
Abstract
There is a growing demand in the industrial sector for the use of high-strength structural steels (HSSSs), which can achieve a significant weight reduction in structures. These structural steels are usually produced by quenching and tempering (Q + T) or thermomechanical treatment (TM), and their applications in welded structures pose several challenges for the users. In industrial practice, gas metal arc welding (GMAW) is basically the most commonly used fusion welding process, which has a relatively high heat input. However, at HSSSs, there is a need for low heat input but, at the same time, productive welding processes. High-energy density welding processes, e.g., electron beam welding (EBW), offer a unique opportunity to weld these steels. The widespread use of HSSSs is also hampered by the fact that the benefits of high strength can be exploited primarily under static loading. At the same time, different welded structures made of HSSSs are often subjected to cyclic loading, and possible weld defects and material discontinuities are major risks in this case. During our experiments, GMAW and autogenous EBW processes were applied to make welded joints from S960 Q + T and TM structural steels. The fatigue resistance of the welded joints was characterized by fatigue crack growth (FCG) tests, considering the increased crack sensitivity of HSSSs. A statistical approach was followed both in the design of the experiments and in the evaluation of their results. Based on the test results fatigue crack propagation design curves were determined for the investigated GMAW and EBW welded joints. The design curves were compared with each other, with design curves of lower strength material (S690QL) and with the recommended fatigue crack growth laws of BS 7910.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High-strength steels have played and continue to play a dominant and increasing role in a variety of industrial applications. Four or five decades ago, these types of steels were characterised by their higher carbon content and alloying properties, given their specific intended uses (e.g. aircraft quality 300-M steel (C = 0.42%) [1, 2], 30NCD16 steel (C = 0.298%) used in helicopter rotor [3]).
The exploration of the complex relationships between microstructural characteristics and mechanical properties, and their conscious transfer to the production of steel base materials, has led to the development of a new generation of alloy steels (e.g. 10Ni5CrMoV steel (C = 0.09%) [4]), on the one hand, and typically non-alloy steels [5, 6] for structural applications, on the other hand, in both cases with low carbon content. The processing of these steels in large quantities by welding has posed and continues to pose a number of challenges in the development and design of welding processes and equipment, welding consumables and welding technologies [6, 7].
There is a growing demand in the vehicle industry for the use of high strength structural steels (HSSSs), which can achieve a significant weight reduction in engineering structures. These structural steels are usually produced by quenching and tempering (Q + T) or thermomechanical treatment (TM), which, thanks to heat treatment and rolling technologies, have high toughness in addition to outstanding strength characteristics. However, the use of these steels in welded structures poses several challenges for the users. High strength steels are more sensitive to welding heat input compared to mild steels, which results in a deterioration of mechanical properties in the heat-affected zone (HAZ) [8]. An additional difficulty is that in the case of higher strength categories there is a limited availability of filler materials, and above the yield strength of 1100 MPa, there are no so-called matching type consumables. In industrial practice, gas metal arc welding (GMAW) is basically the most used fusion welding process. This technology, on the one hand, has a relatively high heat input and, on the other hand, is not available in autogenous version. However, at HSSS there is a need for low heat input but at the same time productive welding processes. High energy density welding processes (e.g., electron beam welding (EBW), laser beam welding (LBW), hybrid LBW-GMAW) offer a unique opportunity to weld these steels, as deep penetrated welds with narrow HAZ can be produced thanks to the keyhole technique. As a result, the deterioration of mechanical properties is concentrated in a narrower material volume than in the case of conventional arc welding processes [9, 10]. In the case of EBW, due to the high heat flux density, the t8/5 is generally less than 5 s, which is favourable for the preservation of mechanical, especially toughness properties, and the high vacuum is used as a protection from the diffusible hydrogen. However, the question arises whether the autogenous weld of EBW can be competitive with an alloyed weld of GMAW at HSS in terms of the mechanical properties, including strength, toughness, and fatigue characteristics.
The widespread use of HSSSs is also hampered by the fact that the benefits of high strength can be exploited primarily under static loading of structures. At the same time, mobile welded structures or structural elements made of HSSSs are often subjected to cyclic loading. Statistics show that one-third of failures occur in welded joints, while four-fifths occur in structures subjected to cyclic loading [11,12,13]. Furthermore, possible weld defects and material discontinuities are major risks in the case of cyclic loading [14], requiring a fracture mechanical approach. Consequently, these have crucial importance on the structural integrity of the structures or structural elements [15,16,17]. In the case of welded structures, the question for users is the relationship between the fatigue resistance of welded joints and the base material(s). Besides the fracture mechanical experiments, linear elastic fracture mechanics (LEFM) can provide reasonable predictions for the fatigue crack growth propagation in welded high strength steel. However, the LEFM calculations require the determination of fatigue crack growth parameters from experiments [18]. In many cases, the role of the applied welding technology [15] proves to be critical in the fatigue resistance of the welded joint. Numerous research deal with the mismatch ratio (matching issue) between the filler and base material and the effect of welding heat input on fatigue properties [8, 19, 20]. Unfortunately, fracture mechanical investigations and analyses are often based only on individual tests on specimens, which can carry too much uncertainty (see Table 11 too). This confirms the need for applying statistical approaches.
In addition to the references mentioned above, other sources deal with steels in the 960-MPa strength category, as follows:
-
Characterization of microstructural features and mechanical properties (S960QL) without fracture mechanical investigations [10];
-
Welding of S960MC steel with different welding processes and undermatching filler metals also without fracture mechanical experiments [21];
-
In situ crack propagation measurement on base material (S960) including overload effects during fatigue crack growth tests, but only on one–one specimen of low strength (S355) and high strength (S960) steels [22];
-
Investigation on the effect of low temperatures on the fatigue crack propagation of base material on two-two specimens of lower (S460) and high strength (S980) steels [23];
-
Fatigue crack propagation tests on S700, S960 and S1100 base materials, their GMAW and LBW joints, where the crack propagated in the HAZ or in the weld metal (WM), but in each case using only one specimen [24];
-
Comparison between “Peak Stress Method” (PSM), involves the strain energy density approach and “Integrale Bruchmechanische Ermittlung der Schwingfestigkeit von Schweißverbindungen” (IBESS), based on short crack fracture mechanics approaches for the fatigue life estimation of weldments (S960QL) [25].
Different prescriptions and standards (e.g. [26] in the past, now [27,28,29]) contain data on fatigue crack propagation. The common feature of these is that their validity for material quality does not extend to the range of high strength steels and their welded joints; such investigations can therefore be considered as filling a gap. Furthermore, the relative small number of available test results also underlines the need for a statistical approach.
During the investigation, S960QL quenched and tempered structural steels and S960M thermomechanically treated structural steels were welded using gas metal arc welding (GMAW) and autogenous electron beam welding (EBW). The fatigue resistance of the welded joints was characterized by fatigue crack growth (FCG) tests considering the increased crack sensitivity of HSSSs. A statistical approach was followed both in the design and preparation of the experiments and in the evaluation of their results. This made it possible to broaden the range of results validity and to increase the reliability of the results. Based on the evaluated data, the FCG resistance of the welded joints was compared.
2 Experimental circumstances
2.1 Applied materials
S960QL quenched and tempered, and S960M thermomechanical treated HSSSs with a plate thickness of 15 mm were used for our experiments. The chemical composition of the base materials and the Union X96 wire electrode with a diameter of 1.2 mm and marked G 89 5 M21 Mn4Ni2,5CrMo according to the standard ISO 16834 [30] is shown in Table 1, the mechanical properties (yield strength (Rp0.2), tensile strength (Rm), yield/tensile ratio (Rp0.2/Rm), elongation (A), and CVN impact energy at − 40 °C (CVN-40 °C)) are shown in Table 2. In case of EBW, the filler material was used only for tack welding.
Based on the data in Tables 1 and 2, it can be observed that the S960M steel achieves the same strength as the S960QL steel due to the thermomechanical treatment at approximately half carbon content.
2.2 Welding experiments
2.2.1 Gas metal arc welding (GMAW)
The GMAW (135 according to ISO 4063 [31]) welded joints were prepared by using M21 (82% Ar + 18% CO2) shielding gas according to ISO 14175 [32]. In the interest of uniform stress distribution and the planned FCG tests, double side butt welded joints were prepared with standardized X-joint type (see Fig. 1) from the 350 × 150 × 15-mm plates. For the experiments, a DAIHEIN VARSTROJ WELBEE P500L welding equipment was applied, and 1.2 diameter Union X96 filler metal was used.

Joint preparation and welding order during GMAW
The root layers were made by a qualified welder, while the other layers were made by an automated welding car. The t8/5 cooling time represents the time in the welding thermal cycle that it will take to a welded joint to cool down from 800 to 500 °C. This cooling time interval is determining in the terms of the final microstructure and the mechanical properties of the welded joint. In order to minimize the degradation of the mechanical properties caused by the welding heat input, the crucial welding parameters were selected to hold the t8/5 cooling time between 6 and 10 s for both steel grades. The welding parameters were continuously recorded during the experiments by a HKS welding monitoring system [33]. Besides all these regulations, the welding heat input was between 600 and 1000 J/mm. The applied welding parameters are summarized in Table 3 including the welding current (I), the voltage (U), the welding speed (v), the preheating (Tp) and the interpass (Ti) temperatures, as well as the t8/5 cooling time values. The parameters of the root and the filler passes are presented separately in each case. The welding heat input and the t8/5 were calculated based on the equations for GMAW of EN 1011–2 [34].
2.2.2 Electron beam welding
During the EBW experiments, autogenous butt-welded joints were prepared from 300 × 150 × 15-mm plates with an I-type weld design. To achieve more favourable weld properties, an underlay of the same material quality in the size of 300 × 50 × 15 mm was used for root backing. Based on preliminary welding experiments, it was possible to determine the optimal EBW parameters resulting in complete penetration, which are listed in Table 4, including the accelerating voltage (Va), beam current (Ib), welding speed (v) and beam diameter (db).
The working distance was 500 mm and chamber ceiling to surface of the workpiece distance was 284 mm. The plates were manually tack welded by gas tungsten arc welding (GTAW) welding with 1.2 diameter Union X96 electrode wire as a filler metal. The welding was performed in one pass/layer, without preheating, by the application of EBOCAM EK74C – EG150-30BJ type electron beam equipment under full vacuum (2.0E-04 mbar). After welding, the workpiece was allowed to cool down in the vacuum chamber for a few minutes to avoid oxidation. Based on the given parameters considering η = 0.9 thermal efficiency [35], the welding heat input was calculated according to equation in [36, 37] as 661 J/mm. A former numerical simulation [38] of the EBW process using SYSWELD for a similar 15-mm thick low alloyed structural steel butt welded joint with the same welding heat input resulted in t8/5 = 2 s cooling time.
2.3 Fatigue crack growth tests
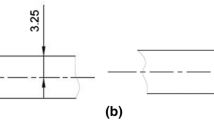
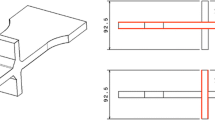
The fatigue crack growth (FCG) tests applying ASTM E647 [39] were executed on three-point bending (TPB) specimens, nominal W values were 26 mm and 13 mm for both welded joints, based on the wall thickness of the base materials. The position of the milled notches correlated with the rolling direction (T-L and T-S [40]). The TPB specimen configuration and the positions of the cut specimens from the welded joints are shown in Fig. 2 (upper side), 21 and 23 directions (21W and 23W) were used. The notch locations, the notch distances from the centreline of the welded joints, were different; therefore the positions of the notches and the crack paths represent the most important and the most typical crack directions in a real welded joins (see Fig. 2, lower side). Post-weld heat treating was not applied after welding, namely the investigations were performed in as-welded condition.

Configuration of the TPB specimens and their locations in the welded joints with the notch directions (21W and 23W) and different crack paths (RD = rolling direction)
The FCG tests were performed with tensile stress, R = 0.1 stress ratio, sinusoidal loading wave form, at room temperature, and on laboratory air, using MTS type electro-hydraulic testing equipment (see Fig. 3). The loading frequency was different, it was f = 20 Hz at the two-thirds of crack growth, and it was f = 5 Hz at the last third. The propagating crack was registered with optical method, on the one side of the specimens, using video camera and 100-fold magnification (N = 100 ×).

MTS type electro-hydraulic testing system equipped for FCG investigations
3 Results of the examinations
Secant method [39] was used to evaluate the fatigue crack growth data. The constants (C and n) of the Paris-Erdogan relationship [41],
were calculated using the least squares regression method, and the fatigue fracture toughness (∆Kfc) values were determined using the crack length on the crack front measured by stereo microscope. Stress intensity factor range (∆K) values were calculated as follows:
where
and ∆F is the load range, W is the specimen width, B is the specimen thickness, and a is the crack length. During the least square regression analysis, the data not belonging to the stage II of the kinetic diagram of fatigue crack propagation [42, 43] have been eliminated for each specimen, consistently. When separating the stages, the variant corresponding to the maximum value of the correlation coefficient was selected, after the visual exclusion of the obvious non-fitting data pairs (see Fig. 6 too).
The following figures and tables present systematic evaluation results on welded joints made of S960QL and S960M base materials using GMAW and EBW processes. Tables 5, 6, 7, and 8 also show the path of propagating cracks. In all cases, the crack tip was located in the part of the welded joint listed in the “Crack path” column of the tables, and in the case of two or three parts, always in the first named part.
The crack length vs. number of cycles and the calculated stress intensity factor range vs. fatigue crack growth rate values (the kinetic diagrams) for S960QL GMAW welded joints in different orientations (T-L/21W and T-S/23W) are shown in Figs. 4 and 5, respectively.

Crack length vs. number of cycles curves for S960QL GMAW welded joints in different orientations (T-L/21W and T-S/23W)

Results of FCG tests executed on S960QL GMAW welded joints in different orientations (T-L/21W and T-S/23W)
Table 5 summarizes the constants of the Paris-Erdogan relationship (C and n) and the fatigue fracture toughness (∆Kfc) values for S960QL GMAW welded joints in different orientations (T-L/21W and T-S/23W), determined from the certain kinetic diagrams and specimens. Figure 6 shows an example of how the measuring results were determined. The thin black lines illustrate the successively determined measurement points and the red ellipses include the points that were not considered in the linear regression. For the determination of fatigue fracture toughness (∆Kfc) value, the crack size measured with a stereo microscope is in full accordance with the point at the end of the diagram.

Example for the separation of the different stages of the kinetic diagram and for the determination of the measuring results
In those cases when the kinetic diagram can be written with more straight sections in the domains, then only the data which describes the greatest (in other words the middle) part of the diagram were used for the calculations.
The crack length vs. number of cycles and the calculated stress intensity factor range vs. fatigue crack growth rate values (the kinetic diagrams) for S960QL EBW welded joints in different orientations (T-L/21W and T-S/23W) are shown in Figs. 7 and 8, respectively.

Crack length vs. number of cycles curves for S960QL EBW welded joints in different orientations (T-L/21W and T-S/23W)

Results of FCG tests executed on S960QL EBW welded joints in different orientations (T-L/21W and T-S/23W)
Table 6 summarizes the constants of the Paris-Erdogan relationship (C and n) and the fatigue fracture toughness (∆Kfc) values for S960QL EBW welded joints in different orientations (T-L/21W and T-S/23W), determined from the certain kinetic diagrams and specimens.
The crack length vs. number of cycles and the calculated stress intensity factor range vs. fatigue crack growth rate values (the kinetic diagrams) for S960M GMAW welded joints in different orientations (T-L/21W and T-S/23W) are shown in Figs. 9 and 10, respectively.

Crack length vs. number of cycles curves for S960M GMAW welded joints in different orientations (T-L/21W and T-S/23W)

Results of FCG tests executed on S960M GMAW welded joints in different orientations (T-L/21W and T-S/23W)
Table 7 summarizes the constants of the Paris-Erdogan relationship (C and n) and the fatigue fracture toughness (∆Kfc) values for S960M GMAW welded joints in different orientations (T-L/21W and T-S/23W), determined from the certain kinetic diagrams and specimens.
Finally, the crack length vs. number of cycles and the calculated stress intensity factor range vs. fatigue crack growth rate values (the kinetic diagrams) for S960M EBW welded joints in different orientations (T-L/21W and T-S/23W) are shown in Figs. 11 and 12, respectively.

Crack length vs. number of cycles curves for S960M EBW welded joints in different orientations (T-L/21W and T-S/23W)

Results of FCG tests executed on S960M EBW welded joints in different orientations (T-L/21W and T-S/23W)
Table 8 summarizes the constants of the Paris-Erdogan relationship (C and n) and the fatigue fracture toughness (∆Kfc) values for S960M EBW welded joints in different orientations (T-L/21W and T-S/23W), determined from the certain kinetic diagrams and specimens.
The crack length vs. number of cycles curves shown in each of Figs. 4, 7, 9 and 11 can be divided into two groups. The nominal W size of the specimens with 21 orientations was twice the nominal W size of the specimens with 23 orientations, and therefore the propagating crack in these specimens may have grown a longer distance. The differences in the shape of the curves can be attributed to differences in the propagating crack paths (statistically located notches). The crack length vs. number of cycles curves also illustrate the characteristic of high strength steels that the crack initiation phase is the longer (highly elbowed curves) [22].
The initial stages of the kinetic diagrams can be seen in Figs. 5, 8, 10 and 12 which show larger differences for GMAW joints than for EBW joints. This is due to the larger size and larger inhomogeneous area of the GMAW joints. It is also observed that the differences between orientations are smaller for EBW joints and the scattering of the results is also smaller.
Table 9 summarizes the characteristics of the Paris-Erdogan exponent (n) and the fatigue fracture toughness (∆Kfc) samples for the tested welded joints, determined from the individual kinetic diagrams and specimens, respectively. In that case when the kinetic diagram can be written with more straight section in the domains, then only the constants of the relationship which describes the greatest (in other words the middle) part of the diagram were used for the statistical samples. Wilcoxon matched pair test (testing the hypothesis that the scores for two variables were drawn from the same distribution) [44] was used for the assessing of the independency of the samples. Italic characters indicate in Table 9 the non-independent samples; these samples can be combined into one sample. The element number of the samples, the average, the standard deviation and the standard deviation coefficient values can be found in Table 9. Because welded joints were investigated, the standard deviation coefficient values represent reliable measurements.
4 Fatigue crack propagation design curves
Based on the experimental data and results, fatigue crack propagation design curves can be determined. Generally, the determination of the fatigue crack propagation design curves consists of six steps, as follows [45].
-
First step: determination of measuring values, the threshold stress intensity factor range (ΔKth) where possible, the two parameters of the Paris-Erdogan law (C and n), as well as the fatigue fracture toughness (ΔKfc), as described in the previous chapter.
-
Second step: classification of measured values into statistical samples, on the basis of calculated test results, and applying Wilcoxon matched pairs test (see previous section and Table 9 too).
-
Third step: selection of the distribution function type using Shapiro–Wilk, Kolmogorov–Smirnov and chi-square goodness of fit tests (testing if sample data fits a distribution from a certain population, i.e. a population with a normal or a Weibull distribution), at a level of significance ε = 0.05. After the analysis, it was concluded, that only the three parameter Weibull-distribution function is suitable for describing all the configured samples.
-
Fourth step: calculation of the parameters of the three parameter Weibull-distribution functions. The parameters of the distribution functions were calculated for all the configured samples using the equation,
$$F\left(x\right)=1-exp\left[{-\left(\frac{x-{N}_{0}}{\beta }\right)}^{\frac{1}{\alpha }}\right],$$(4)where N0 is the threshold parameter, α is the shape parameter and β is the scale parameter.
-
Fifth step: selection of the characteristic values of the distribution functions. Considering the influencing effects of the material parameters on life-time estimation, characteristic values of ΔKth, n and ΔKfc were selected.
-
The threshold stress intensity factor range (ΔKth) is that value which belongs to the 95% probability,
-
The exponent of the Paris-Erdogan law (n) is that value which belongs to the 5% probability, and
-
The fatigue fracture toughness (ΔKfc) is that value which belongs to the 5% probability of the relevant Weibull-distribution function.
-
The Paris-Erdogan constant (C) can be calculated on the material group (e.g. steels, aluminium alloys) or subgroup (e.g. high strength steels) dependent correlation between C and n. The calculated data and the correlation of the presented results can be seen in Fig. 13 (correlation coefficient: R = 0.9910). Figure 13 also shows additional C and n data pairs, both from individual test results [4, 46,47,48] and from the recommended fatigue crack growth laws of BS 7910 [29] (see also Table 11).
-

Fig. 14 shows the fifth step schematically.
-
Sixth step: calculation of the parameters of the design curves, using simplified method [29].

Schematic presentation of determination of fatigue crack propagation design curves
The main characteristics of the determined fatigue crack propagation design curves can be found in Table 10. The unambiguous determination of the design curves in the near threshold region is difficult. On the one hand, if the threshold stress intensity factor range value (ΔKth) is not known, values that can be found in the literature (e.g. [18, 49, 50]) are usable; furthermore, in special or particular cases, results of virtual testing [51] can be applied, too. On the other hand, the threshold stress intensity factor range value, ΔKth, must be reduced by tensile residual stress field and may be increased by compressive residual stress field (e.g. welding residual stresses, and see for example [52]). This reduction necessity or increase possibility is independent of the absolute value of the threshold stress intensity factor range, is due to the effect of the residual stresses, and can be done by knowing the absolute value of the threshold stress intensity factor range (see [24]) and the nature of the residual stresses.
5 Summary and conclusions
Based on our investigations and their results, the following conclusions can be drawn.
-
The applied gas metal arc welding (GMAW) and electron beam welding (EBW) processes and the used technological parameters are suitable for production welded joints on high strength structural steels (in our case S960QL and S960M) with appropriate quality. In these cases, appropriate quality means not only compliance with the classical mechanical properties (yield strength, tensile strength, bending angle, hardness, CVN impact energy), but also resistance to fatigue crack initiation and propagation.
-
The presented results confirmed the experience that welding causes unfavourable effects both on the mechanical properties and the fatigue crack growth resistance of the high strength steels. This statement is in full agreement with the findings of the other authors [54,55,56] and with our own previous research results [53, 57], both in the field of high cycle fatigue and fatigue crack propagation.
-
The average values of the Paris-Erdogan exponents (n) of S960QL GMAW and EBW, furthermore of S960M GMAW joints are significantly not different in the tested two directions, which means equal fatigue crack growth resistance in these orientations. The average values of the Paris-Erdogan exponents (n) of S960M EBW joints are significantly different in the tested two directions.
-
The average values of the fatigue fracture toughness (ΔKfc) of S960QL GMAW and EBW, furthermore of S960M EBW joints are significantly not different in the tested two directions; however, the fatigue fracture toughness (ΔKfc) of S960M GMAW joints is significantly different in the tested two directions.
-
The determined results fundamentally refer to reliable and reproducible examinations. Unfortunately, the standard deviation coefficients are in some cases too high (higher than 0.3), which can be traced back to the characteristics (e.g. in general higher standard deviation, lower reliability) of cyclic tests, especially cyclic tests on welded joints.
-
Based on these results and the used methods, fatigue crack propagation design curves can be determined for the investigated GMAW and EBW welded joints, using simplified method [29]. The determination and the results reflect both the identity and the diversity of Paris-Erdogan exponent (n) and fatigue fracture toughness (ΔKfc) values. The design curves correctly reflect the fatigue crack growth characteristics of the welded joints, too. The defined design curves are in good agreement with design curves defined under other conditions (material quality, mismatch specificity, weld heat input) and with individual test results (see Table 11). Table 11 shows the data in ascending order of the yield strength of the base materials, with rounded values of individual measurement results. The last three rows of the table contain the relevant data of fatigue crack growth laws from the BS 7910 [29].
A summary of our own results and their comparison with the recommended fatigue crack growth laws in BS 7910 [29] are presented in Fig. 15. It is important to note that the recommended fatigue crack growth laws in BS 7910 [29] are valid for a lower yield strength range than the yield strength values of the steels we have investigated.

Fatigue crack propagation design curves and recommended fatigue crack growth laws [29]
-
The range of validity of the determined fatigue crack propagation design curves covers the tested high strength steels and welding procedures, furthermore on the basis of BS 7910 [29] operating in air or other non-aggressive environments at temperatures up to 100 °C.
-
Further examinations are required for measuring ΔKth values for welded joints, to more statistically establish conclusions and to study the effects of the welding residual stress fields. It is also worth examining whether our test results can be evaluated using the two-stage crack growth relationship independently of the finding on the validity ranges [58].
-
Based on the test results obtained till now, there seems to be a correlation between the strength of the base material and the parameters of the design curves describing fatigue crack propagation. This hypothesis needs to be confirmed by further investigations, taking into account the welding process and the applied technological parameters (including mismatch phenomenon).
Data availability
The data supporting the results of this article are included within the article.
References
Ritchie RO (1977) Near-threshold fatigue crack propagation in ultra-high strength steel: influence of load ratio and cyclic strength. ASME J Eng Mater Technol 99(3):195–204. https://doi.org/10.1115/1.3443519
Ritchie RO (1977) Influence of microstructure on near-threshold fatigue-crack propagation in ultra-high strength steel. Met Sci 11(8–9):368–381. https://doi.org/10.1179/msc.1977.11.8-9.368
Hénaff G, Petit J, Bouchet B (1992) Environmental influence on the near-threshold fatigue crack propagation behaviour of a high-strength steel. Int J Fatigue 14(4):211–218. https://doi.org/10.1016/0142-1123(92)90002-T
Wang Q, Yan Z, Liu X, Dong Z, Fang H (2018) Understanding of fatigue crack growth behavior in welded joint of a new generation Ni-Cr-Mo-V high strength steel. Eng Fract Mech 194:224–239. https://doi.org/10.1016/j.engfracmech.2018.03.016
Tisza M (2020) Development of lightweight steels for automotive applications. In: Sharma A, Duriagina Z, Kumar S (eds) Engineering steels and high entropy-alloys, 1st edn. IntechOpen, London. https://doi.org/10.5772/intechopen.91024
Tümer M, Schneider-Bröskamp C, Enzinger N (2022) Fusion welding of ultra-high strength structural steels – a review. J Manuf Processes 82:203–229. https://doi.org/10.1016/j.jmapro.2022.07.049
Węglowski MSt, Błacha S, Phillips A (2016) Electron beam welding – techniques and trends – review. Vac 130:72–92. https://doi.org/10.1016/j.vacuum.2016.05.004
Balogh A, Dobosy Á, Frigyik G, Gáspár M, Kuzsella L, Lukács J, Meilinger Á, Gy N, Pósalaky D, Prém L, Török I (2015) Weldability and properties of welded joints. University of Miskolc, Miskolc (in Hungarian)
Blacha S, Weglowski MSt, Dymek S, Kopuscianski M (2016) Microstructural characterization and mechanical properties of electron beam welded joints of high strength steel grade S690QL. Arch Metall Mater 61:1193–1200. https://doi.org/10.1515/amm-2016-0198
Błacha S, Węglowski MSt, Dymek S, Kopyściański M (2017) Microstructural and mechanical characterization of electron beam welded joints of high strength S960QL and Weldox 1300 steel grades. Archives Metallurgy Mat 62(2A):627–634. https://doi.org/10.1515/amm-2017-0092
Lukács J, Gy N, Harmati I, Koritárné FR, LnéKZs K (2012) Selected chapters from structural integrity of engineering structures. University of Miskolc, Miskolc (In Hungarian)
Findlay SJ, Harrison ND (2002) Why aircraft fail Mat Today 5(11):18–25. https://doi.org/10.1016/S1369-7021(02)01138-0
Jakubczak H, Sobczykiewicz W, Dudek D (1995) Probabilistic fatigue life prediction of degraded structures. In: Bicego V, Nitta A, Viswanathan R (eds) Materials ageing and component life extension, 1st edn. EMAS, Warley, Vol. II, pp 1231–1240
Hobbacher AF (2016+2017+2019) Recommendations for fatigue design of welded joints and components. IIW document IIW-2259–15 ex XIII-2460–13/XV-1440–13, a revision of XIII-2151r4–07/XV-1254r4–07, 2nd edn. International Institute of Welding, Springer International Publishing Switzerland
Koncsik Zs (2019) A szerkezetintegritás helye és szerepe az oktatásban és a kutatásban. Multidiszcip Tud 9(4):63–71. https://doi.org/10.35925/j.multi.2019.4.5
Koncsik Zs (2021) Szerkezetintegritási kutatások az Innovatív Anyagtechnológiák Tudományos Műhelyben. Multidiszcip Tud 11(2):372–379. https://doi.org/10.35925/j.multi.2021.2.49
Koncsik Zs (2019) Lifetime analyses of S960M steel grade applying fatigue and fracture mechanical approaches. In: Szita Tóthné K, Jármai K, Voith K (eds) Solutions for sustainable development: proceedings of the 1st International Conference on Engineering Solutions for Sustainable Development (ICESSD 2019), 1st edn. CRC Press, pp 316–324
Busari YO, Manurung YHP (2020) Welded high strength low alloy steel influence on fatigue crack propagation using LEFM: a practical and thematic review. Struct Integr Life 20(3):263–279
Dobosy Á (2018) Fatigue design curves for structural elements from high strength steels. PhD dissertation, University of Miskolc
Mobark HFH (2020) Fatigue strength and fatigue propagation design curves for high strength steel structural elements. PhD dissertation, University of Miskolc
Schneider C, Ernst W, Schnitzer R, Staufer H, Vallant R, Enzinger N (2018) Welding of S960MC with undermatching filler material. Weld World 62:801–809. https://doi.org/10.1007/s40194-018-0570-1
Simunek D, Leitner M, Grün F (2018) In-situ crack propagation measurement of high-strength steels including overload effects. Procedia Eng 213:335–345. https://doi.org/10.1016/j.proeng.2018.02.034
Walters CL (2014) The effect of low temperatures on the fatigue of high-strength structural grade steels. Procedia Mat Sci 3:209–214. https://doi.org/10.1016/j.mspro.2014.06.037
Moe YA, Hasib MT, Paul MJ, Amraei M, Ahola A, Kruzic J, Heidarpour A, Zhao XL (2023) Experimental study on the fatigue crack growth rates of welded ultra-high strength steel plates. Adv Struct Eng 26(12):2307–2324. https://doi.org/10.1177/13694332231180372
Scacco F, Zerbst U, Meneghetti G, Madia M (2022) Comparison between PSM and IBESS approaches for the fatigue life estimation of weldments. Weld World 66:1251–1273. https://doi.org/10.1007/s40194-022-01284-7
British Standards Institution (1991) BSI PD 6493: guidance on some methods for the derivation of acceptance levels for defect in fusion welded joints
Japan Welding Engineering Society (2011) WES 2805: method of assessment for flaws in fusion welded joints with respect to brittle fracture and fatigue crack growth
Det Norske Veritas (2014) DNVGL-RP-0005: fatigue design of offshore steel structures
British Standards Institution (2013+2015) BS 7910: guide to methods for assessing the acceptability of flaws in metallic structures
International Organization for Standardization (2012) ISO 16834: welding consumables — wire electrodes, wires, rods and deposits for gas shielded arc welding of high strength steels — classification
International Organization for Standardization (2009) ISO 4063: welding and allied processes — nomenclature of processes and reference numbers
International Organization for Standardization (2008) ISO 14175: welding consumables — gases and gas mixtures for fusion welding and allied processes
https://hks-prozesstechnik.de/en/start-2/. Accessed 30 Sept 2022
European Committee for Standardization (2001) EN 1011: welding - recommendations for welding of metallic materials - part 2: arc welding of ferritic steels
Sisodia RPS, Gáspár M (2022) An approach to assessing S960QL steel welded joints using EBW and GMAW. Metals 12(4):678. https://doi.org/10.3390/met12040678
Maurer W, Ernst W, Rauch R, Kapl S, Pohl A, Krüssel T, Vallant R, Enzinger N (2012) Electron beam welding of a TMCP steel with 700 MPa yield strength. Weld World 56:85–94. https://doi.org/10.1007/BF03321384
Kou S (2002) Welding metallurgy. John Wiley & Sons Inc
Sisodia RPS, Gáspár M (2019) Investigation of electron beam welding of AHSS by physical and numerical simulation. In: Proceedings of the XXXIII MultiScience microCAD international multidisciplinary scientific conference, 1st edn. University of Miskolc, Miskolc, pp 23–24
ASTM International (2015) ASTM E647–15e1: standard test method for measurement of fatigue crack growth rates
ASTM International (2021) ASTM E1823–21: standard terminology relating to fatigue and fracture testing
Paris P, Erdogan F (1963) A critical analysis of crack propagation laws. J Basic Eng, Trans ASME 528–534. https://doi.org/10.1115/1.3656900
Wei RP, Simmons GW (1973) Environment enhanced fatigue crack growth in high-strength steels. technical report no. 1, Office of Naval Research, Contract Nonr N00014–67-A-0370–0008, NR 036–097, Lehigh University, Bethlehem, Pennsylvania. https://apps.dtic.mil/sti/pdfs/AD0759088.pdf
Suresh S, Ritchie RO (1984) Propagation of short fatigue cracks. Int Met Rev 29(1):445–475. https://doi.org/10.1179/imtr.1984.29.1.445
Owen DB (1973) Handbook of statistical tables. Vychislitel’nyjj Centr AN SSSR, Moskva (in Russian)
Lukács J (2003) Fatigue crack propagation limit curves for different metallic and non-metallic materials. Mater Sci Forum 414–415:31–36. https://doi.org/10.4028/www.scientific.net/MSF.414-415.31
Beretta S, Bernasconi A, Carboni M (2009) Fatigue assessment of root failures in HSLA steel welded joints: a comparison among local approaches. Int J Fatigue 31(1):102–110. https://doi.org/10.1016/j.ijfatigue.2008.05.027
Ravi S, Balasubramanian V, Nemat Nasser S (2004) Effect of mis-match ratio (MMR) on fatigue crack growth behaviour of HSLA steel welds. Eng Fail Anal 11(3):413–428. https://doi.org/10.1016/j.engfailanal.2003.05.013
de Jesus AMP, Matos R, Fontoura BFC, Rebelo C, da Silva LS, Veljkovic M (2012) A comparison of the fatigue behavior between S355 and S690 steel grades. J Constr Steel Res 79:140–150. https://doi.org/10.1016/j.jcsr.2012.07.021
Ritchie RO (1979) Near-threshold fatigue-crack propagation in steels. Int Mater Rev 5–6:205–230. https://doi.org/10.1179/imtr.1979.24.1.205
Taylor D, Jianchun L (eds) (1993) Sourcebook on fatigue crack propagation: threshold and crack closure. EMAS, Warley
Farahmand B (2008) Application of virtual testing for obtaining fracture allowable of aerospace and aircraft materials. In: Sih GC (ed) Multiscale fatigue crack initiation and propagation of engineering materials: structural integrity and microstructural worthiness, solid mechanics and its applications 152, 1st edn. Springer, Dordrecht, pp 1–22
Iwatake C, Kaneko M, Matsumoto K, Fukui T, Aihara S, Kawabata T (2020) Effects of residual stress by EB welds on assessment of crack arrest temperature (CAT). Weld World 64:1161–1174. https://doi.org/10.1007/s40194-020-00905-3
Lukács J, Dobosy Á (2019) Matching effect on fatigue crack growth behaviour of high-strength steels GMA welded joints. Weld World 63:1315–1327. https://doi.org/10.1007/s40194-019-00768-3
Marines-García I, Galván-Montiel D, Bathias C (2008) Fatigue life assessment of high-strength, low-alloy steel at high frequency. Arabian J Sci Eng 33(1B):237–247
Pijpers RJM, Kolstein MH, Romeijn A, Bijlaard FSK (2007) Fatigue experiments on very high strength steel base material and transverse butt welds. Adv Steel Constr 5(1):14–32. https://doi.org/10.18057/IJASC.2009.5.1.2
Hamme U, Hauser J, Kern A, Schriever U (2000) Einsatz hochfester Baustähle im Mobilkranbau. Stahlbau 69(4):295–305. https://doi.org/10.1002/stab.200000890
Milović L, Vuherer T, Radakovic Z, Petrovski B, Janković MD, Zrilić M, Daničić D (2011) Determination of fatigue crack growth parameters in welded joint of HSLA steel. Struct Integr Life 11(3):183–187
Lukács J (2019) Fatigue crack propagation limit curves for high strength steels based on two-stage relationship. Eng Fail Anal 103:431–442. https://doi.org/10.1016/j.engfailanal.2019.05.012
Acknowledgements
The authors express their deep appreciation to Steigerwald Strahltechnik GmbH, Maisach, Germany (https://www.sst-ebeam.com/en/) for their generous cooperation in the production of the EB welded joints.
Funding
Open access funding provided by University of Miskolc. This research was supported by the European Union and the Hungarian State, co-financed by the European Structural and Investment Funds in the framework of the GINOP-2.3.4–15-2016–00004 project, aimed to promote the cooperation between the higher education and the industry.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sisodia, R.P.S., Gáspár, M. & Lukács, J. Comparison of fatigue crack growth design curves on GMAW and EBW joints of high strength steels. Weld World (2024). https://doi.org/10.1007/s40194-024-01787-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01787-5