
Abstract
Stress relaxation cracking (SRC) has been reported as a dominant failure mechanism for 347H stainless steel welds at elevated service temperatures, occurring in either the heat-affected zone (HAZ) or fusion zone (FZ). In this study, SRC susceptibility of physically simulated HAZ and cross-welded E347-347H stainless steel welds was studied using a four-step accelerated SRC test with a thermomechanical physical simulator. The stress and temperature range studied represents weld-induced residual stress at 150–600 MPa and post-weld heat treatment temperatures between 800 and 1050 °C. For all temperature conditions, the cross-welded samples failed at a lower critical stress threshold than the simulated HAZ. A finite element model of a 50.8-mm-thick single-V groove weld was used to generate the residual stress maps induced by a 40-pass welding procedure, which in combination with the experimental threshold stress map predicted potential SRC failure locations. Postmortem microstructural evaluations were performed to identify contributing characteristics to SRC. It was found that HAZ samples exhibited a combination of creep void development, secondary cracks with intergranular fracture near grain boundary carbides, and eutectic phases. FZ samples showed brittle fracture with cracks propagating along straight, non-tortuous interdendritic grain boundaries.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Austenitic stainless steels (SS) with good corrosion and creep resistance constitute many elevated temperature components in energy-related industries such as concentrating solar power plants, where they are used in the construction of thermal energy hot storage tanks that contain molten nitrate salts at 565 °C [1]. In the case of a corrosive environment, 347H SS is often selected over other 3XX grades for its resistance to stress corrosion cracking (SCC), due to the alloying addition of Nb that lowers sensitization tendency [2]. The fine Nb (C, N) particles stabilized in the 347H microstructure also offer precipitation strengthening and therefore enhance the elevated temperature mechanical strength compared to other 3XX SS grades. However, a cracking mechanism known as stress relaxation cracking (SRC) may occur in 347H SS welds during service without prior stress relieving or during post-weld heat treatment (PWHT) [2,3,4,5,6,7,8,9,10,11,12]. SRC, often referred to as reheat cracking, consists of three main contributing factors: stress, temperature, and susceptible microstructure. More than 50 service failures were reported around the world concerning austenitic SSs (including 347H) and Ni-base alloy welds [4], and SRC was identified as the most likely failure mechanism for these alloys at elevated temperature (500–750 °C) and high-pressure service conditions [2, 4,5,6, 13].
Both the heat-affected zone (HAZ) and fusion zone (FZ) contain SRC susceptible microstructural features in 347H welds [2, 5, 6]. Microstructural evidence points to a mostly brittle, intergranular fracture surface likely stemming from creep cavities developing under stress over time. Precipitate-free zones (PFZs) between the grain boundary precipitates and grain interior strengthened by fine intragranular precipitates [6, 7] in the HAZ facilitate creep cavity development [4, 6, 8]. The primary precipitates in 347H SS are Nb (C, N) in MX form that nucleate and grow mostly within the 700–1000 °C temperature range, while secondary precipitates of M6C and M23C6 may develop as well with slow cooling rates or extended elevated temperature service if microstructure is not completely stabilized by Nb (C, N). δ-ferrite stringers in the as-received hot rolled and solutionized wrought plate have been reported to promote formation of Nb-rich and austenite eutectic phases in HAZ of 347H [14]. Additionally, there have been reports of transformation-induced plasticity mechanisms allowing for α’ martensite to be present in the HAZ of a two-pass weld pipe, where cracks developed during 595 °C service temperature [12]. The FZ microstructure using matching E347 filler contains approximately 5–10 vol.% δ-ferrite in a ferritic-austenitic (FA) solidification mode with mostly skeletal ferrite morphology [2, 15]. δ-ferrite, sigma (σ) phase, and the precipitates present could influence the SRC behavior in the FZ, including the reversion of solidified δ-ferrite [16], nucleation and growth of sigma after aging service conditions [15, 17, 18], and the precipitate interaction with grain boundaries. The morphological conditions of the weld FZ (e.g., grain boundary tortuosity) could impact the susceptibility to cracking as well.
The determination of threshold stress to crack as a function of temperature conditions and susceptible microstructural features would assist in potentially predicting time to failure in service and enable design of a PWHT procedure to mitigate SRC. At least three types of accelerated Gleeble® stress relaxation tests with various materials have been developed and used by various researchers to study the time to failure, usually within an 8-h period [7, 10, 15, 19,20,21]. The temperature and stress/strain conditions needed for SRC to occur in 347H SS have been reported in a few studies with various test conditions [3, 7, 15]. Results indicate that SRC occurs over a temperature range of 700–1000 °C at 10% plastic strain in the HAZ [7] or 70–100% of the yield strength in as-welded 347 FZ [3]. It was also reported that a higher stress generally led to more rapid failures in HAZ and FZ. The most recent study on SRC in 347 cross-welded samples did not show cracking using the 90–95% yield strength values of the 347H substrate within an 8-h period [15].
The goal of this study is to determine the SRC or reheat cracking susceptibility using a Gleeble 3500® by discovering the critical pre-stress to failure as a function of elevated temperatures in both the physically simulated 347H HAZ and FZ. Ultimately, by coupling the predicted residual stresses from a validated FE model [22] with the critical stress values, failure locations can be predicted. Analysis of microstructure prior to testing and postmortem would help confirm SRC as a cracking mechanism, such as intergranular and interdendritic fracture.
2 Experimental and modeling procedures
2.1 Base and filler metal composition
This study utilizes commercially produced dual-certified wrought solution annealed 347/347H SS plates and commercially produced matching filler rods (Excalibur ® E347-16). The alloying compositions of the 347H substrates, E347-16 filler rod for shielded metal arc welding (SMAW), and ER347 cut length for gas tungsten arc welding (GTAW) are summarized in Table 1. As observed, the nominal Nb content is approximately 10× the C content or 8× (C+N) content in wt%. The first column represents the composition of the wrought alloy (15.9-mm-thick plate) used for the physically simulated HAZ, and the second column represents the 25.4-mm-thick plate used for the weld experiments and cross-welded samples for SRC testing. The HAZ samples were machined centered on the plate thickness with the uniaxial loading direction perpendicular to the rolling direction of the plate.
2.2 Experimental weld experiments and cross-weld sample extraction
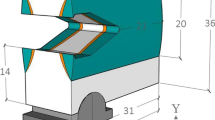
Experimental manual welds in 25.4-mm-thick 347H SS plate were completed using GTAW for root and hot passes with an ER347 filler wire and SMAW with E347-16 filler rod for 14 filler passes. The orientation of the weld direction is along the rolling direction so that the transverse orientation of the plates was parallel to the transverse direction of the weld. The weld geometry used was a single-V 70° groove angle with average weld parameters of 155 Amps, 23 V, and an average travel speed of 1.9 mm per second (mm/s) per weld pass with an average arc energy per unit length of about 1.88 kJ/mm in SMAW passes. It should be noted that angular distortion of ~15° occurred on each side of the weld plate during welding, leading to a reduced single-V angle of ~40° after welding. The experimental samples used for the SRC Gleeble experiments in Fig. 1(a) were machined following ASTM E8 subsize tensile specimen. SRC samples were machined near the top half of the 16-pass weld, where the gauge section includes mostly passes 8–11, as seen in Fig. 1(b). The gauge length includes the FZ and HAZ on both sides of the fusion boundaries with about a 20-mm FZ width centered on the 32-mm gauge section. Failure was observed to consistently occur within 5 mm from the weld centerline and gauge center, which correlates with a 50 °C/5mm temperature gradient with respect to the peak temperature in center of gauge. In other words, the temperature gradient confines SRC to occur within the FZ only in the cross-welded samples, and therefore enables evaluation of the SRC susceptibility of FZ alone.

SRC test sample geometry (a) drawing for both HAZ and cross-welded samples, with units in inches and (b) extraction location of cross-welded samples from E347-347H SS 25.4-mm-thick weld
2.3 SRC test methodology
A four-step SRC test implemented using a Gleeble 3500®, as shown in Fig. 2, can assist in predicting the susceptibility to cracking by first developing the susceptible microstructure via physical thermal simulation of a HAZ temperature and time profile, followed by thermomechanical test steps representative of stress relaxation during heating and at temperature. The samples were pre-loaded using stainless steel grips for a 10-mm-smooth cylindrical diameter, which covered an un-reduced 31.8-mm-long portion of SRC sample in Fig. 1(a) and included a free span of 58.4 mm. Specifically, step one utilizes a temperature-time thermal cycle profile under zero stress under an inert atmosphere (O2<30 ppm), following a finite element thermal analysis of a weld model in the HAZ. The heating rate was approximately 66 °C/s, held at 1335 °C for 1 s, and then cooled within the 1200–800 °C temperature region at 23 °C/s. After development of the physically simulated HAZ in step one, the samples are pulled to a designated stress/strain at ambient temperatures (20 °C) using a quasi-static strain rate (0.001 s−1) in step two. Beginning with step two and for the remainder of the test, the chiller temperature was set at 10±0.5 °C, so that the grips were at 10 °C. Step three consists of heating up a portion to the designated test temperature using a heating rate of 58 °C/min, while pulling with an additional stroke to compensate for thermal expansion effects on stress reduction in uniaxial tests. The additional stroke in step three was calibrated as a function of temperature under a zero-force condition. Step four starts when the test sample reaches the designated test temperature (between 750 and 1050 °C at 50 °C increments), where the sample is constrained from uniaxial displacement. After reaching temperature, a 24-h period commences, and the test finishes either when (1) the sample fractures within the allotted time or (2) when the sample reaches 24 h. Beyond 24 h, the samples either fracture under rapid air cooling while constrained at the designed stroke displacement or do not fail, in which the latter case assists to define the region where SRC does not occur, i.e., below the critical initial stress.

Four-step SRC test methodology using a Gleeble 3500® (note: cross-welded samples were extracted from experimental welds, and thus step 1 was skipped)
The cross-welded samples did not include step 1, because the microstructure in the machined, as-received condition already contains a starting susceptible microstructure. The remaining steps in cross-welded samples were applied similarly to the HAZ tests. The 0.2% strain offset yield strength of the simulated 1335 °C HAZ is tested to be about 225 MPa, while the cross-welded FZ (extracted parallel to the transverse direction) has yield strength doubled of the HAZ at about 450 MPa. A 10% strain in the HAZ is approximately needed to have the same proof stress as the FZ in the transverse direction. The starting applied stresses for the HAZ range from 250 to 600 MPa, which correspond to a strain range of 1–17.4%. The E347 FZ was tested with a stress range of 158 (35% of room temperature yield strength) to 525 MPa (about 1% plastic strain at room temperature), which represents the extreme case for SRC.
2.4 FE modeling of single-V groove weld
A sequentially coupled thermal and mechanical finite element (FE) model [22] was previously established using Abaqus software to simulate the three-dimensional residual stress evolution introduced by a 40-pass single-V groove butt weld in two 60mm wide and 50.8-mm-thick 347H SS plates with a weld length of 120mm. With respect to thermal analysis of the welding procedure, Goldak’s double-ellipsoid heat source model was used [23] along with the experimental welding parameters, such as voltage, current, and travel speed. The fusion zone geometry of each weld pass was used as the validation for parameters used in the heat source model. Material property inputs including density, specific heat, thermal conductivity, Young’s modulus, Poisson’s ratio, thermal expansion coefficient, and temperature-dependent mechanical properties can be found in our recent publication [22]. Note that temperature-dependent material properties were assumed to be the same in both the base metal and fusion zone since the same matching filler (E347) was used experimentally. Since the weld metal was reheated multiple times in this 40-pass welding case, mechanical properties measured from the HAZ as a function of temperature were used in the model. Note that stress evolution in base metal is much lower than the weld region. Hence, the assumption of a uniform material property obtained from HAZ is assumed to not greatly impact the stress contour calculations. The detailed clamping boundary conditions during and after welding, and setup parameters can also be found in this publication [22]. The stress calculation results shown in this work represent the sequential boundary conditions—clamped during welding and unclamped after completion of welding. Finally, the model was validated using neutron diffraction experiments by comparing the elastic strains in the weld as a function of thickness, which showed good correlation between the model and the experimental weld [22].
3 Results and discussion
3.1 Physically simulated HAZ/PMZ and weld FZ microstructure
A weld microstructure in a E347-347H SS weld, including FZ and HAZ, can be seen in Fig. 3(a). Liquation is observed between HAZ and FZ that stems from δ-ferrite stringers, indicating presence of the partially melted zone (PMZ). The physically simulated HAZ generated through a Gleeble thermal cycle with a 1335 °C peak temperature is shown in Fig. 3(b), which demonstrates similar liquation features and equiaxed grain morphology as seen in the weld HAZ in Fig. 3(a), providing validation for the thermal cycle designed for HAZ microstructure duplication. The FZ microstructure region extracted for Gleeble SRC test is shown in Fig. 3(c), representing a part of FZ (pass 9) in extracted gauge section. The E347-16 microstructure shows evidence of an FA solidification mode, meaning ferrite forms first in the melt followed by austenite solidification. The weld morphology consists of a mix of lathy and skeletal δ-ferrite, which is represented by the black etched features. The measured ferrite in the E437-16 FZ using a Feritescope was 10.8±1.5 vol%. The grain morphology, secondary phases, and tortuosity may influence the susceptibility to reheat cracking in HAZ and E347 FZ.

LOM of (a) 347 weldment microstructures that transit from HAZ to FZ, in comparison to SRC test specimens: (b) physically simulated HAZ microstructure with 1335 °C peak temperature through Gleeble thermal cycle, and (c) E347 FZ microstructure used in SRC test for FZ susceptibility
Figure 4(a) shows the thermal cycles experimentally conducted in the first step of the SRC test with a 1335 °C peak temperature that simulates the PMZ microstructure. Figure 4(b) and (c) illustrate the PMZ microstructure in higher magnifications using LOM with polarized light and secondary electron image–scanning electron microscopy (SEI-SEM), respectively. EDS maps of Fe, Cr, Ni, Nb, Mo, C, and N are shown in Fig. 4(d–j). A eutectic microstructure develops via constitutional liquation from segregation of Nb and Mo from remnant rolled out δ-ferrite or from dissolution of pre-existing coarse Nb, Mo (C, N) at grain boundaries at the high temperature of 1335 °C, as evidenced by the enrichment of Nb and Mo in Fig. 4(g) and (h). δ-ferrite stringers in the base metal may serve as sources for Nb enrichment as well, because Nb is more soluble in δ-ferrite than γ-austenite [14]. The eutectic microstructure consisting of Nb-rich phases, likely Nb (C,N) [2, 24] and γ-austenite forms in the PMZ, similarly seen in a paper studying liquation cracking susceptibility [14]. The evidence of constitutional liquation and temperature dependence in the HAZ has been seen in early studies of 347H SS welds and empirically evaluated as a function of the Nb, C, and N content, known as the Cullen and Freeman parameter [24]. Depending on the alloying content of Nb to C and N, possible susceptibility of liquation between 1315 and 1355 °C may occur, which is based on the 1/2Nb/(30C+50N) parameter in wt.% concentration. A 1335 °C peak temperature with the composition listed in Table 1 (C&F of ~0.1) predicts that liquation could possibly occur within 1335–1340 °C. Weld microstructures have been observed in various studies, even with temperatures as low as 1290 °C in some alloys [14, 25], which is similar to the commercial wrought alloy used in this study but with less S content. In this study, constitutional liquation was seen in microstructures with a 1335 °C peak temperature thermal cycle, which would be present within the PMZ of a weld.

(a) Physically simulated HAZ thermal cycle for generating HAZ microstructures in 347H with 1335 °C peak temperatures, (b) unetched 1335 °C HAZ microstructures showed liquation using polarized light in LOM and (c) SEI-SEM. EDS maps of (d) Fe, (e) Cr, (f) Ni, (g) Nb, (h) Mo, (i) C, and (j) N are included
3.2 Critical stress susceptibility map of HAZ and FZ and correlation to FEM weld stress model
Coupling the critical stress values for cracking in 347H SS welds with FE analysis of residual stress contour can assist with prediction of failure location. The stress susceptibility map is illustrated in Fig. 5(a), where the designated initial stress at room temperature is plotted as a function of test temperature for both the HAZ and cross-welded FZ, or well metal (WM), microstructures. Samples that failed isothermally at temperature (solid dark symbols), failed on air cooling (lighter solid symbols), and no failure (open symbols) are all summarized in Fig. 5(a). It was found that the E347 FZ in the transverse direction is susceptible to cracking at lower initial stresses compared to the HAZ at all testing temperatures. The susceptibility map suggests that the WM should have a lower tolerance for failure than the HAZ under the same testing conditions. For the E347 FZ, 950 °C exhibits a slightly better resistance to cracking with a threshold stress of 279 MPa than 800–900 °C and 1000 °C with a threshold stress below 200 MPa. The HAZ would require about 100 MPa more of initial stress applied at room temperature for the same testing temperature of 950 °C for cracking to occur. A few reasons might explain why 950 °C performs better than surrounding temperatures as observed in Fig. 5(a). Firstly, ductility dips exist mostly around 800 °C as reported by Irvine et al. [26], leading to the relatively low cracking susceptibility at this temperature. A postmortem characterization of one of the no-failure tests at 800 °C in the HAZ indicated a progression of grain boundary voids (such as creep voids) that lead to the eventual microcracks while at the isothermal step (step 4), as seen in the optical micrograph in Fig. 5(a), which indicates the progression of local strain energy exhaustion along grain boundaries. The complex competition between microscale localized stress relief and microstructural evolution may greatly influence stress relaxation cracking susceptibility. Stress relief is proportional with increasing reheating temperature after welding. Meanwhile, precipitation kinetics of Nb carbonitrides are most rapid at 900 °C based on kinetic simulations of Nb (C, N) in austenite using ThermoCalc software (not shown here). Fast reprecipitation prior to sufficient stress relief could attribute to a lower critical stress to failure at 900 °C than 950 °C. Further increasing temperatures above 950 °C would lead to coarsening of Nb(C,N) participles forming along grain boundaries, which adversely impacts the cracking resistance. Additionally, higher reheating temperature could facilitate the reverse transformation of BCC δ-ferrite to FCC γ-austenite, particularly in the FZ. This reverse transformation may introduce internal tensile residual stresses due to dilatational strains. These reasons may lead to a higher resistance to cracking at 950 °C as illustrated in Fig. 5(a).

(a) Crack susceptibility map of initial applied stress as a function of test temperature for 347H 1335 °C HAZ and E347-347H SS cross-welded sample with failure in the weld metal (WM), in comparison to residual stress contours calculated from FEM: (b) von Mises stress, (c) transverse (S11) stress, and (d) longitudinal (S22) stress of a 50.8-mm-thick single-V weld
The von Mises stress profile predicted by FEM of welding in a 50.8-mm-thick plate, as seen in Fig. 5(b), shows the presence of high stress above 480 MPa in the FZ and exceeding 400 MPa in HAZ near FZ boundary. The corresponding stress contours along transverse and longitudinal directions are shown in Fig. 5(c) (S11) and (d) (S22). Stress contours from literature FEM study [27] exhibited similar values of longitudinal stress (parallel to weld direction in the WM). It should be noted that for SRC, it is critical to examine the maximum effective stress being experienced by the material since SRC is typically associated with an excessive amount of plastic deformation beyond yielding. Therefore, Von Mises stress, which correlates to yield criterion, is used to evaluate cracking susceptibility rather than maximum principal stresses separately (longitudinal, transverse, and normal). Primarily, the top subsurface region highlighted by the white box in Fig. 5(b) and root area seem to be the most susceptible regions for SRC. Similar failure location near the top subsurface region has been reported in single-V groove dissimilar welds of 304 to P91 in an elevated temperature application, which could be correlated to peak residual stresses [28]. Depending on the stress relaxation and redistribution behavior during reheating, the stress could evolve to possibly cause stress rise in other regions. It should be noted that the yield strength of the FZ is 450 MPa as tested along the transverse direction, which is just below the predicted localized peak stress of 482 MPa (as marked by the blue dotted line in Fig. 5(a)). On the other hand, the physically simulated HAZ yield strength is about half of the FZ (225 MPa), and depending on the weld conditions and not assuming recovery and recrystallization during multi-pass welding, some HAZ strains and stresses can exceed 8% plastic strain and 400 MPa, as predicted in the FEM. In other words, studying the HAZ microstructure with 8% initial strain (400 MPa) would be representative of HAZs in the field. In literature, most failures are often reported in the HAZ [2, 5, 6], likely because of residual stresses exceeding the critical values.
3.3 Fracture surfaces and postmortem SRC microstructure
All the SRC samples fractured in a brittle manner. Surfaces that did not oxidize appeared shiny and were flat. No shear lips were present on the samples observed. A close-up secondary electron image–scanning electron microscopic (SEI-SEM) examination of the fracture surfaces of HAZ with high strain (0.174)/highest initial stresses (600 MPa) and test temperature of 850 °C exhibited intergranular fracture, as seen in Fig. 6(a). The progression of creep voids and grain boundary microcracks leads to complete failure. While no micro void coalescence (ductile fracture) is analyzed in the center of the fracture surface, a higher magnification on the grain facets in Fig. 6(b) appears to show micro voids that could be caused by the creep void accumulation and interaction with grain boundary precipitates, and this behavior was seen in other recent studies of 347H SS, such as Kant et al. [7]. PFZs and coarse grain boundary precipitates are hypothesized to facilitate grain boundary decohesion while under stress due to creep phenomena. The fracture surfaces from HAZ samples are generally a mixed mode of micro void coalescence on grain boundaries in combination with a brittle grain boundary decohesion leading to the appearance of intergranular fracture.

Fracture surface of (a) 347H 1335 °C HAZ with 0.174 strain/600 MPa that failed at 850 °C using SEI-SEM, (b) same fracture surface using higher magnification SEI-SEM of grain facets, (c) E34FZ fractured sample with 518 MPa initial stress and 950 °C test temperature using SEI-SEM, and (d) same fracture surface using higher magnification with BSE-SEM to reveal micro voids on columnar solidification grain boundaries (SGBs)
The fracture surfaces for all the WM samples show a “woody” type fracture, as seen in Fig. 6(c). The woody type of fracture indicates a delamination that may occur within interdendritic boundaries where δ-ferrite resides initially. The columnar solidification orientation generally seen in the centerline of WM microstructures seemed to correlate as well with the woody fracture lines. Additionally, higher magnification of the E347 FZ fracture surface in Fig. 6(d) shows micro voids on the solidification grain boundaries (SGBs). In contrast to the HAZ samples, which consist of an equiaxed grain structure, the WM microstructure in as-welded condition contains columnar SGBs with less tortuosity than the HAZ. Boundaries with an orientation perpendicular to maximum stresses would be more susceptible, particularly when grain boundary mobility (Coble creep) is highest with higher temperatures. The combination of stress relief combined with phase transformations at straight columnar SGB (e.g., reversion of δ-ferrite at temperatures above 800 °C or sigma formation at lower temperatures at 500–800 °C) may contribute to the susceptible microstructure rather than simply the PFZs mechanisms along equiaxed GB in the HAZ samples. However, the PFZs would likely still be present along SGB given that Nb would diffuse from retained δ-ferrite into the γ-austenite or form as Nb (C, N) at elevated temperatures. The δ/γ interfaces in the WM microstructure are likely regions for a localized depletion of Nb (C, N) along solidification grain boundaries, leading to PFZ formation. Examples of localized γ’ depletion in In 740H WM microstructures would support a similar PFZ mechanism for E347 WM microstructures [13] but at a much finer scale and with a less dense population of Nb (C,N) than γ’.
The secondary cracks of some test conditions were examined to confirm the presence of intergranular and interdendritic fracture in the HAZ and FZ, respectively. Figure 7 shows the relationship of the tensile stress direction with respect to the microcracks, such that the microcracks primarily open perpendicular to the maximum stress direction. Some of the samples that did not fail during the test showed a progression of microcracks that is expected to develop into a primary fracture surface, as shown in Fig. 7(a). A significant amount of grain boundary voids (as small as ~ 1μm) was present at the center of the gauge length of the same sample. The subsurface secondary cracks for another HAZ sample tested at 900 °C with a similar strain indicate intergranular fracture ahead of the primary fracture surface, as seen in Fig. 7(b). Additional electron dispersive spectroscopy (EDS) analysis was performed on a sample tested at 900 °C with 0.174, as seen in Fig. 8. Intergranular precipitates appear to be mainly coarse Nb and Mo carbonitrides along with some indications of Cr and Fe rich phase, likely δ-ferrite. A PFZ may be present in between the grains and intergranular precipitates, but transmission electron microscopy (TEM) imaging would be needed to confirm this mechanism at higher resolutions. A study on PFZ in 347H SS weld HAZ has included similar observations of coarse intergranular Nb-rich precipitates [29]. Surrounding fine Nb intragranular precipitates with an approximate 500 nm wide region containing no precipitates confirmed the presence of a PFZ at the tip of a crack [29]. The coherency of the intergranular Nb (C,N) and austenite matrix exists at very small Nb (C, N) sizes (<10 nm in diameter). The Nb (C,N) precipitates lose coherency when coarsened above 10 nm because there is approximately an Nb (C,N)/γ interface mismatch of 20% [2]. Thus, incoherent precipitates at grain boundaries may lead to creep voids when under sufficient stress during the isothermal period of the SRC test.

Secondary intergranular cracks in (a) HAZ with 800 °C and 0.1 strain with polarized light in LOM, (b) SEI-SEM image of HAZ with 900 °C and 0.1 strain, (c) LOM E347 FZ with 523 MPa initial stress and 800 °C test temperature, and (d) LOM E347 FZ with 437 MPa initial stress and 950 °C test temperature

SEM-EDS analysis of HAZ sample with 900 °C condition and 0.174 strain: (a) low-magnification SEI-SEM image, (b) high-magnification SEI-SEM image in EDS location, and EDS maps of (c) Fe, (d) Cr, (e) Ni, (f) Nb, (g) Mo, (h) C, and i (N)
In the FZ, cracks seem to mostly occur along interdendritic boundaries of the original SGB (Fig. 7(c, d)). While it seems that SGB is the most susceptible to cracking, migrated grain boundaries, if present, may be crack sensitive because they form more low tortuous grain boundaries during cooling from welding or during reheating in the Gleeble test. In the E347-16 FZ, the microstructure seems to have mostly an FA solidification mode, where the first letter signifies what phase first develops a solid in the melt. The solidification rates and local composition (Cr/Ni equivalent ratio) determine which solidification mode and amount of ferrite (~10% volume ferrite) develop in certain regions. For the 950 °C sample that failed at 8.5 min in Fig. 7(d), there seems to be very little change in the microstructure from the as-welded FA solidification microstructure due to very limited diffusion of interdendritic elements. However, the 800 °C sample that failed upon air cooling after 24 h at temperature showed possible evidence of sigma (σ) phase in the etched condition in Fig. 7(c), which is typically seen as a darker etch (due to richer Cr content) than δ-ferrite, as seen in other similar microstructures confirmed in the literature [15]. The ferrite-to-sigma transformation has been reported to take place most rapidly between 750 and 875 °C with a minimum aging time of 2 h [2]. However, electron backscatter diffraction (EBSD) is needed to confirm whether sigma (σ) phase develops during SRC testing at 800 °C. The presence of sigma phase can greatly reduce the WM ductility for service temperatures. Thus, re-solutionizing δ-ferrite during PWHT may be desired to prevent service embrittlement.
4 Conclusions
Stress relaxation cracking tests using a Gleeble 3500® were conducted on physically simulated HAZ and extracted cross-welded 347H SS samples with an applied stress ranging from 150 to 600 MPa and temperature of primarily 800–1050 °C.
-
1.
The critical threshold stress as a function of temperature was identified for FZ and HAZ. The E347-16 FZ was demonstrated to be more susceptible than the 347H SS HAZ in the cross-weld orientation with a lower threshold stress at all testing temperatures.
-
2.
Finite element analysis in combination with Gleeble® results indicate potential failures in the subsurface region near the top passes of a single-V groove weld within FZ and along the fusion boundary within HAZ, or in the HAZ near the root pass.
-
3.
The stress thresholds obtained from Gleeble® testing, in combination with FEM predictions, can assist in determining the optimum PWHT conditions that would mitigate SRC both during PWHT and service conditions.
Data availability
The data that support the findings in this study are available from the corresponding author upon reasonable request.
References
Mehos M, Turchi C, Vidal J, Wagner M, Ma Z, Ho C et al (2017) Concentrating solar power Gen3 demonstration roadmap. Technical Report, National Renewable Energy Labortory (NREL). https://www.nrel.gov/docs/fy17osti/67464.pdf
Thomas RD Jr, Messler RW Jr (1997) Welding type 347 stainless steel- an interpretive report. Welding Research Council Bulletin 421
Lippold JC, Kotecki DJ (2005) Ch. 6 Austenitic stainless steel. In: Welding metallurgy and weldability of stainless steels. John Wiley & Sons, Inc, Hoboken, N.J, pp 141–229
van Wortel H (2007) Control of relaxation cracking in austenitic high temperature components. In: Paper presented at CORROSION, NACE International, March 2007, Nashville, TN, Paper no. 07423
Thomas RD Jr (1984) HAZ cracking in thick section of austenitic stainless steels-part 2. Weld J 63(12):355–368
Dillingh EC, Bahrami A, Aulbers AP (2016) Stress relaxation cracking-augmented recommended practice. Technical Report, TNO
Kant R, DuPont JN (2019) Stress relief cracking susceptibility in high-temperature alloys. Weld J 98:29–49
van der Westhuizen CE (2008) Stress relaxation cracking of welded joints in thick sections of a TP347 stabilized grade of stainless steel. In: Paper presented at CORROSION, NACE International, March 2008, New Orleans, LA, Paper no. 08454
Dhooge A (1998) Survey on reheat cracking in austenitic stainless steels and Ni base alloys. World Weld 41:206–219
Li L, Messler RW Jr (2000) Stress relaxation study of HAZ reheat cracking in type 347 stainless steel. Weld J 79(6):137–144
Morishige N, Kuribayashi M, Okabayashi N, Naiki T (1978) On the prevention of service failure in type 347 stainless steel. In: Presented at the Third International Symposium of the Japan Welding Society, September 1978, Tokyo, Japan, Paper no. 3JWS-65
Lee H-S, Jung J-S, Kim D-S, Yoo K-B (2015) Failure analysis on welded joints of 347H austenitic boiler tubes. Eng Fail Anal 57:413–422
Siefert JA, Shingledecker JP, DuPont JN, David SA (2016) Weldability and weld performance of candidate nickel based superalloys for advanced ultrasupercritical fossil power plants Part II: weldability and cross-weld creep performance. Sci Technol Weld Join 21:397–428
Messler RW, Li L (1997) Weld heat affected zone liquation cracking in type 347 stainless steel. Sci Technol Weld Join 2(2):43–52. https://doi.org/10.1179/stw.1997.2.2.43
Fink C, Wang H, Alexandrov BT, Penso J (2020) Filler metal 16-8-2 for structural welds on 304H and 347H stainless steels for high temperature service. Weld J 99:312–322
Elmer JW, Olson DL, Matlock DK (1982) The thermal expansion characteristics of stainless steel weld metal. Weld J 61:293–301
Guan KX, Xu H, Wang Z (2005) Effect of aging at 700 deg C on precipitation and toughness of AISI for 321 and AISI 347 austenitic stainless steel welds. Nucl Eng Des 235:2485–2494
Ghalambaz MA, Abdollahi M, Eslami A, Bahrami A (2017) A case study on failure of AISI 347H stabilized stainless steel pipe in petrochemical plant. Case Stud Eng Fail Anal 9:52–62
Sarich C, Alexandrov B, Benatar A, Penso J (2022) Test for stress relief cracking susceptibility in creep resistant chromium-molybdenum steels. Sci Technol Weld Join 27:265–281
Strader K, Alexandrov BT, Lippold JC (2016) Stress-relief cracking in simulated-coarse-grained heat affected zone of a creep-resistant steel. In: Cracking phenomena in welds IV. Springer International Publishing, Switzerland, pp 475–493. https://doi.org/10.1007/978-3-319-28434-7_21
Nawrocki JG, Dupont JN, Robino CV, Puskar JD, Marder AR (2003) The mechanism of stress-relief cracking in a ferritic alloy steel. Weld J 82(2):25–35
Hong YU, Pickle T, Vidal J, Augustine C, Yu Z (2023) Impact of plate thickness and joint geometry on residual stresses in 347H stainless steel welds. Weld J 102:279–292
Goldak J, Chakravarti A, Bibby M (1984) A new finite element model for welding heat sources. Metall Trans B 15B:299–305
Cullen TM, Freeman JW (1963) Metallurgical factors influencing hot ductility of austenitic piping at weld heat affected zone temperatures. Trans ASME J Eng Power 85:151–164
Lundin CD, Qiao CYP (1991) Weldability of nuclear grade stainless steels: evaluation of HAZ hot cracking susceptibility of 347 nuclear grade stainless steels. In: New Adv Weld Allied Pro, International Academic Publishers, Beijing
Irvine KJ, Murray JD, Pickering FB (1960) The effect of heat treatment and microstructure on the high-temperature ductility of 18%Cr-12%Ni-1%Nb steels. J Iron Steel Inst 10:166–179
Prime MB, Sebring RJ, Edwards JM, Hughes DJ, Webster PJ (2004) Laser surface-contouring and spline data-smoothing for residual stress measurement. Exp Mech 44:176–184
Orzolek S, DuPont J, Siefert J (2020) Microstructural evolution of dissimilar metal welds involving grade 91. Metall Mater Trans A 51:2222–2238. https://doi.org/10.1007/s11661-020-05715-2
Siefert J, Shingledecker J, Lolla T (2020) Stress relaxation cracking (SRxC) and strain induced precipitation hardening (SIPH) failures. In: DOE workshop: evaluation of welding issues in high nickel and stainless steel alloys for advanced energy systems, EPRI, March 2020, virtual presentation
Acknowledgements
The authors would like to thank Lincoln Electric for their donation of weld fillers and Brahma, Inc. for providing welding procedures. The authors would also like to thank Sarah Harling for completing manual welding of 1” thick welds.
Funding
Open access funding provided by National Renewable Energy Laboratory Library. This research was primarily supported by the Solar Energy Technologies Office (SETO) within the Department of Energy (DOE) and the National Renewable Energy Laboratory (NREL) with Award Nos. DE-EE00033458 and DE-EE00037373. The views expressed in the article do not necessarily represent the views of the DOE or the U.S. Government. The U.S. Government retains and the publisher, by accepting the article for publication, acknowledges that the U.S. Government retains a nonexclusive, paid-up, irrevocable, worldwide license to publish or reproduce the published form of this work, or allow others to do so, for U.S. Government purposes.
Author information
Authors and Affiliations
Contributions
T. P.: conceptualization, experimental methodology, formal analysis and investigation, writing—original draft. Y. H.: modeling methodology, writing—review and editing. J. V.: writing—review and editing, resources, funding acquisition. C. A.: writing—review and editing, resources, funding acquisition. Z. Y.: conceptualization, validation, supervision, writing—review and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission II - Arc Welding and Filler Metals
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pickle, T., Hong, Y., Vidal, J. et al. Stress relaxation cracking susceptibility evaluation in 347H stainless steel welds. Weld World 68, 657–667 (2024). https://doi.org/10.1007/s40194-024-01678-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01678-9