
Abstract
Metal-organic vapor-phase epitaxial (MOVPE) growth of InGaN and InAlN has been studied to prepare a wanted band-gap from 0.65 to 2.5 eV for multi-junction tandem solar cells. The main subjects in the growth of InGaN are the suppression of phase separation and metallic In incorporation and the control of composition in grown films. Both phase separation and metallic In segregation can be avoided by choosing the appropriate substrate position on the susceptor. By optimizing growth temperature and TMI/(TMI + TEG) molar ratio, InGaN films with full composition range are successfully grown. The Mg-doping behavior of MOVPE InGaN (In composition 0.1–0.4) is also studied using Cp2Mg as a Mg source. The growth behavior of InAlN is studied with the dominant parameters such as growth pressure, TMI/(TMI + TMA) molar ratio and substrate position on the susceptor. The major difficulty in the InAlN growth is found to be the adduct formation by the parasitic reaction of TMA and NH3. By employing the atmospheric-pressure growth, adduct-free InAlN films are grown with a reasonable growth rate (~1 μm/h). This enables us to grow InAlN films with an In content from 0.3 to 1, corresponding to band-gaps from 3.6 to 0.65 eV. In order to demonstrate an ability to prepare these different alloys sequentially, InAlN/InGaN hetero-structures are prepared and the photo-response is observed for the first time for an n-InAlN/p-InGaN hetero-junction.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
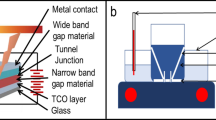
Photovoltaic power generation is expected to be one of the key technologies for the realization of a low-carbon society. For this purpose, we need to develop low cost and high conversion efficiency solar cells. The most effective way to realize an high conversion efficiency is to fabricate a multi-junction tandem solar cell, where many sub-cells composed of a different band-gap material are stacked perpendicularly and electrically connected in series. Figure 1 shows the relationships between band-gap energy and lattice parameter for typical semiconductor materials applicable to solar cell. In order to realize a high-efficiency multi-junction cell, semiconductor materials with band-gap energies from 0.6 to 2.5 eV are required [1]. Since the band-gap of InN was found to be about 0.7 eV [2], InN-based nitride semiconductor alloys, such as InGaN and InAlN, have had much attention as materials for multi-junction solar cells [1, 3]. This is mainly because a wide range of band-gaps can be realized by changing only their composition; from 0.65 to 3.4 eV with InGaN and from 0.65 to 6.2 eV with InAlN. Figure 1 shows that there is no such a material except for the InN-based materials. The authors have shown that, using InGaN or InAlN films with a band-gap energy from 0.7 to 2.5 eV, a multi-junction tandem solar cell with a conversion efficiency more than 50 % is expected to be realized [1]. Thus, the InN-based alloys are ones of a few of the promising materials for multi-junction solar cells.

Relationship between band-gap energy and lattice parameter for typical semiconductor materials. az is lattice parameter for diamond-structure or zincblende materials and aw is a-lattice parameter for wurtzite materials. For nitrides, √2aw is used for the horizontal axis for the convenience of the combination of nitrides and diamond-structure or zincblende materials
Since 2003, the studies on InN-based solar cells, especially InGaN cells, have been started using Ga-rich materials [1, 3]. Single-junction cells composed of GaN/InGaN heterojunction and InGaN homojunction have been extensively studied. However, their efficiencies and performances are still poor, mainly due to theoretical limits or transparency loss for high bandgap energy InGaN cells as a result of low In composition and poor crystalline quality of the grown InGaN cells. Although various efforts have been carried out toward the goal of high-efficiency solar cells from different viewpoints, however, still there are lots of challenges to achieve a high-efficiency cell.
The most important challenging task for tandem cell fabrication is to grow high-quality InGaN or InAlN materials with wide range of In content. Among the III-nitrides, GaN is the most extensively studied material and comparatively has matured, while the lower band-gap InGaN or InAlN alloys, that are more useful for device application, are still a topic of fundamental research. The difficulties in growing high-quality InGaN and InAlN materials can be attributed to a number of problems: for instance, the large difference in interatomic spacing between InN and GaN or AlN results in a solid phase miscibility gap [4, 5] and the relatively high vapor pressure of InN as compared to the vapor pressure of GaN or AlN leading to low indium incorporation in these alloys [6]. In addition, the difference in formation enthalpies for InN and GaN or AlN causes a strong indium surface segregation on the growth front [7]. Nevertheless, single-crystalline InGaN films with full composition range have been successfully grown by MBE [8]. The growth of high-quality InAlN seems to be more difficult compared with InGaN growth because the optimum growth temperatures for InN and AlN are largely different. The growth of the InAlN film in all composition regions has been realized with MBE [9], while In-rich InAlN with an In content >32 % grown by MOVPE was reported to show phase separation [10]. It is also expected that the MOVPE growth of InAlN is hindered by the parasitic reaction of TMA and NH3, which was observed in the MOVPE growth of AlN [11].
In this work, the metal-organic vapor-phase epitaxial (MOVPE) growth of InGaN and InAlN is studied to grow high-quality InGaN or InAlN materials with wider range of In content. It is shown that InGaN films with a full range of In compositions can be grown using MOVPE by optimizing growth temperature and TMI/(TMI + TEG) molar ratio. The Mg-doping behavior and p-type conduction of MOVPE InGaN are also studied using Cp2Mg as a Mg source. As a result of detailed investigation of the growth behavior of MOVPE InAlN including the adduct formation, a single-crystalline InAlN film with an In content of 0.3–1 are successfully grown using the atmospheric-pressure MOVPE. Based on these achievements, an n-InAlN/p-InGaN hetero-structure is successfully prepared and its photo-response is confirmed for the first time.
Experimental procedures
The growth of InGaN and InAlN is performed using a MOVPE system with a horizontal reactor. As sources, trimethyl-indium (TMI), triethyl-gallium (TEG), trimethyl-aluminium (TMA) and ammonia (NH3) are used. As substrates, α-Al2O3(0001) and GaN/α-Al2O3(0001) templates are used. A 20 nm thick GaN layer grown at 550 °C is used as a buffer for the growth on α-Al2O3(0001). In the growth of InGaN, growth pressure is fixed at 150 Torr and growth temperature is varied from 600 to 900 °C. In the growth of InAlN, growth temperature is fixed at 600 °C and growth pressure is varied from 76 to 730 Torr. TMI/(TMI + TEG) molar ratio is varied from 0 to 1 for the InGaN growth, while TMI/(TMI + TMA) molar ratio is varied from 0.3 to 1 for the InAlN growth. The substrates are placed at different positions on the 150-mm long carbon susceptor. The composition of grown films is determined using X-ray diffraction (2θ/ω) patterns. Full width at half maximum (FWHM) of (0002) X-ray rocking curve, tilt fluctuation, is also measured for grown InGaN and InAlN. The Mg-doping of MOVPE InGaN is performed using bis-cyclopentadienyl magnesium (Cp2Mg) as a Mg source. Carrier concentration is measured using the Hall effects with the Van der Pauw method. As an ohmic contact to p-InGaN, Ni/Au is used. The Mg concentration in InGaN is measured with the secondary ion-mass spectrometer (SIMS) (outsourced to Toray Research Center, Inc., Japan).
MOVPE growth of InGaN with full composition range
Growth behavior and composition control of InGaN
Non-doped InGaN films are grown at a growth temperature from 600 to 900 °C with a different TMI/(TMI + TEG) molar ratio. Figure 2 shows the X-ray diffraction 2θ/ω profiles for films grown at 700 °C at a different substrate position on the 150-mm long (along the gas flow direction) susceptor in the horizontal reactor. The substrate used here is a GaN/α-Al2O3(0001) template with an AlN buffer. Metallic In segregation is found for the films grown near the upstream end of the susceptor. In addition to the main peak marked by an arrow, a sub-peak denoted by “S” is found for the films grown near the upstream end of the susceptor, indicating phase separation. It is noted that that both phase separation and metallic In segregation can be suppressed by choosing the substrate position near the downstream end of the susceptor, as shown in Fig. 2. As reported in literatures, there are many parameters that affect phase separation in InGaN, such as growth temperature [12], strain in growing films [12, 13], film thickness [14], growth rate [14] or impurity incorporation [15]. We believe that, through such parameters, the gas flow near the upstream side indirectly affects the phase separation. Further investigation will be needed to clarify the thermodynamics for phase separation and metallic In segregation near the upstream side.

X-ray diffraction 2θ/ω profiles for InGaN grown at a different substrate position on the 150-mm long susceptor (along the gas flow direction) in the horizontal reactor
The In composition in single-phase InGaN is changed by varying growth temperature and TMI/(TMI + TEG) molar ratio. Figure 3 shows the X-ray diffraction 2θ/ω profiles for InGaN with a different In composition. The films are grown on α-Al2O3(0001) with a GaN buffer. As can be seen in this result, all samples show a distinct single peak of InGaN (0002), indicating that they have no phase separation and no metallic In segregation. Even for the InGaN with In content of 0.7, no obvious phase separation is observed, although its diffraction peak is relatively broad. The films with In contents up to 0.4 were grown by changing growth temperature with a constant TMI/(TMI + TEG) molar ratio 0.45. Those with an In content from 0.4 to 1.0, on the other hand, were grown by changing TMI/(TMI + TEG) molar ratio at the same temperature 600 °C. Figure 4 shows the growth temperature dependence of In composition with a parameter of TMI/(TMI + TEG) molar ratio. At 600 °C, the In composition in solid InGaN is very close to that in the gas phase (TMI/(TMI + TEG) molar ratio), showing that the In composition in solid is controlled by In/(In + Ga) ratio in gas phase. At a growth temperature higher than 700 °C, on the other hand, In composition in solid is almost independent on TMI/(TMI + TEG) molar ratio and is gradually decreased with increasing growth temperature. For example, the InGaN grown at 700 °C has In composition of about 0.45 even though the TMI/(TMITEG) molar ratio is high (0.8). In this growth temperature range (≥700 °C), thus, In composition in InGaN is almost governed by growth temperature. This is due to the decomposition of InN component and the consequent evaporation of metallic In from the growing surface. Thus, growth temperature, as well as TMI/(TMI + TEG) ratio, should be carefully managed in the growth of In-rich InGaN.

X-ray diffraction 2θ/ω profiles for In x Ga1−xN with a different In content x

In composition in InGaN grown at a different temperature with a different TMI/(TMI + TEG) molar ratio
In order to evaluate crystalline quality of InGaN films, tilt fluctuation is measured using X-ray diffraction method. The results are shown in Fig. 5. The samples with In composition up to 0.4 show relatively good results; tilt fluctuations less than 50 arcmin. On the other hand, the samples with In composition from 0.55 to 0.75 show large tilt fluctuations. In Fig. 5 also shown are the data for InN and InGaN with In content of 0.83. They were grown under the typical growth conditions for InN; at a pressure of 760 Torr and at a growth temperature of 600 °C [16]. Such data are largely deviated from the results for the InGaN with In composition from 0.55 to 0.75. The major difference between the present growth conditions and the typical growth conditions for InN is growth pressure. The result shown in Fig. 5 seems to suggest that InGaN with In composition more than 0.5 should be grown under the growth conditions similar to those for InN.

Tilt fluctuations of InGaN with a different In composition
Mg-doping and p-type conductivity of InGaN
The Mg-doping for InGaN with In contents 0.1–0.4 has been performed using Cp2Mg as a Mg precursor. The films are grown on GaN/α-Al2O3(0001) templates. Figure 6 shows the carrier concentration in Mg-doped InGaN as a function of Cp2Mg/(TMI + TEG) molar ratio. When Cp2Mg/(TMI + TEG) molar ratio is 2–5 %, p-type conduction is achieved for InGaN films with In content of 0.25–0.4. These samples are grown at 700–750 °C. Their hole concentrations are in the order of 1018 cm−3. In the previous study [17], Cp2Mg/(TMI + TEG) molar ratio of 4 % or more was needed to get p-type conduction for InGaN with In content of 0.2. In the present case, on the other hand, p-type conduction is achieved for InGaN with In content of 0.24 when Cp2Mg/(TMI + TEG) molar ratio is only 2 %. Such an effective Mg-doping in this case is believed to be owing to the improved crystalline quality of the present samples. The samples with In content of 0.24–0.38 show n-type conduction again when Cp2Mg/(TMI + TEG) molar ratio is around 7 % or more. Similar behavior has been observed for Mg-doped GaN [18], indicating that the excess Mg-doping leads to the formation of donor-type defects in the crystals. In this study, p-type conduction has not been obtained for the sample with an In content 0.15, which is grown at 800 °C. One of the possible reasons for this may be the larger activation energy for Mg in a sample with a lower In content [19]. The SIMS analysis has been made for Mg-doped InGaN samples. Figure 7 shows the relationship between Cp2Mg/(TMI + TEG) molar ratio in the gas phase and Mg concentration in the grown InGaN (measured with SIMS). From this result, one can see that Mg concentration in grown InGaN is decreased as growth temperature increases, even when a constant Cp2Mg/(TMI + TEG) molar ratio is supplied. From the results in Fig. 7, a very low Mg concentration is expected for a sample grown at 800 °C. This may be also one of the reasons for the unsuccessful p-type conduction of the sample grown at 800 °C with an In content 0.15. In Fig. 7, one can also find that the data lines do not pass the origin. For the samples grown at 750 °C, a Cp2Mg/(TMI + TEG) molar ratio less than 0.25 % gives no detectable Mg concentration in the grown InGaN. Further investigation will be needed to clarify the Mg-doping behavior in InGaN.

Electron or hole concentration in Mg-doped InGaN as a function of Cp2Mg/(TEG + TMI) molar ratio

Relationship between Cp2Mg/(TMI + TEG) molar ratio and Mg concentration (measured with SIMS) in grown InGaN
MOVPE growth of InAlN with intermediate In compositions
Growth behavior of InAlN and suppression of adduct formation
It is found that the MOVPE growth behavior of InAlN is more complicated compared with the growth of InGaN. Here, the effects of growth pressure, substrate position and TMA/(TMA + TMI) molar ratio on the growth of InAlN are shown and discussed. Figure 8 shows the growth pressure dependence of the thickness of the material deposited on the substrate. Also shown in this figure is XRD intensity of InAlN peak detected from the deposits. The intensity is normalized by that of the sapphire substrate. As can be seen in Fig. 8, the XRD intensity ratio is the highest at a pressure 730 Torr, while it is very small at a pressure around 300–600 Torr in spite of the large thickness of the deposits. Figure 9 shows the typical surface morphologies (SEM images) of the deposits formed at a different pressure. The surface feature is markedly different depending on pressure. The deposits consist of small grains are obtained at 730 Torr. The thick deposits with micrometer-size grains are obtained at a pressure in the range of 380–530 Torr. When the growth pressure is further reduced to 76 Torr, thin deposits with flat surface are obtained. Accordingly, it is concluded that the deposits with micrometer-size grains formed at a pressure around 380–530 Torr, shown in Fig. 9b and c, scarcely contain InAlN component, indicating that these deposits are composed of adducts through the parasitic reaction between TMA and NH3 [11].

Growth pressure dependence of the thickness of deposits and XRD intensity of InAlN peak normalized by that of sapphire substrate

Surface morphologies (SEM images) of the deposited materials on sapphire substrate at a different pressure (substrate position on the susceptor: +25 mm)
Figure 10 shows the substrate position dependence of the thickness of the deposited material formed at a different pressure. One can see that the position where the largest thickness is obtained is moved from the upstream side to downstream side as growth pressure is reduced. The amount of the deposits is also decreased with reducing growth pressure. These results are caused by the increase in the gas flow speed and the consequent decrease of parasitic reaction, since the reduction of growth pressure results in increase in gas flow speed under the constant gas supply condition. In the case of the growth at 730 Torr, adducts formation mainly occurs at the upstream side of the susceptor, as shown in Fig. 10. This is due to the considerably low gas flow speed. When we grow InAlN at the downstream side (substrate position +25 mm), therefore, a single-crystalline InAlN can be obtained without obstruction of adducts formation, although the Al content in the grown film is much reduced in this case. The low Al content is due to the TMA consumption by the adduct formation at the upstream side. This is the reason why we could not find adducts formation in the previous study on the InAlN growth at 730 Torr [20]. Figure 11 shows the growth pressure dependence of Al composition in the grown InAlN. At a growth pressure in the range of 300–600 Torr, single-crystalline InAlN films are not obtained due to the adduct formation at the substrate position +25 mm. The Al composition increases with decreasing growth pressure, as seen in the figure. This is due to that the TMA consumption by the adduct formation is reduced with decreasing growth pressure. Figure 12 shows the substrate position dependence of Al composition in InAlN films. At a pressure around 730 Torr and at the substrate position +25 mm, an InAlN with a relatively low Al content is obtained. With decreasing growth pressure Al composition increases and the gradient of Al composition decreases. This is also due to the reduced TMA consumption in the parasitic reaction with decreasing growth pressure. That is, with decreasing growth pressure, more TMA can be delivered to the downstream side. In order to avoid the problems of the adduct formation, we need to select growth pressure less than 300 Torr or at around 730 Torr or more, as shown in Fig. 11. In the case of a pressure less than 300 Torr, however, growth rate of InAlN is very low (less than 0.05 μm/h), as shown in Fig. 8. Therefore, the growth at 730 Torr is the most practical choice to get an InAlN film with a reasonable growth rate (0.5–1 μm/h). In this case, substrate positions on the downstream side should be selected because adduct formation occurs at the upstream side, as can be seen in Fig. 12.

Substrate position dependence of the thickness of the deposit formed at a different pressure

Growth pressure dependence of Al composition in InAlN

Substrate position dependence of Al composition in InAlN
Composition control of MOVPE InAlN
In this study, InAlN films with a thickness 0.5–0.8 μm have been grown on nitrided (0001) sapphire substrates at 600 °C. Due to the reasons described above, a growth pressure of 730 Torr and the substrate position +25 mm are selected. Figure 13 shows the XRD patterns around (0002)-plane of InAlN. By changing TMA/(TMA + TMI) molar ratio, InAlN films with a different In composition are obtained. It is noted that all films prepared here do not show phase separation, although the intensity of XRD peak for the InAlN is decreased and the FWHM of the peaks is increased with increasing Al content. Figure 14 shows the relationship between TMI/(TMA + TMI) molar ratio in the gas phase and Al content in InAlN. InAlN films with Al content from 0 to 0.7 are obtained as seen in Fig. 14. The experimental data are markedly deviated from the line of slope 1. This deviation is due to the TMA consumption by the adduct formation at the upstream side, as discussed above. The carrier concentration of InAlN films grown at 600 °C at the pressure of 730 Torr is in the range of 2 × 1019 cm−3 to 5 × 1019 cm−3 and does not show a marked dependency on Al composition. On the other hand, the mobility decreases with increasing Al composition; from 200 cm2/Vs for InN to 10 cm2/Vs for InAlN with Al content 0.43. The InAlN films with an Al content of 0–0.3 show a PL spectrum even at room temperature [20]. Although the PL intensity is decreased with increasing Al content, the intensity difference between InN and InAlN is less than one order of magnitude even for the film with Al content 0.3.

XRD patterns around (0002)-plane of In x Al1−xN. The samples are grown at a different TMA/(TMA + TMI) molar ratio at the substrate position +25 mm

Relationship between TMA/(TMA + TMI) molar ratio in the gas phase and Al content in grown InAlN. Substrate position +25 mm
Preparation and characterization of p-InGaN/n-InAlN hetero-structures
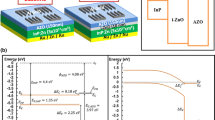
As described above, we have successfully grown both InGaN films with full composition range and InAlN films with In content from 0.3 to 1. In order to demonstrate an ability to prepare these different alloys sequentially, the formation of InAlN/InGaN hetero-structures has been studied. At the substrate position +25 mm, InGaN and InAlN films have been grown sequentially at 150 and 730 Torr, respectively. Figure 15 shows the X-ray diffraction 2θ/ω profiles for “In0.57Al0.43N on In0.4Ga0.6N” structure and “In0.4Ga0.6N on In0.57Al0.43N” structure. The insets in the figure show the surface morphologies (SEM images) for such samples. When an In0.57Al0.43N film is grown on an In0.4Ga0.6N film prepared beforehand, the hetero-structure is successfully prepared. On the other hand, an In0.4Ga0.6N film is grown on an In0.57Al0.43N film prepared beforehand, the In0.57Al0.43N film is found to be decomposed during the In0.4Ga0.6N growth. This means that the In0.57Al0.43N is more unstable compared with the In0.4Ga0.6N, even though the growth temperature is same for both materials. By using an n-In0.3Al0.7N and p-In0.2Ga0.8N films, a heterojunction has been fabricated on a GaN template for the first time. Figure 16 shows (a) the structure of the fabricated device and (b) the current density–voltage characteristics of the device in the dark and under AM1.5, 100 mW/cm2 illumination. The thicknesses of the Mg-doped p-InGaN and non-doped n-InAlN layers are 1.2 and 0.1 μm, respectively. The device clearly shows photo-response to the AM1.5, 100 mW/cm2 illumination. As can be seen in Fig. 5, Voc = 0.25 V and Jsc = 0.01 mA/cm2 are obtained. Such a low Jsc seems to be due to the large bandgap and the low quality of the films. The low quality of the InAlN films seems to be also mainly responsible for the low Voc.

X-ray diffraction spectra for “In0.57Al0.43N on In0.4Ga0.6N” and “In0.4Ga0.6N on In0.57Al0.43N” structures. The insets show the surface morphologies (SEM images) for such samples

Schematic drawing of InAlN/InGaN hetero-structure device (a) and current density–voltage characteristics of the device in the dark and under AM1.5 illumination (b)
Summary
The InN-based nitride semiconductor alloys such as InGaN and InAlN are one of a few of the promising materials for multi-junction solar cell, because band-gap energy from 0.7 to 2.5 eV can be realized by changing only the composition of these alloys. In order to prepare such alloys, MOVPE growth using a horizontal reactor has been applied in this work. It is shown that InGaN films without phase separation and metallic In segregation can be grown by optimizing gas flow conditions and substrate position on the susceptor. The In composition in InGaN is controlled by growth temperature and TMI/(TMI + TEG) molar ratio, and InGaN films with full composition range are successfully obtained. The Mg-doping behavior and p-type conduction of MOVPE InGaN are also studied using Cp2Mg as a Mg source. p-type conduction is achieved for InGaN films with In content up to 0.4. A detailed investigation has been also made of the growth behavior of MOVPE InAlN. The InAlN growth using NH3 and TMA is found to be seriously hindered by the adduct formation based on the parasitic reaction of NH3 and TMA. By choosing the atmospheric-pressure MOVPE and by optimizing substrate position on the susceptor, a single-crystalline InAlN film with an In content from 0.3 to 1 is successfully grown. Based on these achievements, an n-InAlN/p-InGaN hetero-structure is successfully prepared and its photo-response is confirmed for the first time.
References
Yamamoto, A., Islam, Md.R., Kang, T.-T., Hashimoto A.: Recent advances in InN-based solar cells: status and challenges in InGaN and InAlN solar cells. Phys. Stat. Sol. (c) 7, 1309 (2010)
Davydov, V.Yu., Klochikhin, A.A., Emtsev, V.V., Ivanov, S.V., Vekshin, V.V., Bechstedt, F., Furthmulier, J., Harima, H., Mudryi, A. V., Hashimoto, A., Yamamoto, A., Aderhold, J., Graul, J., Haller, E.E.: Band gap of InN and In-rich InxGa1-xN alloys (0.36 < x < 1). Phys. Stat. Sol. (b) 230, R4 (2002)
Bhuiyan, A.G., Sugita, K., Hashimoto, A., Yamamoto, A.: InGaN solar cells: present state of the art and important challenges. IEEE J. Photovolt 2, 276 (2012)
Popovici, G., Morkoc, H.: In: Pearton, S.J. (ed.) GaN and Related Materials II, p. 93. Gordon and Breach Science, Netherlands (2000)
Ho, I., Stringfellow, G.B.: Solid phase immiscibility in GaInN. Appl. Phys. Lett. 69, 2701 (1996)
Nagatomo, T., Kuboyama, T., Minamino, H., Omoto, O.: Properties of Ga1-xInxN films prepared by MOVPE. Jpn. J. Appl. Phys. 28, L1334 (1989)
Yoshimoto, N., Matsuoka, T., Sasaki, T., Katsui, A.: Photoluminescence of InGaN films grown at high temperature by metalorganic vapor phase epitaxy. Appl. Phys. Lett. 59, 2251 (1991)
Iliopoulos, E., Georgakilas, A., Dimakis, E., Adikimenakis, A., Tsagaraki, K., Androulidaki, M., Pelekanos, N. T.: InGaN (0001) alloys grown in the entire composition range by plasma assisted molecular beam epitaxy. Phys. Stat. Sol. (a) 203, 102 (2006)
Terashima, W., Che, S.B., Ishitani, Y., Yoshikawa, A.: Growth and characterization of AlInN ternary alloys in whole composition range and fabrication of InN/AlInN multiple quantum wells by RF molecular beam epitaxy. Jpn. J. Appl. Phys. 45, L539 (2006)
Hums, C., Blasing, J., Dadgar, A., Diez, A., Hempel, T., Christen, J., Krost, A.: Metal-organic vapor phase epitaxy and properties of AlInN in the whole compositional range. Appl. Phys. Lett. 90, 022105 (2007)
Zhao, D.G., Zhu, J.J., Jiang, D.S., Yang, H., Liang, J.W., Li, X.Y., Gong, H.M.: Parasitic reaction and its effect on the growth rate of AlN by metalorganic chemical vapor deposition. J. Cryst. Growth 289, 72 (2006)
Tessarek, C., Figge, S., Aschenbrenner, T., Bley, S., Rosenauer, A., Seyfried, M., Kalden, J., Sebald, K., Gutowski, J., Hommel, D.: Strong phase separation of strained InxGa1-xN layers due to spinodal and binodal decomposition: formation of stable quantum dots. Phys. Rev. B 83, 115316 (2011)
Tabata, A., Teles, L.K., Scolfaro, L.M.R., Leite, J.R., Kharchenko, A., Frey, T., As, D.J., Schikora, D., Lischka, K., Furthmüller, J., Bechstedt, F.: Phase separation suppression in InGaN epitaxial layers due to biaxial strain. Appl. Phys. Lett. 80, 769 (2002)
Pantha, B.N., Li, J., Lin, J.Y., Jiang, H.X.: Evolution of phase separation in In-rich InGaN alloys. Appl. Phys. Lett. 96, 232105 (2010)
Nola, L., Shen-jie, W., Eun-Hyun, P., Zhe, C.F., Hung-Li, T., Jer-Ren, Y., Ian, F.: Suppression of phase separation in InGaN layers grown on lattice-matched ZnO substrates. J. Cryst. Growth 311, 4628 (2009)
Yamamoto, A., Sugita, K., Hashimoto, A.: Elucidation of factors obstructing quality improvement of MOVPE-grown InN. J. Cryst. Growth 311, 4636 (2009)
Horie, M., Sugita, K., Hashimoto, A., Yamamoto, A.: MOVPE growth and Mg doping of InxGa1-xN (x-0.4) for solar cell. Sol. Energy Mater. Sol. Cells 93, 1013 (2009)
Tokunaga, H., Waki, I., Yamaguchi, A., Akutsu, N., Matsumoto, K.: Growth condition dependence of Mg-doped GaN film grown by horizontal atmospheric MOCVD system with three layered laminar flow gas injection. J. Cryst. Growth 189/190 519 (1998)
Chang, C., Tang, T., Chang, P., Chen, N., Liang, C.: Magnesium doping of In-rich InGaN. Jpn. J. Appl. Phys. 46, 2840 (2007)
Houchin, Y., Hashimoto, A., Yamamoto, A.: Atmospheric-pressure MOVPE growth of In-rich InAlN. Phys. Stat. Sol. (c) 5, 1571 (2008)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
This article is published under license to BioMed Central Ltd. Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Yamamoto, A., Sugita, K., Bhuiyan, A.G. et al. Metal-organic vapor-phase epitaxial growth of InGaN and InAlN for multi-junction tandem solar cells. Mater Renew Sustain Energy 2, 10 (2013). https://doi.org/10.1007/s40243-013-0010-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40243-013-0010-5