
Abstract
Structural design of bridges in Europe should be carried out in accordance with Eurocode regulations. However, there is no guideline demonstrating how the fatigue design is to be conducted when high-frequency mechanical impact (HFMI) is used to enhance welded joints in steel bridges. The aim of this paper is to present the different design rules and equations and apply them to some example bridges enhanced by HFMI treatment. Fatigue verification of some welded details in these bridges is carried out via either “damage accumulation” or “λ-coefficients” methods in the Eurocode. Four fatigue load models are used in the fatigue verification (FLM3 and FLM4 for road bridge assessment, and LM71 and traffic mix, for railway bridge assessment). The effect of steel grade, mean stresses, self-weight, variation in stress ratios, and maximum stress on the treatment efficiency is considered in both examples. It is found that HFMI treatment causes a significant increase in fatigue lives in all studied cases.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Steel bridges constitute a large portion of the bridges constructed in Europe. In Sweden alone, more than 1000 metallic and 450 composite concrete-steel bridges were built over the last 20 years [1]. Since bridges are typically designed for relatively long service life (80–120 years), fatigue damage in welded joints is one of the most important criteria that engineers should consider in the design or assessment of steel or steel–concrete composite bridges. Therefore, fatigue is one limiting criterion that should be checked next to the serviceability and ultimate limit states.
In many cases, fatigue of connections is a criterion that limits the allowable stresses acting on bridges [2]. Accordingly, the conventional way to cope with this phenomenon is to increase the dimensions of the steel plates, which leads to both self-weight and material consumption increases. Alternatively, increasing the fatigue strength is another solution which leads to less material consumption and keeps the self-weight stress of the bridge relatively low. Shams-Hakimi et al. found that more than 20% savings in materials can be achieved if fatigue strength is improved by three classes [3]. However, the fatigue strength is not necessarily dependent on the steel grade in the as-welded condition.
Several post-weld treatment methods have been suggested by the International Institute of Welding (IIW) to improve the fatigue strength of welded joints. For instance, mechanical treatment using burr grinding or thermal remelting using tungsten electrode (TIG remelting) causes a 50% increase in fatigue strength according to the IIW recommendations for post-weld treatment in steel and aluminum structures [4]. This corresponds to tripling the fatigue life of the treated detail, providing no change in the slope of the considered fatigue strength curve. However, these recommendations are outdated, and a newer version of the IIW recommendations for fatigue design of welded connections assigns a lower improvement fatigue strength improvement of 30% instead [5]. Both methods (burr grinding and TIG remelting) contribute to improving local weld geometry by increasing the weld toe radius as shown in Fig. 1. However, they require highly skilled operators and take a relatively long time (average speed is less than 150 mm/min according to [6]) which makes them usually less feasible for applications on bridges.

Weld profile in as-welded, burr ground, and TIG-dressed states [4]
High-frequency mechanical impact (HFMI) treatment is a leading technology in enhancing the fatigue life of metallic weldments. This method has gained wide interest among researchers from different fields in the last decades [8,9,10,11,12,13]. Firstly, HFMI treatment introduces compressive residual stress at the weld toe, which suppresses the crack initiation and decelerates the crack propagation rate [8]. In addition to this primary effect, the treatment improves the local weld’s topography by increasing the weld toe radius and increases the steel hardness which further improves the fatigue resistance [13]. These three effects are shown in Fig. 2 before and after treatment. These three effects were studied numerically, and all of them are proven to have a positive effect on fatigue strength as they reduce the fatigue damage. It is found that even after relaxation of the beneficial compressive residual stresses, the fatigue life is still longer in comparison to as-welded details. However, the assessment is only qualitative, and the quantitative level of improvement by each of these effects was described to be “uncertain” [9]. For design purposes, the fatigue strength of HFMI-treated details cannot be claimed under the effect of high overloads which causes relaxation of residual stresses [2, 5]. In addition to that, the treatment causes an increased fatigue strength for high-strength steel [14]. In addition to that, the ease of application, the relatively low cost, the limited environmental impact, and the speed of treatment (which can exceed 250 mm/min [6]) make this method a competitive solution when compared to other post-weld treatment methods mentioned before (TIG remelting or burr grinding). Besides, HFMI treatment is found to be capable of enhancing the fatigue resistance in both new and existing bridges [13].

Weld toe region before and after HFMI treatment
High tensile residual stresses are assumed at the weld toe in as-welded conditions. This makes the fatigue design independent of the loading conditions which may affect the status of residual stresses. On the other hand, since HFMI treatment efficiency is very reliant mainly on the introduced compressive residual stress, the stability of the residual stress field should be ensured along the service life of the treated details. For instance, the beneficial compressive residual stress might be diminished or decreased due to overloads [15]. In addition, the application of loading cycles with high stress ratios might also cause a relaxation of the compressive residual stress, which causes a reduction of the treatment efficiency [16].
In order to perform a full design or assessment of HFMI-treated detail, the abovementioned aspects shall be taken into account. Nonetheless, to the author’s knowledge, these aspects are not yet compiled in research articles or guidelines which makes it difficult for engineers to make use of them. The various design standards and rules are compiled in this publication from numerous research articles and studies. Besides, in accordance with the Eurocode regulations, examples of fatigue assessment of HFMI-treated weldments in road and railway bridges are provided in this paper.
2 Design guidelines for HFMI treatment
The design of different welded connections in road and railway bridges in Europe must be done in accordance with Eurocode. The relevant fatigue load models should be selected from Eurocode 1-part 2 [17], while the design methods and parameters are to be obtained from Eurocode 3-part 2 [18], and the fatigue strength of the relevant detail categories can be found in Eurocode 3 part 1–9 [21]. Moreover, additional rules need to be collected from other reports and articles to consider HFMI treatment in the designs. These additional regulations are compiled in this section from various standards and academic works.
The first design aspect that needs consideration is the improved fatigue strength curve due to HFMI treatment. The International Institute of Welding (IIW) suggested improving all the steel detail categories with fatigue strength (FAT class) less than or equal to 90 MPa, to a new FAT class of 125 MPa after hammer, or needle peening [4]. Another provision suggested fatigue class improvement by a factor of 1.3 or 1.5 for steels with yield strength less than and greater than 355 MPa, respectively [5]. The slopes of the S–N curve should not be altered due to treatment according to [4, 5]. Both recommendations are outdated and based on a relatively limited accumulated knowledge of HFMI treatment at that time.
Based on the results of more fatigue testing, the newest provision of the IIW recommendations for HFMI treatment suggested better improvement of the fatigue strength class (i.e., FAT class) depending on the steel grade. Unlike as-welded details, the improvement in fatigue strength due to HFMI treatment is found to be dependent on the steel grade as shown in Fig. 3. This is explained by the better-introduced compressive residual stress and more intensive cold working effect which further increases the microhardness in higher steel grades [14]. It should be noted that a penalty factor should be applied on the fatigue strength to account for the plates thicker than 25 mm [5, 23]. Moreover, the slopes of HFMI-treated details (m1, m2) are adjusted to be 5 and 9 instead of 3 and 22 [23] as shown in Fig. 4.


The schematic shows the difference between the S–N curves of the as-welded and HFMI-treated details
The above-mentioned FAT classes are applicable if the design is to be made using the “nominal stress approach” which is the most common fatigue assessment method. On the other hand, if the local stresses (evaluated from finite element analyses) are used in fatigue design, different FAT classes are to be assigned [5, 21, 23]. In the hot spot method, the FAT class of non-load carrying details is improved from 90 to 140–225 MPa depending on the steel grade and from 10 to 100–250 MPa for load carrying details. [23]. In the effective notch method, the FAT value used is improved from 225 to 320–500 depending on the steel grade. Nonetheless, the corresponding FAT value should not exceed 180 in the nominal stress method.
The maximum allowable stresses, σmax, that can be applied are to be limited to attain the stability of the compressive residual stress at the weld toe as stated earlier. Shams-Hakimi et al. [8] found that the fatigue strength assigned for HFMI treatment can be claimed if the maximum applied compressive stress is less than 0.46fy.
The fatigue strength improvement considered in the IIW recommendations is obtained by increasing the assigned fatigue strength for as-welded details with a specific number of FAT classes, depending on many factors as mentioned before. This means that it can be used regardless of the detail type according to [5]. On the other hand, more intensive experimental work has been conducted in several research projects to obtain the fatigue strength of the three most common weldments used for bridges. The first is the butt-welded details which are used to for splicing several manufactured segments of the bridge. The second type of details is the transverse attachments which are important to provide stability against buckling. The detail type is the longitudinal attachments which are widely used in truss bridges. The results of the work are summarized in [25]. Figure 5 shows the number of fatigue tests conducted for each detail type.

Composition of the collected test data in [21], which are used to derive new fatigue strength curves of HFMI-treated most common constructional welded details
The obtained fatigue strength values for several steel qualities are summarized in Table 1. Moreover, the maximum allowable stresses that can be applied to claim these values are given in the same table. The limit for longitudinal attachment is close to the value recommended by Shams-Hakimi (0.46fy) [8]. This implies that the limits presented in Table 1 give more allowance for designers when designing butt-welds or transverse attachments.
The knee point (where the slope changes from m1 = 5 to m2 = 9) of the proposed S–N curve corresponds to fatigue endurance of 5 million cycles instead of the 10 million cycles proposed by the IIW recommendations [23]. This is in line with the knee in the S–N curve corresponding to the as-welded details in Eurocode 3 part 1–9 [21]. Moreover, the cut-off limit at which the stress ranges do not cause any fatigue damage is proposed at 100 million cycles. Besides, the as-welded fatigue strength curve is suggested for details subjected to stress range above the point where the curves correspond to as-welded and HFMI treatment intersects [21, 25]. All the above-mentioned aspects are considered in the guidelines made by the German committee for steel construction (DASt-Richtlinie) [25]. Besides, more detailed design rules of HFMI-treated weldments will be included in the upcoming Eurocode (Annex F- prEN 193–1-9). However, these rules are not being published yet. The schematics of the proposed S–N curves by the IIW recommendations [23], and DASt guidelines [25] are shown in Fig. 6.

Unlike as-welded details, high stress ratio may cause relaxation of the beneficial compressive residual stresses induced by HFMI treatment. This may include both the self-weight which increases the minimum stresses and the variation of the stress ratio due to traffic loading [2]. An important question is how to consider this aspect in the design of HFMI-treated weldments in steel structures. The IIW recommendations assigned a penalty factor on the FAT class from 0–3 depending on the R-ratio [23]. No reduction is assigned for R ≤ 0.15. While 1, 2, and 3 class reductions are proposed for R ≤ 0.28, 0.4, 0.52, respectively. On the other hand, DASt guidelines have assigned lesser FAT classes for higher R ratios. Both these recommendations can be used if the weldments are subjected to constant amplitude loading. Nonetheless, this is not often the case on bridges which are subjected to traffic loading consisting of several trucks or trains.
In the case of measured traffic, the designer can make use of the extension of the IIW recommendations made in [10] to account for different R-ratio stresses acting on the weldments. Equation 1 gives a modification factor, fi that accounts for R-ratio, which is used to magnify the stress range. Ri gives the stress ratio of each loading cycle in the measured traffic [21, 23]. However, the stress ratios generated by the different load models underestimate the mean stress effect in road or railway bridges. It should be remembered that the permanent load (self-weight) might have a significant influence on the mean stress (or R-ratio) if HFMI treatment is performed before bridge erection [10, 12]. On the other hand, if the treatment is performed on-site (i.e., after self-weight application), the mean stress effect is only attributed to the traffic load variation [2]. Therefore, the self-weight should not be accounted for in the mean stress consideration.
Based on analyzing traffic data including millions of trucks and hundreds of trains, a factor to account for the stress ratio effect in road and railway bridges was derived in [21, 23] and presented in Eqs. 2, 3, 4, and 5. This factor, λHFMI, is to be used to magnify the loading effect in fatigue verification. In these equations, the midsupport section is defined to be within 0.15 L from the middle support, and the midspan section is defined elsewhere in continuous bridges according to the Eurocode [18]. In simply supported bridges, the equations assigned for the midspan section should be used regardless to the position of the treated detail.
The parameter λHFMI in the above equations denotes the intensity of the R-ratio (or mean stress) effect acting on the weldment. Φ in these equations takes the self-weight stress, SSW into account. Previous calibrations have shown that it should be taken as SSW/2ΔSP for road bridges and SSW/0.73ΔSLM71 or SSW/0.90ΔSmax5 for railway bridges. ΔSP and ΔSLM71 is the maximum stress range generated by fatigue load models 3 and 71, respectively. ΔSmax5 is the maximum stress range generated due to the passage of train type 5 defined in Eurocode 1 [17] (see Fig. 7).

The load configuration of Eurocode train type 5 [17]
The fatigue design should be performed using either the λ-coefficients or the damage accumulation methods. In the former one, λHFMI is to be multiplied by the stress range generated by the passage of the considered load model on the bridge’s influence line. Afterwards, the fatigue verification can be made using Eq. 6. γMf and γFf are the partial safety factors for fatigue strength and fatigue load, respectively. λ gives the multiplication of damage equivalent factors (λ1, λ2, λ3, and λ4) which are defined for road and railway bridges in Eurocode 1 [18]. It should be noted that the exponent used for λ2 and λ3 should not be changed despite the change in S-N curve slopes since they are expressed in the Eurocode using the exponent value of 5. ΔSLM is the stress range generated by the used load model (ΔSLM71 or ΔSP). Finally, the verification should be made via Eq. 7. In these equations, FATHFMI gives the fatigue strength at 2 million cycles.
If the damage accumulation method is used for fatigue design, the fatigue damage is calculated with respect to the magnified equivalent stress range ΔSEQV using the parameter λHFMI to consider the R-ratio effect (see Eqs. 8 and 9), which give the equivalent endurance and fatigue damage, respectively. ΔSEQV is calculated via Eq. 10. i and j in the equations refer to the cycles which have a stress range above and below the S–N curve knee point, respectively. NRef and ΔσD,HFMI refer to the fatigue strength and the endurance of the used S–N curve, respectively. NRef is the reference fatigue endurance of 10 million cycles in the IIW curves and 5 million cycles in DASt curves. ΔσD,HFMI is the fatigue strength corresponding to the reference fatigue endurance.
It should be remembered that all the generated cycles (identified using rainflow counting method) should be considered regardless of their amplitude if the FAT values are obtained from the IIW recommendations. This is because the S–N curve of HFMI-treated details proposed by the IIW has no cut-off limit [23]. On the other hand, only the cycles with a stress range greater than cut-off limits are to be considered if DASt fatigue strength curves are to be used [25].
If the bridge is subjected to the same type of train, such as “Malmbanan” railway line in Sweden, the mean stress should be included explicitly via the stress ratios generated by the passage of the train on the bridge and not via Eqs. 4 and 5 since λHFMI expressions were derived using mixed traffic. The interested readers are referred to [21] for more details about the mean stress effect in HFMI-treated railway bridges.
In addition to the high stress ratio, the fatigue life improvement may be significantly affected by overload peaks which may cause relaxation of the beneficial introduced compressive residual stresses [12]. Therefore, the maximum allowable stresses on HFMI-treated details in road bridges have been investigated for design purposes [25]. It is found that the designers should verify that the characteristic combination of the stress in the serviceability limit state should not exceed the limits given in Table 1. The characteristic combination includes self-weight stress (SW), thermal stress (TK), stress rises due to concrete shrinkage (S), wind load (Fw), and traffic load. For road bridges, load model 1, LM1, which consists of both concentrated (TS) and uniformly distributed loads (i), is used to represent traffic load. The verification format is given in Eq. 11. C in the equation gives the limit factor given in Table 1 for different types of welded details. It must be noted that other traffic load models should be checked. However, LM1 is expected to give the maximum stresses.
Unlike road bridges, there is no—to the best of the author’s knowledge—study for the allowable stresses in HFMI-treated railway bridges. Therefore, it is suggested to use the characteristic combination here also. This might be on the safe side as trains are less likely to induce overloading when compared to truck traffic. Moreover, LM71 is suggested to represent traffic load. However, this needs further verification. Equation 12 presents the proposed verification format for railway bridges.
3 Eurocode relevant load models for HFMI treatment
3.1 Models for the λ-coefficient method
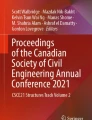
Fatigue load model 3 (FLM3) consists of one standard truck with four equally loaded axles with a point load = 120 kN. The relative distances between the axles are 1.2, 8.4, and 1.2 m. This truck is transported along the bridge’s influence line, and the largest generated stress range, ΔSP, is the one used in design using Eqs. 6 and 7 as mentioned in the previous section. The dynamic amplification factor, ∅, is already embedded in this model. On the other hand, LM71 is the most common to be used for the fatigue design of railway bridges. The model consists of 4 equal concentrated force of 120 kN spaced by 1.6 m. In addition, the model also includes a distributed load of 80 kN/m that is to be considered elsewhere to produce the maximum load action (bending moment) (see Fig. 8). Alternatively, the designers are allowed to use only distributed loads for the design of continuous bridges using load models SW/0 or SW/2. The dynamic amplification factors for these train load models should be included explicitly.

Fatigue load models for the design of road bridges, adopted from Eurocode 1 [17]
3.2 Models for the damage accumulation method
Fatigue load model 4 (FLM4) consists of five standard trucks with predefined axle loads and configurations as shown in Fig. 9. The trucks are combined with several percentages depending on the traffic type as given in Table 2. For railway bridges, Eurocode defines 12 standard trains with also three combinations: heavy, medium, and light combinations. These trains include passengers, freight, high-speed, suburban, and underground trains. The number of trains passing daily, the mass of each train, and traffic volume are given in Table 3. These trains are moved along the bridge’s influence line, and the moment response is used in design. It should be noted that in both models (FLM4 and train mixes), the axle loads include the dynamic amplification factor [17].

Fatigue load model 4, adopted from Eurocode 1 [17]
3.3 Load model, LM1, for maximum stress verification
LM1 is used for the verification of maximum allowable stresses in road bridges. The model consists of both concentrated and distributed loads. The magnitude of these loads and the distance between them are given in Fig. 1. It is noteworthy that the loads should be positioned transversally to give the maximum load action.
4 Worked example
In this section, bridge assessment examples are presented to illustrate how the guidelines and rules given in Sect. 2 can be implemented. Fatigue verification of several as-welded and HFMI-treated details in road and railway case study bridges is performed using both the “λ-coefficients” and “damage accumulation” methods. The safe life approach with a low consequence of failure is assumed for all studied details (γMf = 1.15 and γFf = 1.0). It is noteworthy that all weldments are assumed to be HFMI treated despite that this might not be the case in real bridges where only fatigue-critical details are to be treated. Design life of 80 years is to be considered for both examples.
4.1 Road bridge
The studied example is a continuous double-span symmetric composite concrete-steel bridge as shown in Fig. 10. The bridge is made of twin I-girders made of S700 structural steel supporting a concrete slab with strength class of C35/45. An elevation of the studied road bridge, together with the welded detail is shown in Fig 11. The self-weight- and section modulus-calculated distributions along the bridge are given in Fig. 12. The stresses are calculated at the top and bottom of the upper and lower flanges, respectively (Fig. 12).

Load model 1 configuration (adopted from [18])

Elevation of the studied road bridge, together with the welded details

Section moduli and self-weight distributions along the bridge length [2]
Fatigue verification is to be made for three welded details shown in Fig. 11. The details are in order from right to left: cope-hole detail at x = 14 m (FATAW = 71 MPa), connection of vertical stiffener to the top flange over the middle support (FATAW = 80 MPa), and connection of welded stiffener to the web at x = 32 m (FATAW = 80 MPa). The IIW recommendations are used to obtain the FAT values after treatment since they can be used regardless to the detail type including cope-holes, while DASt guidelines can only be used for detail 2.
The characteristic stresses are evaluated at the top and bottom flanges along the bridge in Fig. 13. The maximum tensile and compressive stresses do not exceed 43% and 23% of the yield strength of the used steel, respectively. This is significantly below the limits specified in Table 1 for all studied welded details which indicate no risk of residual stress relaxation due to overloads.

Calculated characteristic stresses at the top and bottom fibers of the road bridge
The bridge is designed to be the main road with a low flow of heavy lorries (Nobs = 50,000 vehicles/year). The average weight of the lorry is assumed to be 410 kN according to the Swedish road administration (Trafikverket). This value is lower than the reference European traffic weight of 480 kN [17]. The calculated parameters for both as-welded and HFMI-treated details are given in Table 4. The damage equivalent factors, λ, are estimated in accordance with Eurocode 1–3 part 2 [18]. Φ is calculated to be SSW/2ΔSP as suggested in Sect. 2, and λHFMI is estimated via Eq. 2, for details 1 and 3 (midspan section), and via Eq. 2 for detail 2 (midsupport section). The verification is then made via Eq. 6 considering the relevant fatigue strength (FAT value).
In damage accumulation method, the equivalent stress range, ΔSEQV, should be magnified using λHFMI to consider the mean stress effect as given in Eq. 8. The fatigue damage is then calculated via Eq. 9 for both cases. The equivalent stress range, ΔSEQV, and fatigue damage are given in Table 5.
4.2 Railway bridge
A single-tracked S700 structural steel railway bridge with a double equal span length of 28.3 m. The bridge is designed to transport 25 million tons yearly. Rail traffic with 25 t axels is used for fatigue verification. The same welded details, with the same coordinates, are considered here. The bridge girder together with the self-weight distribution at the top and bottom flanges are shown in Fig. 14. Unlike the previous example, the section modulus is constant along the bridge length due to the absence of concrete deck which has different stiffness depending on the concrete status (cracked or not).

Railway bridge girder and self-weight distribution along the bridge length
Table 6 gives the fatigue verification results of the as-welded and HFMI-treated details via the λ-coefficients method in conjunction with LM71. Φ is calculated to be SSW/0.73ΔSLM71 as proposed in Sect. 2. λHFMI is calculated via Eq. 4 for details 1 and 3 (midspan section) and Eq. 5 for detail 2 (midsupport section). The distributed load in FLM71 shown in Fig. 8 is placed only when it contributes to a positive moment (in details 1 and 3) or a negative moment (in detail 2). The dynamic amplification factor used in verification is found to be 1.076, calculated according to [18] for continuous bridges with the given dimensions.
The fatigue damage calculated using the damage accumulation method is given in Table 7. The parameter Φ is assumed to be equal to SSW/0.9ΔSmax5 as proposed in [21]. ΔSmax5 is the maximum stress range generated by the passage of Eurocode train number 5 (shown in Fig. 7) over the influence line of the bridge. This train is selected because of two reasons. Firstly, it exists in all train mixes (heavy, standard, and light mixes). It also produces the absolute maximum stress range when compared to the other eleven trains. It should be noted here that the dynamic amplification factor is already included in Eurocode train axle loads.
The maximum stress verification for the three details should be made considering Eq. 12. Nonetheless, owing to the relatively low self-weight of this bridge and the use of high strength steel, the stress limits given in Table 1 are not likely to be exceeded. Therefore, this verification is judged to be unnecessary.
5 Discussion
HFMI treatment is a promising post-weld treatment method that has the potential to be used for fatigue strength enhancement in steel bridges. In this work, design guidelines were collected from several research articles to cover the different important effects on HFMI treatment efficiency such as steel grade, self-weight, R-ratio variation, and maximum stress range. The design can be performed in accordance with the Eurocode standard methods if these aspects are taken into account.
Fatigue assessment examples of three HFMI-treated details in road and railway bridges are presented in this paper. The assessment is made via either “λ-coefficients” or “damage accumulation” methods. The general picture is that the treatment causes a significant reduction in fatigue damage in most of the studied cases. The degree of improvement varies depending on several factors such as yield strength, member thickness, self-weight, detail type, type of bridge (road vs railway), and the position of the studied detail (midspan vs midsupport sections) [23].
It is noticeable from the presented examples that the self-weight effect (which is incorporated via Φ) is larger for details existing in the midsupport section than those existing in the midspan section defined in Sect. 2. This is because the stress range is usually smaller over the midsupport as given in Tables 4, 5, 6, and 7. Therefore, despite that λHFMI can be relatively large in the midsupport section, and HFMI treatment is not significantly rewarding here, the fatigue damage is not large, and treatment is not even needed as these details are not critical. On the other hand, Φ is relatively smaller for sections with high-stress ranges which is more governing for design. It should be noticed that even if the calculated damage factors are similar for as-welded and HFMI-treated details, the remaining fatigue life of HFMI-treated detail is longer since the endurance of the treated details is longer.
The examples given in Sect. 5 have demonstrated that HFMI treatment is more rewarding in the studied railway bridge than on road bridge. The reason is that the treatment is assumed to be performed in the workshop before the self-weight application, which indicates that the self-weight affects the mean stresses and the degree of improvement. In addition, road bridges are considerably heavier than railway bridges (due to the heavy concrete deck and pavement layer as shown in Fig. 12). Therefore, Φ and λHFMI calculated in Table 4 are significantly larger than those calculated in Table 6.
Performing HFMI treatment on-site is more demanding for several reasons. Firstly, assurance of HFMI groove quality (which includes but is not limited to observing the groove smoothness, shininess and uniformity, and freeness of crack-like defects) and sufficiency (e.g., groove depth = 0.2–0.5 mm [23]) is easier if done in a workshop. Besides, the treatment should be made before paint layer application, and even if the paint is already applied, it shall be removed before treatment. In addition, painting is easier and less expensive if made in a workshop. On the other hand, transportation and erection of HFMI-treated bridge welded segments (treated in a workshop) shall be made in a way so the maximum nominal stress in the welded details does not exceed the allowable limits given in Table 1 or causes local yielding in the treated welds.
Owing to the difficulty of performing the treatment on-site, workshop application can be an alternative providing that the calculated mean stress effect (represented by λHFMI) is limited such as the case given in the 2nd example (railway bridge) in the previous section. On the other hand, composite road bridges are advised to be treated on-site (despite of the mentioned difficulties) so that the mean stress effect would be limited, and HFMI treatment is better utilized.
One of the benefits of HFMI treatment is the utilization of the steel strength in increasing the fatigue resistance. The direct correlation between steel grade and fatigue strength class (FAT value) allows for a more lightweight design as given in Tables 6, and 7. In fact, the fatigue limit state becomes less governing for bridge design due to HFMI treatment. Therefore, the steel grade should be selected so that another failure criterion becomes more governing.
The assessment of fatigue-prone weldments is mainly made through procedures based on the S–N curve as explained in this paper. Nonetheless, other assessment methods based on crack propagation are allowed [5]. In this case, Paris power law for crack propagation should also be adjusted to take the HFMI treatment into account. This can be done by incorporating the HFMI-introduced compressive residual stress in the definition of the effective stress ratio given in Eq. 12, which alters the crack propagation rate as given in Eq. 13. More information about the assessment of HFMI-treated weldments using Paris law can be found in [13, 23].
6 Conclusions and summary
Guidelines for the design and evaluation of HFMI-treated weldments in road and railway bridges are compiled from various research articles in this article. Besides, this paper presents a fatigue assessment of steel weldments in the road and railway bridges using the collected guidelines. The following conclusions could be made:
-
1.
The effect of steel grade is considered by assigning different fatigue strength classes for steels with different yield strengths. These values can be obtained from either the IIW recommendations or DASt guidelines.
-
2.
One important verification is that the characteristic stresses acting on the bridge do not exceed a fraction of the steel’s yield strength assigned in DASt guidelines. Moreover, the IIW recommendations and DASt guidelines specified that the maximum stress range should not exceed 1.5fy so that the fatigue strength improvement can be claimed.
-
3.
If the traffic is measured, the mean stress can be included via the R-ratios generated by the traffic according to Eq. 1. Otherwise, if load models are used to consider traffic load, Eqs. 2 and 3 for road bridges and Eqs. 4 and 5 for railway bridges are to magnify the stress range to account for the mean stress effect.
-
4.
Eqs. 2, 3, 4, and 5 are only to be used in case of workshop application of HFMI treatment which takes the self-weight and traffic variation into account. On the other hand, if the treatment is applied after bridge erection, the mean stress effect is only attributed to the variation of traffic R-ratio, and the self-weight stress effect can be neglected.
-
5.
Weldments existing in midsupport sections (within 0.15 L from the support) are typically subjected to a higher mean stress effect. However, these sections are not usually subjected to high stresses, which implies that they are not governing for design.
-
6.
Two worked examples on the assessment of bridges enhanced by HFMI treatment are presented. In all cases, the treated details exhibit considerably less fatigue damage than untreated details.
-
7.
Performing HFMI treatment in a workshop is favored in railway bridges as the mean stress due to self-weight is very limited. This reduces the complexity and cost of painting, sandblasting, and quality assurance. On the other hand, composite road bridges shall be treated on-site to reduce the mean stress effect.
References
Haghani R, PANTURA (2013) Needs for maintenance and refurbishment of bridges in urban environments. Chalmers Tekniska Hogskola
Shams-Hakimi P (2020) Fatigue improvement of steel bridges with high-frequency mechanical impact treatment. Dissertation Chalmers Tekniska Hogskola, Chalmers digitaltryck
Shams Hakimi P, Mosiello A, Kostakakis K (2015) Fatigue life improvement of welded bridge details using high frequency mechanical impact (HFMI) treatment. Proceeding of the 13th Nordic Steel Construction Conference. Tampere, Finland.
Haagensen PJ, Maddox SJ (2001) IIW recommendations on post weld improvement of steel and aluminum structures. IIW Comm XIII 13:1815–1900
Hobbacher A (2016) Recommendations for fatigue design of welded joints and components, vol 47. Springer International Publishing, Cham
Kirkhope KJ, Bell R, Caron L, Basu RI, Ma KT (1999) Weld detail fatigue life improvement techniques. Part 2: application to ship structures. Mar Struct 12(7–8):477–496
Shimanuki H, Tanaka M (2015) Application of UIT to suppress fatigue cracks of welded structures. Nippon Steel Sumitomo Met Tech Rep 110:97–104
Shams-Hakimi P et al (2021) Assessment of in-service stresses in steel bridges for high-frequency mechanical impact applications. Eng Struct 241:112498
Mikkola E, Remes H, Marquis G (2017) A finite element study on residual stress stability and fatigue damage in high-frequency mechanical impact (HFMI)-treated welded joint. Int J Fatigue 94:16–29
Shams-Hakimi P, Al-Karawi H, Al-Emrani M (2022) High-cycle variable amplitude fatigue experiments and design framework for bridge welds with high-frequency mechanical impact treatment. Steel Constr 15(3):172–187
Leitner M, Michael S, Wilfried E (2014) Fatigue enhancement of thin-walled, high-strength steel joints by high-frequency mechanical impact treatment. Weld World 58(1):29–39
Schubnell Jan et al (2020) Residual stress relaxation in HFMI-treated fillet welds after single overload peaks. Weld World 64:1107–1117
Al-Karawi H, Al-Emrani M (2021) Fatigue life extension of existing welded structures via high frequency mechanical impact (HFMI) treatment. Eng Struct 239:112234
Leitner MKZBM, Khurshid M, Barsoum Z (2017) Stability of high frequency mechanical impact (HFMI) post-treatment induced residual stress states under cyclic loading of welded steel joints. Eng Struct 143:589–602
Yildirim HC, Marquis G (2015) Fatigue data of high-frequency mechanical impact (HFMI) improved welded joints subjected to overloads. Analysis and Design of Marine Structure London 1st edition, CRC Press, UK: Taylor & Francis Group 317–322
Mikkola E, Doré M, Khurshid M (2013) Fatigue strength of HFMI treated structures under high R-ratio and variable amplitude loading. Procedia Eng 66:161–170
European Standards (2003a) Eurocode 1: Actions on structures- Part 2: Traffic loads on bridges EN 1991;2
European Standards (2003b) Eurocode 3: Design of steel structures- Part 2: Steel Bridges EN 1993;2
European Standards (2005) Eurocode 3: Design of steel structures- Part 1–9 EN 1993;1–9
Marquis GB, Barsoum Z (2016) IIW Recommendations on high frequency mechanical impact (HFMI) treatment for improving the fatigue strength of welded joints. IIW Recommendations for the HFMI Treatment. Springer, Singapore. 1–34
Kuhlmann U, Breunig S, Ummenhofer T, Weidner P (2018) Entwicklung einer DASt-Richtlinie für höherfrequente Hämmerverfahren: Zusammenfassung der durchgeführten Untersuchungen und Vorschlag eines DASt-Richtlinien-Entwurfs. Stahlbau 87(10):967–983
Gerster P (2019) Höherfrequente Hämmerverfahren – Vorstellung derneuen DASt-Richtlinie 026. https://dast.deutscherstahlbau.de/veroeffentlichungen/dast-richtlinien/
Al-Karawi H, Shams-Hakimi P, Al-Emrani M (2022) Mean stress effect in high-frequency mechanical impact (HFMI)-treated steel road bridges. Buildings 12(5):545
Al-Karawi H, Shams-Hakimi P, Petursson H, Al-Emrani M (2023) Mean stress effect in high-frequency mechanical impact (HFMI) treated welded steel railway bridges, Steel Construction Journal
Al-Karawi H, Leander J, Al-Emrani M (2023) Verification of the maximum stresses in enhanced welded details via high-frequency mechanical impact in road bridges. Buildings 13(2):364
Leitner M, Barsoum Z, Schäfers F (2016) Crack propagation analysis and rehabilitation by HFMI of pre-fatigued welded structures. Weld World 60(3):581–592
Acknowledgements
The author is grateful to the Swedish Transport Administration (Trafikverket) and the Swedish Agency of Innovation (Vinnova) for their support.
Funding
Open access funding provided by Chalmers University of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Al-Karawi, H. Fatigue design and assessment guidelines for high-frequency mechanical impact treatment applied on steel bridges. Weld World 67, 1809–1821 (2023). https://doi.org/10.1007/s40194-023-01522-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01522-6