fig. 8, and rate constants of − 2.2 × 10−5 and − 5.4 × 10−6 s−1 were obtained for aluminum foil and casing, respectively.

Change in amount of aluminum as a function of time at a 230 °C, b 250 °C, c 270 °C, d 280 °C, e 290 °C, and f 300 °C
The specific surface area of the starting material influenced the reaction rate; therefore, to obtain a comprehensive kinetic analysis for reactions using any form of aluminum materials (powder, casing, and foil), the reaction rate constant was calculated per unit of surface area (k′) for each reaction condition (Table 3). The surface area (m2) is obtained from multiplication of the specific surface area (m2/g) with the initial amount of aluminum material (g). The relation of k′ with temperature is shown in Fig. 9. Two patterns of temperature dependence are evident for lower (≤ 270 °C) and higher (≥ 270 °C) reaction temperatures that can be interpreted in terms of the Arrhenius relationship:
where Ea is activation energy, R is universal gas constant, T is temperature and A is pre-exponential factor. Based on the plots, the Arrhenius equations for reaction at lower and higher temperatures are given by Eqs. (5) and (6), respectively:

Arrhenius plots for the aluminum consumption rate constant per unit of surface area (k′) between 230 and 300 °C
The activation energies for the lower and higher reaction temperatures were calculated to be 47 and 533 kJ/mol, and the pre-exponential factors for each temperature range were 3 × 10−1 and 1.6 × 1046 s−1, respectively. The activation energy and pre-exponential factor for the lower reaction temperature were significantly smaller than those for the higher reaction temperature. The smaller values from lower reaction temperature may be the result of the direct reaction of water and aluminum, particularly on the surface of the aluminum material. In contrast, the higher values for higher reaction temperature may indicate the involvement of blocking oxides layer that impedes reaction occurring within the interior of the aluminum particles. The k′ values for the reactions using aluminum casing and foil were largely similar to that for aluminum powder (Table 3), which indicates that the Arrhenius equations can be applied to any form of aluminum material.
A work by Shkolnikov et al. [28] has shown that the pore size influenced the diffusion of water to the surface of reactive aluminum. Formation of larger pore size exposes larger area of aluminum surface and promotes the diffusion of water to the surface of reactive aluminum core, which finally cause reaction rate increase, and vice versa. The formation of larger pore size is caused by formation of larger solid product, which is accompanied by decreasing specific surface area of the solid product.
In this study, the increase in specific surface area caused by production of 1 mol of boehmite from 1 h reaction at 230, 270 and 340 °C were calculated from the BET analysis, and were found to be 1.7 × 103, 3.1 × 103 and 2.8 × 102 m2/g/mol boehmite, respectively, as shown in Fig. 10. The increases in specific surface area caused by boehmite production at lower reaction temperatures (≤ 270 °C) were relatively similar, which infer formation of almost similar size of boehmite particle. Yet at higher reaction temperatures (≥ 270 °C), the increase in specific surface area were significantly smaller, which indicate formation of considerably larger boehmite particle. This production of larger boehmite particle at higher temperatures led to formation larger pore size, and finally induced a more rapid acceleration of reaction rate increase.

Increase in specific surface area by 1 mol AlO(OH) production in relation to temperature
On the other hand, higher pressure during reaction also denotes that water can diffuse deeper into the interior of aluminum particle so that reaction between water and aluminum can occur more thoroughly throughout the aluminum particle, which then resulted in higher reaction rate. With increasing temperature, the rise in reaction rate constant (Fig. 9) has similar behavior with the rise in saturated vapor pressure. This demonstrates that rate of the water–aluminum reaction is also strongly affected by reaction pressure.
The reaction kinetics analysis has shown that aluminum consumption follows first-order reaction kinetics, so that the variation in aluminum amount with time can be described by:
where − dAl is the amount of consumed aluminum (mol), Al 0 is the initial amount of aluminum (mol), k′ is the reaction rate constant per unit of surface area (s−1 m−2), a is the surface area (m2), and t is time (s). Substituting k′ in Eq. (7) with the equivalent expression in Eqs. (5) and (6) enables calculation of the aluminum consumption at lower and higher reaction temperatures. In addition, the molecular ratio of produced hydrogen to consumed aluminum is 1.5 mol/mol, so that the amount of hydrogen production (dH 2 , mol) can be described by:
To eliminate the effect of reaction that occurs during the heating time, the initial amount of aluminum (Al0) was corrected by the amount of aluminum after the shortest reaction time. In this study, Al0 used for reactions with aluminum powder at 230–280 °C was the amount of aluminum remaining after 1 h reaction, while at 290–300 °C, Al0 was the amount of aluminum remaining after 5 min reaction. For reactions using aluminum foil and casing at 300 °C, Al0 was the amount of aluminum remaining after 1 h reaction. For reactions at 340 °C, Al0 was the amount of aluminum remaining after 1 h, 10 and 5 min for the reactions using aluminum powder, casing and foil, respectively. Figure 11 shows a comparison of the experimental hydrogen production over time using aluminum powder, casing and foil with that calculated using Eqs. (5)–(8). These results confirm the applicability of this model for estimation of the amount of hydrogen production using various shapes and sources of aluminum material.

Comparison of experimental and calculated values for hydrogen production from reactions using a aluminum powder, and b aluminum casing and foil
Conclusions
Hydrogen production from water and aluminum reaction under hydrothermal conditions was examined. Hydrogen can be produced from the reaction of water and aluminum powder at 230–340 °C under corresponding saturated vapor pressure within reaction times of 5 min to 24 h, where the hydrogen yield increased with temperature. It is suggested that under the examined condition, the hydrogen production reaction also resulted in the formation of boehmite [AlO(OH)]. Hydrogen production using aluminum material derived from waste, i.e., aluminum casing and foil from capacitor waste, was also observed at 300 and 340 °C. The reaction rate of this reaction is slower compared to that using aluminum powder, which is due to smaller specific surface area. However, the reaction mechanisms for hydrogen production using aluminum foil and casing derived from the waste were similar to that for aluminum powder. Presence of non-aluminum material from capacitor waste during the reaction has been confirmed to have no effect on the mechanism, indicating that by applying hydrothermal method, aluminum waste can be used for hydrogen production reaction without requiring complicated separation process with the non-aluminum materials.
The effect of temperature on the hydrogen production reaction using aluminum was examined by kinetic analysis. In the observed temperature range, two patterns of temperature dependence were observed in the Arrhenius plots for lower (≤ 270 °C) and higher (≥ 270 °C) reaction temperatures, which is very likely to be caused by the change of pore size representing cracks between formed boehmite and the change of saturated vapor pressure with increasing temperature. Finally, a versatile model equation to describe hydrogen production was developed from the kinetic analysis, which can be applied to any form of aluminum material. The amount of hydrogen production under specific experimental conditions can be estimated using Eqs. (5)–(8).
References
Balat, M.: Potential importance of hydrogen as a future solution to environmental and transportation problems. Int. J. Hydrogen Energy 33, 4013–4029 (2008). https://doi.org/10.1016/j.ijhydene.2008.05.047
Najafpour, M.M., Allakhverdiev, S.I.: Manganese compounds as water oxidizing catalysts for hydrogen production via water splitting: from manganese complexes to nano-sized manganese oxides. Int. J. Hydrogen Energy 37, 8753–8764 (2012)
Ozbilen, A., Dincer, I., Rosen, M.A.: Life cycle assessment of hydrogen production via thermochemical water splitting using multi-step Cu–Cl cycles. J. Clean. Prod. 33, 202–216 (2012). https://doi.org/10.1016/j.jclepro.2012.03.035
Setiani, P., Vilcáez, J., Watanabe, N., Kishita, A., Tsuchiya, N.: Sustainable and enhanced hydrogen production from biomass through sulfur redox cycle using georeactor. Geothermal 35, 135–138 (2011)
Setiani, P., Watanabe, N., Kishita, A., Tsuchiya, N.: A predictive model and mechanisms associated with hydrogen production via hydrothermal reactions of sulfide. Int. J. Hydrogen Energy (2013). https://doi.org/10.1016/j.ijhydene.2013.06.051
D’Souza, L.: Thermochemical hydrogen production from water using reducible oxide materials: a critical review. Mater. Renew. Sustain. Energy 2, 7 (2013). https://doi.org/10.1007/s40243-013-0007-0
Connelly, K., Wahab, A.K., Idriss, H.: Photoreaction of Au/TiO2 for hydrogen production from renewables: a review on the synergistic effect between anatase and rutile phases of TiO2. Mater. Renew. Sustain. Energy 1, 3 (2012). https://doi.org/10.1007/s40243-012-0003-9
Vinothkumar, N., De, M.: Enhanced photocatalytic hydrogen production from water-methanol mixture using cerium and nonmetals (B/C/N/S) co-doped titanium dioxide. Mater. Renew. Sustain. Energy. (2014). https://doi.org/10.1007/s40243-014-0025-6
Wang, H.Z., Leung, D.Y.C., Leung, M.K.H., Ni, M.: A review on hydrogen production using aluminum and aluminum alloys. Renew. Sustain. Energy Rev. 13, 845–853 (2009). https://doi.org/10.1016/j.rser.2008.02.009
Deng, Z.Y., Ferreira, J.M.F., Tanaka, Y., Ye, J.: Physicochemical mechanism for the continuous reaction of γ-Al2O3-modified aluminum powder with water. J. Am. Ceram. Soc. 90, 1521–1526 (2007). https://doi.org/10.1111/j.1551-2916.2007.01546.x
Wang, Y.-Q., Gai, W.-Z., Zhang, X.-Y., Pan, H.-Y., Cheng, Z., Xu, P., Deng, Z.-Y.: Effect of storage environment on hydrogen generation by the reaction of Al with water. RSC Adv. (2017). https://doi.org/10.1039/c6ra25563a
Deng, Z.Y., Ferreira, J.M.F., Sakka, Y.: Hydrogen-generation materials for portable applications. J. Am. Ceram. Soc. 91, 3825–3834 (2008). https://doi.org/10.1111/j.1551-2916.2008.02800.x
Gai, W.Z., Liu, W.H., Deng, Z.Y., Zhou, J.G.: Reaction of Al powder with water for hydrogen generation under ambient condition. Int. J. Hydrogen Energy 37, 13132–13140 (2012). https://doi.org/10.1016/j.ijhydene.2012.04.025
Rosenband, V., Gany, A.: Application of activated aluminum powder for generation of hydrogen from water. Int. J. Hydrogen Energy 35, 10898–10904 (2010). https://doi.org/10.1016/j.ijhydene.2010.07.019
Vlaskin, M.S., Shkolnikov, E.I., Bersh, A.V.: Oxidation kinetics of micron-sized aluminum powder in high-temperature boiling water. Int. J. Hydrogen Energy 36, 6484–6495 (2011). https://doi.org/10.1016/j.ijhydene.2011.02.131
Parmuzina, A.V., Kravchenko, O.V.: Activation of aluminium metal to evolve hydrogen from water. Int. J. Hydrogen Energy 33, 3073–3076 (2008). https://doi.org/10.1016/j.ijhydene.2008.02.025
Bersh, A.V., Lisitsyn, A.V., Sorokovikov, A.I., Vlaskin, M.S., Mazalov, Y.A., Shkol’nikov, E.I.: Study of the processes of steam-hydrogen mixture generation in a reactor for hydrothermal aluminum oxidation for power units. High Temp. 48, 866–873 (2010). https://doi.org/10.1134/s0018151x10060131
Mahmoodi, K., Alinejad, B.: Enhancement of hydrogen generation rate in reaction of aluminum with water. Int. J. Hydrogen Energy 35, 5227–5232 (2010). https://doi.org/10.1016/j.ijhydene.2010.03.016
Andersen, E.: Energy production method and apparatus. US Patent 20030118505 (2003)
Brinkley, W.: Method and apparatus for generating hydrogen gas on demand from water with recovery of water and complete recycling of consumable material. US Patent 20040081615 (2004)
Benson, R., Langebrake, L.: Fuel cell with simultaneous gas generation. US Patent 7029778 (2006)
Soler, L., Munoz, M., Casado, J., Macanas, J.: Process for the production of hydrogen. US Patent 20050274623 (2005)
Zaromb, S.: Methods for generating heat and electrical energy from aluminum waste and other inexpensive aluminum products. US Patent 4150197 (1979)
Soler, L., Macanás, J., Muñoz, M., Casado, J.: Aluminum and aluminum alloys as sources of hydrogen for fuel cell applications. J. Power Sources 169, 144–149 (2007). https://doi.org/10.1016/j.jpowsour.2007.01.080
Hiraki, T., Takeuchi, M., Hisa, M., Akiyama, T.: Hydrogen production from waste aluminum at different temperatures, with LCA. Mater. Trans. 46, 1052–1057 (2005). https://doi.org/10.2320/matertrans.46.1052
Martínez, S.S., Albañil Sánchez, L., Álvarez Gallegos, A.A., Sebastian, P.J.: Coupling a PEM fuel cell and the hydrogen generation from aluminum waste cans. Int. J. Hydrogen Energy 32, 3159–3162 (2007). https://doi.org/10.1016/j.ijhydene.2006.03.015
Ilyukhina, A.V., Ilyukhin, A.S., Shkolnikov, E.I.: Hydrogen generation from water by means of activated aluminum. Int. J. Hydrogen Energy 37, 16382–16387 (2012)
Shkolnikov, E.I., Shaitura, N.S., Vlaskin, M.S.: Structural properties of boehmite produced by hydrothermal oxidation of aluminum. J. Supercrit. Fluids 73, 10–17 (2013). https://doi.org/10.1016/j.supflu.2012.10.011
Potapova, Y.V., Tikhov, S.F., Sadykov, V.A., Fenelonov, V.B.: Kinetics of aluminium powder oxidation by water vapor at moderate temperatures. React. Kinet. Catal. Lett. 73, 55–61 (2001). https://doi.org/10.1023/A:1013964602995
Liang, G.-H., Gai, W.-Z., Deng, Z.-Y., Xu, P., Cheng, Z.: Kinetics study of the Al–water reaction promoted by an ultrasonically prepared Al(OH)3 suspension. RSC Adv. 6, 35305–35314 (2016). https://doi.org/10.1039/C6RA01627H
Setiani, P., Watanabe, N., Kishita, A., Tsuchiya, N.: Temperature- and pH-dependent mechanism of hydrogen production from hydrothermal reactions of sulfide. Int. J. Hydrogen Energy 37, 18679–18687 (2012). https://doi.org/10.1016/j.ijhydene.2012.10.013
Ahmed, I., Gupta, A.K.: Characteristic of hydrogen and syngas evolution from gasification and pyrolysis of rubber. Int. J. Hydrogen Energy 36, 4340–4347 (2011). https://doi.org/10.1016/j.ijhydene.2010.12.131
Wu, C., Williams, P.T.: Pyrolysis-gasification of post-consumer municipal solid plastic waste for hydrogen production. Int. J. Hydrogen Energy 35, 949–957 (2010). https://doi.org/10.1016/j.ijhydene.2009.11.045
Ryu, B.H., Lee, S.Y., Lee, D.H., Han, G.Y., Lee, T.J., Yoon, K.J.: Catalytic characteristics of various rubber-reinforcing carbon blacks in decomposition of methane for hydrogen production. Catal. Today 123, 303–309 (2007). https://doi.org/10.1016/j.cattod.2007.02.001
Namioka, T., Saito, A., Inoue, Y., Park, Y., Min, T.J., Roh, S.A., Yoshikawa, K.: Hydrogen-rich gas production from waste plastics by pyrolysis and low-temperature steam reforming over a ruthenium catalyst. Appl. Energy 88, 2019–2026 (2011). https://doi.org/10.1016/j.apenergy.2010.12.053
Ruoppolo, G., Ammendola, P., Chirone, R., Miccio, F.: H2-rich syngas production by fluidized bed gasification of biomass and plastic fuel. Waste Manag. 32, 724–732 (2012). https://doi.org/10.1016/j.wasman.2011.12.004
Kalinci, Y., Hepbasli, A., Dincer, I.: Biomass-based hydrogen production: a review and analysis. Int. J. Hydrogen Energy 34, 8799–8817 (2009)
Williams, P.T., Onwudili, J.: Subcritical and supercritical water gasification of cellulose, starch, glucose, and biomass waste. Energy Fuels 20, 1259–1265 (2006). https://doi.org/10.1021/ef0503055
Ishida, Y., Kumabe, K., Hata, K., Tanifuji, K., Hasegawa, T., Kitagawa, K., Isu, N., Funahashi, Y., Asai, T.: Selective hydrogen generation from real biomass through hydrothermal reaction at relatively low temperatures. Biomass Bioenerg. 33, 8–13 (2009). https://doi.org/10.1016/j.biombioe.2008.04.004
Acknowledgements
The authors are grateful to Dr. Hanae Saishu at Fukushima Renewable Energy Institute, AIST (FREA) for the assistance in the sample analyses.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Setiani, P., Watanabe, N., Sondari, R.R. et al. Mechanisms and kinetic model of hydrogen production in the hydrothermal treatment of waste aluminum. Mater Renew Sustain Energy 7, 10 (2018). https://doi.org/10.1007/s40243-018-0118-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40243-018-0118-8