
Abstract
Titanium alloy Ti6Al4V has been widely applied to medical, automotive, and aerospace industries due to its excellent properties such as high strength and excellent corrosion resistance. On the other hand, additive manufacturing (AM) technology can give the freedom of design of the products. In order to spread the AMed products, the joining of AMed and wrought products are required, and it is important to understand the joint characteristics. In this study, butt welding of Ti6Al4V plate was conducted by fiber laser in argon shielding, and the joint characteristics of laser weld wrought/wrought, AMed/AMed, and AMed/wrought Ti6Al4V plates were experimentally investigated. The AMed plate has higher tensile strength than wrought plate but the elongation of AMed plate is smaller, since AMed plate has α’ martensite due to rapid cooling during laser irradiation in AM process. Then, the laser weld joint of AMed/AMed plates has higher tensile strength, but smaller elongation than that of wrought/wrought plates. The weld joint of AMed/wrought plates shows good welding state, since small heat input leads to formation of small weld bead with higher hardness between wrought and AMed plates.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloy Ti6Al4V has been widely applied to biomaterials, automotive, and aerospace products due to its excellent properties such as high strength, low density, and excellent corrosion resistance. However, the Ti alloy is easily oxidized, since Ti alloy is well known as a highly active material. The mechanical properties of Ti alloy may reduce by the oxidization.
On the other hand, additive manufacturing (AM) technology can produce the products with complex shape, and the products can be freely designed by using 3D-CAD model data. Powder bed fusion (PBF) and directed energy deposition (DED) were commonly applied to produce the AMed metal products in the industrial field [1,2,3]. In general, AMed Ti6Al4V products are produced by PBF with an electron beam (electron beam melting: EBM) under vacuum ambience [4]. Recently, AMed Ti6Al4V products can be successfully produced by laser engineered net shaping technology (LENS), which belongs to DED technique with a laser beam [5, 6]. Large build volume can be obtained by LENS, compared with normal PBF process.
However, long processing time is needed for the creation of AMed metal products, and it is difficult to create the large products. In order to spread the AMed products, the joining of AMed and wrought products are required and it is important to understand the joint characteristics. The joint characteristics of AMed and wrought Ti6Al4V products have not been fully investigated yet. Then, laser welding can be applied to obtain low heat affected zone in shielding gas [7].
Therefore, in this study, laser welding of Ti6Al4V plates by fiber laser in argon shielding was proposed. As a fundamental study, laser butt welding of wrought/wrought, AMed/AMed, and AMed/wrought Ti6Al4V plates was conducted. Before laser butt welding, material characteristics such as crystal structure, microstructure, and mechanical properties of AMed and wrought Ti6Al4V plates were evaluated. Finally, laser weld joint characteristics of Ti6Al4V plates were experimentally investigated.
2 Experimental procedures
2.1 AMed and wrought Ti6Al4V plates
The AMed Ti6Al4V block with 110 × 110 × 40 mm was produced by LENS technique with fiber laser beam. Schematic diagram of setup for LENS is shown in Fig. 1. AM conditions are shown in Table 1. The fiber laser beam with a spot diameter less than 1.4 mm and Gaussian mode was focused on the workpiece surface. Average laser power was fixed to 400 W. The strategy of scanning path was cross hatch, and the scan spacing was fixed to 0.97 mm. A layer thickness was also fixed to 0.20 mm. Ti6Al4V powder with particle size between 40 and 100 µm was impacted to the workpiece surface, and the powder feed rate was about 2.4 g/min. Chemical composition of Ti6Al4V powder is shown in Table 2.

Schematic diagram of setup for LENS
After building the Ti6Al4V block, the AMed block was slicing into 1 mm thickness by wire electrical discharge machine (EDM), and the AMed Ti6Al4V plates were obtained. The wrought Ti6Al4V plates with the same size as AMed ones were also prepared. In the welding experiment, the wrought and AMed Ti6Al4V without heat treatment were used, and electron back scattered diffraction (EBSD) image quality map and phase map of non-heated wrought specimen are shown in Fig. 2. α and β phases exist in the wrought plate as mentioned later, and the red and the green areas of phase map correspond to α phase and β one. According to the calculation of red and green areas, the ratio of β phase is 5.6%.

EBSD evaluation results of non-heated wrought Ti6Al4V
2.2 Laser butt welding
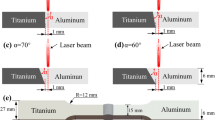
The joint characteristics of laser weld Ti6Al4V plates were experimentally investigated. Laser butt welding conditions are shown in Table 3. Schematic diagram of laser butt welding is shown in Fig. 3. Butt welding of wrought/wrought, AMed/AMed, and AMed/wrought Ti6Al4V plates with 1 mm thickness was conducted by fiber laser beam with double core in argon shielding. The laser irradiation conditions were determined for the best quality level for imperfections. Laser power of center part and ring part was 0.5 kW and 4.0 kW, respectively. The scanning velocity was 7.5 m/min. In order to suppress the oxidization of Ti6Al4V plates during laser welding, the argon gas was provided on top surface with flow rate of 15 L/min and the back surface with flow rate of 10 L/min.

Schematic diagram of laser butt welding experiment
2.3 Tensile test for laser weld plates
In order to conduct the tensile test of laser weld plate, the specimen was cut by wire EDM, and the size of specimen for tensile test was considerd according to the requirements of ASTM: E8 standards, as shown in Fig. 4. The equipment for tensile test is also shown in the figure. The crosshead speed for tensile test was set to 0.5 mm/min. Before the tensile test, the specimen surface was flat-polished in order to avoid the stress concentration at the weld bead as shown in Fig. 5.

Schematic diagram of specimen for tensile test

Polishing of laser weld specimen surfaces
3 Results and discussion
3.1 Characteristics of AMed and wrought Ti6Al4V plates
Before laser butt welding, the characteristics of AMed and wrought Ti6Al4V plates were investigated. Crystal structure of AMed and wrought plates was measured by X-ray diffraction (XRD). Crystalline orientation was also evaluated by pole figures, which were obtained from analysis of EBSD patterns. Figure 6 shows XRD patterns and crystalline orientation of wrought and AMed plates. The AMed plate consists of α’ and β phases, while α and β phases exist in the wrought plate. The α’ martensite would be generated by rapid cooling during laser irradiation, and it is known that α’ martensite leads to high strength and brittle state of material. On the other hand, the AMed plate shows isotropic crystalline orientation, while anisotropic crystalline orientation is observed in the wrought plate by pole figures which were obtained from analysis of EBSD patterns.

XRD patterns and pole figures of wrought and AMed Ti6Al4V plates
Mechanical properties of AMed and wrought plates were measured. Figure 7 shows stress–strain curves of AMed and wrought plates. The curve of solution treated and quenched wrought plate (wrought STQ) is also shown in the figure. Quenching conditions of wrought STQ are heating at 1050 °C for 30 min under vacuum ambience. After heating, the wrought plate is cooling in ice-water, the cooling rate is about − 5000 °C/s. The wrought plate with heat treatment has crystal structure of α’ and β phases, and anisotropic crystal orientation. As shown in the figure, the AMed plate had higher tensile strength than wrought plates with and without heat treatment, but the elongation of AMed plate is smaller than wrought plates without heat treatment. The wrought plate with heat treatment has small elongation similar to as AMed plate.

Stress–strain curves of AMed and wrought plates
Table 4 shows Young’s modulus and Vickers hardness of AMed and wrought Ti6Al4V plates with and without heat treatment. Young’s modulus was measured by resonance method. AMed and wrought plates with and without heat treatment have similar Young’s modulus of about 110 GPa. Hardness of AMed and wrought plates with heat treatment is higher than that of wrought without heat treatment.
The higher tensile strength and hardness of AMed plate are caused by microstructure of α’ martensite. In addition, the isotropic crystalline orientation of AMed plate leads to higher tensile strength than the wrought plate with heat treatment. Meanwhile, limited elongation of AMed plate and wrought plate with heat treatment would be caused by microstructure of α’.
3.2 Joint characteristics in laser butt welding of Ti6Al4V plates
Figure 8 shows optical images of weld bead on the top and the back surfaces for wrought/wrought, AMed/AMed, and AMed/wrought Ti6Al4V plates 1 mm thick plates after laser butt welding. Non-heat treated specimens of AMed and wrought plates were used for laser welding. Similar weld bead appearance can be observed for all specimens. Oxidation can be suppressed on the top and the back surfaces by the argon gas shielding. These results indicate that good welding states can be obtained by laser butt welding for all the specimens.

Optical images of weld bead on Ti6Al4V plates
Stress–strain curves for laser weld joint of AMed/AMed Ti6Al4V plates and the wrought/wrought ones were firstly compared. Tensile test was conducted three times in each specimen. Figure 9 shows stress–strain curves of laser weld joint of wrought/wrought, AMed/AMed, and AMed/wrought Ti6Al4V plates with 1 mm thickness. Fracture points and the fracture surface are also shown in the figure. Table 5 also shows average values of UTS, elongation, and fracture points of Fig. 9. All test pieces are not fractured on the weld bead but base material. The laser weld joint of AMed/AMed plates has the highest tensile strength, but the elongation is smaller than that of wrought/wrought plates. Then, brittle fracture state is observed at laser weld AMed/AMed plates, while ductile fracture is observed at laser weld wrought/wrought plates.

Stress–strain curves of laser weld joint of AMed/AMed, wrought/wrought, and AMed/wrought Ti6Al4V plates
Chemical compositions in wrought and AMed Ti6Al4V plates were examined by inductively coupled plasma (ICP) measurement to discuss the different joint characteristics of laser weld AMed/AMed plates and wrought/wrought ones. It is known that oxygen of Ti alloy will lead to reduction of mechanical properties. Nitrogen leads to increase of strength. Carbon also leads to the increase of strength, and the decrease of toughness. As shown in Table 6, there is no significant difference in chemical compositions of wrought and AMed plates. These results suggest that the chemical composition does not affect the difference of tensile strength between AMed/AMed plates and wrought/wrought ones. On the other hand, α’ martensite is generated on the AMed plates due to rapid cooling during laser irradiation. Therefore, it is considered that the difference of microstructure for wrought and AMed plates leads to the difference of mechanical properties.
On the other hand, stress–strain curves for weld joint of AMed/wrought plates are shown in Fig. 9c. The laser weld AMed/wrought plates are fractured at wrought base material, and ductile fracture is observed at fracture point. Furthermore, the laser weld joint of AMed/wrought plates shows relatively lower tensile strength and smaller elongation than that of AMed/AMed plates or wrought/wrought plates. The joint characteristics of AMed/wrought Ti6Al4V plates are different from the joint characteristics of AMed/AMed plates or wrought/wrought plates.
In order to discuss the joint characteristics of AMed/wrought plates, Vickers hardness of weld bead was measured. Cross-section of weld bead of AMed/wrought plates with 2 mm thickness is shown in Fig. 10a. Here, the preparation of specimen for the measurement of Vickers hardness was difficult in the case of 1 mm thickness, and the specimen of 2 mm thickness was used. The laser input power was changed by the specimen thickness, and the heat affected area was different in 1 mm and 2 mm thickness of specimen. However, it is considered that the Vickers hardness distribution around the weld bead would become same tendency between different specimen thickness of 1 mm and 2 mm. The Vickers hardness distribution around the weld bead is shown in Fig. 9b. The Vickers hardness of weld bead is higher than that of other parts. In addition, the hardness of wrought base material is lower than that of AMed one. On the other hand, variations of chemical compositions of carbon, oxygen, and nitrogen at the weld bead were investigated by line analysis of electron probe microanalyzer (EPMA) as shown in Fig. 10c. There is no variation of carbon, oxygen, and nitrogen in AMed base material, weld bead, and wrought base material.

Vickers hardness distributions and EPMA line analysis around weld bead
Therefore, good welding state can be confirmed on the weld joint of AMed/wrought plates, since small weld bead with higher hardness is formed between wrought and AMed plates. In addition, fracture at wrought base material is caused by larger elongation and lower tensile strength and lower hardness of wrought base material than AMed base one. The experimental results obtained in this work highlight the different behavior and performance of the material obtained by additive manufacturing from the wrought one, and how this difference affects the characteristics of laser-welded joints, in different combinations of base materials.
4 Conclusions
In this study, joint characteristics in laser butt welding of wrought/wrought, AMed/AMed, and AMed/wrought Ti6Al4V plates by fiber laser beam with double core in argon shielding were experimentally investigated. Main conclusions obtained in this study are as follows,
-
(1)
AMed Ti6Al4V plate has higher tensile strength than wrought plate, but elongation of AMed plate is smaller than wrought plate. The different behavior is attributed to the presence of α’ martensitic phase originated for the rapid cooling during laser irradiation in AM process.
-
(2)
Laser weld joint of AMed/AMed plates has higher tensile strength, but smaller elongation than that of wrought/wrought plates.
-
(3)
Laser weld joint of AMed/wrought plates shows that the fracture occurs at the wrought base material because wrought base material has larger elongation and lower tensile strength and lower hardness than AMed base one.
Data availability
Not applicable.
References
Schmidt M, Merklein M, Bourell D, Dimitrov D, Hausotte T, Wegener K, Overmeyer L, Vollertsen F, Levy GN (2017) Laser based additive manufacturing in industry and academia. CIRP Ann 66:561–583
Guddati S, Kiran ASK, Leavy M, Ramakrishna S (2019) Recent advancements in additive manufacturing technologies for porous material applications. Int J Adv Manuf Technol 105:193–215
Govekar E, Jeromen A, Kuznetsov A, Levy G, Fujishima M (2018) Study of an annular laser beam based axially-fed powder cladding process. CIRP Ann 67:241–244
Yan R, Luo D, Huang H, Li R, Yu N, Liu C, Hu M, Rong Q (2018) Electron beam melting in the fabrication of three-dimensional mesh titanium mandibular prosthesis scaffold. Sci Rep 8:750
Szafrańska A, Antolak-Dudka A, Baranowski P, Bogusz P, Zasada D, Małachowski J, Czujko T (2019) Identification of mechanical properties for titanium alloy Ti-6Al-4V produced using LENS Technology. Materials 12:886
Izadi M, Farzaneh A, Mohammed M, Gibson I, Rolfe B (2020) A review of laser engineered net shaping (LENS) build and process parameters of metallic parts. Rapid Prototyp J 26(6):1059–1078
Squillace A, Prisco U, Ciliberto S, Astarita A (2012) Effect of welding parameters on morphology and mechanical properties of Ti–6Al–4V laser beam welded butt joints. J Mater Process Technol 212:427
Funding
Open access funding provided by Okayama University. This research was partly supported by the National Research Foundation (NRF) South Africa Grant No. 118893, and Japan Society for the Promotion of Science (JSPS) JSBP 120196504.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Okamoto, Y., Shinonaga, T., Takemoto, Y. et al. Study on joint characteristics in laser butt welding of AMed and wrought Ti6Al4V plates. Weld World 67, 1997–2005 (2023). https://doi.org/10.1007/s40194-023-01533-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01533-3