
Abstract
The aim of the study is to reduce welding fume emissions from flux-cored wires using pulse technology. Low-alloyed cored wires of the rutile, basic, and metal powder types were selected for this purpose. The analyses were carried out on a DIN EN ISO 15011–1:2010 compliant test rig. In addition, high-speed recordings of the material transition mode and metallographic cross-sections were made to interpret the results. Using characteristic curves developed in pre-tests, the influence of pulse time, pulse frequency, and trigger current on the welding fume emission potential of the rutile cored wire was first determined. Short pulses, medium trigger current, and medium pulse frequency were found to have a positive influence on the emission rate.
Finally, the welding fume emissions of the conventional characteristic are compared with the emission-optimized pulse characteristic. For all three filling types, emission reductions of up to 41% were found when using the pulse technology. When considering the ratio of fume generated to the mass of the weld metal produced, with the associated greatly reduced economy of the process, it became apparent that pulse welding is not suitable for welding cored wires without restrictions.
In summary, the suitability of pulse GMAW technology for reducing welding fume emissions can also be confirmed for flux-cored wires.
Highlights
1. Demonstration of the potential of pulse technology for welding fume reduction in flux-cored electrodes.
2. Reduction of welding fume emission of up to 41% possible.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The negative health effects of welding fumes, such as cancer [1] and Parkinson’s disease [2, 3], have been published in scientific papers since the development of arc welding in the first half of the twentieth century [3, 4]. An exact estimation of the long-term effects of an increased intake of welding fumes is still the subject of current research [5,6,7,8]. National regulations, such as TRGS 528 [9] in Germany, define how to manage this hazard. According to TRGS 528 [9], the melting, current-carrying filler material causes 95% of the emissions. The reason for this is an excessive energy input into the filler metal, which leads to its evaporation, the initial mechanism for the formation of welding fumes. When selecting the welding process, TRGS 528 calls for the use of pulsed arc technology to be given priority over conventional MIG/MAG welding. In this case, the welding fume emission rates would be significantly lower [9]. The transferability of the pulse technology from solid wire electrodes to flux-cored wire electrodes is, due to the double structure of flux-cored wires, tube, and filling, and the associated different melting behavior, not possible without additional effort.
1.1 Properties of flux-cored wires
Due to their dual structure, flux-cored electrodes are able to positively influence the process and the welding result in a similar way to electrodes used in manual arc welding. They consist of a steel sheath which is provided with a filling in powder form matched to the material and the welding task. A large part of the current is transferred by the sheath. As a result, the current density is very high and the deposition rate is greater than with conventional solid wires, while the current intensity remains constant. Basically, three types of gas-shielded cored wires are distinguished: metal powder, rutile, and basic cored wires. An important difference is the formation of slag, which occurs in rutile and basic cored wires. This makes use in fully automated processes more difficult. However, slag has an advantageous effect on the welding result. It reduces the cooling rate and thus the risk of hardening. It also protects the solidifying weld from external influences. The basic cored wire also tends to spatter but is superior to the other two types in terms of crack susceptibility and toughness. The metal powder wire impresses with its high deposition efficiency and good edge formation, which ensures increased productivity. [10, 11]
1.2 Welding fume emission of flux-cored wires
The welding fume emission rate during welding with flux cored electrode has been shown to be higher compared to welding with solid wire [12,13,14]. Studies from [14, 15] revealed more than twice the exposure of the welder to welding fumes by using flux-cored electrodes (Table 1). The Tobit-regression factor (β) represents a comparison factor between the different regression models of the different processes, whereby MAG welding with solid wires is used as a reference with a value of 1.0.
In investigations of the composition of welding fumes by Jenkins and Eagar, it was found that about 30% of the fumes consist of coarse particles which, due to their size, are not dangerous for the deeper respiratory tract. In comparison, the value for solid wire electrodes is less than 6% [16]. According to Hewitt and Hirst [17], the reason for this is the loose powder inside the metal sheath, which is partially released into the environment when the electrode melts. However, due to the large surface area of these particles, there would be increased evaporation, which leads to oxidation and the formation of welding fumes due to direct contact with the atmosphere. The composition of this fume depends to a large extent on the alloying elements of the filling. [17] It should also be noted that slag-forming flux-cored wires result in reduced evaporation at the weld pool surface due to the protective effect of the slag. This results in a lower contribution of the weld pool to the welding fume emission rate [18]. As a result, the optimization of droplet detachment takes on an even more central role in the prevention of welding fumes.
1.3 Pulsed GMAW of flux-cored wires: general and fume emission
In addition to the typical parameters for GMAW, such as contact tip work distance, wire feed speed, gas type, and gas quantity, there are special parameters which exist only for pulse welding. The main parameters are the pulse current intensity IP, the basic current intensity IG, the pulse frequency f, the pulse duration tp, and the trigger current It, see Fig. 1.

a Illustration of process-relevant parameters during impulse welding. b Illustration of the “spray valley” in a 3D graph of voltage, wire feed rate, and welding fume emission rate according to Quimby and Ulrich [19]
The trigger current represents a second current pulse (current plateau) in the downward phase of the pulse current, whose task is to support the droplet detachment. Palani and Murugan [15] show that mainly the pulse parameters (IP, f, tP) have an influence on the melting performance of cored wires. However, the parameters of the base current phase could not be neglected [15]. French and Bosworth investigated the possibilities offered by pulse welding of basic as well as metal powder-filled flux-cored wires. They noted that the use of pulsed arcs can shift the application area of these electrodes into areas of lower welding voltages [20]. Furthermore, Pires et al. also found that the use of pulse technologies can also significantly reduce the welding fume emission rate when welding with flux-cored wires at low voltages. The reason for this is postulated to be the lower welding power [21] and droplet temperatures [22] in pulse welding compared to the conventional characteristic. These observations are supported by studies by Castner [23], Quimby and Ulrich [19], and Rose [24].
Castner’s results are based on tests carried out at constant pulse parameters while varying wire feed speed and voltage. He notes that close control of energy input is necessary to minimize the formation of welding fumes. In addition, he observed a dependence of pulse shape and welding fume emission rate when comparing the parameter sets, which needed to be further investigated. [23]
Quimby and Ulrich took up this approach and investigated the influence of voltage, pulse length, and frequency in more detail [19]. To illustrate their results, they used the “spray valley” diagram (Fig. 1b). This represents a dip in the FER-voltage diagram where an optimal material transition and a low welding fume emission rate were observed. On the left side of the dip, the voltage and, thus, the energy for droplet detachment are too low. Growth of the droplet occurs, resulting in increased weld fume generation, as was also postulated by Mendez [2]. Compared to the standard arc, Quimby and Ulrich [19] note that this dip is much wider in pulse welding, making it less susceptible to slight parameter deviations. However, he also notes that with pulse welding, the left flank drops significantly more. This means that parameter variations at low energy levels can very quickly cause a sharp increase in the welding fume emission rate. Quimby and Ulrich also showed that a minimum of welding fume emission can be achieved by varying the pulse length and frequency while keeping the energy input constant. In the case of varying the pulse length, this corresponded to one-third of the emission rate produced at the pulse lengths specified by the welding source. When the frequency was varied, the minimum at f = 195 Hz was 70% of the fume produced at the standard value of f = 205 Hz [19].
Rose [24] confirms this statement and explains the increased welding fume emission rate at too high frequencies with a double current load of the drop sticking to the electrode tip, which would result in increased metal vapor. At frequencies too low, material transfer would occur in multiple droplets per pulse, some of which would move through the arc at high currents. In further investigations, Rose varied the pulse current intensity while maintaining the average current intensity. Here, a minimum in the welding fume emission rate was also found. If the pulse currents were too low, they would have to act for too long, and thus, evaporation would occur over a longer period of time. This theory is supported by the mathematical model developed by Nemchinsky. He postulates that at high frequencies, there is a reduced rate of welding smoke emission due to the delayed response of the temperature to changes in the currents [25]. Rose found no measurable effect on welding fume emissions when the base current was varied [24].
2 Experimental approach
A rutile, basic, and metal powder-filled, gas-protected, low-alloy flux-cored wire was used for the investigations, see Table 2.
In preliminary work, pulse characteristics adapted to the flux-cored wires were developed to ensure reliable droplet transfer, refer to Kusch [26]. Subsequently, the parameters pulse frequency, pulse time, and trigger current were varied, and their influence on the detachment characteristics and the welding fume emission rate was analyzed. The parameter variation is performed under the requirement of a constant arc length and welding voltage and with the rutile cored wire. Finally, the optimum parameters determined with regard to welding fume emissions were compared to a standard process.
The welding tests and the welding fume measurements were carried out in a test chamber in accordance with DIN EN ISO 15011–1:2010–03 [27]. The mass of the glass fiber filters used for the tests was determined before and after the tests using a precision balance (measuring accuracy 0.001 g). The time was taken using the recorded current characteristic curves. From these two values (weight of the collected fume (mFume) and welding time (tw), the welding fume emission rate (FER) in milligrams per second could be determined according to Formula 1. The evaluation of the welding fume emission in relation to the amount of weld metal produced (mweld) was carried out according to Formula 2. The area of the resulting weld seam was determined by optical measurement of metallographic cross-sections. The data presented in the diagrams represent the arithmetic mean of a sample size of n = 5 and the corresponding standard deviation.
A rotating, water-cooled pipe (1.0037, d = 220 mm, t = 4 mm, vs = 30 cm/min) was used as the base material to realize a stationary test setup. A gas mixture type M21 with a flow rate of V̇ = 18 l/min was used as a protective gas. The contact tip work distance was CTWD = 21 mm. A high-speed camera of the type Phantom v310 with a refresh rate of 4000 fps and a Cavitar illumination laser was used to characterize the material transition modes. The electrical values were measured at a sampling rate of 100 kHz.
3 Results and discussion
3.1 Variation of the frequency f
Figure 2 shows the influence of frequency on the welding fume emission rate. The evaluation of the FER shows that in the frequency range of f = 65–100 Hz, there is no significant change in the results. In contrast, the analysis of the FGR shows a parabolic pattern with an emission minimum at f = 75–100 Hz. This is consistent with the observations of Kim and Eagar [28]. At a lower frequency, the amount of filler material that must be emitted per pulse increases. As a result, a multi-drop material transition mode occurs, as shown in Fig. 3a. In order to achieve a constant arc length, a higher pulse current is also required. This is coupled with higher pinch forces and additionally promotes the droplet detachment. The large number of flying droplets increases the area of the surfaces which are capable for condensation. This is the basis for the increased welding fume emission rate at low frequencies.

Variation of the welding fume emission rate FER and FGR under different frequencies (rutile wire). Rutile type, CTWD = 21 mm, vD = 6 m/min, IG = 23 A, 576 A > IP > 294 A, 124 > IT > 85 A, tP = 2,7 ms

Illustration of the material transition of the rutile FCW as a function of the frequency: a multi-droplet material transition at low frequencies; b increasing droplet at high frequencies leads to c short-circuited material transition
The higher welding fume emission rates at high frequencies are also due to the changed material transition behavior. The short intervals between the individual pulses result in the formation of larger droplets (Fig. 3b) and to a multiple loading of the liquid filler metal with the high pulse currents [24]. The reason for this is the low pulse current associated with the higher frequency, which induces a very low pinch force. This is too small to pinch off the droplet. For this reason, the droplets grow very strongly and are significantly detached by gravity. The low pinch force in the pulse phase is of secondary importance here. The higher welding fume emission rates at higher frequencies are promoted by additional short-circuited material transitions (Fig. 3c), which lead to an ejection of liquid particles and thus contribute directly to the welding fume emission.
3.2 Variation of the pulse width tp
Table 3 shows the influence of the pulse time on the resulting weld geometry and the welding fume emission behavior. It is demonstrated that the geometry of the weld cross-section remains almost unchanged under variations of the pulse duration. Only at very long pulse times of tp = 4.1 ms does the penetration depth decrease very sharply, and the weld becomes wider. As a result, as can also be seen in Table 3, the characteristic of the time-dependent and the mass-dependent welding fume emission rates is very similar. This shows an increase in the fume emission rates with increasing pulse times. At very short pulse times, a very controlled material transition mode occurs. This is supported additionally by high pulse currents. The filler is melted and detached from the electrode in a nearly one-dot-per-pulse characteristic. The reason for a reduced welding fume emission rate is, in addition to the improved arc stability, the delayed reaction of the temperature profile to a change in the current profile [25]. This means that the temperature peak is not reached, and the filler is dissolved in a doughy form by the high pulse current, resulting in a lower vaporization potential and thus also a lower welding fume emission rate. With long pulse times, on the other hand, the low pulse current has a very long effect. In some cases, it is too low to generate a sufficiently large pinch force. As a result, dropouts can be observed in the material transition and large drops are formed, which cause the arc to burn unstably with short-circuit formation (Fig. 4).

Illustration of droplet transition mode at high pulse times tp = 4.1 ms with a large droplets and b short circuits. Rutile wire, CTWD = 21 mm, vD = 6 m/min, IG = 23 A, IP = 323 A, IT = 86 A, tP = 4,1 ms
3.3 Variation of the trigger current IT
When considering the welding fume emission rates under variation of the trigger current, a minimum was found at IT = 106 A (Fig. 5). At increased trigger current, a melting of the electrode is observed immediately after the droplet is detached. This liquid material is then exposed to vaporization until detachment in the next pulse and promotes the formation of welding fumes. Another cause of the increased welding fume emission rate at increased trigger current is again the very low pulse current and the associated low pinch force resulting in an unstable material transition. In contrast, the material transition during welding with a very low trigger current IT = 23 A is very controlled. However, the separate melting of the cladding and the filling is critical. The effect is called lance formation (filling protrusion) and leads to the exposure of volatile components of the filling to the high temperatures of the arc, which promotes significantly to the emission behavior.

Course of the welding fume emission rates FER and FGR under variation of the trigger current IT. Rutile wire, CTWD = 21 mm, vD = 6 m/min, IG = 23 A, 407 A > IP > 307 A, f = 100 Hz, tP = 2,7 ms
3.4 Welding fume emission rates for conventional and pulsed current characteristics
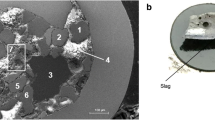
The results of the measurements of the welding fume emission rate FER are shown in Fig. 6. It can be observed that the processing of the metal powder-filled wire is connected with the highest FER values. The main reason for this is the higher welding power and the higher evaporation potential of the filling [29]. The rutile flux-cored wire has the lowest emission potential. Compared to the other two types, the basic flux-cored wire is characterized through a medium welding power and a higher evaporation potential, than the rutile one, due to the low melting temperature of the basic filling components [29]. The effect of the different slag solidification properties on rutile wire is to be evaluated with a faster solidifying slag, and the associated higher protective effect of the weld pool against evaporation [18] can be neglected due to a too small influence [30].

Comparison of FER of pulse and conventional characteristic curves
By using the pulse process, a reduction in the welding fume emission rate could be achieved for all filler metals used. The largest reduction of 41% was achieved with the basic cored wire welded at vD = 4 m/min. The improvement was also significant when the metal powder-filled wire was used. For example, at a wire feed rate of vD = 8 m/min, the amount of fume emitted in one second was reduced by almost one-third (31.85%).
When looking at FGR (Fig. 7), it is noticeable that the use of the pulse process cannot be recommended without restrictions for the welding of cored wires. A clear progression over the entire range of the WFS investigated can only be seen in the curve of the rutile cored wire. Thus, the mass-dependent welding fume emission rate when using the pulse characteristic is also lower for this filler than when using the continuous current characteristic. In the case of the metal powder as well as basic flux-cored wires, the penetration is very low due to the low energy conversion at the arc during pulse welding, compared with that produced by the continuous arc. As a result, the mass of the weld metal produced decreases, especially at wire feed speeds vD = 6 m/min and vD = 8 m/min, compared to that produced with continuous characteristics. The advantage of the low welding fume emission rate no longer compensates the disadvantage of the lower mass of the weld metal when using the basic cored wire already at a wire feed rate of vD = 4 m/min. When using the metal flux-cored wire, this effect occurs at a wire feed rate of vD = 8 m/min.

Comparison of FGR of pulse and conventional characteristic curves
4 Conclusions
The aim of the work was to demonstrate reduced welding fume emissions from flux-cored wires using pulse technology with a focus on stable material transition behavior of the dual filler metal. For this purpose, the influences of the parameters frequency, pulse duration, and trigger current were first varied, and the resulting welding fume emission rate was determined. When the frequency was varied, a range (65 Hz < f < 100 Hz) was detected in which a minimum welding fume emission rate emerged for this application. A similar positive influence on the welding fume emission rate was shown by a reduction in the pulse time, with a minimum value being determined at tP = 1.2 ms. The investigation of the trigger current showed that its use within certain limits can be useful. In this case, a IP = 106 A leads to the smallest FER. In summary, it can be said that short pulses, a medium frequency, and an adapted trigger current lead to minimized emission behavior of the low-alloyed cored wire investigated here.
The final comparison of the pulse and conventional process variants showed positive results for all flux-cored wire types in the investigated power range vD = 4, 6, and 8 m/min. In particular, reductions in the welding fume emission rate of up to 41% were found when using the basic and metal powder types. When considering the ratio of fume generated to the mass of the weld metal produced (FGR, fume generation ratio), it became apparent that pulse welding is not suitable for welding cored wires without restrictions. One approach to optimizing the welding properties could be to increase the pulse currents. This could enhance the arc pressure on the molten weld pool and thus provide a deeper penetration.
In summary, the statement of TRGS 528 regarding the reduction of the welding fume emission rate through the use of pulse technology can also be confirmed for the use of cored wires.
References
Sjögren B, Hansen KS, Kjuus H, Persson PG (1994) Exposure to stainless steel welding fumes and lung cancer: a meta-analysis. Occup Environ Med 51:335–336. https://doi.org/10.1136/oem.51.5.335
Mendez PF (2000) Effect of electrode droplet size an evaporation and fume generation in GMAW, Gas Metal Arc Welding for the 21st Century Conference; 2000/12/6–8, Orlando, FL
Harding HE (1945) Radiographic and histological appearances of the rat lung after intratracheal injection of rouge (Fe2O3). Br J Ind Med NN:32–35
Doig AT, Mclaughlin A (1936) X-Ray appearance of the lungs of electroc arc welders. Lancet 227:771–774. https://doi.org/10.1016/S0140-6736(00)56868-8
Andujar P, Simon-Deckers A, Galateau-Sallé F, Fayard B, Beaune G, Clin B, Billon-Galland M-A, Durupthy O, Pairon J-C, Doucet J, Boczkowski J, Lanone S (2014) Role of metal oxide nanoparticles in histopathological changes observed in the lung of welders. Part Fibre Toxicol 11:23. https://doi.org/10.1186/1743-8977-11-23
Antonini JM, Lewis AB, Roberts JR, Whaley DA (2003) Pulmonary effects of welding fumes: review of worker and experimental animal studies. Am J Ind Med 43:350–360. https://doi.org/10.1002/ajim.10194
Cosgrove M (2015) Arc welding and airway disease. Weld World 59:1–7. https://doi.org/10.1007/s40194-014-0172-5
Oprya M, Kiro S, Worobiec A, Horemans B, Darchuk L, Novakovic V, Ennan A, van Grieken R (2012) Size distribution and chemical properties of welding fumes of inhalable particles. J Aerosol Sci 45:50–57. https://doi.org/10.1016/j.jaerosci.2011.10.004
Federal Institute for Occupational Safety and Health, Technical rule for hazardous substances (TRGS) 528: Welding Work, Berlin, 2020
Praveen P, Yarlagadda P, Kang MJ (2005) Advancements in pulse gas metal arc welding. J Mater Process Technol 164–165:1113–1119
Floros N (2018) Welding fume main compounds and structure. Weld World 62:311–316. https://doi.org/10.1007/s40194-018-0552-3
Garcia RP, Scotti A (2010) Análise comparativa da geração de fumos entre arames maciços (GMAW) e tubulares (FCAW). Soldag Insp 15:103–111. https://doi.org/10.1590/S0104-92242010000200004
Heile RF, Hill DC (1975) Particulate fume generation in arc welding processes. Weld J 7:201–211
Pesch B, Lehnert M, Kendzia B, Weiss T, Brüning T (2011) WELDOX Wissenschaftliches Verbundprojekt zu gesundheitlichen Effekten von Schweißrauch- und Metallbelastungen, 10th "Dresdener Forum Prävention – Forum Forschung"; Dresden
Palani PK, Murugan N (2007) Modeling and simulation of wire feed rate for steady current and pulsed current gas metal arc welding using 317L flux cored wire. Int J Adv Manuf Technol 34:1111–1119. https://doi.org/10.1007/s00170-006-0678-0
Jenkins NT, Eagar TW (2005) Particle size distribution of gas metal and flux cored arc welding fumes: impactor separation of welding fumes shows at least two size modes, the relative magnitude of which is determined by the welding process. Weld J 9:156–165
Hewitt PJ, Hirst AA (1993) A systems approach to the control of welding fumes at source. Ann Occup Hyg 37:297–306. https://doi.org/10.1093/annhyg/37.3.297
Chae H, Kim C, Kim J, Rhee S (2006) Fume generation behaviors in short circuit mode during gas metal arc welding and flux cored arc welding. Mater Trans 47:1859–1863. https://doi.org/10.2320/matertrans.47.1859
Quimby BJ, Ulrich GD (1999) Fume formation rates in gas metal arc welding. Weld J 4:142–149
French I, Bosworth MR (1995) A comparison of pulsed and conventional welding with basic flux cored and metal cored welding wires - pulsed power operation appears to improve performance of both types of welding wire. Weld J 6:197–205
Pires I, Quintino L, Amaral V, Rosado T (2010) Reduction of fume and gas emissions using innovative gas metal arc welding variants. Int J Adv Manuf Technol 50:557–567. https://doi.org/10.1007/s00170-010-2551-4
Hälsig A (2014) Energetische Bilanzierung von Lichtbogenschweißverfahren, PhD Thesis, Univ.-Verl., Chemnitz, ISSN 2198–6789
Castner HR (1994) Gas metal arc welding fume generation using pulsed current, 75. American Welding Society (AWS) annual meeting, 10-15 Apr 1994, Philadelphia, PA (United States)
Rose S (2011) Entstehung und Reduzierung der Schweißrauchemissionen beim MSG-Schweißen, DVS-Berichte 275 - Große Schweißtechnische Tagung, Studentenkongress
Nemchinsky VA (1997) Electrode evaporation in an arc with pulsing current. J Phys D: Appl Phys 30:2895–2899. https://doi.org/10.1088/0022-3727/30/20/017
Kusch M (2019) Reduction of welding fume emissions during MSG flux-cored wire welding through the use of pulse technology, DVS-Report Nr.447, ISBN 978–3–96870–446–3
ISO (2015) Health and safety in welding and allied processes—laboratory method for sampling fume and gases—part 1: determination of fume emission rate during arc welding and collection of fume for analysis., ISO, Geneva
Kim Y-S, Eagar TW (1993) Metal transfer in pulsed current gas metal arc welding: static force balance analysis was used to estimate the melting rates of the electrodes during pulsed gas metal arc welding. Weld J 7:279–288
Hoefer K, Kusch M (2021) Flux cored arc welding – determination and reduction of fume emission rates. Weld Int 35:138–144. https://doi.org/10.1080/09507116.2021.1984854
Xin H, Geng Z, North TH (2001) Fume generation during solid- and metal- cored wire welding. Weld J 7:173–183
Acknowledgements
This work is partly based on experimental investigations which were conducted for the master’s thesis from Stephan Bernd. His contribution is gratefully acknowledged.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
• Kevin Hoefer: data collection, methodology, conceptualization; formal analysis; writing—original draft
• Mario Kusch: project administration
• Jonas Hensel: funding acquisition; supervision; visualization; writing—review and editing
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission VIII—Health, Safety, and Environment.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hoefer, K., Kusch, M. & Hensel, J. Reduction of the welding fume emission rate of gas-shielded cored wires by the MAG pulse welding process variant. Weld World 67, 2749–2756 (2023). https://doi.org/10.1007/s40194-023-01601-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01601-8