
Abstract
The X-ray phase contrast imaging is a powerful method to understand the fundamental behavior of the melt and keyhole during the laser beam welding process. In this paper, the keyhole-induced vapor capillary formation in the melt pool is investigated by using an adjustable laser beam source. For this purpose, the aluminum A1050 specimen with a thickness of 0.5 mm is molten only with the heat conduction welding regime by using the ring-mode laser beam. Once the specimen is molten through, the core multi-mode laser beam is then applied to vaporize the melt and a transition to keyhole welding regime occurs. Therefore, the core multi-mode laser beam with an intensity value of 33.3 MW/cm2 is investigated. The correlation between the keyhole-induced vapor capillary and the melt behavior is further investigated in this paper which was recorded with a high sampling rate of 19 kHz. In addition, a theoretical calculation about the keyhole depth is discussed in this paper.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The laser beam welding process of a material with limited thickness gains its importance due to the increasing demand on the electrical interconnection. The electrical interconnection is not only required for the power electronics or electrical components but also for the interconnection of battery cells in electromobility [1, 2]. Therefore, the laser beam spot-welding process with limited material thickness is investigated in this paper with the in-situ X-ray phase contrast method.
The in situ X-ray imaging of the laser beam welding process enables further understanding of the correlation between the melt and the keyhole dynamic. The extracted information from the X-ray imaging is highly dependent to its given sampling rate and the related clear differentiation between solid, liquid, and gas states during the laser welding process. The in situ observation of the keyhole during the laser beam welding process is investigated by [3] for copper at high sampling rate of 20 kHz and [4] reached a sampling rate even up to 100 kHz for high-alloy steel [5] recorded the laser beam spot welding process of aluminum at sapling rate with f = 28 kHz where process instabilities are monitored by the supervised deep learning. In this paper, the laser beam spot welding process at a high sampling rate of f = 19128 Hz is applied to investigate the melt and vapor capillary dynamic for aluminum 1050 A.
A clear transition from the heat conduction welding to keyhole welding regime is investigated. For this purpose, an adjustable laser beam source is used for this experiment to divide the melting and evaporating process. To solely investigate the melt dynamic caused by a keyhole presence, the ring-mode laser beam melts the material with heat conduction, and the core multi-mode laser beam initiates the keyhole welding process. On the basis of the experimental investigation, an equation is proposed to estimate the keyhole depth.
2 Experimental setup
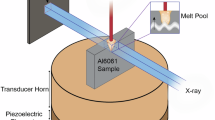
The in situ X-ray phase contrast method is used to examine the melt and keyhole dynamics. Experiments are conducted at the high energy beamline P07 (EH4) of Petra III at the Deutsches Elektronen-Synchrotron DESY in Hamburg. The laser beam spot welding process is demonstrated with a 0.5 mm thick aluminum 1050 A ribbon, which is attached to a milled plate to demonstrate a gap and consequently the limited material thickness. The experimental setup for this investigation is shown in Fig. 1. This setup is developed at the Chair of Laser Technology at RWTH Aachen University and the Fraunhofer Institute for Laser Technology ILT [6].

Experimental setup for the in-situ X-ray phase contrast imaging of laser welding process
HighLight FL-ARM Compact laser beam source with a wavelength λ = 1070 nm is used for this investigation. This adjustable laser beam source allows to control two laser beam sources simultaneously: a ring-mode and multi-mode fiber laser beam. To focus the laser beam at the specimen surface, a f-theta lens with a focal length of 163 mm is used. The welding process is conducted at the focal point of the laser beam. The ring-mode laser beam has an outer beam diameter of 536 μm. The multi-mode laser beam is positioned at the center of the ring-mode laser beam and has a beam diameter of 47.92 μm.
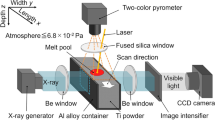
The X-ray beam irradiates the interacting zone between the laser beam and specimen at a fixed position. On the opposite side, a scintillator is placed coaxially aligned to the X-ray beam irradiation. So, the transmitted X-ray beam is illuminated on the scintillator. The illuminated laser beam process on the scintillator surface is then recorded with a high-speed camera, which is placed behind the scintillator. As a result, the time-dependent geometrical change of the keyhole and melt is recorded. The sampling rate is set to f = 19182 Hz. The recorded X-ray images are image-processed to clearly differentiate the solid, liquid, and vapor states. For this purpose, the X-ray image of the specimen is recorded without the laser beam process and subtracted with the X-ray image during the laser beam process. The imaging process technique from [6, 7] is applied for this paper. An image-processed X-ray image is shown in Fig. 2 to distinguish the different items in the captured X-ray image.

Exemplary X-ray phase contrast image
While only the ring-mode laser beam is turned on, a melt pool is visible without a presence of a keyhole. When the multi-mode laser beam is turned on, a penetrating keyhole channel is visible at the center of the melt. Different to the conventional welding process in which the material thickness is considered as semi-infinite, melt boundary outside of the specimen is visible at specimen bottom side.
3 Results and discussion
3.1 Keyhole-induced vapor capillary development in a melt pool
The ring-mode laser is activated to melt the specimen with a laser beam power of P1 = 1000 W. The irradiation time is set to tP = 65 ms for conducted experiment. This ring-mode laser beam setting leads to a full penetration of the specimen with a heat conduction welding. At t = 60 ms, the multi-mode fiber laser beam is turned on with defined laser beam power at the melt center for 5 ms. The investigated laser beam power value for the multi-mode laser beam is P2 = 600 W (I = 33.3 MW/cm2). The image sequence of the X-ray phase contrast imaging is shown in Fig. 3 to visualize the keyhole-induced vapor capillary and melt dynamic.

Image sequence of the x-ray phase contrast observation of the laser spot welding process for the following parameter: PP = 1000 W; tP = 65 ms; PD = 600 W; tP = 5 ms (starting from t = 60 ms); f = 19128 fps. h, material thickness [mm]; am, melt amplitude [mm]
The melt penetrates towards the specimen bottom solely with heat conduction welding. The melt penetrates into the specimen with a semi-circular melt shape until the lower melt boundary reaches the specimen bottom. As the melt boundary reaches the specimen bottom, the heat accumulation affects the melt shape. Therefore, a semi-circular-shaped melt turns into a truncated cone shape (t = 60 ms). After the melt reaches the specimen bottom, the melt boundary at the specimen bottom widens consequently as the laser beam irradiation continues.
At t = 60 ms, the multi-mode fiber laser beam irradiation is initiated at the melt center. A keyhole channel is generated inside of the melt as soon as the multi-mode laser beam is initiated and shows a keyhole-induced vapor capillary expansion until it stabilizes at t = 60.54 ms. During the vapor capillary expansion, the melt is pushed outside the specimen boundary in both directions. At t = 60.05 ms, there is an indication that the keyhole has penetrated through the vapor capillary, which is however clearly observed at t = 60.11 ms. The keyhole penetration reaches the end of the lower melt boundary in the atmosphere. However, as the expanded vapor capillary reaches its maximum and contracts, the pushed melt volume draws back accordingly. Also, the keyhole penetration depth reduces correlated to the position of the melt. As equal laser beam energy and intensity are applied for the multi-mode fiber laser beam irradiation without any further spatial or temporal laser beam modulation, the keyhole penetration depth reduction should be related to the presence of the vapor capillary.
As the expanded vapor capillary draws back, a narrow keyhole channel with a diameter of 60 μm penetrates the melt (t > 60.27 ms). In spite of continuous laser beam irradiation at constant laser beam intensity value, no further keyhole-induced vapor capillary expansion and therefore a melt is pushed outside the specimen boundary.
The volume of pushed-out melt increases, as the vapor capillary area in the specimen increases. However, as the expanded vapor capillary reaches its maximum value and contracts, the melt in the atmosphere draws back accordingly.
The balanced pressure equilibrium during the heat conduction welding process is interrupted by the sudden presence of the multi-mode laser beam. As a consequence, the melt rapidly vaporizes along the penetrating laser beam, which leads to a keyhole channel inside the melt. The keyhole channel however does not fully penetrate the melt. The inertia of the vapor pressure caused by evaporation at the keyhole wall leads to a vapor capillary expansion [8]. As the vapor pressure pv exceeds the melt surface tension pressure pγ, the melt is pushed outside the specimen boundary and results into an up as well as down melt streaming. The melt surface tension pressure is dependent to its surface tension and radius (Eq. 1).
p γ,i is the surface tension pressure of the melt [kPa]; Fγ,i is the surface tension force [N]; ri is the melt radius [mm]; γi is the surface tension of melt [N/mm]; θ is the fluid melt angle [°]; A is the pressure acting melt area [mm2].
At the pressure equilibrium state (t = 60 ms), the melt radius is measured by examining the X-ray image and the fluid melt angle is considered as 0° for maximum surface tension force [9]. The surface tension is temperature dependent. Assuming a homogenous melting temperature at the melt boundary, the surface tension of aluminum melt boundary is 875 mN/m according to [10]. The calculated surface tension pressure for the upper melt boundary is 3.5 kPa (radius rm,t =0.5 mm) and for the lower melt boundary is 10.29 kPa (rm,b = 0.17 mm). The vapor pressure and the pressure forces pf acting on the keyhole front producing a melt flow component parallel to the laser beam axis are difficult to distinguish [8]. However, a sum of the mentioned pressure values can be estimated by considering the surface tension pressure of the melt spike at the specimen bottom. In spite of the maximally expanded vapor capillary, the melt spike is only stretched without melt spatter ejection (t = 60.108 ms). Therefore, when the pressure equilibrium at that moment is considered, an estimation of the vapor pressure and the pressure force acting on the keyhole front can be determined (Fig. 4).

Schematic representation of the pressure equilibrium at maximally expanded vapor capillary
The melt radius of the stretched melt spike at the lower melt boundary is measured with rm = 41.5 μm. Also, as the keyhole front is positioned proximately to the melt–atmosphere boundary, the melt temperature is reasonably higher than the melting temperature. The surface tension value of aluminum liquid temperature at 1550 K is 800 mN/m [10]. The surface tension value at higher temperature is not found in the literature. [11] has reported that the impact of the gravitational force at the melt spike is negligible compared to the vapor pressure due to its negligible mass. As a result, a pressure equilibrium at melt spike can be simplified to the following Eq. 2.
p v is the vapor pressure [N/mm2]; pf is the keyhole front pressure [N/mm2]; pγ,b is the surface tension pressure [N/mm2].
The calculation surface tension pressure at the melt spike with given value is 38.5 kPa. In other words, the initiation of a core multi-mode laser beam with a laser beam intensity 33.3 MW/cm2 induces a vapor- and keyhole front pressure of ∆33.35 kPa at the lower melt boundary. The separated determination between the vapor pressure and the pressure force is not further discussed within this paper.
After the keyhole-induced vapor capillary expands to its maximum volume, the vapor capillary volume decreases and the melt draws back. Once the pressure equilibrium is reached, only a narrow vapor capillary fully penetrates the melt and spatters are ejected occasionally without down-streaming melt. Therefore, the described vapor capillary expansion is only temporally. The remaining dwell time for the expanded vapor capillary is tDw = 162 μs.
3.2 Approximation of the keyhole depth to the applied laser beam intensity
The keyhole channel is observed for the investigated intensity value (33.3 MW/cm2) in the previous sub-section. For t = 60.11 ms, the keyhole has penetrated the specimen thickness (h = 0.5 mm). However, the keyhole penetration depth zk did not exceed the lower end of the pushed out melt amplitude am (zk ≤ h+am). The theoretical relation between the keyhole depth and the applied intensity is discussed in this sub-section (refer to Fig. 3).
The melt pool is generated solely through the heat conduction welding until t = 60 ms. The following multi-mode laser beam is therefore theoretically positioned at the melt pool surface (z = 0) for the initial phase. The keyhole penetration depth on a described specimen can be estimated with the energy balance equation at the laser spot.
(Leaning on [12])
A L is the absorption degree [-]; IE is the elevated laser beam intensity [MW/cm2]; ρ is the density [kg/m³]; Lv is the latent heat of evaporation [J/kg]; \(\frac{\partial {z}_k}{\partial t}\) is the keyhole penetration velocity [m/s]; K is the thermal conductivity [W/mK]; \(\frac{\partial T}{\partial z}\) is the temperature gradient at the welding front [K/m].
According to [12], the absorbed elevated laser beam intensity is a subtraction between the heat and vaporize and melt the specimen. When the welding process is proceeded only with a single laser beam source, two laser beam intensity level is required to achieve a heat conduction welding and keyhole welding regime [7]. In this case, the elevated laser beam intensity is defined as a subtracted intensity value of the two intensity values. However, for the adjustable laser beam source, two laser beam sources are used for each purpose: ring-mode laser for melting and multi-mode laser for vaporization. Therefore, the laser beam intensity of the multi-mode fiber laser beam is considered as elevated laser beam intensity for Eq. 3. Knowing the amount of the absorbed laser beam intensity, the temperature gradient at the welding front is to be determined for the keyhole penetration depth estimation. The transient 1-dimensional heat conduction (Eq. 4) is applied to express the temperature distribution inside of the melt over the laser beam irradiation time:
α is the thermal diffusivity [m²/s]; \(\frac{\partial T}{\partial t}\) is the temperature distribution [K/s]
The temperature distribution in the melt can be further expressed with the keyhole penetration depth over the time which is influenced by the temperature change over the depth of the melt. So, the rewritten Equation is shown in the equation below:
\(\frac{dT}{dz}\) is the temperature distribution over the melt [K/s].
The boundary conditions for the temperature distribution are considered as an ideal case after the heat conduction welding at t = 60 ms: The melt surface starts to vaporize at z = 0 with T = Tv, and the melt lower side (z = h) has just reached its melting temperature with T = Tm. Considering the boundary conditions, the solution for Eq. 5 of the temperature distribution over the melt is calculated. As a result, the temperature gradient at the keyhole front in penetration direction can be substituted into the energy balance to Eq. 6.
c p is the specific heat capacity [J/gK]; Tv is the evaporization temperature [K]; Tm is the melting temperature [K].
The equation above is sorted out to the expression of the vapor penetration velocity and the integration of the sorted equation leads to an equation of the keyhole penetration length zk as shown below.
r s is the laser beam radius [mm²]; P is the laser beam power [W]; t is the irradiation time [s].
Based on the equation above, the keyhole penetration depth can be estimated by the absorbed elevated laser beam intensity and irradiation time of the multi-mode laser beam. The required elevated intensity value and the duration until the keyhole penetrates given melt thickness can be estimated in Fig. 5. The calculation is conducted with thermophysical material properties of aluminum listed in Table 1.

Calculated keyhole penetration depth dependent on the laser beam intensity and absorption degree
The keyhole penetration depth increases rapidly with increasing irradiation duration and absorption degree. On the basis of this calculation, the keyhole development within the material can be estimated dependent to the absorbed laser beam intensity. Considering the difference between two calculated absorption degree, keyhole penetration depth is highly influenced by the absorption degree of the laser beam at the melt.
3.3 Validation
The validation of Eq. 7 is conducted by comparing the measured keyhole depth from Fig. 3 at the irradiation time for tD = 108 μs to the calculated keyhole depth value. For the calculation of the keyhole depth, an accurate estimation of the absorption degree during the keyhole welding is required. Therefore, the incoupling degree is considered for the validation which is suggested by Beck.
Within the keyhole, the laser beam is reflected multiple times, and for each encountering on the keyhole wall, a partial laser beam energy is absorbed at the wall. The total amount of absorbed laser beam energy through the Fresnel absorption is not only dependent to the absorption degree of the material but strongly dependent to the shape of the keyhole [13]. The total amount of absorbed laser beam energy within the keyhole is also called as an incoupling degree ηA and can be estimated with an equation for a cone-shaped vapor capillary [13]:
η A is the incoupling degree [-]; AL is the absorption degree [-]; Sv is the aspect ratio of capillary [-].
This estimation assumes that the keyhole diameter dcap is equally large as the laser spot diameter ds, and the aspect ratio of keyhole is defined as Sv = zcap/dcap where zcap is the keyhole depth, respectively [13]. The keyhole geometry can be measured from the X-ray image, and the aspect ratio of keyhole is Sv calculated as 16.6. The determined aspect ratio of keyhole leads to an incoupling degree of 90.38%. At given laser beam intensity value (I = 33.3 MW/cm²), the solution of Eq. 7 with the material properties from Table 1 leads to a keyhole depth of zk = 1.08 mm. Considering the measured keyhole depth with zk = 827 μm, the calculated value differs by 23%.
4 Conclusion and outlook
In this paper, a laser beam spot welding process is investigated on an aluminum with a thickness of 0.5 mm. A clear differentiation of the melting and vaporizing process is conducted by using an adjustable laser beam source. On the basis of the X-ray imaging with high sampling rate f = 19182 Hz, the melt dynamic caused by the keyhole-induced vapor capillary expansion is observed. The pressure equilibrium of the melt is interrupted by a sudden presence of the keyhole. Along the penetrating keyhole, the melt vaporizes at keyhole wall and induces a vapor pressure. The inertia of the vapor pressure expands its volume and overcomes the surface tension pressure of the melt boundary resulting a melt spike. The vapor and keyhole front pressure induces a pressure difference of ∆33.35 kPa which leads to the lower melt spike at t = 60.108 ms. After the expanded vapor capillary reaches its maximum value, the melt draws back and a narrow keyhole fully penetrates the melt. The keyhole diameter is measured to 60 μm which is comparable to the core multi-mode laser beam diameter of 49 μm. On the basis of the one-dimensional energy balance equation, the keyhole depth is approximated with zk = 1.08 mm. The validation of the theoretical calculation divers 23% compared to the measured keyhole depth, which is zk = 0.827 mm.
As for the outlook, the correlation between melt dynamic and keyhole-induced vapor capillary expansion should be further understood. For this purpose, an even higher sampling rate is still required. By increasing the sampling rate up to 75000 Hz, a detailed development of the vapor capillary is expected to be recorded. Hence, the differentiation between the vapor pressure and the keyhole front pressure parallel to the laser beam could be determined. Furthermore, the temperature at the melt spike edge could be more precisely determined by placing different metals below the aluminum specimen with a defined gap. As the dwell time for the melt spike is limited, the heat transfer to the underlying metal can be estimated. If the melt spike contacts the metal surface and forms a weld joint within estimated dwell time, the temperature at the melt spike can be determined [14]. Also, a simulation-assisted investigation can be performed to understand the vapor capillary shape during the expansion.
References
Haddad E, Chung WS, Katz O, Helm J, Olowinsky A, Gillner A (2022) Laser micro welding with fiber lasers for battery and fuel cell based electromobility. J Adv Joining Processes 5:100085. https://doi.org/10.1016/j.jajp.2021
Dimatteo V, Ascari A, Liverani E, Fortunato A (2022) Experimental investigation on the effect of spot diameter on continuous-wave laser welding of copper and aluminum thin sheets for battery manufacturing. Opt Laser Technol 145:107495
Schricker K, Schmidt L, Friedmann H, Diegel C, Seibold M, Hellwig P, Chen Y (2022) Characterization of keyhole dynamics in laser welding of copper by means of high-speed synchrotron X-ray imaging. Procedia CIRP 111:501–506
Chen Y, Clark S, Leung C, Sinclair L, Marussi S, Olbinado M, Lee P (2020) In-situ Synchrotron imaging of keyhole mode multi-layer laser powder bed fusion additive manufacturing. Appl Mater Today 20:100650
Shevchik S, Le-Quang T, Meylan B, Farahani F, Olbinado M, Rack A, Wasmer K (2020) Supervised deep learning for real-time quality monitoring of laser welding with X-ray radiographic guidance. Sci Rep 10(1):3389
Hummel M, Külkens M, Schöler C, Schulz W, Gillner A (2021) In situ X-ray tomography investigations on laser welding of copper with 515 and 1030 nm laser beam sources”. J Manuf Processes 67:170–176
Chung W, Häusler A, Hummel M, Olowinsky A, Gillner A, Beckmann F, Moosmann J (2021) In-situ x-ray phase contrast observation of the full penetration spot welding on limited aluminum material thickness. J Laser Appl 34(4):42019
Berger P, Hügel H (2013) Fluid dynamic effects in keyhole welding – an attempt to characterize different regimes. Phys Procedia 41:216–224
Dijken D, Hoving W, De Hosson J (2003) Laser penetration spike welding: a microlaser welding technique enabling novel product designs and constructions. J Laser Appl 15(1):11–18
Leitner M, Leitner T, Schmon A, Aziz K, Pottlacher G (2017) Thermophysical properties of liquid aluminum. Metallurgical and Materials Transactions. A, Physical Metallurgy and Materials. Science 48(6):3036–3045
Britten S (2017) Bauteilschonende Verbindungstechnik Auf Metallisierungen Durch Moduliertes Laserstrahlschweißen. Apprimus Verlag, Dissertation
Naim Md I (2012) Nd : YAG laser welding for photonics devices packaging. IntechOpen 2012:77
Beck M (1996) Modellierung des Lasertiefschweißens. In: Hügel H (ed) Laser in der Materialbearbeitung - Forschungsberichte des IFSW. Teubner Verlag, Dissertation
Chung W, Haeusler A, Olowinsky A, Gillner A, Poprawe R (2018) Investigation to increase the welding joint area with modulated laser beam welding over gap. J Laser Micro Nanoeng 13(2):117–125
Acknowledgements
The presented investigations were carried out at RWTH Aachen University within the framework of the Collaborative Research Center (No. SFB1120-236616214) “Bauteilpräzision durch Beherrschung von Schmelze und Erstarrung in Produktionsprozessen” and funded by the Deutsche Forschungsgemeinschaft e.V. (DFG, German Research Foundation). The sponsorship and support are gratefully acknowledged.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Chung, WS., Hummel, M., Spurk, C. et al. In situ X-ray phase contrast imaging of the melt and vapor capillary behavior during the welding regime transition on aluminum with limited material thickness. Weld World 68, 43–50 (2024). https://doi.org/10.1007/s40194-023-01616-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01616-1