
Abstract
Recently, multi-material designs consisting of metal and FRP components are being increasingly used in vehicle body structures to reduce weight and thus energy consumption and emission. Because the most commonly used resistance spot welding (RSW) technology for body assembly cannot be applied to join sheet metals and FRPs, the usage of FRPs is strongly limited. Therefore, a new resistance insert spot welding (RISW) method was developed. During the manufacturing process of FRPs, here compression molding of PA6 GF40 materials, specially designed steel inserts are directly integrated into the FRP part. Later, via the steel inserts, the FRP part can be spot welded to other steel parts in the structure. In this work, the design and development process of RISW is presented. Starting with the design concept of inserts, welding tests were conducted, and the parameters for the welding simulation were calibrated. After that, the detailed insert design was performed using welding simulation and tests with several restrictions, such as insert dimensions, the temperature in FRPs, the weldability range, and joining strength. In the end, an appropriate insert geometry was found, which met all requirements. The mechanical properties of RISW joining are better than or equal to those of SPRs. The new RISW technology was also demonstrated on a real vehicle component. A seat cross member was designed using FRP with 42% weight reduction and produced by compression molding with 30 simultaneously integrated inserts. The cross member was finally successfully welded to a steel closing plate using RISW.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In recent decades, the transport sector has produced about 10–20% of total CO2 emissions and has become one of the most significant contributors to global warming [1]. To reduce CO2 emissions, lightweight design is one of the most important factors. In addition, it not only reduces fuel consumption but may also improve the driving range of battery electric vehicles. Among lightweight designs, multi-material design using different metallic materials or even a combination of metals and fiber-reinforced plastics (FRP) is an efficient way to combine different materials’ advantages and is thus being followed in several new car projects [2, 3].
Among FRPs, long fiber-reinforced thermoplastic (LFT) composites possess several advantages compared to thermoset materials, such as low cost and cycle time. Compared to metallic materials, LFTs have, depending on their type, higher specific modules, strength, and impact energy absorption [4]. Their manufacturing cycle time is also acceptable. Therefore, LFTs are becoming an essential lightweight material.
Because the fiber length of the material can be maintained much more than injection molding, compression molding has gained increasing attention in the automotive industry [5]. Consequently, its applications can be found in semi-structure components, such as front-end modules and decklids, and it also offers potential for body-in-white (BIW) structural components. However, the application of LFTs, especially as structural components for cost-sensitive small- and medium-sized vehicles, is still very limited. One of the challenges is the joining technique between FRP components and steel-body structures since the existing resistance spot welding (RSW) technology and its equipment in usual BIW production cannot be used up.
1.1 State-of-the-art joining technologies
To join such dissimilar materials, various solutions have been developed. One widely used method is the self-piercing riveting (SPR) method, which is well-known for joining steel and aluminum alloys [6, 7]. The joining direction strongly influences the joint’s formation and strength [8]. In particular, the rivet prefers to go from thin to thicker and brittle to ductile material. To join FRP and steel, Wilhelm [9] studied the different rivets of SPR for joining a carbon fiber-reinforced polymer with epoxy matrix CFRP-EP (2.0 mm) and a high-strength low-alloy (HSLA) CR240BH (1.5 mm) alloys. With the standard rivet geometry, the SPR joints showed a shear strength of 4.6 kN. However, the tensile experiments were conducted with two-point specimens according to [10]. The tensile strength of the single-point SPR can be expected to be lower. Meschut and Augenthaler [11] applied the SRP for joining 2.0-mm carbon fiber-reinforced polyamide 66 (CF-PA66) with a thin 1.5-mm micro-alloyed steel HC340LAD steel sheet with the piercing direction FRP-in-steel. The maximum tensile shear strength of the joints reached about 2.9 kN. A rivet pull-out failure from the steel sheet was reported. The SPR can generally join the FRP and metal with sufficient joint strength. However, the application is limited due to sheet stack-ups because the thin sheet metal should usually be placed on the die side. On the other hand, SPRs usually require a flange width, which is larger than that of RSW [12, 13].
Flow drill screw (FDS) is another joining technique, especially for joining assemblies with only single-side accessibility [14]. The study of FDS joints for carbon fiber-reinforced plastics (CFRP) and steel can also be found in [9]. CFRP-EP (2.0 mm) were joined to a HSLA CR240BH (1.5 mm). The FDS joints can reach a tensile shear force of 4.5–6.0 kN with two-point specimens. In [11], when the screwed joints for CFRP with a predrilled hole were combined with an HC340 steel sheet, more than 5 kN strength under tensile shear loading was measured with hole-bearing failure of CFRP.
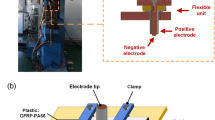
RSW is the most common joining technology for car body production when pure steel BIWs are constructed. It has advantages such as a high degree of automation, low process costs, short process time, and easy quality control. For dissimilar materials, Szallies et al. [15] developed a novel approach for RSW of polyamide 66 (PA6.6) and steel/aluminum alloys using special electrodes that combine the positive and negative electrodes on one side. These positive and negative electrodes are arranged as circular rings with an outside diameter of 16 mm and an inside diameter of 13 mm. During the welding process, the sheet metal and polymer are clamped between the “single-side” electrode and a support plate. Due to the resistance heat generated in sheet metal, PA6.6 melts at the interface layer, and material bonding is formed. Without surface pretreatment, a joint strength of 2.2 kN combined with a failure displacement of 0.3 mm can be achieved.
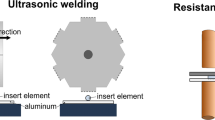
Recently, there have been increasing attempts to use metal inserts as welding adapters for joining composites with metals. Reisgen et al. [16] applied the cold metal transfer (CMT) method to make a welding insert. This insert, which possesses many small-scale metallic pins (2–5 mm) with a size of 30 mm × 30 mm, can be embedded in composite parts employing resin transfer molding and welded with steel components afterward. According to the authors, even at a process temperature of 340 °C and a duration of more than 400 ms, no significant change in the composition of the thermoset epoxy matrix could be detected. Roth et al. [17] also developed a plate form insert with a diameter of 30 mm for joining FRP/steel constructions with RSW. However, both the welding insert in [16] and the form insert in [17] have a large size that may not be embedded in the current car body parts because the flange width of BIW parts is generally restricted in the range between 14 and 19 mm for RSW [13]. A larger flange size would reduce the cross-section of the body parts and reduce the weight-saving potential of lightweight materials such as FRPs.
1.2 Background and basic principle of resistance rivet spot welding
Flexible modular, extendable platforms are becoming increasingly popular during the last decade [18,19,20]. For such platforms, different vehicles with different sizes and material mixtures must be able to be produced in the same assembly line using the same joining process. As a common practice, most original equipment manufacturers (OEMs) reuse their assembly lines and RSW for several vehicle generations with adaptations. Therefore, RSW should be further extended and developed to weld metals and FRPs, which is the major target of the present work.
The strategy in developing RSW for joining FRPs and sheet metals is based on a method developed by Fang and Zhang, which is named rivet resistance spot welding (RRSW) [13]. The RRSW method uses a novel rivet as a welding adapter inserted first into the aluminum sheet metal during the sheet metal stamping process. The aluminum part can then be welded to the steel structures via this welding adapter. This differs from the resistance element welding (REW) method in [21] and [22], as RRSW offers a 1-mm gap between joint components. Both joint parts can be fully coated using this gap in the cathodic dip coating (CDC) process. The galvanic corrosion issues can be avoided without using adhesives as an isolator between steel and aluminum alloys and thus additional costs, as in [21] and [22].
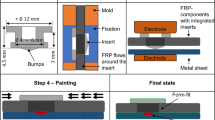
For joining FRP and metals in this work, the RRSW method has been modified by using welding inserts (instead of a rivet in RRSW), which are integrated into an LFT part by compression molding. The concept principles of the new resistance insert spot welding (RISW) for joining FRP–metal components are schematically shown in Fig. 1 and summarized in the following steps:
-
1.
Forming (manufacturing) of the welding inserts
-
2.
Compression molding of the FRP part with the integration of inserts
-
3.
Welding (using conventional RSW) of the FRP part on the metal structure
-
4.
Painting of the BIW: the gap between the sheet metal and the LFT part is filled by CDC
-
5.
Final state

Process and principles of the RISW method
In the following section, the entire development is described and discussed. The first important factor to be cleared is the process heat that may deteriorate the LFT performance. Although in [16], no significant damage to the epoxy matrix (thermoset material) was reported, even though it suffered at 340 °C about 400 ms, no publications could be found for the thermoplastic LFT. For the processability for industrial applications, the welding inserts must be able to achieve an acceptable weldability range without creating too high temperatures. In addition, the joining strength must be better than or comparable to SPR (Section. 1.1). Finally, the method must be applied with full automation. Regarding the application to car body structures, the insert dimension is limited by the flange width and should not be over 10 mm, so the same flange width as RSW can be used.
2 Methods
2.1 Material and sample preparation
For the FRP–sheet metal RISW development, two different sheet metals were used, as listed in Table 1, which include a European mild steel DC04 and a Zn-coated micro-alloyed steel HC260 LAD + Z100MB. Due to its comparatively high melting temperature to avoid material degradation during the welding process and its ability to withstand a CDC process, a glass-fiber-reinforced PA6 GF40 material (thermoplastic polyamide 6 as a matrix material with 40 wt% glass fiber as reinforcement) was selected for this study. The critical temperature for the matrix material and fiber reinforcement is ca. 300 °C, according to [23]. A direct-long fiber thermoplastic (D-LFT) process and compression molding were used to form the LFT material. It enables a longer fiber length in the pressed parts [24] that improves the strength of the BIW structure. This work used a tailor-made D-LFT semi-finished extrudate provided by Weber Fibertech. Its manufacturing process from raw materials to the used extrudate can be summarized as follows: (1) the polyamide powder is heated to its plastification temperature and mixed with short fibers in a first screw stage and (2) homogenized together with long fibers (up to 25 mm) in a second screw stage at the end of the extruder. This LFT extrudate can have larger fiber lengths in the final parts than those made by injection molding. The extrudate is cooled and cut into an appropriate shot size for subsequent application. The mechanical properties of used sheet metal and LFT were measured using standard tensile tests on compression molded sample plates, as shown in Table 1. The tensile directions 0° and 90° referred to the flow direction of the compression molded sample plate.
Carbon steel C15 in the cold-extruded condition (+ C) was chosen for the welding insert due to its good mechanical properties, weldability, and formability. The major chemical composition of C15 is listed in Table 2. For cost reasons, the welding inserts were produced in this work by mechanical turning instead of cold extrusion for serial production.
Lap shear and cross-tension tests were conducted to investigate joining strength. The dimensions for lap shear and cross-tension specimens were chosen following [26] and are shown in Fig. 2. LFT specimens with embedded welding inserts were produced with a compression molding die, as shown in Fig. 3. The molding die has an independent fixation system (color blue) for the manufacturing of LFT-insert specimens. The upper molding die is removed in the figure in the position of the frame holder for a better view so that the fixation system can be seen. The insert fixation system consists of an independent pin holder and a pair of locking bolts. The pin holder was mounted on a frame, which could be moved vertically in the upper molding tool (color brown) to realize a separate motion. The welding insert should be placed first in the mold cavity before the molding die is closed. The upper part of the molding tool was driven by the hydraulic press and moved the frame in the pressing direction. Once the pin holder on the frame reaches and fixes the welding insert, which is positioned in the mold, it is locked in the bolt and stops following the upper tool. After the insert is fixed, the upper mold tool moves further, and the mold punch (color red) forms the LFT plastificate (previously preheated into flow status) and presses it around the insert.

Dimensions of lap shear and cross-tension specimens (in mm) according to [26]

Sectional view of the molding tool and insert fixation mechanism of the compression molding tool
2.2 Welding experiments and nanoindentation tests
Welding experiments were conducted to determine the weldability range and to produce metal–LFT tensile test specimens. A Duering welding gun system, controlled by an HWH Type Genius of company Harms-Wende, was used. This Duering C-gun is driven by a servomotor and can provide maximum electrode forces of up to 4 kN. The welding system’s maximum secondary welding current is up to 50 kA. The flow volume of the welding gun coolant is regulated to 8 l/min to provide stable welding conditions. The welding electrode cap Type A0, according to DIN EN ISO 5821 [27], was chosen. The voltage and dynamic resistance were recorded at intervals of 1.0 ms during the welding process. A built-in Kistler piezoelectric load cell permitted force measurement at frequencies of 1 kHz.
The weldability range of insert welding was determined according to the procedure in SEP-1220–2:2011 [28]. The traditional concept of a lower quality limit, specified as 4 \(\surd\) t for the weld nugget size of a steel sheet, cannot be utilized for the FRP–metal joining application [29]. Due to the higher strength of metallic materials and their weld nugget, even with smaller nugget diameters, e.g., < \(4\surd t\), FRP material failure can be observed under tensile tests. Consequently, the minimum quality requirement for insert welding is adopted in this work as the occurrence of a nugget pulled out from the sheet metal, defined as pull-out failure. The commonly used weld expulsion is still applicable to an upper limit of the weldability range.
Welding force and time should be determined in advance of weldability range determination. The welding forces were chosen based on the recommendation in DIN EN ISO 14373:2005 [30], which is related to the material and sheet thickness. Afterward, with the recommended lower range of welding current, the specimens were welded with increasing welding time. Once there was a pulled-out failure of the weld, the welding current for the lower limit of weldability range was determined. Due to the substantially higher strength of the sheet metal DC04 (t = 1.5 mm), the insert was destroyed and bent during the chisel test without causing any damage to the weld nugget when the welding current was increased. The nugget size cannot be directly measured. Therefore, the nugget size was determined according to DVS 2911 [31] by using microsections through the weld between the C15 insert and sheet metal.
Since the welding heat may deteriorate the LFT matrix, the widely used nanoindentation test [32] was applied to characterize the property changes of the matrix materials polyamide (PA) after RISW. The test was performed on a polished cross-section of RISW joints with a Zwick ZHN Berkovich indenter. To minimize the influence of irregular fiber orientation and distribution close to the cross-sectional interface, the indents were set in the matrix areas, and a constant maximum load of 50 μN was used. According to [33], the load at maximum depth was held for 40 s, and the loading and unloading times were set as 30 s, respectively. To obtain the reference hardness value, the tests were also conducted on a press-formed LFT.
2.3 FE simulation of the insert welding process
To determine the insert’s geometries for the RISW, finite element (FE) welding simulations were carried out. They enabled an understanding of the interactions between different welding insert geometries, welding parameters, and the resulting nugget diameter and temperature on the inserts, as well as in LFTs. The commercially available SORPAS® 2D Welding software was used.
Two-dimensional axisymmetric models with default mesh were built for the simulation in this study. According to the experimental setup, the simulation model was built and is shown in Fig. 4. The total number of elements in the baseline model was 1078. Between model variants, there was a slight fluctuation in the total element number. The edge length of all the elements was ca. 0.3 mm. The time step in the welding process was set at 0.2 ms.

The FE model used for welding process simulation: a material combination with HC260 sheet metal with Zn coating; b enlargement for a; c material combination with DC04 mild steel (e, electrode; i, welding insert; s, sheet metal)
The thermal and electrical properties of sheet metals investigated in this work were taken directly from the SORPAS database [34]. The corresponding properties for the insert material C15C were calculated by the SOPRAS from the mechanical properties and chemical compositions that were measured by the authors. They are listed in Table 3 and Table 4.
The experimentally measured flow curves of the welding insert material C15C were modeled with the temperature-dependent Swift equation (Eq. (1)):
The coefficients of Eq. (1) for this material are listed in Table 4.
Besides the electrodes and the two joining partners (welding insert and sheet metal), three layers of elements were added to simulate the contact or transition resistance, as can be seen in Fig. 4c. These resistances are determined by contact interface thickness between the electrode and welding insert (e/i), insert/sheet metal (i/s), and sheet metal and electrode (s/e). The predefined thicknesses are 0.05 mm, which must be calibrated case by case, depending on the surface conditions of the joining partner. Another factor influencing contact resistance in SOPRAS software is the surface dirty–clean factor for each contact pair with a default number of 1. The value can be varied from 0.1 to 10, depending on the property’s variations of different material batches. Both the contact interface thickness and the dirty–clean factor are used to calculate the surface contaminant resistance \({R}_{\mathrm{contaminants}}\). For Zn-coated steel, in addition to the interface layers mentioned above, an additional 7 \(\mathrm{\mu m}\) Zn layer with default electric resistivity of SOPRAS was introduced as well (see Fig. 4a, b).
The electrical contact resistivity \({\rho }_{\mathrm{contact}}\) is calculated using Eq. (2) in SORPAS [34]. The influence of material properties is described by the flow stress \({\sigma }_{{S}_{\mathrm{soft}}}\) and normal stress at the interface \({\sigma }_{n}\), where \({\sigma }_{{S}_{\mathrm{soft}}}\) is the flow stress of the “softer” materials due to the heat input, and the corresponding material softening during welding. In addition, the electrical contact resistivity is influenced by the resistivity \({\rho }_{1/2}\) of the base materials 1 and 2. With increasing normal pressure at the interface, the contact resistivity decreases, as can be seen in Eq. (2). The temperature-dependent values of \({\rho }_{\mathrm{contaminants}}\) for steel alloys are shown in Table 5, which are provided by SORPAS.
2.4 Fabrication of SPR joint specimens
SPR was chosen as a reference joining method to evaluate the performance of the new RISW. The test samples for the lap shear and cross-tension tests were produced using a commercial self-piercing rivet with a raised round head from Atlas Copco (HENROB) and a die suggested by the company Stanley Engineered Fastening. The rivets and die setups can be found in Table 6. The samples were made by a manual SPR tool, “RivLite,” with a standard C frame. The criteria in [11] were followed to assess the quality of the SPR joints and to determine the proper joining parameters. From a cross-sectional perspective, the quality of an SPR joint is primarily characterized by mechanical interlock, known as rivet flaring, and residual floor thickness. The limit of these values is 150 \(\mathrm{\mu m}\), as can be seen in Table 6. They were all over fulfilled.
3 Resistance insert spot welding process development
The procedure for the RISW development contains the following steps: first, a welding insert was designed based on the requirements of RSW, which include the range of welding gun forces, current, time, and nugget size, as well as the usually required flange width for spot welding. This insert was manufactured by mechanical processing and then welded using the appropriate process parameters in the second step. In the third step, an FE model was built as described in Section. 2.3. The parameters of the SOPRAS welding software were calibrated using the welding test results, e.g., the size of nugget and heat-affected zone (HAZ), in step 2. In the fourth step, welding simulations on different insert geometries (see Fig. 5) were performed to determine the best geometry for the insert welding that determined by the weldability range and the maximal temperature occurred in the LFT material during the welding process. The temperature must be kept as low as possible to avoid the damage of LFTs, which must impair the joining properties. In the end, once the best geometry of the welding insert was found, the weldability range was determined. Finally, the mechanical properties of the new RISW joining must be evaluated and compared with the state-of-the-art technique, such as SPR.

Six different investigated welding insert geometries
3.1 Geometry of welding insert and pretests for calibration of FE parameters
Due to the requirements of OEMs on the welding flange width, which is usually between 14 and 19 mm [13], and the corresponding electrode type (A0, F1, and C0 according to ISO 5821) to be used in the series production, the maximum diameter of the insert was restricted to 10 mm, as can be seen in Fig. 5. The diameter of the insert shaft was selected to be between 4 and 8 mm because the nugget size in steel sheet metal spot welding was mostly larger than 4 mm. The height of the insert was determined by the thickness of the LFT materials that clasp the insert. The height of the heads was approximately 1 mm to enable the filling of paint to avoid contact corrosion, as described in Section. 1. The total height of the insert was thus 5 mm when 3-mm LFT should be investigated, and 4.5 mm if LFT was 2.5 mm thick. Six insert variants, O1 to V2, had different symmetries, which should minimize the temperature in LFTs during welding.
To start the development process, the type of A1 insert was selected because of a wider shaft in the lower side of the insert, which should allow a better heat transfer from the insert to the sheet metal below and thus reduce the temperature in LFT. Using the welding installations shown in Section. 2.2, pre-welding tests were carried out with the following parameters: weld gun force 3.2 kN, welding time 50 ms, holding time 50 ms, and current 13 kA. Electrode type A0 was applied.
3.2 Calibration of FEM parameters
Since the temperatures in FRP surrounding the insert cannot be directly measured, for the insert design, the temperature must be calculated using FE simulation only. Before this can be done, the parameters of the welding simulation using SOPRAS described in Section. 2.3, such as interface thicknesses between electrode/insert (e/i), insert/sheet metal (i/s), and sheet metal/ electrode (s/e) as well as the corresponding dirty–clean factors, must be calibrated.
The RISW simulations were conducted using the welding parameters and welding pairs C15C insert to HC260 steel given in Section. 3.1. By manually conducting a comparison between the nugget size and shape obtained by welding tests (Fig. 6a) and the simulated nugget in Fig. 6b (see also Table 7), the parameters for welding simulations could be obtained, which are shown in Table 8.

Formation of weld nugget on insert geometry A1 (C15C) to an HC 260 Zn-coated steel: a welding test; b welding simulation
3.3 Design of the welding insert
The calibrated parameters in Table 8 were then further used to decide which of the six insert geometries should be selected for the RISW process. The FE models for the six geometries were built, and simulations were run for another sheet steel material DC04 (mild steel) with a thickness of 1.5 mm. The welding parameters were as follows: weld gun force 3 kN, welding time 80 ms, holding time 50 ms, and current 6.7 kA. For the simulation, both gun force and welding current were set constant, which means that no current and force increasing time, as in reality, were applied.
The simulation results and the welding test results of RISW with insert type O2 are plotted together in Fig. 7 because this insert enabled an acceptable temperature in LFT and is also easy for handling. The A1 type of insert shows a slightly reduced temperature in LFT compared to insert type O2. However, due to the asymmetric shape of insert A1, the correct direction of the insert must be ensured 100% in the production process of LFT compression molding of car parts. The number of inserts to be integrated into a car part can be very large, and quality insurance is thus very challenging. Therefore, for further evaluation and optimization of the insert geometry, the symmetrical O2 type was the first choice.

Comparison between experimental and simulation results using the calibrated parameters given in Table 6 by using insert type O2: a electrode force and welding current curve; b dynamical resistivity curve; c weld nugget (sheet metal: DC04, t = 1.5 mm; insert material: C15C)
Figure 7a shows the given electrode force and current in the simulation compared to the real values during experiments for RISW using this type of insert. The real values of force and current were approximated by constant values. The measured and numerically calculated resistance curves are shown in Fig. 7b. The first peak and the trend of the calculated resistance curve agreed on average well with the experiments. In the experiment, after the interfaces are broken by the welding current, the resistance drops down. It increases first moderately and then slightly with increasing temperature due to the increasing bulk resistance. However, in the simulation, a pronounced second peak of resistance occurred. The reason will be discussed along with the evaluation of the nugget size in the following sections.
The comparison of nugget shape and sizes (see Fig. 7c and Table 9) shows that good agreement between the experiment and simulation could be achieved with the calibrated parameters in Table 8. Regarding the simulation’s second melt zone in the upper insert position, a much smaller dimension and lower position of the melting zone were seen in the simulation compared to the experiment. This could be caused by the numerical idealization of the electrode/insert contact condition. In the simulation, the contact at the electrode–insert interface is homogenized, which can reduce local current density and result in lower heat distribution by equal electrical resistivity at this interface. The region with a higher current density may thus be shifted into the lower position. This phenomenon could be the reason for the difference between the measured and simulated resistance in Fig. 7b.
The temperatures of LFT material around the insert were also calculated and are shown in Fig. 8. For the temperature simulation, the following data from the literature for the PA6 material, which is the matrix material for the investigated LFT, were selected [35,36,37,38]: thermal conductivity = 0.259 W/mK, heat capacity = 1292.6 J/kg K, and electrical resistivity = 1 × 107 μOhm × m.

a Cross-section of insert welding simulation with LFT using insert type O2 (see Fig. 5); b temperature profiles of different nodes in the PA6 matrix material
Temperatures at different points/elements in the LFT could be measured as shown in Fig. 8a. There, six nodes were chosen: three on the inner side close to the insert (nodes N1214, N1094, and N1001) and three on the outer side of the insert (nodes N1229, N1158, and N1153). The welding process and temperature curves can be seen in Fig. 8b. The welding started at time point 0 ms when the welding current of 6.7 kA was applied. It ended at a welding time of 80 ms. The temperature of the three nodes on the inner side started to increase and reached 260 °C at about 50 ms after the start of the welding process. Even when the welding current was off after 80 ms, the temperature in the inner region increased further due to the heat capacity of the steel insert and exceeded 300 °C. A maximum temperature of about 350 °C was seen in node N1001 at 180 ms. The duration for T > 300 °C was ca. 280 ms, as can be seen in Fig. 11b. In the outer region, there was a delay of approximately 100 ms, and the temperatures reached a maximal value of ca. 280 °C. The temperature curves at the nodes in the inner region showed a slight difference because of the electrode cooling effect. The temperatures of the three nodes in the outer region were almost identical.
3.4 Nanoindentation
Because the temperatures in the LFT material around the insert exceed 300 °C (Fig. 8), thermal degradation of the PA6 matrix may happen since the PA6 material reinforced with 40% glass fiber has a melting temperature of 220 °C [39] and is normally heated to a maximum of 280 °C before compression molding (specification of a partner company of this work, Weber Fibertech, Germany). Therefore, additional nanoindentation tests for the property validation were conducted in six areas according to Fig. 9, which are similar to the temperature measurement nodes in FE-simulation in Fig. 8a.

a Positions of nanoindentation test on the PA matrix near the RISW joints (red points); b nanoindentation on virgin PA6 GF40 materials with transverse fiber orientation and c with longitudinal fiber orientation
The first three areas, A1–A3 in Fig. 9a, were positioned within 0.5 mm close to the insert/FRP interface and arranged from top to down. The second three areas, A4–A6, were placed at a distance of about 2 mm from the insert surface. The measured points were selected manually on the matrix area without fiber. For comparison, additional measurements on two of the initial PA6 GF40 material specimens without RISW welding heat influence were conducted, as shown in Fig. 9b, c. The specimens had transverse and longitudinal fiber orientations. Five indents were performed in each area.
Figure 10 shows the obtained elastic modulus E and martens hardness MH on the 6 LFT areas, A1 to A6, around the insert, which are grouped as inner and outer areas. In addition, the E and MH values of the virgin PA6 GF materials without welding heat influence in both longitudinal and transverse sections are plotted in the diagram. These values are consistent with experimental results reported in the literature [40,41,42] for the PA6 matrix. As depicted in Fig. 10, the E and MH values of the virgin and welded materials are quite similar, with a tendency for the values of welded materials to be slightly higher. Compared with the inner area, the average values of E and MH of the outer area are slightly lower. However, all of the values are within the lower and upper limit line, which are the scatter of the values of the virgin materials.

The E-modulus (left) and martens hardness (right) of the PA6-matrix in virgin materials and in materials after RISW; the dashed lines as the upper and lower limits are the maximum scattering range of the values of the virgin PA6 GF40 materials for both longitudinal and transverse directions
Therefore, it can be concluded that the higher temperature of approximately 350 °C due to the RISW, according to Fig. 10, may not deteriorate the PA6 matrix material properties. The short duration of excess temperature (less than 280 ms) may explain the absence of thermal degradation.
3.5 Weldability
After determining the welding insert shape and sureness that the temperatures in PA6 GF40 materials are not too high, the weldability ranges were investigated using the procedure described in Section. 2.2. Figure 11 shows the RISW weldability range for the material DC04 (t = 1.5 mm) by using the welding insert type O2 C15C and electrode type A0. The welding parameters are shown in Table 10. As described in Section. 2.2, the nugget diameters for material DC04 were measured by cutting the section through the weld, and the microsections were measured using a light microscope. They were plotted over the welding currents in 0.2 kA steps. The tendency of increasing nugget diameter with increasing welding current can be seen. The welding range’s lower limit, defined as the weld pulled-out failure (PF) from sheet metal, appeared at I = 5.5 kA. Weld expulsion was detected at 6.9 kA, which is defined as the upper limit of the welding range. An acceptable weldability range, which should be more than 1.2 kA, according to [43], can be achieved for DC04.

Weldability range for RISW using DC04 (t = 1.5 mm) and C15C insert (4.5 mm height)
Using the model parameters of Section. 3.2 (Table 8), the nugget size of the RISW of DC04 steel within the entire weldability range given in Fig. 11 was also calculated by welding simulations and is shown in Fig. 12. The results of the experiments and simulations are very close to each other. Thus, the simulations were further verified.

Comparison of the experimental and calculated nugget diameter of the weldability range for sheet metal DC04 and insert C15C
3.6 Microstructure analysis
The welding nugget geometry and its dimensions are crucial factors that affect joining strength and temperature distribution during the welding process. For a better understanding of weld nugget formation during RISW, the welded nugget formed by using a C15 welding insert and DC04 sheet steel with 6.7 kA, which is lower than the upper current limits in Fig. 11, was analyzed.
As can be seen in Fig. 13a, two melt zones of the insert weld can be found: the main weld nugget at the insert–sheet metal interface and a second melt zone in the upper part of the insert right below the electrode. The size of the main nugget is about 4.5 mm with an unsymmetrical nugget height in insert and sheet metal. In conventional sheet metal RSW, typically increased thickness ratios at first result in the initiation of melting in the thicker sheet instead of melting on the sheet–sheet interface [44]. The final nugget tends to grow toward the thicker sheet. However, if the thickness ratio exceeds 2.0, the current density in the middle of the thicker sheet metal, which is the insert in RISW, is reduced. This could be caused by the increase of electric resistance in the mid-area of the insert material, which results in a redistribution of the current. The current flows preferentially through the outer side of the insert due to the low electric resistance. This phenomenon can be visualized by the FEM welding simulation shown in Fig. 14. There, one can see that the current density in the outer area of the insert is higher than in the middle.

a Macrograph of the insert weld cross-section, b heat-affected zone of sheet metal, c fine-grain heat-affected zone, d coarse-grain heat-affected zone, e heat-affected zone of insert C15, f fusion zone of sheet metal DC04, and g fusion zone of insert C15

Distribution of the welding current density in two-time steps of the RISW process: a 20 ms and b 50 ms
As a consequence, the weld nugget shifted into the thinner one. In agreement with these findings, in RISW, the large thickness ratio of 3 led to a higher nugget height of about 1.0 mm in the sheet metal (lower side of Fig. 13a). Besides the main weld nugget at the insert–sheet metal interface, a small melt zone in the upper part of the insert can be found. The reason for this is the usage of type A0 electrode, which leads to the current concentration of the electrode corner region and contributes to much more heat input.
The weld cross-section of the main weld nugget can be divided into the base material (BM), the heat-affected zone (HAZ), and the fusion zone (FZ) (Fig. 13a). The microstructure of the insert base material C15C consists of globular ferrite F and pearlite, where the ferrite grain size is ca. 40 \(\mathrm{\mu m}\). The microstructure of DC04 base material has a usual microstructure with elongated ferrite grains in a rolling direction, as commonly known.
In Fig. 13b, the HAZ of DC04 can be further divided into the coarse-grain heat-affected zone (CGHAZ), fine-grain heat-affected zone (FGHAZ), and transition zone (TZ) to BM. In the TZ, the material was below the austenitization temperature, and the microstructure was not different from BM. The FGHAZ was thoroughly heated above the austenitization temperature. As shown in Fig. 13c, a small proportion of martensite transformed from austenite. The martensite grains were randomly distributed in the ferrite–perlite matrix. Because of the short duration, grain growth did not occur in this zone. The CGHAZ region was adjacent to the FZ and can be seen in Fig. 13d. The peak temperature of this region was above the austenitization temperature for a more extended period. The FGHAZ and CGHAZ can also be found in C15, as shown in Fig. 13e. It is noted that both regions within C15 are smaller than those in DC04. This can be explained by the lower current density in the middle of the insert resulting in lower Joule heat input and temperature in this area. The temperature gradient of C15 in the region closer to the nugget was lower because it was farther away from the upper electrode. Figure 13f shows the FZ of DC04. The weld nugget experienced the maximum temperature (over its liquidus temperature) during the process. The lath martensite in DC04 with epitaxial orientation can be found, indicating that this region undergoes a higher cooling rate from the electrode. Adjacent to the fusion zone of DC04, a needle-shaped lamellar martensite structure can be found in the FZ of the insert, as reported for C15C in [45], and is shown in Fig. 13g.
4 Properties of RISW
After the successful development of the RISW process, including the development of appropriate insert geometry that enables an acceptable weldability range without the negative thermal impact of the LFT material, the mechanical properties were evaluated. The welding parameters shown in Fig. 11 and Table 10 were applied.
4.1 Tensile properties
To ensure the obtained tensile properties, the specimens joined using RISW and SPR were conditioned under laboratory conditions (at room temperature and an approximate relative humidity of 30%) for at least 48 h prior to testing. Tensile tests were performed under quasi-static and impact conditions.
4.1.1 Quasi-static condition
The quasi-static tensile tests on lap-shear and cross-tensile specimens were carried out on a conventional Zwick Z100 tensile testing machine. The tensile speed under quasi-static conditions was 2 mm/min. The force was measured directly using the load cell of the machine, while the displacement was measured by machine cross-head displacement.
Figure 15 shows the force–displacement curves and failure patterns for RISW and SPR specimens of DC04 steel in combination with PA6 GF 40 material on both lap shear and cross-tension specimens. As can be seen in Fig. 15a, the strength of the RRWS joint reached 3.9 kN during lap shear tensile tests, while the SPR joints can only reach ca. 2.8 kN. Regarding the failure displacement, the RISW joint started to fail earlier than the SPR joints. The RISW joints failed due to LFT rupture at the position of the welding insert, while the SPR joints failed due to the pull-out of the rivet from the steel sheet and represented a lower tensile strength.

Force–displacement curves and sample failure patterns under a quasi-static loading of 2 mm/min (DC04 steel–PA 6 GF40): a lap shear test and b cross-tension test
Compared to the lap shear tests, the maximum force–displacement curves of RISW and SPR joints for the cross-tension tests (Fig. 15b) are very similar (2.2 kN compare to 2.0 kN). The failure pattern of RISW/SPR joints for cross-tension tests shows that the RISW joints failed mainly by insert detachment from the composite bottom sheet, followed by stepwise failure of LFT, while SPR joints failed by pull-out from steel sheet metal. Once the SPR joints reached the maximum loads, the rivet head was pulled out entirely, and the forces decreased suddenly. However, for the RISW specimens, the force increased steeply at the beginning and showed after the maximum a gradual decrease, indicating a good fail-safe behavior, owing to the stepwise LFT rupture.
4.1.2 Impact conditions
The shear tensile tests under impact loading were also performed to determine the dynamic properties of RISW joining compared to SPR. A hydraulic Zwick testing machine (HTM5020) was used for these dynamic tensile tests. The impact tensile speeds were set at 5 m/s and 10 m/s. The forces were measured using the load cells of the test machines. The digital image correction method (DIC), using the software ARAMIS of GOM, coupled with high-speed cameras SA5 PHOTRON, was used to measure the displacement of the specimens during the tests. Depending on the tensile speed, the camera’s frame rates were set at 124,000 fps (resolution of 424 × 64 p) and 131,250 fps (resolution of 400 × 64 p) for 5 m/s and 10 m/s, respectively.
Figure 16 shows the force–displacement results from the high-speed tensile tests. No oscillations on the force signal at these high speeds were found, as in the case of dynamic tensile tests on simple tensile test specimens or welded specimens using the RISW method [46, 47]. Acceptable repeatability of the force–displacement curves can be obtained (Fig. 16). The force–displacement curves under impact conditions exhibited some similarities to those under quasi-static conditions. The force maximums of the RISW joints were higher than those of the SPR for both tensile speeds. In contrast, the failure displacements of RISW were lower than those of SPR.

Force–displacement-curves of tensile shear tests under impact loading conditions (DC04 steel–PA 6 GF40): a tensile velocity 5 m/s, b tensile velocity 10 m/s, and c their failure behaviors
The RISW joints failed within a range of approximately 3.5–4.3 kN compared to the average maximum load of approximately 2.9 kN of SPR joints for a tensile speed of 5 m/s (see Fig. 16a). The load-bearing capacities of RISW and SPR increased with increasing tensile speed. At 10 m/s speed, the maximum load of RISW increased to more than 6 kN, as can be seen in Fig. 16b.
Figure 16c shows the failure modes in the high-speed tests. Compared to quasi-static tests, the failure under impact loading showed significantly different behavior. In quasi-static tests, the joints of both RISW and SPR failed due to an almost horizontal crack at the height of the insert or rivet element. In high-speed tests, the LFT of RISW joints was increasingly damaged, and the fracture occurred in LFT, and the LFT was separated into three pieces. In contrast, the LFT of SPR joints still broke into two pieces at the height of the rivet. The increased damage appeared to be correlated with the strain rate effects of the LFT. The sensibility of the loading rate led to enormously increased maximum tensile forces with increasing test speeds.
The maximum shear tensile forces at different test speeds are summarized in Fig. 17. The loading capacity for both joining methods showed a loading rate sensitivity. The maximum strengths of RISW improved by about 40% for a loading speed of 5 m/s. It increased further by 6% when the speed was increased from 5 to 10 m/s. Apart from the dependence of the load capacity on the loading speed, it can be seen that the shear tensile strength of the RISW joint was significantly higher than that of the SPR joint at all test speeds.

Comparison of shear strength of quasi-static and high-speed tensile tests (DC04, t = 1.5 mm/LFT)
5 Manufacturing of a seat cross member with an integrated welding insert
The front-seat cross member was chosen as an application example to demonstrate RISW’s process capability. The front-seat cross member made of steel or aluminum alloys was welded together with the tunnel, rocker panel, and floor panel made of the same material with more than 25 spot welds in pure steel or aluminum BIW. In addition, the seat cross member possessed a complex geometric shape consisting of flat and tilted flanges with various angles. It can be seen as an excellent possibility to prove the RISW method for real products. From the mechanical requirements’ point of view, this metal part could be replaced by PA6 GF40 material with weight reduction. Therefore, an LFT seat cross member with ca. 42% weight reduction compared to steel was designed, which should be joined with the steel or aluminum panels by using the new RISW method. The mechanical properties of the LFT seat cross member were nearly the same as a steel cross member.
Before welding in the car body structure, the developed welding inserts must be integrated into the LFT seat cross member in a large-scale production environment. For this purpose, a feeding system and compression molding die were developed. The manufacturing tests with a fully automated production line were carried out using a 3600 t Dieffenbacher press at Weber Fibertech (see Fig. 18). The process started with the manual preparation of the welding inserts in the holding station, which is shown in Fig. 18(1). All 30 inserts were then picked up from the holding station by a robot arm (Fig. 18(2)), which is equipped with a specific gripper shown in Fig. 18(3). The inserts were transferred by this handling unit to the compression molding die (Fig. 18(4)), inserted into the small cavities for the insert in the die, where they were fixed via a vacuum pump. From the other side of the press, a robotic arm with a needle gripper was used to position the LFT into the molding die (see Fig. 18(5) and (6)). After positioning the LFT and the welding inserts, the compression modeling die was closed, and an LFT seat cross member with 30 welding inserts was formed (see Fig. 18(7)).

Manufacturing process of an LFT seat cross member with welding inserts; (1) welding insert holding station; (2) robot arm with 30-needle grippers for the transfer of welding inserts; (3) the needle grippers for holding the welding inserts; (4) mold cavity of the compression molding die; (5) the needle gripper for LFT picking-up; (6) LFT plastificate; (7) LFT-seat cross member with 30 welding inserts in the die; and (8) the welding inserts on flat and tilted flanges
The finished LFT seat cross member (Fig. 18(7)) with integrated inserts on the tilted flanges is shown in Fig. 18(8) and Fig. 19. The production process was proven to be reliable in terms of insert handling, fixation, sealing, and over-molding during the compression molding process. The quality of the parts is comparable to that without insert integration.

RISW of a PA6 GF40 seat cross member to a steel sheet metal panel
After the part manufacture, it was welded with a steel sheet metal cover plate with a conventional welding gun using a spot-welding cell at company AWL in the Netherlands. Figure 19 shows a PA6 GF40 cross member welded using RISW with a steel sheet metal closure panel simulating the floor panel of the BIW.
6 Summary and conclusions
Based on previous investigations on RRSW and state-of-the-art methods, a new RISW method was developed in this work. A new insert geometry was developed for in-line integration into an LFT compression molding process. The diameter of the insert is only 10 mm, so the usual flange width between 14 and 19 mm for sheet metal spot welding can be kept unchanged. Using steel insert and welding tests on insert and steel sheet metal, the parameters of the welding simulation with SOPRAS software could be calibrated and validated, and the detailed geometry of the welding inserts could be finally developed by an iterative process of welding simulation and tests.
Using welding trials on this developed insert, a weldability range of \(\Delta\) I = 1.4 kA could be determined for DC04 mild steel together with a C15 steel welding insert that is larger than the requirement of 1.2 kA. The corresponding welding time, electrode force, and holding time are suitable to normal industrial spot-welding equipment.
The temperature in the LFT material around the welding insert could not be experimentally measured during the welding tests. Thus, FEM simulations were conducted. A maximum temperature of 351 °C was calculated, and the duration to a temperature above 300 °C was 280 ms. However, since the duration above 300 °C was short, the nanoindentation tests showed no significant changes in PA6 material properties in terms of elastic modulus and martens hardness. Using the developed welding insert and parameters, the PA6 GF40 materials remained undamaged.
Consequently, the quasi-static strength of RISW joints was higher (Flap shear = 3.9 kN, Fcross-tension = 2.2 kN) than the reference SPR for both shear and cross-tension load cases (Flap shear = 2.8 kN, Fcross-tension = 2.0 kN). The fracture behaviors were different. This was also true for high-speed loading conditions. Due to the strong strain rate sensitivity of PA6 GF40 materials, the joining strength of both RISW and SPR specimens was much higher at higher testing speeds than under quasi-static conditions, which benefited the vehicle structures for crash loading conditions.
The developed welding insert is applicable for an automated production process using compression molding. A molding die with reliable holding, fixation, and over-molding functions for 30 inserts could be developed. The produced demonstrator part, a seat cross member, could be welded using standard RSW equipment without any problem. Therefore, the new RISW method can be considered an applicable new method for BIW production using a hybrid material system.
Data Availability
The datasets generated and analyzed during this study are included in this published article, and the raw data are available from the corresponding author on reasonable request.
References
European Environment Agency (2022) Greenhouse gas emissions from transport in Europe. https://www.eea.europa.eu/ims/greenhouse-gas-emissions-from-transport. Accessed November, 2022
Ahlers M, Sammer K, BMW Group (2015) New BMW 7 Series. Carbon core. In: EuroCarBody 2015, Automotive Circle International, Bad Nauheim, Germany
Fidorra A, Baur J, Audi AG (2010) The art of progress audi – the new A8. In: EuroCarBody 2010, Automotive Circle International, Bad Nauheim, Germany
Jayakumar S, Stolz L, Anand S, Hajdarevic A, Fang XF (2022) FE crash modeling of aluminum-FRP hybrid components manufactured by a hybrid forming process. Key Eng Mater 926:2050–2059. https://doi.org/10.4028/p-w0hue6
Ning H, Lu N, Hassen AA, Chawla K, Selim M, Pillay S (2020) A review of long fibre thermoplastic (LFT) composites. Int Mater Rev 65:164–188. https://doi.org/10.1080/09506608.2019.1585004
Abe Y, Kato T, Mori K (2009) Self-piercing riveting of high tensile strength steel and aluminium alloy sheets using conventional rivet and die. J Mater Process Technol 209:3914–3922. https://doi.org/10.1016/j.jmatprotec.2008.09.007
He X, Pearson I, Young K (2008) Self-pierce riveting for sheet materials: state of the art. J Mater Process Technol 199:27–36. https://doi.org/10.1016/J.JMATPROTEC.2007.10.071
Chrysanthou A, Sun X (2014) Self-piercing riveting: properties, processes and applications. Woodhead Publishing Limited, Cambridge
Wilhelm M (2016) Fügbarkeit von CFK-Mischverbindungen mittels umformtechnischer Prozesse. Dissertation, Dresdener joining technology reports, Volume 34/2016, Dresden University of Technology, Dresden, Germany (in German)
GS 96012 (2005) Fügetechnik - Scherzugprüfung und Kopfzugprüfung. BMW Group (in German)
Meschut G, Augenthaler F (2015) Hybridfügen von Mischbaustrukturen aus faserverstärkten Kunststoffen mit metallischen Halbzeugen. Final Report IGF Project No. 17618 N / DVS-Nr. 08.080 (in German)
DVS 3470:2017-02 (2017) MechanischesFügen – Konstruktion und Auslegung – Grundlagen/Überblick. German association for welding and similar technique, Germany
Fang XF, Zhang F (2020) Hybrid joining of a modular multi-material body-in-white structure. J Mater Process Technol 275:116351. https://doi.org/10.1016/j.jmatprotec.2019.116351
Hahn O, Küting J (2004) Entwicklung des Fließformschraubens ohne Vorlochen für Leichtbauwerkstoffe im Fahrzeugbau. Dissertation, Reports from the Laboratory for Materials and Joining Technology, Volume 133, University of Paderborn, Germany (in German)
Szallies K, Bielenin M, Schricker K, Bergmann JP, Neudel C (2019) Single-side resistance spot joining of polymer-metal hybrid structures. Weld World 63:1145–1152. https://doi.org/10.1007/s40194-019-00728-x
Reisgen U, Schiebahn A, Lotte J, Hopmann C, Schneider D, Neuhaus J (2020) Innovative joining technology for the production of hybrid components from FRP and metals. J Mater Process Technol 282:116674. https://doi.org/10.1016/j.jmatprotec.2020.116674
Roth S, Hezler A, Pampus O, Coutandin S, Fleischer J (2020) Influence of the process parameter of resistance spot welding and the geometry of weldable load introducing elements for FRP/metal joints on the heat input. J Adv Join Process 2:100032. https://doi.org/10.1016/j.jajp.2020.100032
Lüken I, Tenneberg N (2019) Volkswagen ID.3: Body-in-white structure in interaction with high-voltage battery housing (HVBH). In: Aachener Karosserietage 2019, Aachen, Germany
Rössinger M, Lüken I, Volkswagen AG (2020) Volkswagen ID.4: Body, platform, high-voltage battery housing (HVBH) and industrialization. In: EuroCarBody 2020, Automotive Circle International, Bad Nauheim, Germany
Kim M S (2022) Challenges for a smart mobility service provider. In: 12th International Munich Chassis Symposium 2021, Proceedings. Springer Vieweg, Berlin, Heidelberg
Meschut G, Hahn O, Janzen V, Olfermann T (2014) Innovative joining technologies for multi-material structures. Weld World 58:65–75. https://doi.org/10.1007/s40194-013-0098-3
Graul M, Amedick J, Noack T, Jüttner S (2010) Verfahren zum Fügen von zwei Bauelementen. German Patent No. DE102010026040A1 (in German)
Pongratz S (2005) Die Alterung von Thermoplasten. Technical-scientific report, Institute of Polymer Technology, University of Erlangen-Nuernberg, Germany, Habilitationsschrift
Radtke A (2009) Steifigkeitsberechnung von diskontinuierlich faserverstärkten Thermoplasten auf der Basis von Faserorientierungs- und Faserlängenverteilungen. Dissertation, Scientific Publication Series of the Fraunhofer ICT, Volume 45, Fraunhofer Institute for Chemical Technology ICT, Fraunhofer IRB Verlag, Stuttgart, Germany (in German)
DIN EN 10263–2:2002–02 (2018) Walzdraht, Stäbe und Draht aus Kaltstauch- und Kaltfließpressstählen Teil 2: Technische Lieferbedingungen für nicht für eine Wärmebehandlung nach der Kaltverarbeitung vorgesehene Stähle. DIN Deutsches Institut für Normung e.V., Beuth Verlag, Berlin (in German)
DVS/EFB 3480–1:2007–12 (2007) Testing of properties of joints testing of properties of mechanical and hybrid (mechanical/bonded) joints. Deutscher Verband für Schweißen und verwandte Verfahren e.V., EFB Europäische Forschungsgesellschaft für Blechverarbeitung e.V., DVS-Verlag, Düsseldorf, Germany (in German)
DIN EN ISO 5821:2010–04 (2010) Widerstandsschweißen – Punktschweiß-Elektrodenkappen. DIN Deutsches Institut für Normung e.V., Beuth Verlag, Berlin (in German)
SEP 1220–2:2011–08 (2011) Prüf- und Dokumentationsrichtlinie für die Fügeeignung von Feinblechen aus Stahl - Teil 2: Widerstandspunktschweißen. Stahl-Eisen-Prüfblätter des Stahlinstituts VDEh
Dröder K, Jüttner S, Sterz J, Kühn M, Ballschmiter G, Obruch O (2017) Verfahrensentwicklung zur Herstellung von hybriden FVK/Stahl-Strukturen mittels eines neuartigen Blechverbindungselementes - HyBVE. Final Report IGF Project No. 18409 BG / DVS-Nr. 04.999, Hannover, Germany (in German)
DIN EN ISO 14373:2015–06 (2015) Widerstandsschweißen – Verfahren zum Punktschweißen von niedriglegierten Stählen mit oder ohne metallischem Überzug. DIN Deutsches Institut für Normung e.V., Beuth Verlag, Berlin (in German)
DVS 2911:2016–04 (2016) Kondensatorentladungsschweißen – Grundlagen, Verfahren und Technik. Deutscher Verband für Schweißen und verwandte Verfarhen e.V., DVS-Verlag, Düsseldorf, Germany (in German)
Gibson RF (2014) A review of recent research on nanoindentation of polymer composites and their constituents. Compos Sci Technol 105:51–65. https://doi.org/10.1016/j.compscitech.2014.09.016
ISO/TS 19278:2019 (2019) Plastics - Instrumented micro-indentation test for hardness measurement. ISO International Organization for Standardization, Beuth Verlag, Berlin
Material and Elektrode Database of SORPAS 2D Versoin 5.86, (2020) Swantec Software and Engineering ApS, Accessed 01 Dec 2021
Chen M (2009) Gap bridging in laser transmission welding of thermoplastics. Dissertation, Department of Mechanical and Materials Engineering, Queen’s University, Kingston, Canada
Moya-Muriana JÁ, Yebra-Rodríguez Á, La Rubia MD, Navas-Martos FJ (2020) Experimental and numerical study of the laser transmission welding between PA6/sepiolite nanocomposites and PLA. Eng Fract Mech 238:107277. https://doi.org/10.1016/j.engfracmech.2020.107277
Al-Sabur R, Khalaf HI, Świerczyńska A, Rogalski G, Derazkola HA (2022) Effects of noncontact shoulder tool velocities on friction stir joining of polyamide 6 (PA6). Materials 15:4214. https://doi.org/10.3390/ma15124214
Okoro TB (2013) Thermal degradation of PC and PA6 during laser transmission welding (LTW). Queen’s University, Canada
Technical datasheet for AKROMID® B3 GF 40 (PA6 GF40) (2019) AKRO-PLASTIC GmbH. Accessed 12(02):2019
Seltzer R, Kim J-K, Mai Y-W (2011) Elevated temperature nanoindentation behaviour of polyamide 6. Polym Int 60:1753–1761. https://doi.org/10.1002/pi.3146
Schoene J, Tondl D, Lach R, Rybnicek J, Grellmann W (2014) Analysis of PA 6 nanocomposites—indentation and creep behavior as a function of temperature and load level using different indentation techniques. Polimery 59:722–728. https://doi.org/10.14314/polimery.2014.722
Ovsik M, Manas D, Manas M, Stanek M, Reznicek M (2016) The effect of cross-linking on nano-mechanical properties of polyamide. Key Eng Mater 699:37–42. https://doi.org/10.4028/www.scientific.net/KEM.699.37
Wiese L (2018) Einstufiges Widerstandselementschweißen für den Einsatz im Karosseriebau. Dissertation, Reports from the Laboratory for Materials and Joining Technology, Volume 133, University of Paderborn, Germany (in German)
Kimchi M, Phillips D H (2017) Resistance spot welding: fundamentals and applications for the automotive industry. https://doi.org/10.2200/S00792ED1V01Y201707MEC005
Adamiak S (2008) The remelting of the surface layer of C15 steel with an electric arc. Arch Foundry Eng 8:5–10
Fang XF (2021) A one-dimensional stress wave model for analytical design and optimization of oscillation-free force measurement in high-speed tensile test specimens. Int J Impact Eng 149:103770
Zhang F, Xu HL, Fang XF (2020) Failure behavior and crash modelling of resistance rivet spot welding (RRSW) for joining Al and steel in vehicle structure. Int J Crashworthines 27:1–18. https://doi.org/10.1080/13588265.2020.1786269
Acknowledgements
The authors gratefully acknowledge the cooperation partner Mr. Nobert Stötzner of Weber Fibertech GmbH for support on compression molding tests, Mr. Jürgen König and Mr. Julian Schmidt of Schmidt Modellbau GmbH for the development of compression molding die, Mr. Eisse Jan Drewes of AWL-Techniek B.V in the Netherlands and Mr. Nguon-Nhan Bui of Harms-Wende GmbH for their helpful discussions regarding welding tests, and Mr. Carl Weber of Thomas Magnete for supporting nanoindentation tests.
Funding
Open Access funding enabled and organized by Projekt DEAL. This work was funded by the German Federal Ministry of Economics and Technology (BMWi) under grant no. ZF4162307PO7 and supervised by the German Federation of Industrial Research Associations (AiF). The authors thank them for their financial support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III—Resistance Welding, Solid State Welding, and Allied Joining Process.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Xu, H., Fang, X. Resistance insert spot welding: a new joining method for thermoplastic FRP–steel component. Weld World 67, 1733–1752 (2023). https://doi.org/10.1007/s40194-023-01528-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01528-0