
Abstract
The softening effect, which occurs as an undesirable consequence of microstructural changes in the heat-affected zone as a result of the welding process, is an inherent aspect of welding high-strength low-alloyed steels. One of the recommended ways to minimize these changes is the application of laser beam welding as a lower heat input technology. Hence, this work compares and investigates the effects of laser beam welding on the weld joint properties of S690QL, S960QL, S1100QL, S700MC, S960MC, and S1100MC steels. This research operates on the assumption that the mechanical properties of the zones surrounding the soft zone—base metal and weld metal—affect the mechanical properties of weld joints as well. The work shows that the total value of yield strength, tensile strength, and elongation of welded joints increases when the value of the strength of the weld metal and the soft zone increases and when the width of the soft zone narrows, and vice versa. Furthermore, the study demonstrates that the amount of C, Cr, Mn, Mo, Cu, and Ni in steel as well as the thermal cycle is directly associated to strength in these zones. The findings indicate that although the welded joints’ yield strength and tensile strength values remained over 96% of the base metal’s value, in certain cases the elongation values decreased to a mere 21% of the base metal’s value.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Every year, there is an increasing demand for high-strength steels, which are used in the manufacturing process of welded constructions in cars, trucks, cranes, bridges, mining machinery, and other welded constructions [1, 2]. The effort to reduce the weight of these constructions is driven by the desire to lower the carbon footprint generated by these mechanisms during their lifetime. Among the steels employed for this purpose are the high-strength low-alloy (HSLA) structural steels S690QL, S960QL, S1100QL, S700MC, S960MC, and S1100MC, which are used in the previously mentioned sectors owing to their high strength and ductility. HSLA steels typically have a lower carbon content (0.05 to 0.25%) compared to mild or low-carbon steels. Therefore, HSLA steels are often considered better for welding than mild steels, due to its resistance to hydrogen-induced cracking (HIC). However, practical experience makes it evident that the requirement of verified weldability needs to be reconsidered for thin material thicknesses (t ≤ 3 mm) [3]. The reason is unsatisfactory heat transfer in thin materials, which results in the heat-affected zone’s (HAZ) microstructural changes (softening effect) being enforced. As an example, S960MC steel’s thin sheets welded using the gas metal arc welding (GMAW) method fail to achieve the minimum requirements for yield strength (YS) and ultimate tensile strength (UTS), whereas thicker sheets (t > 3 mm) fulfill the requirements despite requiring a higher heat input [3,4,5,6,7,8]. The EN ISO 15614–11 standard defines these requirements; it specifies that a minimum YS and UTS must be at least the minimum value of YS/UTS of BM specified in the product standard (EN ISO 10149–2, EN ISO 10025–6) or by the manufacturer (for steels with YS above 960 MPa). Therefore, for welding thin HSLA steel sheets, a laser beam welding (LBW) is suggested. Several studies have stated that the application of LBW is appropriate for quenched and tempered steels (Q&T) [9,10,11,12] and for steels that have undergone thermomechanical controlled processing (TMCP) [13,14,15,16,17].
Minimizing the heat input makes it possible to significantly reduce the zone affected by irreversible microstructure changes in the HAZ, and at the same time, it also affects the mechanical properties of the HAZ. One of the approaches to explain the irreversible microstructural changes in the HAZ responsible for the formation of the soft zone (SZ) can be through the theory of polycrystalline strengthening [18] expressed in Eq. (1):
where σ0 is the internal lattice stress, σs is the solid solution strengthening, σp is the precipitation strengthening, σd is the dislocation strengthening, and σg is the grain boundary strengthening.
According to the polycrystalline strengthening theory, considering the HAZ as a single entity is not possible owing to various microstructural changes. When it comes to HSLA steels, the majority of the changes occurred during welding are accompanied by a decrease in the effect of strengthening mechanisms; thus, it reduces the material’s yield strength in the HAZ (softening effect). In the zones exposed to temperatures exceeding Ac3 (the temperature at which the ferrite is fully transformed into austenite), recrystallization occurs and so the subsequent change in the size of the prior austenitic grain (PAG). In the HAZ, they are coarse grain heat-affected zone (CGHAZ) and fine grain heat-affected zone (FGHAZ). The change in the PAG size can be determined by Eq. (2):
where D (mm) is the mean grain diameter, D0 (mm) is the initial grain diameter, t (s) is the soaking time at a given temperature, K (mm2·s−1) is the proportional constant depending on the temperature T (K) and the activation energy Q (kJ·mol−1) required for grain growth, and m expresses grain growth coefficient dependent on temperature, chemical composition, processing conditions, and impurities in alloy [19]. As the grain size increases in the CGHAZ, the strengthening effect of the σg decreases, resulting in a decrease in the YS within the range defined by the Hall–Petch relation Eq. (3) [20]. The opposite phenomenon occurs when the grain is refined (may occur in the FGHAZ).
where ky (MPa·mm1/2) is a coefficient expressing the effect of grain size on the increase in YS and dα (mm) is the average ferritic grain size. The coefficient ky has a different value for each material, which can differ significantly and is therefore determined experimentally for each material. In subzones where recrystallization does not occur, the increase/decrease in σg is not observed.
A substantial proportion of the overall YS of HSLA steels is dislocation strengthening [21, 22]. The dislocation strengthening component is expressed in Eq. (4):
where α is a constant depending on the crystal structure (0.5 for the ferritic lattice), G is the shear modulus (8 × 104 MPa for Fe), b is the Burgers vector (0.25 nm), and ρd (m−2) is the dislocation density. According to Eq. (4), the dislocation density is the only factor influencing any change in dislocation strengthening in HSLA steels. In the welding process, when steel is heated to elevated temperatures, dislocations have more thermal energy and can move more freely. At these higher temperatures, a process called “recovery” occurs in which the dislocations rearrange to form lower energy configurations. This process can lead to a decrease in dislocation density. This phenomenon can be observed in sub-critical heat-affected zone (SCHAZ). Reduction in dislocation density may not occur in weld joints welded under rapid cooling conditions (e.g., LBW) as the material becomes hardened and dislocations increase again. Such a phenomenon can be observed in the weld metal (WM), CGHAZ, FGHAZ, and partially in the inter-critical heat-affected zone (ICHAZ). The ICHAZ is specific, as the original martensitic microstructure is partially dissolved into ferrite and carbides. Such a transformation can be accompanied by both a decrease in the ρd (ferritic transformation) and an increase in the ρd (martensitic transformation).
The YS of HSLA steels is also significantly influenced by precipitation strengthening. By suppressing dislocation motion with incoherent and non-deformable precipitates (Orowan bypassing), precipitation strengthening σp improves the overall YS [22]. This relationship can be mathematically described by the Ashby-Orowan model (5):
where f (%) is the volume fraction of precipitates in the matrix and d (nm) is the average size of the precipitates. Due to precipitate coarsening at high temperatures, the strengthening effect in the HAZ might decrease. The HAZ decreases most significantly in the areas that are exposed to the highest temperatures (CGHAZ, FGHAZ). As previously stated, in ICHAZ, carbides may form during the decay of the initial martensitic structure. However, due to their size, such carbides do not contribute to the increase in strength, and therefore, their formation cannot be considered desirable.
The knowledge provided above makes it evident that the base metal’s (BM) mechanical properties and delivery state affect the ratio of each strengthening mechanism. As a result, the material’s reaction to the temperature cycle and the subsequent changes in the HAZ will differ. It may be assumed that fusion-welded HSLA steel joints will eventually undergo changes that cause the HAZ to soften. The resulting SZ can significantly negatively affect the mechanical properties of weld joints. Above all, it is a decrease in the YS, UTS, and elongation (A).
However, the theory implies that the existence of SZ does not necessarily reduce the mechanical properties. For instance, Maurer et al. [23], Amraei et al. [24], Rodrigues et al. [25], or de Meester [26] reported that with a sufficiently narrow SZ, YS and UTS is at least at the level of BM. In the literature, the term soft zone is often used, but information about its determination is largely absent. Thus, the requirement to understand the SZ’s width (wsz) forms the cornerstone for the application of theoretical findings. A possible approach for determining the wsz is based on the line hardness measurements that were published by Mičian et al. [3] or Frátrik et al. [14]. In the instance, a section of the material that is softer than 90% of the BM’s hardness is thought to be the SZ.
When compared to arc welding technologies, the HAZ of laser-welded joints have different properties because of their higher heating and cooling rates and lower heat input. While a higher heating rate increases Ac1 (the lowest temperature at which austenite can form on heating at a specified heating rate) and Ac3 temperature values, decreasing the width of the CGHAZ, FGHAZ, and ICHAZ subzones [27, 28], a higher cooling rate promotes the martensitic transformation. The lower heat input has also a partial effect on the microstructure in the SCHAZ, which, due to the narrowed temperature fields and lower soaking times, is less tempered because of the welding process [29]. Such an increase in the values of Ac1 and Ac3 is desirable, as it leads to a narrowing of the SZ. In all subzones, an increase in the cooling rate associated with LBW is advantageous because it prevents the decrease in dislocation density or, in certain circumstances, increases it.
It is also important to consider the possibility of very high cooling rate in the case of LBW, which would lead to brittle decay structures. Such microstructure may significantly raise a given steel’s susceptibility to the HIC [30, 31].
Apart from the wsz, the overall mechanical properties of weld joints are also influenced by the ratio between the UTS of the HAZ (\({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)) and BM (\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\)) and between the UTS of the WM (\({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)) and BM (\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\)). For example, Mochizuki et al. [32] claim that the strength of the welded joint increases with an increase in the ratio of \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) and \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\). According to Mochizuki et al. [32], Maurer et al. [23], or Amraei et al. [33], an increase in these ratios results in an increase in the overall YS and UTS of the weld joint. It can be difficult to determine the \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\) value at that point. One of the ways to express the \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\) is by physical simulation. For example, Mičian et al. [34] determined the YS and UTS of the individual HAZ subzones of S960MC steel. It was found that the UTS in the ICHAZ reaches only 75% of the S960MC BM’s value. Such a determination, although it is considered very accurate, may not fully reflect the actual processes in the HAZ of weld joints. Therefore, a determination of the \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\) can be obtained on the basis of hardness. For example, Pavlina et al. [35] applied such a calculation for YS (Eq. (6)) and UTS (Eq. (7)):
where YS and UTS have units of (MPa) and Hv (kgf·mm−2) is Vickers hardness.
The same method as for the HAZ can also be applied to the WM. Apart from the temperature cycle, the primary factor affecting the \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\) is the chemical composition of the filler metal (FM) or BM, respectively. The fact that the FM or BM contains an increased amount of elements that contribute to hardenability (Mn, Cr, Mo, and Ni) in this instance is advantageous for the strength increase. In general, the carbon equivalent (CET) value of BM may be applied to indicate the hardenability of WM of weld joints that are welded without filler metal, such as LBW. It is anticipated that the \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\) will increase as the CET value increases (under comparable conditions and temperature cycles).
In most HSLA steels, a significant softening effect also occurs in the CGHAZ [19, 32]. The reason is an increase in the PAG size. As mentioned, the decrease in YS in the CGHAZ is caused by the decrease in the strengthening mechanisms σg, σd, and σp. As it was already demonstrated, the absolute PAG size causing a large decrease in σg is dependent on the maximum temperature reached and soaking time [19]. However, the welding technology can greatly affect the width of the CGHAZ through the shape of the temperature field. Therefore, to narrow the CGHAZ, it is recommended to apply LBW technology prior to GMAW technology. One of the factors that, in addition to temperature, may contribute to the overall increase in the PAG size is the chemical composition of the BM. In this case, precipitates (carbides, nitrides, carbonitrides) contribute to the suppression of PAG growth.
In particular, the precipitates of Nb, V, and Ti are significant for the properties of the CGHAZ and FGHAZ because they remain stable even at high temperatures, contributing to the so-called Zener pinning, which controls grain growth in the CGHAZ and FGHAZ [36, 37]. It can be stated that the presence of dispersed particles (carbides, nitrides, carbonitrides), which contribute to Zener pinning, can indirectly affect grain growth by influencing the grain boundary mobility. The interaction between the dispersed particles and the grain boundaries can result in a reduced mobility of the boundaries, hindering their migration and impeding grain growth. When particles are present at the grain boundaries, they can act as barriers or obstacles, restricting the movement of the grain boundaries. The particles pin the grain boundaries and prevent their migration, which limits the grain growth process.
The SCHAZ is the farthest-off subzone of the HAZ, whose mechanical properties are affected by the temperature cycle. No phase transformations or changes in the PAG’s size take place in the given zone because the temperature Ac1 is not exceeded. However, BM’s tempering occurs in the case of HSLA steels, which are composed of non-equilibrium structural components. In the context of strengthening mechanisms, it is possible to look at the BM’s softening as a process that decreases the dislocation density and, therefore, as a decrease in the YS due to a decrease in σd. The tempering process in steel is influenced by several key factors that affect its final properties, including hardness, toughness, and strength.
Despite the fact that there has been numerous research on the weldability of HSLA steels by LBW, this work provides a distinctive overview based on a comparison of the characteristics of the weld joints of different steels. The characteristics of the soft zone and how they affect the overall mechanical properties of the welded joints are also the primary objective of the investigation of the welded joints.
2 Materials and methods
2.1 Materials
Experimental materials utilized for this study are quenched and tempered (Q&T) structural steels S690QL, S960QL, and S1100QL and thermo-mechanically controlled processed (TMCP) structural steels S700MC, S960MC, and S1100MC. Microstructure of Q&T steels as well as S960MC and S1100MC is composed by the mixture of martensite, tempered martensite, bainite, and residual austenite. The amount of individual compounds and its ratio differs based on individual materials. Steel S700MC is composed by the mixture of fine-grained bainite and acicular ferrite. All materials were delivered in the form of rolled sheets with a thickness of 5 mm (S690QL, S960QL, S1100QL, S700MC) and 6 mm (S960MC, S1100MC), respectively. The chemical composition of the assessed steels obtained by own spectral analysis using Q2 ION device is shown in Table 1. Mechanical properties of assessed steels obtained by own measurements are listed in Table 2. The values of YS, UTS, and A50 were determined by static tensile test as average values from three independent measurements. The value of HV0.1 was determined as average value of ten independent measurements (Vickers hardness test). CET (wt.%) expresses the carbon equivalent as defined by EN ISO 1011–2. The calculation was carried out according to Eq. (8).
2.2 Experimental welds
All welded joints were made as butt-welded I-shaped joints without filler metal with zero root gap on the TRUMPF TruDisk 5001 device. Welding edges were aligned by milling and cleaned and degreased before welding. The sheets were clamped in the jig to prevent deformations during welding. The dimensions of the welded sheets were 150 mm × 150 mm × 5 mm and 150 mm × 150 mm × 6 mm, respectively. Welded joints were welded in two variants for each material. One variant was welded with lower heat input (without designation), while the second variant was welded with higher heat input designated with additional letter “H.” The welding parameters are listed in Table 3. All joints were shielded by Ar 4.6 shielding gas. The welding setup is shown in Fig. 1.

Welding setup for all experimental welded joints
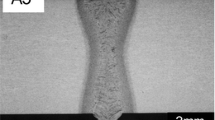
During welding, thermal cycles were measured from the root side. Thermal cycles were measured with K-type NiCr-NiAl thermocouples (TC), which were placed on the surface of the welded sheet (from the root side). The exact values of the TC distance from the weld edge are given in Table 3. The aim of the measurement was to determine the heating rate, cooling rate, and time t8/5 (cooling time from 800 to 500 °C) in the HAZ of the welded joints. The temperature was recorded at a frequency of 80 Hz. For all temperature cycles, a 1st derivative was constructed to evaluate the maximal heating rate and the maximal cooling rate. Figure 2 shows cross-sections of experimental welded joints.

Cross-sections of experimental welded joints: a S690QL, b S690QL-H, c S960QL, d S960QL-H, e S1100QL, f S1100QL-H, g S700MC, h S700MC-H, i S960MC, j S960MC-H, k S1100MC, l S1100MC-H
2.3 Experimental methods
Two samples were taken from each welded joint for the purpose of a static tensile test. The preparation, shape, dimensions of the samples, and the test conditions corresponded to the requirements of the EN ISO 4136 standard. The test was performed on the INSTRON 5985 device.
All considered weld joints were subjected to a microhardness test. Microhardness was measured by the Vickers method (HV0.1) in the form of line measurements. The line was guided in cross-section through the weld joint in the middle of the material thickness and covered the entire HAZ, WM, and part of the BM. The line consisted of 121 measurements with a mutual distance of 0.1 mm between indentations. The purpose of the test was to measure the hardness changes and the width of the SZ (wsz) in all of the weld joints. The SZ for every weld joint was defined as the zone with a decrease in hardness below 90% of the hardness value of the BM. The width of this zone was determined from the X-axis of the graphical plot. Hardness of the BM was taken from Table 2. An example can be seen in Fig. 3.

Example of determining the width of the soft zone
For the purposes of mutual comparison, it will be necessary to consider the thickness of the BM in addition to the wsz. The parameter considering the thickness of the BM is called the relative thickness of the soft zone (XSZ). The determination of the XSZ was done according to Eq. 9.
where XSZ (-) is relative thickness of the soft zone, wsz (mm) is the width of the SZ, and t (mm) is the thickness of the BM.
A bend test was performed to obtain an overview of the ductility and deformability of the weld joints. The dimensions, preparation of the samples, and the test procedure were made according to the EN ISO 5173. Four samples (2 × TRBB, transverse root bend test specimen for a butt weld; 2 × TFBB, transverse face bend test specimen for a butt weld) were tested on each weld joint, while the diameter of the load indenter and the distance of the supports were calculated separately for each material according to the minimum elongation given by the product standard (Eq. 10):
where di (mm) is the diameter of the test indenter, ts (mm) is the thickness of the test sample, and A (%) is the minimum ductility based on the product standard, or material data sheet from the manufacturer.
Microstructural analysis was performed by light optical microscopy (LOM) on the Leica DMi8 device. Samples were etched with 3% Nital. The objective of the analysis was to determine the mean PAG size in the CGHAZ and the width of the CGHAZ. The CGHAZ was considered to be the part of the HAZ with a coarsened grain from the fusion line to the zone with a grain size equal to the original grain of the BM (Fig. 4). Mean PAG size was determined by a linear intercept method. Both the CGHAZ width and the mean PAG size were evaluated at the center of the material thickness. To provide additional support for the measurements, images of the CGHAZ were obtained by scanning electron microscope (SEM) using the Phenom XL device.

Example of determining the width of the CGHAZ
3 Results and discussion
Figure 5 shows the temperature cycles for the S1100QL, S700MC-H, S960MC, and S960MC-H weld joints so that all thickness variations and all heat input variations are covered.

Thermal cycles of the selected welded joints: a S1100QL, b S700MC-H, c S960MC, d S960MC-H
Table 4 shows selected parameters of the weld joints thermal cycles. From the measured results, it is possible to observe the effect of increasing heat input on the decreasing cooling rate. However, with respect to the measured values of the cooling rate and the characteristics of the continuous cooling transformation (CCT) diagrams of the assessed materials, the observed differences can be considered irrelevant for the resulting decay structures. According to the published CCT diagrams [38,39,40], the cooling rate for all materials leads to the formation of martensite in the HAZ. Figure 6 shows a CCT diagram for S960MC steel, where it can be observed that cooling rates exceeding 50 °C·s−1 (typical for LBW) lead to martensitic transformation.

CCT diagram of S960MC steel [39]
By the static tensile test, the YS, UTS, and A50 were evaluated. The results of the test are shown in Table 5.
From the given values, it can be observed that the amount of heat input does not directly affect the resulting values of the YS, UTS, and A50. For steels S690QL, S960QL, and S960MC, this fact is confirmed by the location of the fracture during the static tensile test in the BM. In the case of welded joints of S700MC, S1100QL, and S1100MC, fracture initiation is localized to the SCHAZ. Furthermore, every welded joint fulfilled the standard requirements for the minimum YS and UTS.
Based on the tests performed, it can be concluded that all welded joints of steels S690QL, S960QL, S700MC, and S960MC met the requirements for the bend test. In the case of steels S1100QL and S1100MC, the test specimens did not meet the requirements specified in the standard. According to EN ISO 5173, the test is considered satisfactory if the sample is bent to an angle of 180° without the appearance of cracks larger than 3 mm. If cracks with a length of more than 3 mm appear during the test, the test is considered unsatisfactory.
The line microhardness measurements showed differences in the individual subzones of the welded joints. From the graphical plots (Fig. 7), a significant increase in hardness compared to the BM can be observed in the WM, CGHAZ, and FGHAZ for the welded joints of S690QL, S960QL, and S960MC steels. Similar hardening of the microstructure also occurred in the weld joints of S1100QL and S1100MC steels; however, due to the high hardness of the BM, there was observed no increase in hardness compared to the BM.

Microhardness distribution across the welded joints: a S690QL, b S960QL, c S1100QL, d S700MC, e S960MC, f S1100MC
The wsz was measured using Fig. 7. The measured values of the wsz and the decrease in hardness are shown in Table 6.
Based on Fig. 2, it is possible to observe how an increase in the heat input leads to an increase in the width of the HAZ. With greater heat input, the fusion zone’s characteristic shape does not alter appreciably. The measured values of the visible HAZ and WM widths are shown in Table 7. With the given values, it must be considered the fact that the SCHAZ is not visible through LOM, although in many welded joints, the SCHAZ is the area with the greatest decrease in hardness. In Fig. 8, it is possible to observe the microstructure of the zones with the greatest hardness drop. For all weld joints, this is the zone between the ICHAZ and SCHAZ.

Microstructure of the ICHAZ: a S690QL, b S960QL, c S1100QL, d S700MC, e S960MC, f S1100MC
Figure 9 shows the microstructure of the CGHAZ by LOM (left) and SEM (right). The values of the mean PAG size and the width of the CGHAZ are given in Table 8.


Microstructure of the CGHAZ: a S690QL, b S960QL, c S1100QL, d S700MC, e S960MC, f S1100MC
3.1 Effect of the chemical composition on the properties of WM and CGHAZ
In the laser welding process, conditions of an increased cooling rate (above 120 °C·s−1) occur in all welded joints. At such cooling rates, the formation of martensite is assumed, the properties of which, in addition to the cooling rate, depend on the chemical composition of the steel. The fraction of elements that enhance hardenability (C, Mn, Mo, Cr, etc.) primarily determines the volume fraction of martensite and its overall hardness. If simplified, the influence of these elements on hardenability can be described by the CET parameter. In Fig. 10, the effect of CET on the WM hardness is shown. For this purpose, the WM hardness was determined as the average of 10 WM hardness values closest to the weld axis (1-mm section of the WM).

Effect of CET on the WM hardness
Furthermore, it is possible to observe a comparable, if not identical, impact of the chemical composition on the hardness in the CGHAZ and ICHAZ. However, this phenomenon occurs only under conditions of a rapid cooling rate (comparable to laser welding). The chemical composition also affects the size of the PAG in the CGHAZ. According to this theory, the precipitates of Nb, V, and Ti create an obstacle to PAG growth that develops during heating. As a result, their higher content can inhibit considerable PAG growth and narrow the CGHAZ. The mean PAG size and CGHAZ width measurements verified these hypotheses satisfactorily. In Fig. 11, the effect of Nb, V, and Ti content on the increase in the width of the CGHAZ and the mean PAG size in this zone can be observed.

Effect of Nb and Ti content on the PAG size and width of the CGHAZ
3.2 Effect of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\) and \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\) on the mechanical properties of welded joints
The level of contribution of the chemical composition can be demonstrated by the influence of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\) on the overall mechanical properties of the welded joints. There was a correlation established between the relative UTS of the welded joint and the \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) and \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) (Figs. 12 and 13). Research by Mochizuki et al. [32] and Maurer et al. [23], for instance, confirmed this correlation. Mochizuki et al. [32] verified that the overall strength of the welded joint increases in proportion to the value of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\). In this case, the overall strength is expressed through the value of the relative strength of the weld joint, and thus through the ratio between the UTS of weld joint (see Table 5) and UTS of BM (see Table 2). To determine the value of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\), \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\), and \({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\), Eq. 8 was used. \({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) was calculated using hardness value of the BM (see Table 2).

Effect of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) on the relative UTS of weld joints

Effect of \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) on the relative UTS of weld joints
It can be observed that as \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\) increases, correspondingly, the relative UTS of welded joints increases. The welded joints of S1100QL, S1100MC, and S700MC show the lowest relative UTS values, reflected by the smallest value of the \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\).
According to Fig. 13, it is possible to observe the dependence between the relative UTS and \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) values. The decrease of the relative UTS was most noticeable for S1100MC and S1100QL steels (welded joints with highest \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\) decrease).
The results of the static tensile tests on the welded joints (Table 5) also showed a significant decrease in the elongation of the welded joints. The decrease in elongation compared with the original BM values ranged from 29 to 62%. The most common reason for the decrease in elongation is often associated with microstructural changes that promote brittleness, which are accompanied by the formation of phases that reduce the ductility of the material (e.g., martensite and M-A compound). However, as in the case of the overall YS and UTS, the issue of reduced elongation is more complex, and thus, the overall value A50 of the welded joint is also influenced by other factors. According to Figs. 14 and 15, it is possible to observe the influence of ratios \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) and \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\), respectively on the overall elongation of welded joints. Provided values demonstrate that as the soft zone’s strength decreases, the elongation reduces as well.

Effect of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) on the relative A50 of welded joints

Effect of \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) on the relative A50 of welded joints
3.3 Effect of the XSZ on the mechanical properties of welded joints
One of the most crucial assessed parameters for the HAZ of HSLA steels that are susceptible to softening is the relative thickness of the soft zone (XSZ). The given parameter also influences the welded joint’s overall behavior of deformations during loading, which has an impact on the YS, UTS, and A50 values [24]. Theoretical knowledge makes it obvious that as the XSZ decreases, the YS and UTS values increases. Moreover, in circumstances where the value of XSZ is small enough, there is no observed decrease in the YS and UTS [25, 26]. These conclusions were also experimentally confirmed based on the given results (Fig. 16).

Effect of the relative thickness of the soft zone (XSZ) on the relative YS/UTS
It was recently confirmed that when there is not any (or negligible) wsz, there is no decrease in the relative YS and UTS of the weld joints. The only cases where there was a noticeable decrease in the relative YS and UTS were in the welded joints made of S1100QL and S1100MC steels, where the relative YS and UTS, respectively, dropped to values between 0.90 and 0.96. It is obvious that the XSZ also has a significant effect on the decrease in elongation. It is possible to observe how the value of A50 decreases as the XSZ increases from the provided graph (Fig. 17).

Effect of the relative thickness of the soft zone (XSZ) on relative elongation A50
It is evident from Fig. 17 that the decrease in A50 occurred even in cases when the soft zone’s width was negligible (wsz ≈ 0 mm).
4 Summary
This investigation demonstrated several specifics corresponding to the welding of HSLA steels by LBW technology. From a metallurgical perspective, the most notable changes are caused by the high cooling rate, which effects all HAZ subzones and the WM’s overall properties. This was apparent in the weld joints of S960MC, S960QL, and S690QL steels, where the higher cooling rate was demonstrated in the WM, CGHAZ, and FGHAZ increase in hardness. For these steels, the hardness increased from 19 to 45% compared to the BM. Such an increase in hardness can be considered a desirable phenomenon if the weld joint is subjected to static loading.
Examining the effect of the chemical composition, it was determined that the elements of C, Mn, Mo, Cr, Cu, and Ni, whose impact on hardenability in this study was expressed by the CET parameter, are responsible for an increase in hardness/strength in the WM, CGHAZ, and FGHAZ. The influence of the chemical composition was also demonstrated on the size of the PAG and on the width of the CGHAZ. The elements Nb, V, and Ti play an important role in this instance because they prevent PAG growth, which also reduces the width of the CGHAZ. Suppression of such PAG growth may be desirable in the case of weld joints welded with lower cooling rates (e.g., MAG welding), as by preventing the PAG growth, the decrease of YS due to decrease in σg can be reduced.
The primary indicator of the softening effect—a decrease in hardness—was most visible to steels S1100QL, S1100MC, S700MC, and partially S960MC. The strength ratio \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\) in the provided work was used to express the influence of this decrease on the overall mechanical properties of the weld joints. From the review of the literature, it is also evident that as the XSZ increases, there will likely be a significant decrease in the YS, UTS, and A50. These statements were completely verified in the case of experimental welded joints, where the influence of XSZ on the value of relative YS, UTS, and A50 was confirmed.
Based on the findings obtained and their analysis, it can be stated that the values of strength and elongation of welded joints can be influenced by the obtained value of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\), \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\), and XSZ. The results showed that the increase in \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\) is significantly influenced by the CET parameter, the cooling rate, and the initial hardness of the BM. Therefore, the highest possible cooling rate should be utilized while welding HSLA steels. However, in this particular instance, it is also necessary to consider the manufacturer’s recommendations in order to prevent hydrogen-induced cracking.
It needs to be stated that one of the technologies that can produce welded joints with the highest possible YS, UTS, and A50 is a LBW method. However, a paradox occurs in the case of S1100MC welded joints: experimental laser-welded joints indicate considerable softening, while in the study of GMAW welds published by Amraei et al. [33, 41], the HAZ exhibits hardening rather than softening. Further research is therefore needed to determine the causes of this phenomenon.
5 Conclusions
Based on the knowledge discussed in the introduction and the experiments carried out, several findings were made with respect to the weldability of HSLA steels with a LBW. Knowledge regarding the influence of chemical composition on the selected properties of welded joints can be summarized as follows:
-
With increasing value of the CET parameter, the WM’s hardness increases;
-
With increasing content of Nb, V, and Ti, the PAG size in the CGHAZ decreases;
-
With increasing content of Nb, V, and Ti, the CGHAZ width decreases.
Several findings were also made concerning the influence of the mechanical properties of weld joint individual zones on the overall mechanical properties of the welded joint. These can be summarized as follows:
-
The relative UTS of welded joints increases with the increasing ratio of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\);
-
The relative UTS of welded joints increases with the increasing ratio of \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\);
-
The relative A50 of welded joints increases with the increasing ratio of \({\upsigma }_{\mathrm{WM}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\);
-
The relative A50 of welded joints increases with the increasing ratio of \({\upsigma }_{\mathrm{HAZ}}^{\mathrm{T}}\)/\({\upsigma }_{\mathrm{BM}}^{\mathrm{T}}\);
-
The relative YS and UTS, respectively, of welded joints increases with the decreasing value of XSZ;
-
The relative A50 of welded joints increases with the decreasing value of XSZ.
According to mechanical tests performed and evaluated according to valid standards, it is possible to draw following conclusions:
-
The YS and UTS values of the welded joints reached the minimum values required by standards for all welded joints;
-
The results of the bend test were in accordance with the requirements for all welded joints, except for the welded joints of S1100QL and S1100MC steels, for which the test results were not satisfactory;
-
For all welded joints, the values of YS and UTS decreased to the level of 90–96% compared to the BM;
-
For all welded joints, the values of A50 decreased to the level of 23–79% compared to the BM.
References
Jindal S, Chhibber R, Mehta NP (2012) Issues in welding of HSLA steels. Adv Mat Res 365:44–49. https://doi.org/10.4028/www.scientific.net/AMR.365.44
Górka J (2016) Properties of thermo-mechanically treated welds of high yield-point steel. Weld Int 30(3):196–201. https://doi.org/10.1080/09507116.2014.937624
Mičian M, Frátrik M, Kajánek D (2021) Influence of welding parameters and filler material on the mechanical properties of HSLA steel S960MC welded joints. Metals 11:305. https://doi.org/10.3390/met11020305
Jambor M, Nový F, Mičian M, Trško L, Bokůvka O, Pastorek F, Harmaniak D (2018) Gas metal arc welding of thermo-mechanically controlled processed S960MC steel thin sheets with different welding parameters. Communications 20:29–35. https://doi.org/10.26552/com.C.2018.4.29-35
Schneider C, Ernst W, Schnitzer R, Staufer H, Vallant R, Enzinger N (2018) Welding of S960MC with undermatching filler material. Weld World 62:801–809. https://doi.org/10.1007/s40194-018-0570-1
Hochhauser F, Ernst W, Rauch R, Vallant R, Enzinger N (2012) Influence of the soft zone on the strength of welded modern HSLA steels. Weld World 56:77–85. https://doi.org/10.1007/BF03321352
Siltanen J, Tihinen S, Kömi J (2015) Laser and laser gas-metal-arc hybrid welding of 960MPa direct-quenched structural steel in a butt joint configuration. J Laser Appl 27:2. https://doi.org/10.2351/1.4906386
Szymczak T, Szczucka-Lasota B, Węgrzyn T, Łazarz B, Jurek A (2021) Behavior of weld to S960MC high strength steel from joining process at micro-jet cooling with critical parameters under static and fatigue loading. Materials 14:2707. https://doi.org/10.3390/ma14112707
Tuz L (2018) Evaluation of microstructure and selected mechanical properties of laser beam welded S690QL high-strength steel. Adv Mater Sci 18(3):34–42. https://doi.org/10.1515/adms-2017-0039
Nasiłowska B, Ślęzak T, Sniezek L, Torzewski J (2013) Mechanical properties of laser-welded joints in the difficult-to-weld steels. In: Bazaras Z, Kleida V (eds) Proceedings of 8th International Conference ITELMS 2013. Kaunas University of Technology, Kaunas, pp 173–178
Ślęzak T, Sniezek L (2017) Properties of welded joints made in high strength steel using laser technology. Bull Mil Univ Technol 66(1):55–66. https://doi.org/10.5604/01.3001.0009.9484
Gerhards B, Reisgen U, Olschok S (2016) Laser welding of ultrahigh strength steels at subzero temperatures. Physics Procedia, 9th International Conference on Photonic Technologies - LANE 2016, 83, 352–361. https://doi.org/10.1016/j.phpro.2016.08.037
Górka J, Stano S (2016) The structure and properties of filler metal-free laser beam welded joints in steel S700MC subjected to TMCP. Proc of SPIE 2016:10159
Frátrik M, Mičian M, Brůna M (2023) Welding of thin sheets of S960MC steel by laser beam welding. In: Wei Z, Pang J (eds) Proc. of the 76th IIW Annual Assembly and Intl. Conf. on Welding and Joining (IIW 2023). Research Publishing, Singapore, pp 428–435
Khanigi AF, Farnia A, Ardestani M, Torkamany MJ (2020) Microstructure and mechanical properties of low power pulsed Nd:YAG laser welded S700MC steel. Sadhana 45:1. https://doi.org/10.1007/s12046-020-1279-6
Guo W, Crowther D, Francis JA, Thompson A, Liu Z, Li L (2015) Microstructure and mechanical properties of laser welded S960 high strength steel. Mater Des 85:534–548. https://doi.org/10.1016/j.matdes.2015.07.037
Kurc-Lisiecka A, Piwnik J, Lisiecki A (2017) Laser welding of new grade of advanced high strength steel STRENX 1100 MC. Arch Metall Mater 62(3):1651–1657. https://doi.org/10.1515/amm-2017-0253
Ren J, Liu Z (2019) Mechanical properties and strength prediction of Ti microalloyed low carbon steel with different Ti content. IOP Conf Ser: Mater Sci Eng 611:012010. https://doi.org/10.1088/1757-899X/611/1/012010
Moravec J, Nováková I, Sobotka J, Neuman H (2019) Determination of grain growth kinetics and assessment of welding effect on properties of S700 MC steel in the HAZ of welded joints. Metals 9:707. https://doi.org/10.3390/met9060707
Abbaschian R, Abbaschian L, Reed-Hill RE (2009) Physical metallurgy principles, 4th ed.; Cengage Learning: Stamford, CT, USA, 311 244–249. ISBN 9780495438519
Taylor GI (1934) The mechanism of plastic deformation of crystals. Part I. – Theoretical. Proceedings of the Royal Society of London. Series A, Containing Papers of a Mathematical and Physical Character. Royal Society. 145, 855, pp.362–387
Zhang K, Li Z, Han X, Sun X, Yong Q (2016) Strengthening mechanisms of V-Ti-Mo microalloyed 900 MPa hot-rolled ferritic steel. HSLA Steels 2015, Microalloying 2015 & Offshore Engineering Steels 2015: Conference Proceedings ISBN 978–1–119–22339–9. https://doi.org/10.1002/9781119223399.ch43
Maurer W, Ernst W, Rauch R, Vallant R, Enzinger N (2015) Evaluation of the factors influencing the strength of HSLA steel weld joint with softened HAZ. Weld World 59(6):809–822. https://doi.org/10.1007/s40194-015-0262-z
Amraei M, Skriko T, Björk T, Zhao X-L (2016) Plastic strain characteristics of butt-welded ultra-high strength steel (UHSS). Thin-Walled Struct 109:227–241. https://doi.org/10.1016/j.tws.2016.09.024
Rodrigues DM, Menezes LF, Loureiro A, Fernandes JV (2004) Numerical study of the plastic behavior in tension of welds in high strength steels. Int J Plast 20:1–18. https://doi.org/10.1016/S0749-6419(02)00112-2
De Meester B (1997) The weldability of modern structural TMCP steels. ISIJ Int 37:537–551. https://doi.org/10.2355/isijinternational.37.537
Celin R, Kafexhiu F, Klančnik G, Burja J (2021) Properties of the simulated coarse-grained microstructure of quenched and tempered high-strength steel. Mater Technol 55(1):115–120. https://doi.org/10.17222/mit.2020.144
Moravec J, Nováková I, Vondráček J (2020) Influence of heating rate on the transformation temperature change in selected steel types. Manuf Technol 20(2):217–222. https://doi.org/10.21062/mft.2020.024
Saha DC, Biro E, Gerlich AP, Zhou Y (2020) Martensite tempering kinetics: effects of dislocation density and heating rates. Mater Charact 168:110564. https://doi.org/10.1016/j.matchar.2020.110564
Winarto W, Anis M, Taufiqullah T (2011) Cooling rate control on cold cracking in welded thick HSLA steel plate. Mater Sci Forum 689:269–275. https://doi.org/10.4028/www.scientific.net/MSF.689.269
Tomków J, Fydrych D, Rogalski G (2020) Dissimilar underwater wet welding of HSLA steels. Int J Adv Manuf Technol 109:717–725. https://doi.org/10.1007/s00170-020-05617-y
Mochizuki M, Shintomi T, Hashimoto Y, Toyoda M (2004) Analytical study on deformation and strength in HAZ-softened welded joints of fine-grained steels. Weld World 48(9/10):2–12. https://doi.org/10.1007/BF03263396
Amraei M, Ahola A, Afkhami S, Björk T, Heidarour A, Zhao X-L (2019) Effects of heat input on the mechanical properties of butt-welded high and ultra-high strength steels. Eng Struct 198:109460. https://doi.org/10.1016/j.engstruct.2019.109460
Mičian M, Winczek J, Harmaniak D, Koňar R, Gucwa M, Moravec J (2021) Physical simulation of individual heat-affected zones in S960MC steel. Arch Metall Mater 66(1):81–89. https://doi.org/10.24425/amm.2021.134762
Pavlina ET, Van Tyne CJ (2008) Correlation of yield strength and tensile strength with hardness for steels. J Mater Eng Perform 17(6):888–893. https://doi.org/10.1007/s11665-008-9225-5
Foder J, Burja J, Klančnik G (2021) Grain size evolution and mechanical properties of Nb, V-Nb, and Ti–Nb boron type S1100QL steels. Metals 11(3):492. https://doi.org/10.3390/met11030492
Monschein S, Ragger KS, Zügner D, Fasching J, Schnitzer R (2022) Influence of the Ti content on the grain stability and the recrystallization behavior of Nb-alloyed high-strength low-alloyed steels. Steel Res Int 93:2200094. https://doi.org/10.1002/srin.202200094
Oktay S, Di Nunzio PE, Cesile MC, Davut K, Şeşen MK (2022) Effect of coiling temperature on the structure and properties of thermo-mechanically rolled S700MC steel. J Min Metall Sect B 58(3):475–489. https://doi.org/10.2298/JMMB220304028O
Moravec J, Mičian M, Málek M, Švec M (2022) Determination of CCT diagram by dilatometry analysis of high-strength low-alloy S960MC steel. Materials 15(13):4637. https://doi.org/10.3390/ma15134637
Nowacki J, Sajek A, Matkowski P (2016) The influence of welding heat input on the microstructure of joints of S1100QL steel in one-pass welding. Arch Civ Mech Eng 16:777–783. https://doi.org/10.1016/j.acme.2016.05.001
Amraei, M, Afkhami S, Javaheri V, Ghafouri M, Björk T, Salminen A, Zhao X-L, Weld HAZ in ultra-high strength steels. In: Wei Z, Pang J (eds) Proc. of the 76th IIW Annual Assembly and Intl. Conf. on Welding and Joining (IIW 2023). Research Publishing, Singapore, pp 614–619
Funding
Open access funding provided by The Ministry of Education, Science, Research and Sport of the Slovak Republic in cooperation with Centre for Scientific and Technical Information of the Slovak Republic. This research was funded by APVV, grant number APVV-20–0427; KEGA, grant number KEGA 008ŽU-4/2022; and VEGA, grant number VEGA 1/0741/21, VEGA 1/0044/22, and VEGA 1/0241/23.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mičian, M., Frátrik, M. & Brůna, M. Softening effect in the heat-affected zone of laser-welded joints of high-strength low-alloyed steels. Weld World 68, 1497–1514 (2024). https://doi.org/10.1007/s40194-024-01730-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01730-8