
Abstract
The combination of additive manufacturing and direct screwing can minimize the limitations in additive manufacturing such as long manufacturing times and high costs for expanding building spaces. Direct screwing allows smaller components to be assembled into larger components and attachable to assemblies with high functional integration. Thus, large building spaces can be avoided, and integration of additive components into serial production is possible. Although there are guidelines for direct screwing of injection-molded thermoplastic components by the Deutscher Verein für Schweißen und verwandte Verfahren e.V. (German Welding Society), there are currently no recommendations that can be directly applied to additively manufactured components. The layered manufacturing process of additively manufactured components is highly anisotropic as the strength of the components strongly depends on the build orientation. Thus, the compatibility of additive manufactured components for direct screwing was investigated at the Kunststofftechnik Paderborn. The characterization of additively manufactured screw bosses was considered with respect to the existing guidelines. For the characterization, screw domes were additively manufactured according to the geometry recommendations of the guidelines with the fused deposition modeling and the selective laser sintering. To account for the anisotropy, the screw domes were built in three different orientations. The compatibility of additively manufactured screw domes was evaluated through a comparison to injection-molded screw bosses. For the comparison, the joining parameters, the pull-out strength, and the component strength were investigated. The results showed there are significant differences in the investigated criteria based on the manufacturing technique and the build orientation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is steadily gaining in importance [1]. For prototyping applications, additive manufacturing allows for the implementation of tension and stiffness-optimized geometries and highly functioning integrated parts. However, additive manufacturing is limited by long manufacturing times, limited material combinations, and disproportional acquisition costs for expanding building spaces.
Integration of additively manufactured plastic components into assemblies can reduce the time-to-market of the product. Thus, a more adaptable and flexible response to ever faster changing markets is possible. The continuous developments in the field of additive manufacturing and the growth of the market have reduced manufacturing costs over time. Material and facility acquisition costs have decreased because of larger building spaces and increased building rates. As a result, cheaper manufacturing costs have a significant influence on serial manufacturing [2].
Most additive components are made of plastic [3] and are commonly manufactured through fused deposition modeling (FDM). Likewise, direct screwing is the most commonly used mechanical joining process for plastic components [4]. To effectively use additive components in a product, they have to be joined with other components into an assembly. The predestined joining process for the task is direct screwing because joints with dissimilar materials are realizable without thermal influence. Additionally, direct screw joints have high connection forces at low acquisition costs. By joining with direct screwing, additively manufactured components can be combined with other processes and materials to create hybrid products in an economically viable way [5]. Direct screwing is prominent for small series production and the manufacture of large products on small facilities. This is economically favorable because of a disproportional relation between facility acquisition cost to building space size.
Preliminary investigations at the Kunststofftechnik Paderborn (KTP) [6] show the limited applicability of the guideline for direct screwing of injection-molded thermoplastic components by the Deutscher Verband für Schweißen und verwandte Verfahren e.V. (DVS-Richtlinie 2241-1 [7]) to additively manufactured components. Additive components are built in layers which results in a process-dependent anisotropy considered in the layout and design. Moreover, omitted restrictions from injection molding offer great optimization potential for additive components [8, 9].
2 State of research
Additive manufacturing allows for direct manufacturing of CAD models without the need of forming tools. Additive manufacturing processes without the use of tools are highly flexible and have a quasi-unrestricted constructive freedom [10]. FDM and selective laser sintering (SLS), as shown in Fig. 1, are two commonly and widely used additive manufacturing processes. The FDM process uses plastic filaments which are melted and deposited on a building platform by a heated nozzle. The building platform is then lowered down for the deposition of the next layer. This is repeated till the part is completely built [9, 11]. In the SLS process, material in powder form is processed. The powder covers the entire build platform and is formed into a layer by a laser in a sintering process. To create the next layer, the build platform is lowered and a pusher is used to distribute fresh powder from a reservoir onto the lowered build platform. The next layer is produced by sintering the powder over again [12].

Working principle of the FDM (left) and SLS process (right) [3]
Direct screwing refers to screwing processes in which the screw forms a nut thread in the joining partner when it is screwed in. Plastic direct screwing requires special screws whose geometric characteristics differ from those of metric screws. The main difference lies in the design of the thread flank, which has a small flank angle of 30° or less compared to the usual 60° for metric screws. Alternatively, asymmetrical-shaped thread flanks are available. Asymmetrical thread flanks consist of a particularly flat angle of 15° at the top for an improved load-bearing capacity of the flank and a radius profile at the bottom flank, which is intended to promote the displacement and flow of the plastic [13, 14].
The joining process can be described by the resulting torques and time taken for the screw-in progress. Characteristic features of the joining process are the screw-in torque, the screw’s headrest, the tightening torque, and the over-torque, as shown in Fig. 2 [15, 16].

Torque and force curve over a standard direct screw joining process [6]
While forming the first nut thread, the tapping torque is built up. Further screwing results in increasing friction between screw and material with every imbedded thread. The friction results in the thread friction torque which increases linearly. The screw-in torque (TS) is reached with the headrest of the screw. After the headrest, further turning results in a drastic increase of the torque. If the screw is turned too far, the joint fails due to bursting of the dome, shearing of the thread, or screw breakage. At this point, the torque is at its maximum, which describes the over-torque (TO). The tightening torque (TT) can be determined from the over-torque and the screw-in torque by the following equation [7, 15]:
Following the DVS-2241 standard, the tightening torque is recommended in a range between the two factors in order to plan a sufficient safety against failure during the joining in a real process.
Only a small number of publications on the combination of the two technologies are available. In a publication by the German automotive manufacturer Daimler and the German University of Duisburg-Essen [17], screw tests were carried out on a dome made of PA12 using the SLS process. For this purpose, Fieger et al. manufactured a specimen following the DVS 2241 standard through the use of a screw with two different diameters and varying size geometry. The screw-in and over-torque were found to be within a suitable range for the automotive industry and reproducible. Additionally, the study showed that additively manufactured screw domes can be screwed five times repeatedly without failure. It is not clear whether the influence of the orientation of the domes on the building platform was considered. In a publication by the KTP of the University of Paderborn [6], domes made of ABS using the FDM process were investigated. The domes were manufactured on edge (0°), diagonally (45°), and horizontally (90°) on the building platform. For the geometry, the DVS 2241 standard was followed. The study showed that the alignment on the building platform has a significant influence on the strength of the connection. According to Moritzer et al., the lowest and highest strength is at 0° and 90°, respectively. Furthermore, the first optimizations for increasing the strength of the additively manufactured screw domes were investigated.
3 Experimental investigation
The investigations presented in this publication were carried out as part of an AiF IGF research project (IGF 21.902N), conducted by Kunststofftechnik Paderborn (KTP), an institute of the University of Paderborn.
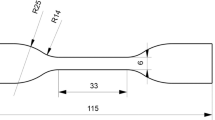
3.1 Experimental setup
The experimental investigation explores the characterization of direct screwing of additively manufactured screw domes such as the determining joining parameters, pull-out forces, and component strength. The characterization investigates the compatibility of additively manufactured components for direct screwing to explore differing behavior from injection molding and to evaluate future optimization steps. The investigation was conducted with an unreinforced polyamide 12 (PA12) and with two different additive manufacturing processes: fused deposition modeling and selective laser sintering. The used PA12 glass transition temperature is 34.03 °C [18]. The 0° orientation (explanation of orientations is following shortly) has a yield strength of 41.8 MPa at an elongation of 5.8 %. At break, the strength drops to 41.2 MPa at an elongation of 6.5%, and the elastic modulus is 1.25 GPa. For the 90° orientation, yield strength and elongation are 49.3 MPa and 6.1%, shifting to 33.4 MPa and 30% elongation at break, and the elastic modulus equals 1.51 GPa. After manufacturing, the PA12 specimen underwent accelerated conditioning for non-tropical countries with a norm climate of 23/50 (°C/humidity; following the DIN EN ISO 291 and DIN EN ISO 1110 [19, 20]), and two different screws were used. The first screw used was produced by Arnold Fastening, Forchtenberg-Ernsbach Germany, with the REMFORM II HS. The second screw is an EVO PT produced by Ejot, Berleburg Germany. Screws with a diameter of 6 mm, 5 mm, and 4 mm were used. However, the main investigation was conducted with the 6 mm diameter. The diameters 5 mm and 4 mm serve as comparative tests. The diameters were chosen in compliance with the committee monitoring the project. For every investigation with the main diameter of 6 mm, five samples were tested. For the comparative diameters, three probes with diameters of 5 mm and 4 mm were tested. The set geometry used for the characterization is based on DVS 2241 guidelines and is shown in Table 1. As per the recommendation, every geometrical parameter of the screw domes depends on the nominal diameter d1 of the screw. The values of the parameters for the investigations were chosen at the lower ends of the limits to ensure a successful joining.
To investigate the influence of the layer orientation on the joint strength, the screw domes were manufactured in three different alignments. Figure 3 demonstrates the layer orientation inside the screw domes in regard to the building platform alignment.

Visualization of the resulting layer orientation inside the screw domes from different build space alignments (from left to right: 0°, 45°, 90°)
Strength expectancy is lowest for 0° domes and highest for 90° domes because the layer orientation in 0° domes is perpendicular to the force application. This leads to a possible layer delamination. While there is a possibility for delamination in 45° domes, the layer orientation in 90° domes is parallel to the force application. Therefore, no delamination can occur in 90° domes. To evaluate the suitability, additively manufactured screw domes are compared to injection-molded (IM) screw domes with a similar geometry.
A Desoutter ERS12 controlled with a CVIR II unit, with a maximum torque of 12 Nm and a maximum speed of 950 rpm, is used for the joining and investigation of the joining process. Pull-out and component strength test are performed on a Zwick Roell universal testing machine (comp. Fig. 4).

Desoutter screw stand and universal test machine Zwick Roell 1401
3.2 Joining process
For determining of the joining parameters, the screw was screwed into the domes until failure. By evaluating the joining process, the two characteristic values of screw-in torque and over-torque can then be determined. This procedure is executed five times for the main test (6 mm) and three times for the two comparative tests. From the average values of the determined screw-in and overt-torques, an averaged tightening torque can be determined for the production of functional connections. The selected factor for the functional connection of the tightening torque was set at the upper end with 1/2. The determined tightening torques for the different test points can be taken from Table 2.
As shown in Table 2, it is unclear which screw type leads to higher tightening torques. A tendency can be seen that domes with a 0° orientation have the highest tightening torques with minor differences between the individual orientations. However, it is evident that the tightening torques of the additively manufactured domes have approximately 20% lower tightening torques than injection-molded screw domes. In conclusion, it is shown that additively manufactured screw domes overtighten earlier than conventionally produced screw domes.
3.3 Determination of pull-out force and component strength
With the calculated tightening torques, functional joints can be processed, which allows for the pull-out forces and component strength to be determined. The two variants differ in the force application point on the dome as shown in Fig. 5.

Pull-out force (left) and component strength (right) test setup
In the case of pull-out strength, the dome is loaded on the face side. Thus, this investigation focuses on the strength of the formed thread. Since the dome itself and the layers are not loaded in this arrangement, the component strength was included. The force was applied via the flange of the screw dome where the entire component is loaded and the influence of the orientation on the strength can be investigated.
3.3.1 Pull-out force
The results show a slight difference in pull-out strength between the individual orientations as shown in Fig. 6. Based on these results, the layer structure has a minor influence on the strength of the formed thread. This is because the helical geometry of the formed thread displaces the material beyond the layer boundaries. However, it does not provide a target for delamination of a single layer.

Pull-out forces for FDM/SLS/IM parts at room temperature. Remform II HS shown as R and EVO PT as E in data table
When focusing on the pull-out force, differences in strength between the two additive processes and injection-molded domes are noticeable. For example, the additively manufactured domes achieve approximately 70–80% of the strength of injection-molded domes. Under temperature load, this ratio shifts.
The component strength was found to be more target-oriented in the consideration of additively manufactured components. Investigations under temperature for the pull-out force were conducted, as shown in Figs. 7 and 8. The injection-molded domes showed expected results where the strength decreased at 70°C and increased at −40 °C. This assumption does not apply to additively manufactured screw domes. Instead, the strengths of the additive domes at 70 °C are closer to each other at 80 to 100% compared to injection molding. In contrast, under −40 °C, there is a greater discrepancy under a deviation of 60 to 70%. Under high temperatures, additively manufactured components show a relatively smaller loss of strength. In contrary, at −40 °C, there is a decrease in strength with no increase. It should be noted that even under temperature load, only minor differences between the orientations can be detected.

Pull-out forces for FDM/IM parts at +70 °C. Results for Remform II HS shown as R and EVO PT as E in data table

Pull-out forces for SLS/IM parts at −40 °C. Results for Remform II HS shown as R and EVO PT as E in data table
3.3.2 Component strength
When the screw dome is loaded on the flange to determine the component strength, the results in Fig. 9 show that the layer structure plays a significant role in the strength (maximal load, N) of the additively manufactured screw domes.

Component strength for FDM/SLS/IM parts at room temperature. Results for Remform II HS shown as R and EVO PT as E in data table
The 90° orientation has the highest strengths, and the strength is lowest for 0° orientations as a result from the layer structure orientation. At the 90° orientation, the layers are parallel to the loading direction. The strength within the layers is significantly higher than between the layers, and the highest component strengths can be found in this orientation. In the 0° orientation, the layers lie perpendicular to the load direction. The applied load on the dome causes delamination between two layers, which leads to premature failure of the screw dome. Thus, domes with a 90° orientation have approximately 70 to 80% of the strength of injection-molded domes, and 0° domes have only a strength of approximately 50 to 60% compared to injection molding.
Screw domes manufactured in the SLS process show a different behavior compared to those manufactured in the FDM process.
The component strength of the SLS domes is comparable to that of the FDM domes. It reaches approximately 70 to 80% of the strength of the injection-molded domes. In the case of the SLS domes, a slight difference can be detected between the different orientations. Moreover, significant differences are present compared to the FDM specimens. This contradicts the assumption that the strength of direct screw joints with additively manufactured components is dependent on the orientation of the layer structure in the component. However, upon closer examination, this basic assumption can be derived from the differences between the FDM and SLS specimens to show that the impairment of strength is not dependent on orientation exclusively. The orientation of the layered structure and the process- and manufacturing-dependent anisotropy of the component should be considered. Different mechanisms of layer generation of the two processes lead to different degrees of anisotropy in the components. In the FDM process, heating and depositing filaments result in components with a distinct layer structure. The individual layers can be distinguished from one another in the FDM process. Individual layers can easily detach from each other which allows the possibility of delamination. In the contrary, the sintering process of the powdered material in the SLS process produces a more uniform geometry where individual layers are not distinct from one another. Laser-sintered components have more isotropic geometry where individual layers cannot be detached from one another under load. FDM components with critical orientations for load application, such as the 0° and 45° orientations, have the risk of delamination and lower strengths as a result of differences in anisotropy. Since delamination cannot occur in the SLS process, all orientations have similar strength levels.
Figure 10 shows that the smallest dome size for the 4 mm screws has the highest strength value with the actual tensile strength (N/mm2) considered. The tensile strength should correlate to the used material as seen for the IM parts, whereas a smaller surface results in a decrease of maximum load. For AM parts, the 4 mm domes have the highest tensile strength while withstanding the least maximal load as shown in Fig. 9. The difference to IM is assumed to result from the variation of contours and strand lines for different screw dome sizes. Figure 11 illustrates a typical layer of the FDM process where the outer and inner bounds consist of contour lines. However, the space in between is filled with strand lines. Strand lines are manufactured faster with a thinner width and alternating raster angle. Hence, they are more fragile and have less contact surface between the layers as contour lines. While manufacturing smaller dome sizes, the width of the lines is constant. Therefore, the area between the contour lines shrinks, and less fragile strand material is required. As a result, the amount of contour to strand lines decreases within smaller dome sizes. This allows for higher tensile strength, even though the maximal load is smaller compared to larger dome sizes. The aim of IGF research projects is to support small and medium-sized enterprises which are focused on the application of the results; the component strength is subsequently given as the maximum load (N).

Component tensile strength FDM/SLS/IM parts at room temperature. Results for Remform II HS shown as R and EVO PT as E in data table

Characteristic geometry parameters of an FDM layer
Component strength was tested under full scale at +70 °C and −40 °C, as shown in Figs. 12 and 13. A similar behavior of the additively manufactured components, as previously observed for pull-out force, was observed.

Component strength for FDM/SLS/IM parts at +70 °C. Results for Remform II HS shown as R and EVO PT as E in data table

Component strength for FDM/SLS/IM parts at −40 °C. Results for Remform II HS shown as R and EVO PT as E in data table
A convergence of strengths between additive and injection-molded components takes place at 70°C for the component strength. In some cases, individual results are available for component strengths that exceed the strength of the injection-molded screw domes. In comparison, the strengths are between 80 and 110%. This corroborates the observations made in the pull-out force tests.
One possible reason for the reduced strength decrease is the bonding type between the individual layers. In the layer deposition process, there is no standard welding process between the layers where both joining partners are molten in neither FDM nor SLS. The previously deposited or sintered layer solidifies when the next layer is produced. When a new layer is built, the previous one melts slightly due to the waste heat. However, the essential joining mechanism is not based on a space exchange or deep interlocking of the molecular chains by high pressure that occurs in welding. It is based on superficial interlocking by diffusion forces at low pressures. Thus, diffusion forces are the primary bonding mechanism. If an additively manufactured screw dome is loaded at a temperature of 70 °C, the diffusion forces between the layers become more ideal and the layer bonding is improved. The primary failure of direct screwed additive components occurs between the layers. Hence, an increase in temperature counteracts the failure between the layers through increased diffusion forces. With this, both additive and injection-molded components have lower tensile stress and higher elongation at break due to increased temperatures, leading to reduced strengths. But additive manufactured components experience less strength loss from the interaction of increased diffusion forces and the resulting resistance to interlayer failure. Hence, strengths at 70 °C are at a similar level.
If the component strength of the joints is conducted at −40 °C, a similar tendency to the pull-out force can be observed.
Injection-molded components show increased strengths because of increased tensile stress with reduced elongation at break at low temperatures. However, this does not apply to the additively manufactured components. At −40 °C, additively manufactured components exhibit similar to only slightly increased strengths compared to room temperature, because of the embrittlement of the plastic at low temperatures. The anisotropic and partly porous structure of additively manufactured components generates a large number of notch stress-critical areas under cold conditions. When embrittlement occurs, notch stresses increase enormously, leading to premature failure. These areas are mainly located between layers. Thus, a higher strength under cold conditions leads to premature failure. An increased tensile strength of the material under cold conditions is adjusted by increased notch stresses with no increase in strength. This assumption is further explored by the comparison of increased deviation for the resulting strengths at −40 °C to room temperature and +70 °C. Through the embrittlement and the conditional failure through notch stress, the predictability of the strength decreases. Thus, the failure point is dependent on the build quality of each dome. Minor differences result in significant differences in the component strength at −40 °C.
3.3.3 Failure behavior
The failure cases, as shown in Fig. 14, can be used to underline the assumptions made. All domes were intact after the pull-out force test, and some were slightly deformed at the top side due to the force applied at the face side. Thus, in the pull-out force tests, the thread was torn out without exception. A failure of the dome was distinguishable for FDM specimens regarding the component strength. In addition, for the 0° and 45° domes, delamination between two layers can be identified as failure. At 90°, a force fracture is present because the layers are parallel to the force application and no delamination can be achieved. The failure behavior at the additional temperatures of +70 °C and −40 °C is mostly similar. Even with a higher break elongation at +70 °C, the failure occurs mostly in the form of delamination. This can be similarly observed for the failures at −40 °C. Thus, different temperatures do not influence the failure behavior significantly. In comparison to the failure behavior of the FDM specimen, SLS specimens exhibit a force fracture present in each orientation. This further justifies the assumptions regarding isotropic geometry and similar strengths between layers.

Failure cases. Top left: FDM pull-out force (torn out thread). Right side: FDM component strength (dome failure). Bottom left: SLS component strength (dome failure)
Failure occurs mainly in the transition region between the tube and the flange of the dome. Strengthening the transition area can be the focused upon for suitable design or geometric optimizations.
4 Conclusion and outlook
In this study, additively manufactured screw domes were investigated for their compatibility with direct screw fastening. Screw domes were manufactured using additive manufacturing processes such as fused deposition modeling and selective laser sintering. The geometry was based on DVS Guideline 2241 which contains recommendations for the dimensioning of injection-molded screw bosses. The focus of the investigations was on the influence of the orientation of the dome in the installation space (i.e., how layers in the manufactured dome are aligned; domes were manufactured in 0°, 45°, and 90° orientation in the build space). The additively manufactured screw domes were examined with regard to the process parameters: pull-out force and component strength. In addition, the failure cases were analyzed for possible optimization and conclusions. The results show that there are no significant differences in the tightening and overtightening torques between the different orientations. Compared to injection molding, the resulting tightening torque is lower. The investigations on pull-out force focus on the formed thread. There were no significant differences between the different orientations. The strength of the formed thread in additive components was between 70 to % of the strength of injection-molded components. The failure mechanism was screw pullout. A distinct strength difference between the orientations could be identified for test specimens from the FDM process for the component strength. Strengths for 90° and 0° domes are 70 to 80% and 50 to 60%, respectively, of the strength of injection molding comparative tests. For SLS specimens, there is no significant strength difference between the specimens. In conclusion, the anisotropy of the manufacturing process is a decisive factor for the strength of direct screwed joints with additively manufactured components. Investigations under temperature showed that increased temperature leads to an equalization of the strengths of additive and injection-molded specimens because of more pronounced diffusion forces between the layers of the additive components. At low temperatures, there is a large discrepancy between the strengths. Increased notch effects in the anisotropic or porous additive components prevent the utilization of the increased tensile strengths of the plastic in additively manufactured components under low temperatures. Based on the component strength failure patterns, it can be seen that the additively manufactured domes fail between the tube and the flange. Investigations show that additively manufactured components are compatible with direct screwing. They show differences in strength compared to injection-molded components, and orientation in the installation space, particularly anisotropic processes, must be considered. As part of the AiF IGF research project (IGF 21.902N), the results are used as a benchmark to optimize additively manufactured components for direct screwing. Geometric quantities are varied to check the influence on the strength. The design freedom of additive manufacturing will be used for design changes to the domes to increase the strength and allow them to ideally be comparable to the level of injection-molded components. The aim of the research project is for the initial application and design recommendations of the direct screwing with additively manufactured components.
References
Richter S, Wischmann S (2016) Additive Fertigungsmethoden – Entwicklungs-stand, Marktperspektiven für den industriellen Einsatz und IKT-spezifische Herausforderungen bei Forschung und Entwicklung. Begleitforschung Autonomik für Industrie 4.0. VDI / VDE Innovation + Technik GmbH, Berlin Germany
Mayer R (2018) Additive Fertigung rückt der Serie näher - Produktion/ Automation - Additive Fertiugung. Plastverarbeiter, Heidelberg Germany
Schmid M (2018) Laser sintering with plastics – Technology, Processes, and Materials. Hanser
Hoffschlag R (2012) Forschungsbedarf zum Fügen von Kunststoffen im Leichtbau und im Bereich der erneuerbaren Energien, DVS-Berichte Band 294. DVS Media GmbH, Dusseldorf Germany
Lasertechnik Journal (2018) We should not regard AM as a stand-alone technology – Interview with Carsten Merklein, head of the additive manufacturing department, Zeitschrift. WILEY-VCH Verlag GmbH & Co. KG, Weinheim Germany
Elmar M, Johannes H, Christian H (2022) Dimensionierung und Optimierung von im FDM-Verfahren 3D-gedruckten Direktverschraubungen, Joining Plastics (2) S. 84-90. DVS-Media GmbH, Dusseldorf Germany
DVS Deutscher Verband für Schweißtechnik und verwandte Verfahren (2017) Richtlinie DVS 2241-1. Direktverschraubung von Bauteilen aus thermoplas-tischen Kunststoffen. DVS Media GmbH, Dusseldorf Germany
Knoop F, Kloke A, Schöppner V (2017) Quality improvement of FDM party by parameter optimization. AIP Conference Proceedings, Jg. 1914, Nr. 1, S. 190001
Knoop FECC, Schöppner V (2015) Mechanical and thermal properties of FDM parts manufactured with Polyamide 12
Gebhardt A (2013) Generative Fertigungsverfahren – Additive Manufacturing und 3D Drucken für Prototyping – Tooling – Produktion. Carl Hanser Verlag, 4. neu bearbeitete und erweiterte Auflage, Munich Germany
Knoop F (2020) Untersuchung der mechanischen und geometrischen Eigenschaften von Bauteilen hergestellt im Fused Deposition Modelling Verfahren. Dissertation Universität Paderborn, Shaker Verlag, Dueren Germany
Gebhardt A, Kessler J, Thurn L (2016) 3D-Drucken, 2.A; CARL HANSER. Verlag GMBH & Co. KG, Munich Germany
Arnold Umformtechnik GmbH and Co (2022) KG: REMFORM®, REMFORM® II™ HS; Self-tapping fastener for plastics (thermoplastic materials). Broschüre, Arnold Umformtechnik GmbH & Co. KG, Forchtenberg-Ernsbach Germany. (last checked: 04.20.2023)
EJOT GmbH & Co (2022) KG: EJOT EVO PT®, Self-tapping fastener for plastics (thermoplastic materials). Datenblatt, EJOT GmbH & Co. KG, Berleburg Germany. (last checked: 04.20.2023)
Onasch J (1982) Zum Verschrauben von Bauteilen aus Polymerwerkstoffen mit gewindeformenden Metallschrauben, Dissertation. Institut für Werkstofftechnik Universität – Gesamthochschule Kassel, Kassel Germany
Moritzer E, Held C, Hopmann C, Kramer M (2022) Mit der richtigen Auslegung zur sicheren Verbindung. Kunststoffe 5(2022):30–33
Fieger T, Nugara D, Fischer S, Witt G (1981) Direktverschraubungen von Lasersinterbauteilen im Automobilbau. Konstruktion 68(11/12):86–90
STRATASYS GmbH (2020) FDM Nylon 12, Datasheet, Stratasys, Eden Praire, MN, USA
DIN e.V. (Hrsg.) (DIN EN ISO 291:2008, 2008) Plastics- Standard atmospheres for conditioning and testing (ISO 291:2008); German Version EN ISO 291:2008. Beuth-Verlag, Berlin Germany, p 2008
DIN e.V. (Hrsg.) (DIN EN ISO 1110:1997, 1998) (2009) Plastics – Polyamides – Accelerated contioning of test specimens (ISO 1110: 1995); German version EN ISO 1110:1997. Beuth-Verlag, Berlin Germany
Acknowledgements
The IGF-Project 21.902N of the research association “Deutscher Verband für Schweißen und verwandte Verfahren e.V.” was, on the basis of a resolution of the German Bundestag, promoted by the German Federal Ministry of Economic Affairs and Climate Action via the Asif within the framework of the program for the promotion of joint industrial research and development (IGF).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
75th IIW Annual Assembly and International Conference
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Moritzer, E., Held, C. Characterization of additively manufactured parts for direct screwing. Weld World 67, 2835–2847 (2023). https://doi.org/10.1007/s40194-023-01610-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01610-7