
Abstract
The combination of corrosion resistance and mechanical properties of martensitic precipitation hardening stainless steels (MPHSS) makes them well suited for demanding applications in aerospace, high-pressure gas bottles, or in injection molding of corrosive plastics. Directed energy deposition methods and specifically the laser metal deposition process with powder as feedstock (LMDp) have the potential to be applied in the production of such components. It is well-known that the geometrical features of the deposited beads such as aspect ratio and dilution are crucial for process efficiency and deposition quality. Therefore, this work aims at understanding the influence of the process parameters and the resulting microstructure of a MPHSS modified PH 13-8Mo alloy when using LMDp. Design of experiment (DoE) was used to plan and analyze the influence and interaction of the different LMDp process variables in the geometry of the deposits. It was found that height, width, and depth were statistically significantly influenced by speed, while height was also considerably influenced by the powder feeding rate. In terms of laser power, it was the most significant factor for the width and the depth, but it did not significantly affect the height of the beads. The results showed that the as-deposited microstructure of the modified PH 13-8Mo under the LMDp conditions investigated in this work consists of a martensitic matrix with some amount of primary δ ferrite. The presence of a low amount of retained austenite and aluminum-enriched inclusions was confirmed. This work enhances the fundamental process and material understanding of LMDp of the modified PH 13-8Mo alloy as a first stage in the fabrication of additively manufactured components.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Martensitic precipitation-hardening stainless steels (MPHSS) reach their hardness and strength due to two phenomena: the precipitation reactions that occur when heat-treated, and the martensite formation. Some MPHSS can achieve tensile strengths over 1520 MPa, in addition to good ductility and toughness, and their corrosion resistance is similar to the austenitic type 304 alloy [1]. Because of the excellent combination of strength and corrosion properties, these steels are used in the fabrication of valves, gears, shafts, high-pressure gas bottles, but also in demanding aerospace applications such as landing gear parts, petrochemical, and manufacturing of injection molds [1,2,3]. Alloy PH 13-8Mo is a MPHSS that is mainly strengthened by the formation of β-NiAl precipitates after aging [4]. This alloy was investigated back in the 1990s in relation to arc welding [5] and casting [4] concluding that the alloy solidifies primarily as 100% ferrite. During cooling, ferrite transforms to austenite and when approaching the ambient temperature austenite transforms to martensite, but still, some remaining fractions of ferrite and austenite can be present at room temperature. Ferrite can lower strength, ductility, creep resistance, and toughness in these alloys [6, 7], and the remaining amount of austenite, commonly referred to as “retained austenite”, has a detrimental effect on fatigue [8], because of an eventual unwanted transformation to martensite during service conditions. Therefore, the common practice is to heat-treat alloy PH 13-8Mo after welding or casting, in order to reduce the presence of retained austenite and ferrite and to promote the precipitation of the strengthening phase. The ASTM [9] and steel manufacturers [10, 11] provide information and guidelines on how to conduct heat treatments for plates, sheets, strips, and PH 13-8Mo welds. However, there is still a substantial gap in understanding the microstructure of this alloy when it is additively manufactured, and also, in the application and adjustment of the previously recommended heat treatments to additively manufactured PH 13-8Mo deposits.
Additive manufacturing (AM) is gaining attention due to the well-known advantages of AM processes such as shorter lead time, less material wastage, flexibility in the design, and deposition of complex geometries [12, 13] In general, MPHSS show good weldability; therefore, they are candidates to be used in AM [5]. However, a limited investigation on additive manufacturing of type PH 13-8Mo alloys has been performed. Alloy PH 13-8Mo and stainless steel CX by EOS GmbH have similar chemical compositions to the modified PH 13-8Mo considered in this work. They have been investigated with AM techniques such as laser-powder bed fusion (L-PBF) and wire arc additive manufacturing (WAAM) [14,15,16]. Asgari et al. [14] investigated the tensile properties and the microstructure of as-built stainless steel CX using direct metal laser sintering (DMLS). They were able to successfully produce a nearly fully dense sample with a high ultimate tensile strength containing martensite and austenite. In connection with the WAAM process, Ghaffari et al. [16] produced defect-free PH 13-8Mo samples with similar ultimate strength values compared to CX stainless steel part fabricated by DMLS. Regarding L-PBF, Shahriari et al. [15] revealed local microstructural differences such as the amount of retained austenite and a different corrosion response between the top and the side of the CX stainless steel samples produced. Despite the previous references, the literature related to direct energy deposition (DED) and specifically to the laser metal deposition process with powder as feedstock (LMDp) of martensitic precipitation hardening stainless steel is limited.
To explore the feasibility of producing components of the modified PH 13-8Mo alloy by the LMDp process, it is necessary to start by understanding the influence of the process parameters on both the resulting as-deposited microstructure and the geometry of the beads. The latter is tightly related to process efficiency and deposition quality. Therefore, in this work, process parameters such as laser power, powder feeding rate, and scanning speed, were investigated when depositing a modified PH 13-8Mo martensitic precipitation hardening stainless steel, and the resulting as-deposited microstructure was characterized.
2 Material and experimental procedure
2.1 Material
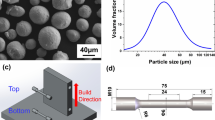
A gas-atomized powder of modified PH 13-8Mo was used to manufacture the samples in this investigation. The substrate was a solution heat-treated modified PH 13-8Mo 10-mm-thick plate. The powder came from a single melt. The particle size distribution of the received powder was 50–150 μm, and the powder was sieved up to 80 μm for this study. The feedstock material and the substrate have the same chemical composition as shown in Table 1.
2.2 Laser metal deposition with powder as feedstock
A disk laser (Trumpf Trudisk 12,002) with a coaxial powder nozzle for the powder supply was utilized as a heat source in the experiments. Pure Argon (99.99%) was used as a carrier gas for powder delivery as well as shielding gas for the protection of the melt pool. Figure 1 shows the experimental setup which was used to produce the samples in this investigation.

LMDp experimental setup
The experimental approach was divided into two stages. In the first stage, bead-on-plate runs were produced to frame the parameters for the second stage where a design of experiment (DoE) was used to produce single-track deposits, as described below.
2.2.1 Bead-on-plate runs
Bead-on-plate was used to determine the process parameters for the single-track experiments. The speed was fixed to 13 mm/s throughout all the experiments, and the laser power was changed within the range of 900–1700 W.
2.2.2 Design of experiments for single tracks
A DoE was used to understand the most influential process parameters and their suitable ranges for the LMDp process. The list and range of the process parameters are shown in Table 2.
Firstly, a full factorial two-level DoE was used as a screening matrix to minimize the number of experiments. Laser power, speed, and powder feeding rate were used as factors for the DoE. Eleven combinations of parameters including three center points for the reproducibility aspect of the model are presented in Table 3. However, after evaluating the results, it was found that the DoE region was irregular, and it was necessary to modify the full factorial design, which is suitable for regular regions, whereas a D-optimal design is a better approach in case of irregular regions (see Sect. 4.2). The combination of parameters used in the D-optimal design is given in Table 4. The differences in the DoE regions between the full factorial design and the D-optimal design are graphically illustrated in Fig. 2.

The three-dimensional design regions: a full factorial design, b D-optimal design
After the single-track experiments, the geometrical aspects of the tracks such as width, height, and depth were measured and used as responses for the DoE. The software Modde® was used for the analysis of the D-optimal experimental design. The interactional regression model was chosen, and the regression coefficients and the diagnostic parameters such as coefficient determination (R2) and p-values were calculated.
2.3 Geometrical analysis
The length of each run was approximately 30 mm. Two cross-sections perpendicular to the deposition direction were taken out (10 mm and 20 mm from the start of the track) from all the bead-on-plate and single-track experiments. The cross sections were mounted and then ground up to 18 μm. After grinding, three polishing steps were performed with 9 μm and 3 μm diamond suspensions and non-crystallizing 0.02 µm colloidal silica suspension. To reveal the geometrical features, samples were etched using Kalling’s No 1 reagent.
The Zeiss Axio Imager M2m optical microscope (OM) was used for the measurements. The exemplary OM image with the geometrical features is presented in Fig. 3. The average values from two different cross-sections of each run are used as responses of DoE.

An exemplary OM image with highlighted geometrical features such as width, height, and depth
Aspect ratio and dilution were used to determine the suitable combination of process parameters for the microstructural investigation. The criteria for aspect ratio and dilution were chosen according to the literature, being an aspect ratio higher than 3 and a dilution lower than 50% [17,18,19].
The aspect ratio and the dilution were calculated by Eqs. 1 and 2 [17, 18].
2.4 Characterization methods
2.4.1 Microstructural inspection
For optical microscopy, the sample preparation procedure was the same as described in Sect. 2.3., and the equipment was a Zeiss Axio Imager M2m optical microscope.
For scanning electron microscopy (SEM), energy dispersive X-ray spectroscopy (EDS), and electron backscatter diffraction (EBSD) analysis, a ZEISS Gemini field emission SEM equipped with Oxford AZtec EDS and with Symmetry S2 EBSD was used.
For EBSD, the samples were electropolished by using a LetroPol-5 Struers with A2-Struers electrolyte at 30 V for 30 s. The EBSD analysis was performed at an acceleration voltage of 10 kV using the step size of 0.04 μm.
2.4.2 Computational thermodynamics
The computational tool used was Thermo-Calc® [20] in combination with the TCFE8 database. The elements whose chemical composition was included in the calculations were as follows: Fe, C, Si, Mn, Cr, Ni, Mo, Al, Cu, and N.
3 Results
3.1 The influence of LMDp process parameters on the geometrical features
The results of the bead-on-plate experiments are presented in Fig. 4. It can be seen that when the speed was fixed to 13 mm/s, and the laser power was increased, both the width and the depth of the melt pool increased.

OM micrographs of the bead-on-plate experiments. Both width and depth of the melt pool increased at a fixed speed (LP, laser power; V, speed)
As previously described in Sect. 2, the results of the bead-on-plate experiments were used to determine the process parameters for the DoE of the single-track experiments. The initially designed full factorial model described in Fig. 2a and Table 3 was refined by the D-optimal design described in Fig. 2b and Table 4.
Table 5 shows the calculated energy input and the results obtained from the thirteen experiments in the D-optimal design. The height, width, depth, aspect ratio, and dilution values are the average values of the two cross-sections from each track, as explained in Sect. 2.3. Table 5 also shows that the repeated center points (experiments number 11, 12, and 13) demonstrate similar values.
The calculated regression coefficients for each factor and their interactions are presented in Fig. 5. The regression coefficients indicated the significance of the process parameters on the responses as displayed in Fig. 5. The green columns represent statistically significant factors and interactions, and therefore with p-values lower than 0.05 while red columns represent statistically non-significant factors and interactions, with p-values higher than 0.05. It was revealed that speed significantly influences height, width, and depth. The laser power was the most significant factor for the width and the depth, and on the contrary, the laser power was not significantly affecting the height of the beads.

The calculated regression coefficients for height (a), width (b), and depth (c) by Modde®; LP, laser power; V, speed; FR, feeding rate. Green columns represent significant factors and interactions, while the red columns indicate non-significant factors
The comparison between the experimentally measured responses and predicted responses according to the D-optimal model is plotted in Fig. 6. The regression (dashed) line shows the perfect case where the calculated and the predicted values were equal. Most of the data points in the plots were close to the regression line and the coefficient of determination of width, height, and depth are 0.96, 0.99, and 0.98 respectively. This indicates that there was a good correlation between predicted and measured data.

The comparison between the measured and predicted width (a), height (b), and depth (c)
Considering the criteria for dilution (< 50%) and aspect ratio (> 3), (see Sect. 2.3), the D-optimal model was used to choose a specific parameter combination (1350 W laser power, 11 mm/s scanning speed, and 8.8 g/min feeding rate) to fulfill both criteria. The geometrical analysis of the produced deposit was included in Table 5, as experiment number 14, resulting in an aspect ratio and dilution values of 3.15 and 43% respectively. Figure 7 shows the position of experiment 14 within the 3-dimensional design region.

Location of experiment 14 within the 3-dimensional design region, fulfilling both dilution and aspect ratio criteria
3.2 Microstructural analysis
The thirteen as-deposited samples prepared according to the D-optimal model (Table 4) were inspected by optical microscopy. In all cases, the microstructure consists of a martensitic matrix with some amount of primary δ ferrite remaining in the microstructure. Figure 8 illustrates selected examples. It was found that the samples produced with the highest energy input (Table 5) contained a larger area of δ ferrite than the ones produced with the lowest energy input. The difference can be observed when comparing Fig. 8 image 3 (low energy input) and Fig. 8 image 5 (high energy input).

OM images showing martensitic matrix and δ ferrite for different process parameters used in the D-optimal model
As previously mentioned, sample 14 was the one prepared with the suggested parameters to fulfill the dilution and aspect ratio criteria (Fig. 7, Table 5). That sample was subjected to a more advanced microstructural investigation. The SEM inspection of sample 14 confirmed the martensitic matrix and the presence of δ ferrite in some areas (Fig. 9). The backscattered electron scanning microscopy revealed the presence of inclusions in the as-deposited single track (Fig. 10a). The elemental maps obtained by EDS (Fig. 10b) disclosed that the inclusions observed are enriched in aluminum.

a SEM image showing the martensitic matrix with a localized area of δ ferrite, b higher magnification of image (a) showing δ ferrite, c SEM image of martensite

a Backscattered electron (BSE) image of inclusions (revealed as black dots), b backscattered electron (BSE) image and the elemental maps showing Al-enriched inclusions
Finally, to determine the presence or not of retained austenite in sample 14, EBSD was used. The phase map (Fig. 11) shows that the deposited modified PH 13-8Mo has an iron bcc matrix (red), representing the martensite and δ ferrite, and a small amount of iron fcc (blue) which represents the retained austenite (3.2%). Non-indexed points are shown in black in the phase map (Fig. 11). EDS results confirmed that aluminum rich inclusions are the reason for some of the non-indexed points.

EBSD phase map of sample 14. Retained austenite is shown in blue color in contrast to martensite and ferrite which are shown in red
Therefore, the microstructure of the sample that fulfills the dilution and aspect ratio criteria is characterized as a martensitic matrix, some primary δ ferrite, a small percentage of retained austenite, and some aluminum-enriched inclusions.
4 Discussion
4.1 Influence of process parameters in the geometry of the deposits
The full factorial design (Fig. 2a, Table 3) was useful to establish the boundaries of the operational window. When looking into the optical micrographs of experiments numbers 5 and 7 (Fig. 12), it was observed that both tracks presented a lack of penetration and symmetry problems compared to numbers 1 and 2 (Fig. 12). This means that one of the edges of the experimental region was out of the operational window and that it should be avoided. The reason for the lack of penetration could be the combination of speed and high feeding rate for which the laser power was not sufficient to melt the powder being fed. To refine the operational window, the full factorial model was modified. In the literature, two different methods are described to deal with the irregular regions in DoE [21]. The initial region formed with the process parameters could be shrunk to work with a regular region. The drawback is that because of the shrinking of the experimental region, certain parts of the region would be ignored. The second option is to specify the linear constraints so that the D-optimal design, which is more appropriate and well known for irregular regions, can be used [21]. The second option was chosen. The original 6 experiments were kept for the new design and 7 more experiments including 3 new center points (Table 4: experiment numbers 7–13) were added to the new D-optimal DoE.

Optical micrographs of single tracks from full factorial design: a number 5 (lack of penetration and symmetry), b number 7 (lack of penetration and symmetry), c number 1, d number 2
The D-optimal DoE model confirmed that the height, width, and depth of the beads were influenced significantly by speed. The laser power was not significantly affecting the height of the beads, while the laser power was the most significant factor for the width and the depth. In agreement with these results, Graf et al. [22] reported the influence of laser power in a large melt pool resulting in wide tracks. The most significant factor for the height was feeding rate which was confirmed also in the previous study [22]. The feeding rate also affected the width. In addition, height was statistically influenced by the interaction between Speed* Feeding Rate, while the width was influenced by the interaction between Laser Power * Feeding Rate. The reliability of these results is supported by the coefficient determination (R2), the p-values, and the reproducibility aspect, as described in Sect. 3.1.1.1.
Aspect ratio and dilution are important to be considered in the selection of the process parameters to ensure the quality of the bead and the suitable metallic bonding in multi-layers [23]. If the aspect ratio is too low, the height of the track could be too high; therefore, defects or imperfections can occur between the tracks. If the aspect ratio is too high, the height of the track could be too low, and this could cause a low deposition rate [19]. A high dilution can also cause a low deposition rate and consequently lower process efficiency. As described in the results, Sect. 3.1.1.1., considering the criteria for dilution (< 50%) and aspect ratio (> 3), Modde® proposed this specific parameter combination: 1350 W laser power, 11 mm/s scanning speed, and 8.8 g/min feeding rate to fulfill both criteria, resulting in a bead with aspect ratio and dilution values of 3.15 and 43% respectively. This set of parameters will be the starting point in the next stages when building up AM deposits of the modified PH 13-8Mo.
4.2 Microstructure
The results showed that the microstructure of the modified PH 13-8Mo under the LMDp conditions investigated in this work consists of a martensitic matrix with some amount of primary δ ferrite. The presence of a low amount of retained austenite and aluminum-enriched inclusions has also been confirmed.
The previous research conducted in casting and arc welding of PH 13-8Mo [4, 5] confirms that the primary solidification phase is ferrite, followed by a solid-state transformation reaction from ferrite to austenite. This solidification path is supported also by computational thermodynamics with the phase diagram calculated in this work (Fig. 13). Afterward, due to the fast-cooling conditions associated with laser melting processes, austenite is expected to transform into martensite, but still, some residual primary ferrite and retained austenite could be observed. In agreement with these results, wire arc additive manufactured PH 13–8 Mo, Ghaffari et al. [16] reported the presence of δ ferrite within a martensitic matrix and a low amount of retained austenite. Zhang et al. [24] investigated the microstructure of 15–5 MPHSS fabricated by LMDp and found the microstructure consists of lath martensite, δ ferrite, and a small amount of retained austenite. Adeyemi et al. [25] also observed the δ ferrite in the laser metal deposited 17–4 MPHSS.

Modified PH 13-8Mo phase diagram calculated with Thermo-Calc
Interestingly, the main difference observed among the microstructure of the thirteen as-deposited samples prepared according to the D-optimal model was the amount of δ ferrite (Fig. 8). It was found that the samples produced with the highest energy input (Table 5) contained a larger amount of δ ferrite than the ones produced with the lowest energy input. This observation can be explained by the dendrite tip undercooling phenomenon occurring in stainless steels under rapid solidification conditions [1, 26]. Under these circumstances, the dendrite tip undercooling enhances the stability of austenite as the primary solidification phase versus the ferrite phase. The samples with lower energy input are the ones experiencing faster cooling rates, and those are the samples showing lower δ ferrite in our study. The most probable reason is a switch in the primary solidification mode from ferrite to austenite in those samples. The studies on WAAM of PH 13–8 Mo proved the presence of δ ferrite [16, 27], while other investigations on L-PBF of CX stainless steel did not find any δ ferrite [14, 15]. This difference in δ ferrite content can be related to the different levels of energy input in these AM processes, as it is known that the typical energy input for WAAM is higher than for L-PBF processes.
Regarding the aluminum-enriched inclusions observed (see Fig. 10), they could be aluminum nitride (AlN) based on ThermoCalc calculations (Fig. 13) or possibly Al-rich oxide inclusions according to a previous study [16] where spherical Al-rich oxide inclusions were found in the as-deposited microstructure of WAAM of PH 13–8 Mo. However, to fully determine the exact type of inclusions, more in-depth characterization investigations are needed.
It is well-known from the literature that the presence of primary δ ferrite and retained austenite are detrimental to the mechanical properties in these steels [6, 7], and it is a common practice to heat-treat alloy PH 13-8Mo after welding or casting, in order to reduce the presence of retained austenite and ferrite and to promote the precipitation of the strengthening phase [9,10,11]. Similar to casting and welding, in additive manufacturing the material experiences solidification, and therefore, it will be necessary to conduct heat treatments in the additively deposited material. Despite the post-deposited heat treatment is not in the scope of this initial work, it is an upcoming topic to be investigated in order to ensure the high mechanical and corrosion resistance of the future components additively manufactured.
5 Conclusions
Applied statistics were successfully used to analyze the influence and interaction of different process variables of LMDp on geometrical features of the martensitic precipitation hardening modified PH 13-8Mo deposits. The as-deposited microstructure was also characterized, and the main conclusions from this study are:
-
The laser power was the most significant factor for the width and the depth, and on the contrary, the laser power was not significantly affecting the height of the beads. The feeding rate was the most significant factor for the height. Height, width, and depth were significantly influenced by speed.
-
The microstructure of the modified PH 13-8Mo deposits mainly consisted of a martensitic matrix with some amount of primary δ ferrite. The presence of a low amount of retained austenite and aluminum-enriched inclusions was confirmed.
This work enhances the fundamental process and material understanding of LMDp of the modified PH 13-8Mo alloy, as a first stage in the fabrication of additively manufactured components.
Data availability
Data analyzed during this study is already included in the paper. Any supplementary data can be made available upon request.
References
Lippold JC, Kotecki DJ (2005) Welding metallurgy and weldability of stainless steels. John Wiley & Sons, Hoboken, New Jersey
Guo Z, Sha W, Vaumousse D (2003) Microstructural evolution in a PH13-8 stainless steel after ageing. Acta Mater 51:101–116
Pantazopoulos G, Papazoglou T, Psyllaki P et al (2004) Sliding wear behaviour of a liquid nitrocarburised precipitation-hardening (PH) stainless steel. Surf Coat Technol 187:77–85
Hochanadel PW, Edwards GR, Robino CV, Cieslak MJ (1994) Heat treatment of investment cast PH 13–8 Mo stainless steel: Part I. Mechanical properties and microstructure. Metall Mater Trans A 25:789–798. https://doi.org/10.1007/BF02665455
Brooks JA, Garrison WM (1999) Weld microstructure development and properties of precipitation-strengthened martensitic stainless steals. Weld J-New York- 78:280-s
Carrouge D, Bhadeshia HKDH, Woollin P (2004) Effect of δ-ferrite on impact properties of supermartensitic stainless steel heat affected zones. Sci Technol Weld Joining 9:377–389. https://doi.org/10.1179/136217104225021823
Oñoro J (2006) Martensite microstructure of 9–12%Cr steels weld metals. J Mater Process Technol 180:137–142. https://doi.org/10.1016/j.jmatprotec.2006.05.014
Nakagawa H, Miyazaki T (1999) Effect of retained austenite on the microstructure and mechanical properties of martensitic precipitation hardening stainless steel. J Mater Sci 34:3901–3908. https://doi.org/10.1023/A:1004626907367
ASTM A693–22 (2022) Standard specification for precipitation-hardening stainless and heat-resisting steel plate, sheet, and strip. ASTM International. https://doi.org/10.1520/A0693-22
AK Steel International (2019) ARMCO PH 13–8Mo stainless steel product data bulletin. https://www.aksteel.nl/files/downloads/ak_steel_armco%C2%AE_ph_13-8_mo_product_data_bulletin_-apr__2019-_95.pdf. Accessed 23 November 2022
Welding Consumables Technical Handbook (2009) Metrode Products Limited. Revision 1, Chertsey, UK
Bajaj P, Hariharan A, Kini A et al (2020) Steels in additive manufacturing: a review of their microstructure and properties. Mater Sci Eng: A 772:138633. https://doi.org/10.1016/j.msea.2019.138633
Javaid M, Haleem A, Singh RP et al (2021) Role of additive manufacturing applications towards environmental sustainability. Adv Indust Eng Polym Res 4:312–322. https://doi.org/10.1016/j.aiepr.2021.07.005
Asgari H, Mohammadi M (2018) Microstructure and mechanical properties of stainless steel CX manufactured by direct metal laser sintering. Mater Sci Eng: A 709:82–89. https://doi.org/10.1016/j.msea.2017.10.045
Shahriari A, Khaksar L, Nasiri A et al (2020) Microstructure and corrosion behavior of a novel additively manufactured maraging stainless steel. Electrochim Acta 339:135925. https://doi.org/10.1016/j.electacta.2020.135925
Ghaffari M, VahediNemani A, Nasiri A (2022) Microstructure and mechanical behavior of PH 13–8Mo martensitic stainless steel fabricated by wire arc additive manufacturing. Addit Manuf 49:102374. https://doi.org/10.1016/j.addma.2021.102374
Benoit MJ, Sun SD, Brandt M, Easton MA (2021) Processing window for laser metal deposition of Al 7075 powder with minimized defects. J Manuf Process 64:1484–1492
Hentschel O, Scheitler C, Fedorov A et al (2017) Experimental investigations of processing the high carbon cold-work tool steel 1.2358 by laser metal deposition for the additive manufacturing of cold forging tools. J Laser Appl 29:22307
Rolink G, Vogt S, Senčekova L et al (2014) Laser metal deposition and selective laser melting of Fe–28 at.% Al. J Mater Res 29:2036–2043
Sundman B, Jansson B, Andersson J-O (1985) The thermo-calc databank system. Calphad 9:153–190
Eriksson L, Johansson E, Kettaneh-Wold N, et al (2000) Design of experiments. Principles and Applications, Learn ways AB, Stockholm
Graf B, Ammer S, Gumenyuk A, Rethmeier M (2013) Design of experiments for laser metal deposition in maintenance, repair and overhaul applications. Procedia CIRP 11:245–248. https://doi.org/10.1016/j.procir.2013.07.031
Ya W, Konuk AR, Aarts R et al (2015) Spectroscopic monitoring of metallic bonding in laser metal deposition. J Mater Process Technol 220:276–284
Zhang B, Wang H, Ran X et al (2022) Microstructure and mechanical properties of high-efficiency laser-directed energy deposited 15–5PH stainless steel. Mater Charact 190:112080. https://doi.org/10.1016/j.matchar.2022.112080
Adeyemi AA, Akinlabi ET, Mahamood RM et al (2017) Influence of laser power on microstructure of laser metal deposited 17-4 ph stainless steel. IOP Conf Ser Mater Sci Eng 225:012028. https://doi.org/10.1088/1757-899X/225/1/012028
Kurz W, Fisher DJ (1981) Dendrite growth at the limit of stability: tip radius and spacing. Acta Metall 29:11–20. https://doi.org/10.1016/0001-6160(81)90082-1
Ghaffari M, VahediNemani A, Nasiri A (2022) Microstructural evolution and mechanical performance after precipitation hardening of PH 13–8Mo martensitic stainless steel fabricated by wire arc additive manufacturing. Materialia (Oxf) 24:101507. https://doi.org/10.1016/j.mtla.2022.101507
Acknowledgements
The authors gratefully acknowledge Sten Wessman for his support to this work with computational thermodynamics calculations, Björn Särnerblom for the EBSD analysis, and Jimmy Johansson for supporting the DoE analysis.
Funding
Open access funding provided by University West. The Knowledge Foundation funded this research via the TAPERTECH: TAiloring of high-PERformance parts through laser and arc additive manufacturing TECHhnologies project (Reference number: 2018/1890 B20).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX—Behaviour of Metals Subjected to Welding
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Aydin, G., Valiente Bermejo, M.A., Högström, M. et al. Influence of laser metal deposition process parameters on a precipitation hardening stainless steel. Weld World 67, 1067–1080 (2023). https://doi.org/10.1007/s40194-023-01478-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01478-7