
Abstract
Intermetallic alloys such as iron aluminides are of increasing interest for high-temperature applications due to their properties. However, their application potential is restricted by their limited machinability with conventional manufacturing methods such as milling. Arc-based additive manufacturing offers an approach to produce these materials to final contour or with very little post-processing. However, the properties of many intermetallic alloys, such as low toughness, require a special manufacturing process. Using a selected iron-nickel-aluminum intermetallic compound as an example, a possible process, including a subsidiary heat treatment, for the arc-based additive manufacturing of materials based on brittle intermetallic materials is presented. This process route could enable the production of structural components. In addition, some basic mechanical properties that can be achieved in a component are shown proportionally. These properties include initial investigations into the wear resistance of this kind of compounds. It is shown that these intermetallic compounds have a superior wear resistance compared to commonly used co-base alloys but have a lower density compared to cobalt-basis alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The new demand for energy-efficient processes poses particular challenges for material development, as new material systems have to be developed and qualified for increasingly extreme applications [1]. The focus is shifting to material groups that were previously considered too difficult to process, such as intermetallic alloys, or completely new developments, such as complex concentrated alloys. In addition to alloy development, further processing techniques must also be adapted to these material groups. This applies both to the manufacturing processes and to the subsequent work steps, such as machining. In the field of machining, ultrasonic-assisted processes have been developed for this purpose, with which materials that are difficult to machine can be processed [2, 3]. However, these are not so efficient enough to enable the production of workpieces from the solid is economically possible.
To reduce the required machining for the production of components, additive manufacturing processes can be used for the production of near-net-shape semifinished parts. In addition, these processes offer the possibility of adjusting the microstructure to the challenges of the machining process through targeted alloy modification of the starting materials [4].
In this paper, a possible process strategy for the additive manufacturing of an intermetallic alloy using plasma powder transferred arc welding (PPTAW) is presented as an example. A basic microstructural characterization and a classification of the material in a possible application case, wear protection, round off these first presented investigations.
Plasma powder transferred arc welding (PPTAW) was selected as an example of an additive manufacturing process with a relatively high deposition rate compared to powder bed processes. In addition, it offers the possibility to adjust the composition of the alloy to be processed relatively easily by mixing powders as filler materials.
The additive manufacturing process based on plasma powder arc welding belongs to the additive manufacturing processes of the Direct Energy Deposition (DED) processes and here to the subgroup of arc-based processes (DED-Arc) [5,6,7]. Wires and powders can generally be used as filler material forms in this subgroup. For the work described below, powders are used as filler material.
1.1 Aluminides
The development of various aluminides for technical applications is being pursued for various elements, such as titanium [8] or iron, as these materials have very interesting technical properties, especially for high-temperature applications [9,10,11] or wear protection [12,13,14,15]. Vilardell proposed that iron alumides are an alternative for cobalt-base alloys as binder for carbides in war resistant applications and they gave an perspective to manufacture iron aluminides with additive techniques [16]. In addition to these properties, mixtures of higher contents of aluminum, titanium, and tungsten also exhibit special properties as hydrogen diffusion barrier layers [17]. In addition to the iron-nickel aluminides presented here, work is also being carried out on the additive manufacture of titanium-based aluminides. [8, 18, 19].
One limiting factor for the use of intermetallic alloys is the narrow chemical composition of certain phases and some allotropic phase transformation that can occur.
The phase diagram of the three-component system aluminum-iron-nickel [20,21,22] exhibits a phase that extends over a wide range of compositions Fig. 1. The composition range of this B2 phase extends over a much wider range than the technically interesting phases in the aluminum-iron and nickel-iron systems.

Section of AlFeNi phase diagram [21]
In addition, this phase does not exhibit allotropic phase transformation over a larger range. This makes this alloy interesting for technical use, but intermetallic alloys exhibit low ductility, which makes defect-free processing difficult [1, 23, 24]. Figure 2 shows the transition temperature from ductile to brittle material behavior. This transition can be significantly reduced by adding various alloying elements, like boron, tungsten, and molybdenum, and using different manufacturing processes like rolling or additive manufacturing. The influence of PWHT on the mechanical properties has been show for iron-aluminides by Shen et al. [25].

Brittle-ductile transition temperature (BDTT) of different aluminides [1]
The effect of nickel on B2 iron-alumina has already been investigated for certain additions of nickel up to 10%, and it was shown that a strengthening of the initial alloy can be achieved [26, 27].
The current state of research shows that the defect-free condition, particularly crack-free manufacturing, depends on two key influencing variables. These are the chemical composition of the intermetallic alloy, in particular the addition of other toughness-enhancing elements [28] such as boron, and the temperature control during the manufacturing process [29]. Assuming that the minimum temperature that occurs during production is above the transition temperature between ductile and brittle material behavior, crack-free production of larger volumes should be possible with suitable PWHT.
2 Materials and methods
To determine a possible process strategy for the additive manufacturing of an intermetallic alloy by plasma powder transferred arc welding (PPTAW), an alloy was selected based on a composition for a B2 alloy of aluminum, iron, and nickel, which has a relatively large distance to the phase boundaries. The chemical composition of the selected alloy is shown in Table 1. The addition of small amounts of molybdenum, titanium, and boron [11] is expected to provide sufficient toughness for processing in this process strategy. This alloy is further referred to as AlFeNi.
This intended composition was realized by mechanical alloying of pre-alloys, which are available in powder form and can also be used as welding filler material. The welding powder was composed of five different powdered pre-alloys with grain sizes between 80 and 150 μm, as shown in Table 2. The pre-alloy powders had a purity of at least 99.5%. The intended chemical composition of the pre-alloy powders was validated using EDX measurements. The individually weighed powders were mixed in a tumbling mixer for 60 min. Once the powders have been mixed in the powder mixer, a stochastic distribution of the individual powders to each other is established. This includes a homogeneous distribution of the individual pre-alloys over the powder quantity. This includes the Ni2B powder. Due to the large weld bead in the used process, the limited amount of grains of the borides compared to the other pre-alloys should be compensated, and a nearly evenly distribution of boron should be achieved. The size of the powder grains does not change significantly.
2.1 Welding set point—thermal management during welding—manufacturing strategy
A steel sheet with dimensions of 300-mm length and 150-mm width made of material 1.4301 and a sheet thickness of 10 mm was selected as the substrate for the welding trials. It was preheated to a temperature of 900 °C in a furnace and then placed on the welding table ready for processing in the Hettiger PPTA welding machine. No specific shield gas—besides the welding-related gases—was used in the furnace or during welding. The welding process was started when the sheet reached 600 °C. The interlayer temperature was kept between 550 and 650 °C during the 42 layers. The used setting values of the welding machine are shown in Table 3. Automated height control was used to keep the welding voltage at 25 V. The layer height was set to 1 mm in accordance with preliminary experiments, in which the powder feed rate was adjusted to achieve this layer height. A weaving pattern was applied to each layer with a width of 18 mm.
The welding process was carried out weaving with a feed rate of 9 cm/min for all directions of movement. The welded length was 125 mm. Argon was used as the shielding gas. The welding direction was not varied.
2.2 Post weld heat treatment (PWHT)
After the welding was completed, the sample, directly from the welding heat, was placed in the furnace and heated to 900 °C. The temperature of the sample was maintained for 60 min, and subsequently, the sample was cooled to 150 °C in the oven at a rate of −1 K/min. It was then removed from the furnace and cooled to room temperature in air.
2.3 Metallographic characterization
To characterize the microstructure, samples were taken from the created specimen using wire-based electric discharge cutting. These were then embedded in a polymer, abraded, and polished. The final polishing was performed with a grain size of less than 1 μm in the lapping suspension. When grinding, care was taken to ensure that the area affected by cutting was reliably removed. Subsequently, the samples were etched with V2A etchant. The composition of the etchant is
-
100 cm3 hydrochloric acid, HCl
-
100 cm3 water, H2O
-
10 cm3 nitric acid, HNO3
-
1 cm3 mordant according to Dr. Vogels
The microstructure images were taken after preparation of the samples with a Leica CTR-6000 reflected light microscope at different magnifications. The detection of the B2 phase was carried out using an X-ray diffractometer (XRD) model line “Panalytical Empyrean.” Furthermore, investigations were carried out using a scanning electron microscope with attached energy dispersive X-ray spectroscopy. Figure 3 schematically shows the locations where the specimens were taken for the different investigations. The arrows indicate the side on which the investigation was carried out. Hardness testing was performed in accordance with ISO 6507 [30]. Ten indentations were made to determine the average hardness distributed over the cross-section.

Specimen plan
2.4 Wear test—G75 Miller
To obtain a first impression of the wear protection properties of this alloy system, standard samples for the ASTM G75 test [31] were taken from the additively manufactured component by means of electric discharge wire machining. These were then ground to remove the eroded skin. The test was carried out in accordance with the standard (ASTM G75). A sample was moved cyclically under a defined load of 22.24 N in an abrasive suspension against chloroprene rubber at a speed of 20 m/min (Fig. 4). This test has also been used in [32, 33].

ASTM G75 “Miller” test [32]
3 Experimental results
Figure 5 shows the additively produced material deposit. The manufacturing of this weld deposit took about 140 min (welding and waiting between the layers to achieve the interlayer temperature). On the right side of the picture, a geometric error can be seen at the weld pool run-out. This builds up due to the always same manufacturing direction at the end of each welding level. The surface of the material deposit becomes more uneven with increasing material height. However, the top layer has a smooth surface.

Achieved additive manufactured material sample after PWHT
There are no cracks in the material sample visible. Cracks were not found during the cutting of the specimen, preparation of the specimens, or in the microstructure analysis, so the first impression of the potential absence of cracks in the intermetallic alloy remained confirmed. Thus, the selected manufacturing strategy for the initial composition can be used as a basis for further adjustments to the process as well as the chemical composition.
3.1 Chemical composition and phase morphology
The achieved chemical composition is shown in Table 4 in comparison to the intended composition. Two methods were used to determine the composition. First, energy-dispersive X-ray spectroscopy analysis was performed with a scanning electron microscope to analyze the area in the center of the material deposit, and second, X-ray fluorescence analysis was performed on the cross-section of the sample.
It is evident that the chemical addition due to the welding process and the subsequent heat treatment deviates only slightly from the target. A significant burn-off of material on the order of 3–5 wt.% can only be observed for aluminum.
In small quantities, burn-off can also be observed for the additional alloying elements titanium and molybdenum. The burn-up of aluminum should not change the basic structure of the material out of the B2 phase. It shifts the point in the trimaterial system AlFeNi (Fig. 1) towards the y + B2 region. The detection of boron in the alloy could not be carried out with the selected measuring methods due to the low admixture. Figure 6 shows the desired and the achieved chemical composition in the given ternary system. Here, the burn-off of aluminum is visible.

Section of AlFeNi phase diagram with achieved alloy composition indicated in green and desired alloy system in red [21].
The determination of the lattice structure by XRD analysis also shows a basic structure of a B2 phase, Fig. 7.

XRD pattern of the additive manufactured AlFeNi alloy
Table 5 shows the lattice parameters and LRO calculated for the material. The calculations were carried out according to [34, 35].
3.2 Microstructure
The analysis of the microstructure is divided into two parts in this work. The first deals with the additively manufactured material, and the second deals with the microstructure in the dilution zone between the substrate and the additively manufactured material.
Figure 8 shows the additively manufactured material together with the dilution zone and base material at ×12.5 magnification after etching with V2A etchant. The base material can be seen in the lower part of the picture. This is divided into two areas. The first area at the bottom shows the thermally unaffected base material. The second area above shows a zone with strong grain growth, in which the grains also align equixially to each other and perpendicularly to the direction of manufacturing layer by layer. This phenomenon is known from various other materials and investigations that the main grain orientation forms parallel to the heat dissipation. This is also found in the heat-affected zone of the welds. Above the base material is the melt line with the zone of dilution between the base material and the filler material above it. The chemical composition of this zone differs depending on the layer. After a certain number of layers (typically 3–4), the dilution is then reduced to such an extent that one can speak of “pure” additively manufactured material.

Cross-section of additive manufactured AlFeNi + B alloy, dilution zone, and base material
The “pure” additively manufactured material has a homogeneous microstructure with slightly anisotropic grains with main extension in the direction of heat conduction (Fig. 9). On the grain boundaries, there are finely distributed small precipitates (Fig. 10). It is assumed that molybdenum- and titanium-rich phases precipitate on the grain boundaries.

Microstructure FeNiAl + B additively manufactured material

Microstructure of FeNiAl + B additive manufactured material
As stated earlier, there is no second phase in the XRD pattern, even though it is clearly visible in the cross-section. This may, under certain circumstances, be due to the low volume content of the second phase, similarity of the crystal structure or small size of precipitates. It can be assumed that the formation of the second phases counteracts anisotropic grain growth and thus contributes to an increase in toughness, as also occurs in other alloys [36].
Figure 11 shows the precipitates in an image taken with the scanning electron microscope. As already shown, precipitates form on the grain boundaries. It can be assumed that these precipitates prevent grain growth during the application of further additive manufacturing layers. Figure 11 also shows the points at which the chemical composition of the precipitates was determined using energy-dispersive X-ray spectroscopy.

SEM image of the precipitates
The chemical composition of the precipitates is shown in Table 6. The amount of boron was below the detection range of the used equipment. Compared to the intended chemical composition of the alloy, all measuring points show increased contents of molybdenum and titanium. The larger precipitates measured (points 1–3) consist almost exclusively of titanium, iron, and molybdenum. The distribution of the individual elements is also shown in Fig. 12. The areas rich in molybdenum, iron, and titanium are clearly visible. It is also clear that the precipitates do not contain any aluminum or nickel.

Distribution of elements in the precipitates
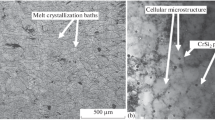
A two-phase structure also occurs in the dilution zone. Larger precipitates can be seen on the grain boundary of the matrix (Fig. 13). A larger magnification (Fig. 14) also shows a large number of precipitates within the grains of the matrix. Since the transition zone was not the target of the investigations, no more in-depth determinations of the composition of the matrix and the precipitates were carried out here. In the case of using intermetallic alloys as wear protection materials, this investigation must be carried out.

Microstructure dilution zone

Microstructure dilution zone, magnification ×500
Furthermore, small microcracks or microcavities can be seen. This indicates a very brittle transition zone.
3.3 Hardness, wear behavior, and density
The sample has a hardness of 453 HV10 in cross-section in the additive manufactured intermetallic alloy. High hardness suggests good wear resistance in three-body abrasive wear. To determine the wear rate in mm3, the density of the material was first determined with the aid of a pycnometer to convert the gravimetric measured loss of material into a volumetric loss. The density determined was 6.36 g/cm3. The wear removal in the ASTM G75 test was 77.72 mm3 at the end of the standard test (Fig. 15). Compared to two conventional wear-resistant coatings also produced by plasma powder cladding—a Stellite 6 and a Stellite 12—the AlFeNi exhibits lower wear loss and thus improved wear resistance.

Compared to other newly developed alloy systems of the complex-concentrated alloy class, the aluminide alloy also shows a significantly increased wear resistance. The good wear properties give hope that this group of iron-nickel aluminides can establish itself as an alternative to the cobalt-based alloys used to date.
4 Discussion
The aim of the work presented was to show a possible way of producing the normally very brittle intermetallic alloys based on aluminum and iron and/or nickel (also known as aluminides) “crack free” using an arc-based additive manufacturing process. The results show that this is possible, even if microcracks are present in certain areas of the additively manufactured simple structure, in particular the zone of mixing between the substrate plate and the selected alloy approach. The desired basic chemical composition could also be achieved based on blended initial powders. Small deviations from the intended alloy composition due to alloy element burn-off were to be expected. This can be compensated in further investigations by over-alloying the starting powder. Nevertheless, the intended phase B2 was achieved. The intended formation of a second phase was achieved. This should lead to an increased toughness of the alloy—which needs to be proven in further work. Thus, the presented work is in line with the work on other aluminides, which were produced additively by various processes. This includes titanium aluminides [38] as well as iron aluminides [16, 29]. In particular, iron and nickel aluminides are being increasingly focused on as binders for wear resistance claddings and additive manufactured parts [15, 16, 24]. This approach is also confirmed by the positive properties under wear attack from this work.
In this context, the wear resistance of the AlFeNi alloy exceeds that of conventionally used Stellites. Due to one of the measured characteristic quantities, the hardness, this behavior is not fully comprehensible, as the average hardness of the Stellites is higher than that of the AlFeNi alloy. However, wear resistance cannot be reduced to hardness alone as a reference value. In general, wear resistance is a system variable in which several factors, such as the tribological system and other variables such as the modulus of elasticity, have an immense influence [39, 40]. Therefore, the further investigation of this alloy system is necessary to clarify the basic mechanism. Here, especially, the determination of mechanical properties is the next step.
The resulting microstructure can be easily classified in the state of the art based on the measured lattice constants. The measured constants are comparable to those of similar alloys with the same phase—which were produced by different manufacturing processes—and deviate only slightly [35, 41,42,43]. The deviations can be explained by the different alloy compositions, the presence of the second phase, and the corresponding measurement inaccuracies and methods.
Overall, the presented method is suitable to achieve an initial processing route for such kind of alloys to perform further test and doing alloy and process optimization for arc-based additive manufacturing of iron nickel aluminides.
5 Conclusion
In the presented work, a method was shown for how a B2-phase intermetallic alloy can be produced on the basis of the AlFeNi system. In addition to a slight adjustment of the alloy composition by adding the elements boron, molybdenum, and titanium to increase the toughness, a possible process and thermal management strategy were presented, which, according to the presented findings, enables crack-free additive manufacturing of the alloy. The main conclusions of this work are as follows:
-
A process strategy with high preheating or interlayer temperature followed by heat treatment in the furnace enables crack-free additive processing with plasma powder welding.
-
The produced alloy consists of mainly B2 phase with small amounts of a precipitated secondary phase on the grain boundaries.
-
The alloy has a hardness of approx. 450 HV10.
-
The alloy exhibits comparable if not improved wear resistance in three-body abrasive wear compared to conventional wear protection alloys.
Further work will include the identification of the other phases that occur, the determination of the mechanical properties including the brittle-ductile transition temperature (BDTT), and the effect of an increased alloy content of aluminum to compensate for the burn-off. Furthermore, to determine the effect of the boron, addition experiments with higher boron contents have to be done. Overall, the results are promising in two directions: first, in wear protection and second, for additive manufacturing. In wear protection, these alloys may be able to replace cobalt-based alloys with comparable wear protection properties, thereby reducing the use of this strategically valuable resource. In the field of additive manufacturing, these alloys could have a lower tendency to oxidize at elevated temperatures than conventional iron aluminides. This would allow the use of aluminides with high iron content at higher temperatures.
However, the basis for both approaches is the provision of a manufacturing strategy such as that introduced in this paper.
Data availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Palm M, Stein F, Dehm G (2019) Iron aluminides. Annu Rev Mater Res 49:297–326. https://doi.org/10.1146/annurev-matsci-070218-125911
Schroepfer D, Treutler K, Boerner A, Gustus R, Kannengiesser T, Wesling V, Maus-Friedrichs W (2021) Surface finishing of hard-to-machine cladding alloys for highly stressed components. Int J Adv Manuf Technol 114:1427–1442. https://doi.org/10.1007/s00170-021-06815-y
Witte J, Schroepfer D, Hamacher M, Michels H, Hamm C, Appelt M, Boerner A, Kannengiesser T (2022) Tool development for hybrid finishing milling of iron aluminides. Procedia CIRP 108:793–798. https://doi.org/10.1016/j.procir.2022.03.123
Eissel A, Engelking L, Treutler K, Wesling V, Schröpfer D, Kannengießer T (2022) Modification of Co–Cr alloys to optimize additively welded microstructures and subsequent surface finishing. Weld World 66:2245–2257. https://doi.org/10.1007/s40194-022-01334-0
Treutler K, Wesling V (2021) The current state of research of wire arc additive manufacturing (WAAM): a review. Appl Sci 11:8619. https://doi.org/10.3390/app11188619
Hoefer K, Mayr P (2018) Additive manufacturing of titanium parts using 3D plasma metal deposition. MSF 941:2137–2141. https://doi.org/10.4028/www.scientific.net/MSF.941.2137
Hoefer K, Nitsche A, Abstoss KG, Ertugrul G, Haelsig A, Mayr P (2019) Multi-material additive manufacturing by 3D plasma metal deposition for graded structures of super duplex alloy 1.4410 and the austenitic corrosion resistant alloy 1.4404. JOM 71:1554–1559. https://doi.org/10.1007/s11837-019-03356-4
Wang L, Zhang Y, Hua X, Shen C, Li F, Huang Y, Ding Y (2021) Fabrication of γ-TiAl intermetallic alloy using the twin-wire plasma arc additive manufacturing process: microstructure evolution and mechanical properties. Mater Sci Eng A 812:141056. https://doi.org/10.1016/j.msea.2021.141056
Emdadi A, Sizova I, Stryzhyboroda O, Hecht U, Buhl J, Bambach M (2020) Hot workability of a spark plasma sintered intermetallic iron aluminide alloy above and below the order-disorder transition temperature. Procedia Manuf 47:1281–1287. https://doi.org/10.1016/j.promfg.2020.04.238
Wu D, Zheng J, Liu S, Wu H, Wei X, Zhang C (2022) Effect of water vapor content on corrosion performance of aluminide coatings on TP347H in a simulated biomass combustion environment. J Mater Res Technol 20:1755–1769. https://doi.org/10.1016/j.jmrt.2022.07.170
Raulot JM, Fraczkiewicz A, Cordonnier T, Aourag H, Grosdidier T (2008) Atomistic study of the effect of B addition in the FeAl compound. J Mater Sci 43:3867–3872. https://doi.org/10.1007/s10853-007-2338-7
Rojacz H, Piringer G, Varga M (2023) Iron aluminides – a step towards sustainable high-temperature wear resistant materials. Wear 523:204754. https://doi.org/10.1016/j.wear.2023.204754
Johnson M, Mikkola DE, March PA, Wright RN (1990) The resistance of nickel and iron aluminides to cavitation erosion and abrasive wear. Wear 140:279–289. https://doi.org/10.1016/0043-1648(90)90090-W
Brunetti C, Belotti LP, Miyoshi MH, Pintaúde G, D’Oliveira A (2014) Influence of Fe on the room and high-temperature sliding wear of NiAl coatings. Surf Coat Technol 258:160–167. https://doi.org/10.1016/j.surfcoat.2014.09.036
Duraiselvam M, Galun R, Wesling V, Mordike BL, Reiter R, Oligmüller J (2006) Cavitation erosion resistance of AISI 420 martensitic stainless steel laser-clad with nickel aluminide intermetallic composites and matrix composites with TiC reinforcement. Surf Coat Technol 201:1289–1295. https://doi.org/10.1016/j.surfcoat.2006.01.054
Vilardell AM, Cinca N, Tarrés E, Kobashi M (2022) Iron aluminides as an alternative binder for cemented carbides: a review and perspective towards additive manufacturing. Mater Today Commun 31:103335. https://doi.org/10.1016/j.mtcomm.2022.103335
Lakdhar I, Alhussein A, Capelle J, Creus J (2021) Al-Ti-W alloys deposited by magnetron sputtering: effective barrier to prevent steel hydrogen embrittlement. Appl Surf Sci 567:150786. https://doi.org/10.1016/j.apsusc.2021.150786
Chakraborty D, Tirumala T, Chitral S, Sahoo BN, Kiran DV, Kumar PA (2022) The state of the art for wire arc additive manufacturing process of titanium alloys for aerospace applications. J Mater Eng Perform 31:6149–6182. https://doi.org/10.1007/s11665-022-07128-1
Wang L, Shen C, Zhang Y, Li F, Huang Y, Ding Y, Xin J, Zhou W, Hua X (2021) Effect of Al content on the microstructure and mechanical properties of γ-TiAl alloy fabricated by twin-wire plasma arc additive manufacturing system. Mater Sci Eng A 826:142008. https://doi.org/10.1016/j.msea.2021.142008
Chumak I, Richter KW, Ipser H (2008) Isothermal sections in the (Fe, Ni)-rich part of the Fe-Ni-Al phase diagram. J Phs Eqil and Diff 29:300–304. https://doi.org/10.1007/s11669-008-9319-7
Raghavan V (2009) AlFeNi (aluminum-iron-nickel). J Phase Equilib Diffus 30:85–88. https://doi.org/10.1007/s11669-008-9452-3
Zhang L, Du Y (2007) Thermodynamic description of the Al–Fe–Ni system over the whole composition and temperature ranges: modeling coupled with key experiment. Calphad 31:529–540. https://doi.org/10.1016/j.calphad.2007.03.003
David SA, Jemian WA, Liu CT et al (1985) Welding and weldability of nickel-iron aluminides. Welding J. 64:1
Duraiselvam M, Galun R, Siegmann S, Wesling V, Mordike BL (2006) Liquid impact erosion characteristics of martensitic stainless steel laser clad with Ni-based intermetallic composites and matrix composites. Wear 261:1140–1149. https://doi.org/10.1016/j.wear.2006.03.024
Shen C, Pan Z, Cuiuri D, Dong B, Li H (2016) In-depth study of the mechanical properties for Fe3Al based iron aluminide fabricated using the wire-arc additive manufacturing process. Mater Sci Eng A 669:118–126. https://doi.org/10.1016/j.msea.2016.05.047
Schneibel JH (1998) Strengthening of iron aluminides by vacancies and/or nickel. Mater Sci Eng A 258:181–186. https://doi.org/10.1016/S0921-5093(98)00932-0
Schneibel JH, Specht ED, Munroe PR (1997) On the strength of nickel-containing B2 iron aluminides. Mater Sci Eng A 239-240:245–250. https://doi.org/10.1016/S0921-5093(97)00588-1
Jiao ZB, Luan JH, Liu CT (2016) Strategies for improving ductility of ordered intermetallics. Prog Nat Sci: Mater Int 26:1–12. https://doi.org/10.1016/j.pnsc.2016.01.014
Shen C, Pan Z, Cuiuri D, Ding D, Li H (2017) Influences of deposition current and interpass temperature to the Fe3Al-based iron aluminide fabricated using wire-arc additive manufacturing process. Int J Adv Manuf Technol 88:2009–2018. https://doi.org/10.1007/s00170-016-8935-3
DIN EN ISO 6507 (2018) Metallische Werkstoffe_- Härteprüfung nach Vickers_- Teil_1: Prüfverfahren (ISO_6507-1:2018); Deutsche Fassung EN_ISO_6507-1:2018. Beuth Verlag GmbH, Berlin. https://doi.org/10.31030/2778746
ASTM G75-15(2021) G02 Committee, Test method for determination of slurry abrasivity (Miller number) and slurry abrasion response of materials (SAR number), ASTM International, West Conshohocken, PA. https://doi.org/10.1520/G0075-15R21
Lorenz S (2019) Eisenbasierte intermetallische Hartlegierungen für den Verschleißschutz am Beispiel von Einschneckenextrudern,TU Clausthal. https://doi.org/10.21268/20191202-0
Treutler K, Lorenz S, Hamje J, Wesling V (2022) Wire and arc additive manufacturing of a CoCrFeMoNiV complex concentrated alloy using metal-cored wire—process, properties, and wear resistance. Appl Sci 12:6308. https://doi.org/10.3390/app12136308
Cullity BD, Weymouth JW (1957) Elements of X-ray diffraction. Am J Phys 25:394–395. https://doi.org/10.1119/1.1934486
Muralikrishna GM, Esther ACM, Guruvidyathri K, Watermeyer P, Liebscher CH, Kulkarni KN, Wilde G, Divinski SV, Murty BS (2020) Novel multicomponent B2-ordered aluminides: compositional design, synthesis, characterization, and thermal stability. Metals 10:1411. https://doi.org/10.3390/met10111411
Chang K, Feng W, Chen L-Q (2009) Effect of second-phase particle morphology on grain growth kinetics. Acta Mater 57:5229–5236. https://doi.org/10.1016/j.actamat.2009.07.025
L Lau, D Beuth, P Stenzel, V Wesling, R Reiter, S Lorenz, Kobalt- und Kobaltersatzlegierungen zum schweißtechnischen Auftragen, in: DVS Congress 2016 Grosse Schweisstechnische Tagung DVS-Studentenkongress: Vorträge der Veranstaltung in Leipzig am 19. 8und 20. September 2016, DVS Media, Düsseldorf, 2016.
Emiralioğlu A, Ünal R (2022) Additive manufacturing of gamma titanium aluminide alloys: a review. J Mater Sci 57:4441–4466. https://doi.org/10.1007/s10853-022-06896-4
Pintaude G (2013) Introduction of the ratio of the hardness to the reduced elastic modulus for abrasion, in: Tribology - Fundamentals and Advancements. InTech
Varenberg M (2022) Adjusting for running-in: extension of the Archard wear equation. Tribol Lett 70:1–8. https://doi.org/10.1007/s11249-022-01602-6
Ma Y, Jiang B, Li C, Wang Q, Dong C, Liaw P, Xu F, Sun L (2017) The BCC/B2 Morphologies in AlxNiCoFeCr high-entropy alloys. Metals 7:57. https://doi.org/10.3390/met7020057
Liu ZG, Guo JT, Zhou LZ, Hu ZQ, Umemoto M (1997) Mechanical alloying synthesis and structural characterization of ternary Ni-Al-Fe alloys. J Mater Sci 32:4857–4864. https://doi.org/10.1023/A:1018607820275
Hu R, Su H-N, Nash P (2007) Enthalpies of formation and lattice parameters of B2 phases in Al-Ni-X systems. Pure Appl Chem 79:1653–1673. https://doi.org/10.1351/pac200779101653
Funding
Open Access funding enabled and organized by Projekt DEAL. Funded by the “Top Research for Lower Saxony” (Spitzenforschung für Niedersachsen) program of the Lower Saxony Ministry of Science and Culture.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission II - Arc Welding and Filler Metals
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Treutler, K. Plasma powder transferred arc additive manufacturing of ((Fe, Ni)-Al) intermetallic alloy and resulting properties. Weld World 68, 567–577 (2024). https://doi.org/10.1007/s40194-023-01631-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01631-2