
Abstract
The L12-strengthened Co34Cr32Ni27Al4Ti3 medium-entropy alloy (MEA) with precipitations of grain boundaries has been developed through selective laser melting (SLM) followed by cold rolling and annealing, exhibiting excellent strength-ductility synergy. The as-printed alloy exhibits low yield strength (YS) of ~ 384 MPa, ultimate tensile strength (UTS) of ~ 453 MPa, and uniform elongation (UE) of 1.5% due to the existence of the SLM-induced defects. After cold rolling and annealing, the YS, UTS, and UE are significantly increased to ~ 739 MPa, ~ 1230 MPa, and ~ 47%, respectively. This enhancement primarily originates from the refined grain structure induced by cold rolling and annealing. The presence of coherent spherical γ' precipitates (L12 phases) and Al/Ti-rich precipitates at the grain boundaries, coupled with increased lattice defects such as dislocations, stacking faults, and ultrafine deformation twins, further contribute to the property’s improvement. Our study highlights the potential of SLM in producing high-strength and ductile MEA with coherent L12 nanoprecipitates, which can be further optimized through subsequent rolling and annealing processes. These findings offer valuable insights for the development of high-performance alloys for future engineering applications.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In contrast to traditional alloys, high-entropy and medium-entropy alloys exhibit five or more components with approximately equal elemental ratios and possess exceptional high-temperature performance, high-strength, excellent corrosion resistance, and remarkable structural stability [1, 2]. Among the various types of medium-entropy alloys (MEAs), the ternary alloy CoCrNi with a face-centered cubic (FCC) structure demonstrates superior mechanical performance at room and cryogenic temperatures, surpassing even the renowned “CoCrFeMnNi-cantor alloy” [3,4,5]. However, the ternary FCC-structured CoCrNi MEA still needs to solve the problem of lower strength than other HEAs [6].
To address this challenge, various methods have been explored to enhance the strength of FCC-MEAs, including heterogeneous structure strengthening [7, 8], precipitation strengthening [9,10,11], grain boundary strengthening [11, 12], and solid solution strengthening [13]. It has been found that introducing the nano-precipitated phases to the FCC matrix is considered a promising strategy for strengthening both FCC MEA alloys [14,15,16]. For instance, the introduction of ordered Ni3Al phases in Ni-based superalloys has effectively increased their strength due to optimized structural properties and lower lattice mismatch [17]. The integration of coherent secondary precipitates within the FCC matrix, also known as the “FCC + L12” dual-phase structure, has been observed in MEA alloys [18,19,20]. For example, Xue et al. [21] designed a non-equiatomic NiCoCr alloy by incorporating Al and Ti, resulting in the formation of a “FCC + L12” dual-phase alloy with a high yield strength (YS) of ~ 792 MPa and a high uniform elongation (UE) of ~ 38%. Similarly, Du et al. reported that the Co–Cr–Ni-based MEA demonstrates an ultimate tensile strength (UTS) of ~ 2.2 GPa at room temperature and an UE of ~ 13% due to the formation of dual heterogeneous structures and L12 precipitate phases [22]. Furthermore, the precipitation of the L12 nanoparticles in the matrix also yields a YS exceeding 1.7 GPa at a cryogenic temperature of 77 K [23]. Therefore, the utilization of L12-reinforced CoCrNi alloys shows great potential for applications in low- and high-temperature environments. However, traditional manufacturing methods of L12-reinforced CoCrNi alloys (i.e., casting, forging, and rolling) can be time-consuming and lead to issues like segregation and coarse grains [24].
Selective laser melting (SLM) is a widely adopted additive manufacturing (AM) technology that utilizes a continuous laser process, providing various benefits, including cost-effectiveness, high efficiency, and reliability. SLM has been successfully applied in the fabrication of MEAs and HEAs, such as CoCrNi [25, 26], CoCrFeMnNi [27, 28], Al0.5Cr0.8CoFeNi2.5V0.2 [29], and others. However, it is worth noting SLM processed (SLMed) samples that can suffer from defects, including pores, cracks, and residual porosity, which can adversely affect their YS and ductility [25, 27]. To address these challenges and enhance mechanical performance and microstructure, effective post-processing methods have been utilized, including laser peening, hot-isostatic pressing, hot forging, hot extrusion, and cold rolling [30,31,32,33,34]. Recently, Pruncu et al. [32] discovered that hot forging could reduce the porosity of as-printed samples while refining their microstructure. Wang et al. [33] utilized cold rolling and annealing techniques on SLMed CoCrNi MEA. This process resulted in the formation of high-density lattice defects and grain refinement, producing superior mechanical properties. In addition, Ji et al. [34] successfully achieved a fully recrystallized CoCrFeMnNi HEA with an excellent combination of strength and ductility after experiencing SLM as well as post-deformation annealing (PDA) treatments. These studies provide the potential of post-deformation processes in optimizing the properties of SLMed HEAs. Overall, the findings suggest that adjustments in the post-deformation process can reduce defects in as-printed samples, contributing to improved comprehensive properties.
In this study, the SLM method was applied to fabricate a Co34Cr32Ni27Al4Ti3 MEA. The microstructures of the as-printed samples, followed by cold rolling and annealing processes, were systematically investigated. Moreover, the relationship between microstructural evolutions, the mechanical properties of PDA-processed samples, and the strengthening mechanism was examined. This work provides valuable insights into the effect of PDA processing on the microstructure and mechanical properties of the SLMed Co34Cr32Ni27Al4Ti3 alloy.
2 Materials and Methods
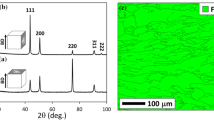
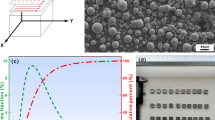
The MEA powder with a nominal composition of Co34Cr32Ni27Al4Ti3 used for SLM was fabricated through the gas atomization method. The X-ray diffraction (XRD) pattern of the MEA powder is shown in Fig. 1a, showing a single FCC phase without other macroscopic intermetallics. The chemical composition of the atomized powder was analyzed using an inductively coupled plasma spectrometer (ICP-OES), and the results are presented in Table 1. The mixed powders were then processed using a commercial SLM machine (HBD-100, Hanbang, China) to obtain three plates with a dimension of 100 mm × 24.58 mm × 29.84 mm. During the SLM process, the laser power was set at 200 W, the laser scanning speed was 950 mm/s, the powder layer thickness was 0.04 mm, and the hatching space was 0.09 mm. A meander scanning pattern was employed with a rotating angle of 67° between the (N)th and (N + 1)th layers, as shown in Fig. 1b. The experimental scanning strategy is based on the meander scan strategy. This scanning strategy has been proven to reduce surface roughness and the generation of defects [4]. The samples were first annealed at 1200 °C for 24 h under a vacuum atmosphere and then cold-rolled at room temperature (RT) to achieve a thickness reduction of ~ 80%. Subsequently, recrystallization annealing was conducted at 1000 °C for 1 h, followed by water-quenching, to complete the overall post-deformation process.

Powder XRD a, schematic illustration of the SLM building strategy b
The phase fractions of the powder and printed samples were analyzed using XRD (Rigaku D/max-RB) with Cu Kα (λ = 0.154178 nm) radiation, with a 2θ range of 30º–100º and a scanning speed of 10°/min. The microstructure was observed using a scanning electron microscope (SEM, ZEISS Sigma 500) equipped with electron backscatter diffraction (EBSD) and energy-dispersive X-ray spectroscope (EDS). A high-resolution transmission electron microscope ((HR)TEM, Themis Z) was employed for detailed microstructural observations. The samples were sequentially polished using sandpaper, polishing fluid, and polishing cloth with matching roughness. The final polishing step was carried out using a vibration polishing machine (Presi VIBROTECH 300). The mechanical properties of the different processed MEA alloys were determined using an electronic tensile testing machine (SUNS UTM5015). Dog-bone-shaped specimens with a gauge dimension of 6 mm × 3 mm × 1 mm were prepared perpendicular to the building direction (BD) by electrical discharge machining. The initial strain rate was 0.05 mm s−1. The hardness tests were performed using a Vickers hardness tester (Biaoyu HV-1000). A load of 9.8 N was applied for a maintaining time of 10 s. Each sample was tested at least ten times to determine an average value.
3 Results and Discussion
3.1 Initial Microstructure of the As-Printed MEA
Figure 2 shows the microstructural evolution of the as-printed sample. In Fig. 2a, the as-printed sample exhibits columnar grains with notable defects, such as pores, hot cracks, and inclusions. The generation of these pores is attributed to the gas entrapment during rapid solidification of the molten pool. The high cooling rate can hinder gas escape from the interior to the top surface timely [35]. Hot cracking initiation requires the coexistence of an intergranular low-melting liquid film and large tensile stresses [36]. Moreover, the inverse pole figure (IPF) map in Fig. 2b illustrates a columnar grain structure with an average grain size of approximately 37.6 μm. The red-colored grains exhibited preferred orientations of < 0 0 1 > parallel to the building direction, as reported in AM HEAs [37]. In general, GBs are classified into low-angle grain boundaries (LAGBs) and high-angle grain boundaries (HAGBs) based on misorientation angles. Precisely, misorientation angles that fall within 2° < θ < 15° and θ ≥ 15° correspond to LAGBs and HAGBs, respectively [11]. Twin boundaries (TBs) belong to a particular category of HAGBs with an ideal misorientation angle of 60° [11]. According to the results of the grain boundary map (Fig. 2c), the as-printed sample exhibited a fraction of ~ 74.6% LAGBs, which can be attributed to sub-grain formation during laser melting [27]. In addition, the corresponding XRD pattern of the as-printed sample in Fig. 2d shows that the phase constitutes are solely single FCC solid solution. As shown in Fig. 2e–j, only a few Al and Ti segregations are observed, while other chemical elements are uniformly distributed in a majority of matrix regions. Such weak elemental segregation arises from the rapid heating and cooling involved in the SLM technique [38].

Microstructure and EBSD mapping of the as-printed sample: SEM image a, IPF map b, grain boundary map c, XRD pattern and EDS elemental mappings: XRD pattern d, SEM image e, Co f, Cr g, Ni h, Al i, Ti j
3.2 Initial Microstructures of the Cold-Rolled and (Cold-Rolled + Annealed) MEAs
In order to improve the mechanical properties of the as-printed sample, the cold-rolling and annealing was carried out in this work. A more detailed characterization of the cold-rolled sample is provided in Fig. 3a, which reveals that severely deformed and elongated grains exist in the microstructure. The microstructure of the cold-rolled sample (Fig. 3b) primarily consists of heavily deformed grains resulting from severe plastic deformation, which led to a increase in average grain size to 92.1 μm. According to the quantitative analysis, the proportion of LAGBs is approximately 99.5% in the cold-rolled sample (Fig. 3c). After cold rolling, the sample was annealed at medium temperatures (1000 °C for 1 h) to produce a finer equiaxed recrystallized grain structure with annealing twins, as shown in Fig. 3d. It has been demonstrated that the CoCrNi MEAs annealed at temperatures between 700 and 1100 °C will display a fully recrystallized microstructure [39]. In our case, the annealing temperature is 1000 °C with a holding time of 60 min. This duration is sufficient to complete the recovery and recrystallization processes without significant grain coarsening. This fine recrystallized structure is beneficial to balance strength and ductility in metals and alloys due to grain refinement [40]. The average grain size dramatically decreases to approximately 22.4 μm, as seen in Fig. 3e. The proportion of LAGBs (Fig. 3f) is 4.6% in the sample annealed at 1000 °C. The proportion of TBs also increases significantly with the increase of the annealing temperature.

SEM images, IPF maps, and grain boundary maps: cold-rolled (CR) MEA a–c, cold-rolled and annealed (CRA) MEA d–f
Besides, the XRD analysis of the cold-rolled sample in Fig. 4a indicates that the Al- and Ti-rich precipitates are Al2O3 phase and Ti-N intermetallic compounds, respectively. Furthermore, Al-, Ti-, and Cr-rich regions appear around grain boundaries (GBs), as shown in Fig. 4b–g. It has been demonstrated that the Cr segregation or precipitates can be induced by severe plastic deformation [41]. In our case, the cold rolling also promotes the Cr segregation around GBs. Moreover, the residual strain generated by cold rolling can promote the diffusion of Cr into GBs during subsequent annealing processes, forming Cr-rich σ phases [3]. Compared with the cold-rolled sample, the peaking intensity of Al-rich and Ti-rich phases gradually weakens in Fig. 4h. In Fig. 4i–n, the results of elemental distribution in the annealed sample show a similar tendency compared to the cold-rolled sample. The segregation of elements progressively diminishes, leading to the dissolution of Cr-rich, Al-rich, and Ti-rich precipitates in the matrix. Due to the lattice distortion effect of high-entropy alloys, there are some deviations of these phases from the standard phase cards, resulting in their contents not being accurately determined by the peaks of XRD. Therefore, we qualitatively determine the content of phases in this work by comparing the intensities of peaks. Previous studies show that the formation of the L12 phase correlates with temperature (< 900 °C). The L12 phase dissolved in the matrix when at a high temperature (> 1100 °C) [42]. Cr-rich σ-phase precipitates formed after 800 °C and gradually dissolved at 1100 °C [43].

XRD patterns and EDS elemental mappings: cold-rolled (CR) MEA a–g, cold-rolled and annealed (CRA) MEA h–n
Furthermore, the negative mixing enthalpies of Al and Ti in the alloy provide favorable conditions for the corresponding nucleation in the matrix [44, 45]. It is observed that Cr-rich and NiAlTi-rich precipitates around GBs at 1000 °C annealing. Liu. et al. [11] confirm the discontinuous formation of Cr-rich and NiAlTi-rich precipitates at the grain boundaries in Co34Cr32Ni27Al3.5Ti3.5 MEA. According to TEM analysis, the NiAlTi-rich particles are an ordered L12 phase. Therefore, the typical “FCC + L12” structure is easy to form in annealed MEA, which has been widely reported in cold-rolled and annealed MEAs [46,47,48,49].
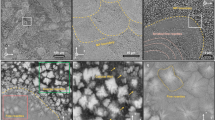
In order to identify the formation of the precipitate phases, TEM characterization was conducted on different regions of the annealed sample in Fig. 5. Figure 5a shows the phase boundaries of FCC, twin boundaries, and some precipitates in the matrix and around the GBs. The HRTEM image conducted on region R1 is shown in Fig. 5b. The corresponding fast Fourier transform (FFT) pattern of region R5 (See top-right inset in Fig. 5b) also confirms the formation of the ordered L12 phase. Furthermore, the inverse fast Fourier transform (IFFT) image of region R5 (See bottom-right inset) also shows the presence of numerous residual dislocations (marked by the red line in Fig. 5b) upon annealing. The IFFT pattern of the region R5 is displayed in Fig. 5c, which reveals the distribution of the L12 nanoprecipitates with an average particle size of about 1.78 nm, as indicated by the white dot. Besides, the precipitates around the grain boundary (regions R2, R3) and the precipitates inside the grain (region R4) are also observed in Fig. 5a. According to the selected area electron diffraction (SAED) patterns in Fig. 5d–f, these precipitates are proved to be Cr-rich BCC phase, κ-Al2O3 phase, and Ti-N phase, consistent with the XRD analysis. Thus, the high-entropy alloy prepared in this work consists of the FCC phase. After CRA treatment, it has been proven that the Al-rich, Ti-rich, and Cr-rich phases are formed at the grain boundaries, while the L12 phase is formed on the matrix. It is proved that the L12 phase has an ordered Ni3(Al, Ti) phase with an FCC structure, while the Cr-rich phase is a BCC phase. Due to the minimal amount of Cr particles, the corresponding diffraction peaks are not observed in the XRD pattern.

Identification of nanoparticles in the matrix for the annealed sample: bright field (BF) image of the matrix a, HRTEM image (Inset: FFT and IFFT patterns of regions R5) of the region R1 b, IFFT image of region R5 c, and SAED patterns of regions R2, R3 and R4 d–f
3.3 Mechanical Properties
Figure 6a presents the representative tensile engineering stress–strain curves of the Co34Cr32Ni27Al4Ti3 MEAs. The tensile strength and elongation of Co34Cr32Ni27Al4Ti3 with different processes are listed in Table 2. In the as-printed sample, the YS is approximately ~ 384.3 MPa, and the UTS is around ~ 453.3 MPa. However, the UE is low, measuring only ~ 1.5%. After the cold rolling, the YS and UTS are increased to approximately ~ 1583.1 MPa and ~ 1647.2 MPa, respectively. However, the UE is only ~ 1.6%. The tensile curve of the cold-rolled sample displays a high YS of ~ 1583.1 MPa, with no strain hardening observed after yielding, a characteristic behavior of highly deformed samples [50]. The annealed sample, characterized by intragranular precipitations and grain boundary precipitations, demonstrates an excellent combination of strength and ductility. The YS is measured to be approximately ~ 738.6 MPa, the UTS is ~ 1229.6 MPa, and the UE is ~ 47.2%. According to the hardness tests, the value of hardness is ~ 293.2 HV, ~ 550.4 HV, and ~ 344.9 HV, respectively, for these three different states. The significant accumulation of dislocations at sub-granular boundaries in the cold-rolled samples impedes the movement of dislocations. As a result, the material experiences increased resistance to plastic deformation, significantly improving strength and hardness. Additionally, recrystallization annealing eliminates the work hardening caused by cold deformation, enhancing plasticity and reducing hardness. By comparing the mechanical properties of various HEAs subjected to cold rolling and annealing treatments [51,52,53,54,55,56,57,58,59,60,61], as shown in Fig. 6b, it can be observed that the annealed sample with an inhomogeneous microstructure at room temperature exhibits a superior strength-ductility combination, surpassing the performance of other HEAs in this study.

3.4 Microstructure Evolution Upon Deformation
Figure 7 illustrates the tensile fracture morphologies of the as-printed and annealed samples. In Fig. 7a, b, the fracture morphologies of the as-printed sample depict a mixture of brittle fractures with prominent surface roughness and a significant presence of torn edges. However, after cold rolling and annealing, as shown in Fig. 7c, d, the tensile fracture of the annealed sample exhibits numerous distinct fine porous dimples, indicating that ductile fracture is the dominant failure mode. In addition, numerous particles were observed within the dimples, which could be identified as Al and Ti-rich oxide particles based on the XRD and TEM analysis. Due to the shielding effect of the matrix on crack propagation, cracks are unlikely to propagate throughout the entire tensile region once they initiate within the oxide particles. Consequently, crack nucleation and bifurcation occur more frequently within the oxide particles, effectively dissipating the plastic-strain energy and significantly delaying the onset of fracture [34]. Besides, the excellent ductility may be more likely attributed to the precipitation of grain boundaries (GBs), which enhanced the strength of initial crack or newly formed GBs [62, 63]. Following PDA processing, the tensile fracture behavior changes from brittle to ductile due to eliminating defects and forming different precipitates.

Tensile fracture morphologies of the as-printed and annealed MEAs: tensile fracture morphologies of the as-printed MEA a, b; tensile fracture morphologies of the annealed MEA c, d
3.5 Deformation Mechanisms
In the present annealed MEA, several potential strengthening mechanisms may be induced, including lattice friction strength (σi), solid solution strengthening (Δσs), grain boundary (GB) strengthening (Δσgb), dislocation strengthening (Δσd), and precipitate strengthening (Δσp). Hence, the YS of the current annealed sample can be calculated using the following formula:
It has been determined that the intrinsic strength of the equiatomic CoCrNi MEA is σi = 194 MPa [11], and the contributions to strength from the Al/Ti atoms can be neglected due to high-temperature solution treatment. The effects of grain refinement (Δσgb) and dislocation strengthening (Δσd) can be calculated using the Hall–Petch equation and Taylor’s hardening law [11]:
where K = 337 MPa μm1/2 represents the Hall–Petch slope of the CoCrNi matrix [11], with an average grain size of d = 22.4 μm for the annealed sample, we can calculate strengthenings through the parameters M, α, G, b, and ρ standing for the Taylor factor, empirical constant, shear modulus, Burger’s vector, and dislocation density, respectively. Specifically, for the CoCrNi alloy [11], these parameters are M = 3.06, α = 0.2, G = 85 GPa, and b = 0.253 nm. In the refined hierarchical structure of CoCrNi alloys, preexisting, high-density dislocations formed during the SLM process and maintained throughout cold rolling and annealing significantly contribute to dislocation hardening. Due to the dislocation-eliminating mechanisms of the annealing process, this paper does not focus on dislocation changes under different processing conditions. According to the EBSD analysis, the GND density of annealed MEA is approximately 1.21 × 1013 m−2. Hence, the values for Δσgb and Δσd for the annealed MEA are estimated to be ~ 71.2 MPa and ~ 47.1 MPa, respectively.
According to TEM results, there are L12 nanoprecipitates, Cr-rich, Al-rich, and Ti-rich precipitates in the matrix. The particle size of L12 nanoprecipitates is about ~ 1.78 nm, while the particle size of Al-rich and Ti-rich precipitates is about ~ 0.14 μm. It is reported that the strengthening effects of precipitates greatly depend on their specific morphology. That is, the rod-shaped precipitates may serve as linear obstacles due to the large diameter-to-thickness aspect ratios (> 10), while the spherical precipitates as circular obstacles [64]. Generally, the Orowan mechanism works when the particles exceed a critical size or are incoherent with the matrix [50]. In contrast, the particle shearing mechanism is effective for coherent precipitates with small sizes. Given that the size of the precipitates is significant in this work, the Orowan mechanism is selected to calculate the strengthening contributions from Al-rich and Ti-rich precipitates. The strength increment can be evaluated by the Orowan bypass mechanism (Δσorw), which is calculated by the following equation [50, 64]:
where ν is the Poisson ratio, 0.25; \(\overline{r}\) is the mean radius of a circular cross section in a random plane for a spherical precipitate, \(\overline{r} = \sqrt {2/3} \cdot r\), r = 0.14 μm is the mean precipitate radius; f = 0.21% is the volume fraction of the Al-rich and Ti-rich precipitates; λp is the mean spacing between precipitates, \(\lambda_\text{p} = 2\overline{r} \left( {\sqrt {\frac{\pi }{4f} - 1} } \right)\) [64].
Based on Eq. (4), the large-size precipitates’ strengthening contributions are estimated to be approximately ~ 25 MPa. The contribution of spherical particle is about ~ 65 MPa in VCoNiAlx MEAs, which can be ignored [64]. It has been proved that large particles can provide enough recrystallization nucleation sites, and fine particles can retard recrystallization grain growth in Al–Mg–Si alloys [65]. Therefore, large particles only affect the degree of recrystallization during annealing and have a negligible effect on the yield strength. In principle, three types of reinforcement modes have been identified for the particle shearing mechanism: coherent strengthening (ΔσCS), modulus mismatch strengthening (ΔσMS), and ordered strengthening (ΔσOS). The first two modes primarily occur before the initiation of dislocation shearing in the L12 precipitates, while the latter mode contributes during the shearing process. An equation [11, 26] is employed to calculate the strength contribution from L12 precipitates, given by the following expression:
In the equation, the Taylor factor M = 3.06 represents the FCC matrix [10], αε = 2.06 is a constant [10], δ denotes the misfit value between the matrix and precipitate, r = 1.78 nm and f = 21.7% represents the average size and volume fraction of the L12 precipitates, respectively. ΔG = 10 GPa corresponds to the shear modulus mismatch between the precipitates and the matrix, γAPB = 200 mJ/m2 is the antiphase boundary energy of the precipitation [11], and m = 0.85 is a constant [26]. Consequently, the contributions to strength can be calculated as ΔσCS = ~ 69.6 MPa, ΔσMS = ~ 30 MPa, and ΔσOS = ~ 431.4 MPa. Thus, Δσp should be equal to the largest of these, i.e., Δσp = ~ 431.4 MPa. All in all, the estimated YS of approximately 743.7 MPa is higher than the measured YS of ~ 738.6 MPa. The results show that our strengthening mechanism model can accurately predict the σy of the annealed sample. The slight difference may arise from the contribution of the segregation of GBs and deformation.
In summary, according to the contributions of yield strength, the main reason for the improvement in strength is the grain refinement and the precipitation strengthening of L12 nanoparticles. The Al-rich and Ti-rich phases nanoprecipitates play a significant role in hardening and strengthening by accumulating dislocations at phase interfaces. Furthermore, a small number of Cr-rich precipitates segregated GBs will not play an important role in the plastic deformation behavior. The nano-twin boundaries in the CoCrNi alloy are effective obstacles to dislocation motion, contributing to strengthening [33]. Additionally, the strengthening and hardening effects can be attributed to the ability of lattice defects (such as stacking faults, deformation twins, and annealing twins) to accommodate dislocations. The annealing twins also provide pathways for the gliding or cross-slipping of dislocations, acting as a continuous source of ductility [66].
4 Conclusions
In this study, a combination of the SLM process and post-rolling/annealing treatments were employed to develop a practical approach for creating a microstructure with precipitate of grain boundaries in Co34Cr32Ni27Al4Ti3 alloy, consequently leading to mechanical properties improvement.
-
1.
The as-printed sample has some defects in the microstructure, while the cold rolling and annealing induced significant grain refinement. The grain size decreased with increasing annealing temperature. The L12 nanoprecipitates-induced element segregation was detected during the thermomechanical treatments.
-
2.
The SLMed Co34Cr32Ni27Al4Ti3 alloy with PDA treatment offers a remarkable synergistic trade-off in strength and ductility. The as-printed sample can deliver a YS of 384.3 MPa, a UTS of 453.2 MPa, and a fracture strain of 1.5%. After PDA treatment, the YS, UTS, and UE can reach 738.6 MPa, 1229.6 MPa, and 47.2%, respectively.
-
3.
The synergetic effect of strengthening and toughening was achieved through the dislocation-shearing mechanism around the coherent L12 nanoprecipitates. The hetero-deformation-induced strengthening caused by the interface between the hierarchical precipitates, as well as lattice defects (i.e., stacking fault networks and dense nano-twins) that promote strain gradients among heterogeneous domains, and thus lead to a superior fracture strain of 47.2%.
References
W. Li, D. Xie, D. Li, Y. Zhang, Y. Gao, P.K. Liaw, Prog. Mater. Sci. 118, 100777 (2021)
N. Li, C.L. Jia, Z.W. Wang, L.H. Wu, D.R. Ni, Z.K. Li, H.M. Fu, P. Xue, B.L. Xiao, Z.Y. Ma, Y. Shao, Y.L. Chang, Acta Metall. Sin. -Engl. Lett. 33, 947 (2020)
G. Laplanche, S. Berglund, C. Reinhart, A. Kostka, F. Fox, E.P. George, Acta Mater. 161, 338 (2018)
W. Shi, P. Wang, Y. Liu, Y. Hou, G. Han, Powder Technol. 360, 151 (2020)
D. Xie, R. Feng, P.K. Liaw, H. Bei, Y. Gao, Intermetallics 121, 106775 (2020)
Z. Zhang, P. Jiang, F. Yuan, X. Wu, Mater. Sci. Eng. A 832, 142440 (2022)
X. Qin, C.H. Shek, Acta Metall. Sin. -Engl. Lett. 34, 1503 (2021)
L. Xu, Y. Jia, Z. Wang, S. Wu, Y. Jia, C. Geng, J. Peng, X. Tan, G. Wang, J. Mater. Sci. Technol. 148, 90 (2023)
L. Zhang, Y. Zhou, X. Jin, X. Du, B. Li, Mater. Sci. Eng. A 732, 186 (2018)
D. Liang, C. Zhao, W. Zhu, P. Wei, F. Jiang, Y. Zhang, Q. Sun, F. Ren, Mater. Sci. Eng. A 762, 138107 (2019)
X. Liu, Z. Kou, R. Qu, W. Song, Y. Gu, C. Zhou, Q. Gao, J. Zhang, C. Cao, K. Song, V. Zadorozhnyy, Z. Zhang, J. Eckert, J. Mater. Sci. Technol. 143, 62 (2023)
Z. Han, J. Li, Y. Tian, A. Tian, A. Sun, R. Wei, G. Liu, Intermetallics 159, 107933 (2023)
M.P. Agustianingrum, S. Yoshida, N. Tsuji, N. Park, J. Alloys Compd. 781, 866 (2019)
Y. Tong, D. Chen, B. Han, J. Wang, R. Feng, T. Yang, C. Zhao, Y.L. Zhao, W. Guo, Y. Shimizu, C.T. Liu, P.K. Liaw, K. Inoue, Y. Nagai, A. Hu, J.J. Kai, Acta Mater. 165, 228 (2019)
N. An, Y. Sun, Y. Wu, J. Tian, Z. Li, Q. Li, J. Chen, X. Hui, Mater. Sci. Eng. A 798, 140213 (2020)
C.E. Slone, C.R. LaRosa, C.H. Zenk, E.P. George, M. Ghazisaeidi, M.J. Mills, Scr. Mater. 178, 295 (2020)
R.K. Rhein, P.C. Dodge, M.H. Chen, M.S. Titus, T.M. Pollock, A. Van der Ven, Phys. Rev. B 92, 174117 (2015)
X.H. Du, X.F. Huo, H.T. Chang, W.P. Li, G.S. Duan, J.C. Huang, B.L. Wu, N.F. Zou, L. Zhang, Mater. Res. Express 7, 034001 (2020)
X. Huang, L. Liu, W. Liao, J. Huang, H. Sun, C. Yu, Acta Metall. Sin. -Engl. Lett. 34, 1546 (2021)
C.M. Zhang, P. Xie, Y. Jiang, S. Zhan, W.Q. Ming, J.H. Chen, K.X. Song, H. Zhang, Acta Metall. Sin. -Engl. Lett. 34, 1277 (2021)
X. Huang, L. Huang, H. Peng, Y. Liu, B. Liu, S. Li, Scr. Mater. 200, 113898 (2021)
X.H. Du, W.P. Li, H.T. Chang, T. Yang, G.S. Duan, B.L. Wu, J.C. Huang, F.R. Chen, C.T. Liu, W.S. Chuang, Y. Lu, M.L. Sui, E.W. Huang, Nat. Comm. 11, 2390 (2020)
T. Yang, Y.L. Zhao, J.H. Luan, B. Han, J. Wei, J.J. Kai, C.T. Liu, Scr. Mater. 164, 30 (2019)
T. Ronneberg, C.M. Davies, P.A. Hooper, Mater. Des. 189, 108481 (2020)
P. Niu, R. Li, K. Gan, T. Yuan, S. Xie, C. Chen, Metall. Mater. Trans. A 52, 753 (2021)
F. Weng, Y. Chew, Z. Zhu, X. Yao, L. Wang, F.L. Ng, S. Liu, G. Bi, Addit. Manuf. 34, 101202 (2020)
R. Li, P. Niu, T. Yuan, P. Cao, C. Chen, K. Zhou, J. Alloys Compd. 746, 125 (2018)
P. Chen, S. Li, Y. Zhou, M. Yan, M.M. Attallah, J. Mater. Sci. Technol. 43, 40 (2020)
Y. Yan, W.D. Song, K.F. Li, K. Zhao, T.T. Sun, K.K. Song, J.H. Gong, L.N. Hu, Acta Metall. Sin. -Engl. Lett. 35, 1591 (2022)
Z. Tong, W. Wan, H. Liu, W. Zhou, Y. Ye, X. Ren, Addit. Manuf. 61, 103345 (2023)
G. Gan, B. Yang, X. Zhang, Z. Zhu, B. Chen, G. Gou, J. Alloys Compd. 946, 169376 (2023)
C.I. Pruncu, C. Hopper, P.A. Hooper, Z. Tan, H. Zhu, J. Lin, J. Jiang, J. Manuf. Process. 57, 668 (2020)
J. Wang, J. Zou, H. Yang, L. Zhang, Z. Liu, X. Dong, S. Ji, J. Mater. Sci. Technol. 127, 61 (2022)
P. Ji, Y. Jia, P. Ma, Y. Mu, K. Sun, G. Wang, J. Mater. Res. Technol. 23, 3166 (2023)
F. Lv, H. Liang, D. Xie, Y. Mao, C. Wang, L. Shen, Z. Tian, J. Alloys Compd. 854, 156866 (2021)
X. Dang, Y. Li, K. Chen, U. Ramamurty, S. Luo, X. Liang, W. He, Addit. Manuf. 59, 103095 (2022)
H. Yao, Z. Tan, D. He, Z. Zhou, Z. Zhou, Y. Xue, L. Cui, L. Chen, G. Wang, Y. Yang, J. Alloys Compd. 813, 152196 (2020)
X. Ye, P. Zhang, J. Zhao, P. Ma, J. Mater. Process. Technol. 258, 251 (2018)
R. Chang, W. Fang, X. Bai, C. Xia, X. Zhang, H. Yu, B. Liu, F. Yin, J. Alloys Compd. 790, 732 (2019)
Y.L. Wang, K.C. Chan, Mater. Sci. Eng. A 876, 145164 (2023)
F.J. Ye, T. Zhu, Q.Q. Wang, Y.M. Song, H.Q. Zhang, P. Zhang, P. Kuang, R.S. Yu, X.Z. Cao, B.Y. Wang, Intermetallics 149, 107670 (2022)
J. Joseph, M. Annasamy, S.R. Kada, P.D. Hodgson, M.R. Barnett, D.M. Fabijanic, Mater. Sci. Eng. A 835, 142620 (2022)
S. Paul, B. Tripathy, R. Saha, P.P. Bhattacharjee, J. Alloys Compd. 930, 167418 (2023)
Y. Ji, L. Zhang, X. Lu, H. Fu, Z. Zhu, H. Li, H. Zhang, H. Zhang, Intermetallics 138, 107339 (2021)
A. Erdogan, K.M. Döleker, S. Zeytin, Surf. Coat. Technol. 399, 126179 (2020)
C.M. Zhang, P. Xie, Y. Jiang, S. Zhan, W.Q. Ming, J.H. Chen, K.X. Song, H. Zhang, Acta Metall. Sin. -Engl. Lett. 34, 1277 (2021)
Y. Yang, J. Pang, H. Zhang, A. Wang, Z. Zhu, H. Li, G. Tang, L. Zhang, H. Zhang, Acta Metall. Sin. -Engl. Lett. 36, 999 (2023)
Z. Yan, Q. Tan, H. Huang, H. Qin, Y. Rong, Z. Bi, R. Li, Y. Ren, Y. Wang, Acta Metall. Sin. -Engl. Lett. 35, 93 (2021)
J. Wang, H. Li, H. Yang, Y. Zhang, W.Y. Wang, J. Li, Acta Metall. Sin. -Engl. Lett. 34, 1527 (2021)
G.D. Liu, X.M. Luo, J.P. Zou, B. Zhang, G.P. Zhang, Acta Metall. Sin. -Engl. Lett. 36, 973 (2023)
Z. Li, L. Fu, J. Peng, H. Zheng, A. Shan, Mater. Sci. Eng. A 786, 139446 (2020)
F. Xiong, R. Fu, Y. Li, B. Xu, X. Qi, Mater. Sci. Eng. A 787, 139472 (2020)
X.S. Liu, R. Li, Y. Lu, Y.F. Zhang, P.F. Yu, G. Li, Mater. Sci. Eng. A 822, 141674 (2021)
L. Zhang, L. Zhang, H. Wang, J. Li, J. Man, Z. Xu, J. Yu, G. Wan, W. Wang, B. Wu, Mater. Sci. Eng. A 831, 142140 (2022)
Y. Chen, D. Li, R. Xie, H. Lu, Mater. Sci. Eng. A 867, 144504 (2023)
Q. Wang, T. Zhang, Z. Jiao, J. Wang, D. Zhao, G. Wu, J. Qiao, P.K. Liaw, Z. Wang, Mater. Sci. Eng. A 873, 145036 (2023)
Y. He, H. Yang, C. Zhao, Y. Zhang, X. Pan, J. Li, J. Wang, J. Alloys Compd. 830, 154645 (2020)
A. Semenyuk, M. Klimova, D. Shaysultanov, G. Salishchev, S. Zherebtsov, N. Stepanov, J. Alloys Compd. 888, 161452 (2021)
P. Sathiyamoorthi, P. Asghari-Rad, J.W. Bae, H.S. Kim, Intermetallics 113, 106578 (2019)
J. Wang, J. Zou, H. Yang, X. Dong, P. Cao, X. Liao, Z. Liu, S. Ji, J. Mater. Sci. Technol. 135, 241 (2023)
R. Chang, W. Fang, H. Yu, X. Bai, X. Zhang, B. Liu, F. Yin, Scr. Mater. 172, 144 (2019)
W. Huang, J. Chen, Z. Jiang, X. Xiong, W. Qiu, J. Chen, X. Ren, L. Lu, Acta Metall. Sin. -Engl. Lett. 36, 426 (2022)
Q. Wang, H. Zhai, H. Xia, L. Liu, J. He, D. Xia, H. Yang, B. Jiang, Acta Metall. Sin. -Engl. Lett. 35, 1793 (2022)
J. Tian, K. Tang, Y.K. Wu, T.H. Cao, J.B. Pang, F. Jiang, Mater. Sci. Eng. A 811, 141054 (2021)
X. Wang, M. Guo, O. Moliar, W. Peng, C. Xie, J. Chen, Y. Wang, J. Alloys Compd. 925, 166654 (2022)
J. Wang, H. Yang, H. Huang, J. Zou, S. Ji, Z. Liu, Mater. Sci. Eng. A 796, 139974 (2020)
Acknowledgements
This work is supported by the National Natural Science Foundation of China (Nos. 51971180, 52271037, and 51971179), the Guangdong Provincial Science and Technology Program, China (No. 2019B090905009), the Shaanxi Provincial Science and Technology Program, China (No. 2023-JC-ZD-23), the Foreign Senior Talents Program of Guangdong Province, China, and the Fundamental Research Funds for the Central Universities of China (No. D5000230131), and the Shenzhen Fundamental Research Program (Grant No. JCYJ20210324122203010). The authors would like to express their sincere gratitude to Dr. W. Loeser and Dr. V.Y. Zadorozhnyy for invaluable discussion.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors state that there are no conflicts of interest to disclose.
Additional information
Available online at http://link.springer.com/journal/40195.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Li, L., Song, K., Gao, Q. et al. Enhancing Strength-Ductility Synergy of CoCrNi-Based Medium-Entropy Alloy Through Coherent L12 Nanoprecipitates and Grain Boundary Precipitates. Acta Metall. Sin. (Engl. Lett.) 37, 78–88 (2024). https://doi.org/10.1007/s40195-023-01641-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-023-01641-5