
Abstract
Double-sided friction stir welding (FSW), performed with a pair of rotation tools, was studied in an attempt to increase the joining speed when applied to welding of automotive advanced high-strength steels (AHSS). The experiments were performed on butt joint of 1.6-mm-thick 1180 MPa grade steel sheets, and sound welds were obtained when the travel speed was no more than 4 m/min, fairly comparable with laser beam welding (LBW), one of the conventional automotive welding processes. It was clarified by experimental and numerical analyses that the enhancement in travel speed was due to the unique material flow interactively developed by a pair of rotation tools. Double-sided FSW was performed at 3 m/min of joining speed on butt joint of dissimilar steel sheets in a combination of 1.5 GPa and 590 MPa grades. The mechanical properties of the welded joints were evaluated by tensile, V-bending and Erichsen tests comparing with LBW, which verified that double-sided FSW exhibited sufficient mechanical properties for the press-forming to produce automotive parts. A prototype automotive part was successfully fabricated using the tailor-welded blank welded with double-sided FSW, which demonstrates its applicability to automotive production.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Advanced high-strength steels (AHSS), which has higher strength and superior formability compared with conventional high-strength steel, have been developed to satisfy the demand to reduce the weight or enhance the rigidity of automotive body. However, due to their higher alloy designs, they are prone to exhibit the cracking or embrittlement attributed to melting and solidification such as solidification cracking, when applied to conventional fusion welding processes [1]. Also, in general, carbon content in the steels increases to enhance their strength, which in the meantime increases the susceptibility to hydrogen cracking when fusion-welded due to exceeded hardness and diffusible hydrogen content in the weld [2]. Friction stir welding (FSW) [3] as a non-fusion joining process is considered to be promising to solve these cracking issues for AHSS while it needs further improvement in productivity to apply automotive production.
FSW, a solid-state joining process that enables the production of high-quality weld joint, has been widely studied and increasingly implemented in industrial applications for materials with low melting temperatures, such as aluminum and magnesium alloys [4, 5]. A number of studies on steel FSW have reported various positive effects on the weld properties such as considerable grain refinement [6], overmatching of the parent metal [7], satisfactory toughness in the weld of high-strength steel [8], superior ductility in the weld of high carbon steel [9], and low distortion [10] which result in reducing re-work of the welded components. FSW can also offer steel welds free from typical arc-welding defects like porosity, solidification cracking, and embrittlement [11].
However, the applications of FSW to steel have remained premature due to the limitations in durability of the welding tool and productivity based on welding speed. The durability of tool is largely dependent on the component material, necessary to exhibit sufficient fracture toughness as well as wear resistance and chemical inertness to the welded metal at high temperatures. Although there have remained the issues for cost and durability, it has been reported that polycrystalline boron nitride (pcBN) [12], silicon nitride [13], etc. are applicable to the tool material for steel FSW. In shipbuilding, the welding speed of FSW can be technically competitive to the conventional fusion welding methods such as submerged arc welding [14]. However, welding speed for automotive AHSS is reportedly no more than 400 mm/min [15], which cannot be competitive to the conventional fusion welding for automotive such as laser beam welding.
It was reported that double-sided FSW was capable of the high-speed welding for an aluminum alloy [16, 17]. However, the former researches for FSW of steels were only based on the single-sided FSW [6,7,8,9,10,11,12,13,14,15] but not on double-sided FSW.
This research is to develop the double-sided FSW technology of AHSS aiming to enhance the travel speed, withstanding the application to automotive production. As an elemental study of double-sided FSW, the upper limit of welding speed within the appropriate welding conditions was compared with single-sided FSW. Meanwhile, the material flow behavior during welding was studied with experimental and numerical analyses and compared between single-sided and double-sided FSW in order to explore the factors dominating the allowable travel speed for these welding processes.
The mechanical properties of double-sided FSW joint in a combination of 1.5 GPa and 590 MPa grade steel sheets were evaluated and compared with laser beam welded joint in the same steel combination. Furthermore, the trial for the press-forming of prototype automotive part using the tailor-welded blank, in a combination of 1.5 GPa grade and 590 MPa steel sheets welded with double-sided FSW, was performed to demonstrate the applicability of double-sided FSW to automotive production.
2 Experimental and numerical simulation procedures
2.1 Welding experiments
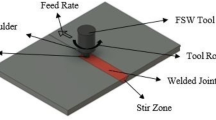
Double-sided and single-sided FSW were performed on butt joint as illustrated in Fig. 1 using 1.6-mm-thick 1180 MPa grade cold-rolled (1.2G-CR) steel sheet to investigate the parameter window and mechanical properties of the AHSS welds. Welding conditions are shown in Table 1. The rotation tools for either of the welding processes consisted of the concave shoulder with its diameter in 12 mm and the probe at the center and were made of tungsten carbide. Cross-sectional macrography, micro-hardness, and tensile tests were executed on the obtained welded joint. In the cross-sectional macrography, nital was used as etchant to identify the heat-affected zone (HAZ) while saturated picric acid solution was used to identify the defects and the region of stir zone (SZ). The hardness testing was complied with JIS Z 2244 (ISO 6507–1). The transverse tensile testing of welded joint was complied with JIS Z 2241 (ISO 6892–1), applying the specimen geometry of type 5.

Schematic of FSW experiments for fundamental study
To manifest the material displacement between the welded materials across the weld centerline and formation of joining interface in SZ, double-sided and single-sided FSW were performed on butt joint of dissimilar steel sheets in a combination of 1.6-mm-thick 1180 MPa grade cold-rolled (1.2G-CR) and 980 MPa grade cold-rolled (1.0G-CR) steel sheet. 1.2G-CR and 1.0G-CR contain 2.7% and 2.1% of manganese, respectively, and the same levels of carbon and silicon. The compositional mapping for manganese by electron probe micro-analyzer was performed on the weld. The contrasted boundary of manganese is considered to represent the interface of the welded materials, assuming that the diffusion of manganese and other elements across the interface is quite localized and almost negligible in a macroscopic scale since FSW is the solid-state joining process.
2.2 Numerical analysis
The material flow behavior was predicted by numerical simulation using generic welding simulation software, VIRFAC® FSW. Thermo-fluid analysis was performed in the models of double-sided and single-sided FSW exhibited in Fig. 2 to estimate the material flow in the vicinity of rotation tools. In the computation, welded materials were postulated to be 1.2G-CR, structuring the model of flow stress taking into account the temperature and strain-rate dependencies while considering the temperature dependencies of other physical properties, such as density, thermal conductivity, and specific heat. The welding conditions applied in the numerical analysis are shown in Table 2. For double-sided FSW, rotation tools were inclined to leading direction with 1.5˚ and configured at upper and lower sides on the welded materials. The rotation direction of the upper and lower tools was opposite to each other. The travel speed and rotation speed of upper and lower tools were 3 m/min and 1500 rpm, respectively. For single-sided FSW, a rotation tool was inclined to leading direction with 3˚. The travel speed and tool rotation speed were 0.2 m/min and 400 rpm, respectively.

Numerical analysis model of FSW
2.3 Evaluation of mechanical properties of dissimilar grade steel joints and fabrication of prototype automotive part using TWB welded with double-sided FSW
As illustrated in Fig. 3a, double-sided FSW was performed on butt joint of dissimilar steel sheets in a combination of 1.6-mm-thick 1470 MPa grade cold-rolled (1.5G-CR) and 1.6-mm-thick 590 MPa grade cold-rolled (590 M-CR) steel sheets, which is considered to be an expected material combination for TWB used for B-pillar outer. For comparison, laser beam welding (LBW) was performed with the same steel combination as illustrated in Fig. 3b. The welding conditions of these welding processes are shown in Table 3. Cross-sectional macrography, hardness testing, tensile testing, V-bending testing, and Erichsen testing were performed on the obtained welded joint. The hardness testing and tensile testing are as described in Section 2.1. V-bending testing was complied with JIS Z 2248 (ISO 7438), bending the welded joint transversely to the right angle with 3, 5, and 7 mm in bending radius and identifying surface cracks. Erichsen testing was complied with JIS 2247 (ISO 20482), forcing a hemispherical punch into the welded joint until crack appears and measuring the height of the punched sample as Erichsen value.

Schematic of FSW experiments for dissimilar steel joining
Tailor-welded blank (TWB) in the combination of 1000-mm-wide, 670-mm-long, and 1.6-mm-thick 1470 MPa grade cold-rolled steel sheet, and 500-mm-wide, 670-mm-long, and 1.6-mm-thick 590 MPa grade galvannealed steel sheet was fabricated performing double-sided FSW on butt joint with welding conditions shown in Table 3a. The fabricated TWB was processed to prototype B-pillar outer with 4 stages of press-forming and trimming.
3 Results and discussions
3.1 Fundamental study for developed FSW process
Figures 4 and 5 show cross-sectional macrographs of double-sided FSW joints of 1.2G-CR. In the welds in figures, the side where tool rotation direction and travel direction are the same is distinguished as “advancing side (AS),” while the side where tool rotation direction and travel direction are the opposite is distinguished as “retreating side (RS).” (Likewise is the following text and figures.) The welding conditions of welds in the figures were 3.0 m/min–1500 rpm and 6.0 m/min–3000 rpm for travel speed-rotation speed of upper and lower tools, indicating they have the same revolutionary pitch, 2.0 mm/r (= travel speed/rotation speed of upper and lower tools). Figure 4 identifies the defects and the region of stir zone (SZ). The weld with 3.0 m/min–1500 rpm showed the sound state without defects. As the picric acid solution etching emphasizes the microstructure developed in rolling direction, the rolling structure in Fig. 4a is obviously distorted in a certain direction as it is closer to the center of the weld. Then, the microstructure becomes discontinuous from the rolling structure at the center. This is conceivably due to material flow induced with upper and lower tools rotating in opposite directions. The region where microstructure is discontinuous from the rolling structure is distinguished as stir zone (SZ), and the region where the rolling structure is continuous but distorted is thermo-mechanically affected zone (TMAZ). As seen in Fig. 4a, noting that the white dotted lines are added to trace the boundary between SZ and TMAZ, those are formed in 180˚ rotational symmetry. When the welding condition was 6.0 m/min–3000 rpm, the region identified as SZ was extremely narrow as seen in Fig. 4b.

Cross-sectional macrographs of double-sided FSW joints of 1.2G-CR steel sheets, etched with picric acid solution

Cross-sectional micrographs of double-sided FSW joints of 1.2G-CR steel sheets, etched with nital
Figure 5 identifies the heat-affected zone (HAZ). Figure 6 shows the hardness profiles of the welds. The hardness profile of a weld with 3.0 m/min-1500 rpm in Fig. 6a exhibits the hard region with more than 500 HV at the center and the transition regions next to either end of the hard region. The lowest hardness values in the transition regions are lower than that of base metal (350 ~ 400 HV). These transition regions correspond to the dark regions while the hard region does to the bright region between the dark regions as seen in Fig. 5. Considering the observations above, the hard region corresponding to SZ and TMAZ, as the boundaries between them depicted with yellow dotted lines are superimposed in Fig. 5, was conceivably heated over Ac3 temperature during welding, and its structure was reversely transformed to austenite and consequently transformed to hard phases such as martensite with fairly rapid cooling. The transition regions consisted of two parts. One must have been heated between Ac1 and Ac3, reversely transformed to ferrite and austenite, and then transformed to ferrite and martensite/bainite. The other locates in the outside of the first one and must have been heated below Ac3. Then, the martensitic structure inherited from the base metal of 1.2G-CR was tempered and softened. This transition region is classified as heat-affected zone (HAZ).

Hardness profiles of double-sided FSW joints of 1.2G-CR steel sheets, measured at half thickness
As shown in the condition of 6.0 m/min-3000 rpm, the weld with higher speed exhibited extremely narrow SZ and much wider HAZ than the condition of 3.0 m/min-1500 rpm as seen in Figs. 4, 5 and 6. Table 4 shows the tensile test results of double-sided FSW joints. The condition of 3.0 m/min-1500 rpm showed the tensile strength as high as base metal and the fracture at HAZ with an elongation as high as base metal, while the condition of 6.0 m/min-3000 rpm exhibited the tensile strength much lower than base metal and the fracture at SZ with decreased elongation. It is considered that the narrow SZ of the condition of 6.0 m/min-3000 rpm is expectedly due to scarce material flow, and then, the joining state at the interface was incomplete, resulting in the low tensile strength. Figure 7 shows the relationship between the double-sided FSW condition and the soundness of the welds judged with the fracture locations in the tensile test of welded joints. With the conditions exceeding 4.0 m/min of travel speed, the sound weld was not able to be obtained even at the same or lower revolutionary pitch, i.e., same or higher heat input, as the conditions with sound welds. This is presumably attributed to the development of temperature gradient between the tool/material interface and the neighboring material. When travel speed is higher, the time to conduct frictional heat from the interface to its vicinity is quite limited and a sharp temperature gradient is developed, allowing the material to plasticize and flow only in the very vicinity. Thus, the material flow becomes scarce and SZ narrow. When rotation speed is higher, the generated frictional heat is higher increasing temperature at the interface and a sharp temperature gradient is also developed, presuming the same behavior as above. Meanwhile, the same tendency is expected to the materials with low thermal conductivity or with large drop in strength at higher temperatures.

The relationship between welding condition and weld soundness of double-sided FSW joints of 1.2G-CR steel sheets
Figure 8 shows the relationship between the single-sided FSW condition and the soundness of the welds. For single-sided FSW, the sound welds can be obtained when the revolutionary pitch is between 0.5 and 0.7 mm/r under 0.4 m/min of the travel speed. (Notice that the absolute values of revolutionary pitch between double-sided and single-sided FSW are not comparable since the number of rotation tool is different between them.) The material flow became excessive below 0.5 mm/r while insufficient over 0.7 mm/r causing defect or incomplete joining state at the bottom of butt surface. When the travel speed was increased to 1.0 m/min, a ditch-like defect appeared on the upper surface and a sound weld could not be obtained due to the lack of material flow even at 0.7 mm/r. This must be the same tendency as double-sided FSW when the travel speed exceeded 4.0 m/min, and its cause is also conceivably likewise.

The relationship between welding condition and weld soundness of single-sided FSW joints of 1.2G-CR steel sheets
According to Figs. 7 and 8, the appropriate welding condition ranges are greatly different between double-sided and single-sided FSW. Double-sided FSW with a pair of tools on the upper and lower sides generates twice as much frictional heat as single-sided FSW with only one tool on the upper side. However, it was demonstrated that its allowable maximum travel speed to form sound welds is far more than twice as much as that of single-sided FSW. For FSW processes, friction and stirring of the welded material by tools induce the heat generation and material flow as a result of hot working. In the next section, experimental and numerical analyses are undertaken to understand the relevance of the material flow of double-sided FSW to its extended improvement in the allowable travel speed.
3.2 Investigation of material flow during welding by means of experimental and numerical analyses
Double-sided and single-sided FSW were experimentally performed on butt joint of dissimilar steel sheets in a combination of 1.2G-CR and 1.0G-CR, which have similar tensile strength and different manganese contents. The travel speed-rotation speed of upper/lower tools were 3.0 m/min-1500 rpm for double-sided FSW and 0.2 m/min-400 rpm for single-sided FSW. Cross-sectional macrographs and manganese mapping by EPMA of obtained welded joints are shown in Figs. 9 and 10, respectively. Macrographs with saturated picric acid solution revealed that there were no defects, and sound welds were formed for both double-sided and single-sided FSW. EPMA mapping of double-sided FSW shown in Fig. 10a exhibits that the material was displaced between 1.2G-CR and 1.0G-CR across the weld centerline, and the joining interface was homogeneously elongated from AS in the upper side to AS in the lower side. On the other hand, in EPMA mapping of single-sided FSW shown in Fig. 10b, the material displacement is seen between 1.2G-CR and 1.0G-CR on the upper side and from RS to AS on half thickness, while the displacement is not seen in either direction on lower side. The feature of material displacement on half thickness somewhat resembles that of double-sided FSW, but does not exhibit a hook-like feature like double-sided FSW. It is considered that the reason why the displacement is not seen on the lower side is because the anvil attached to the lower side limits the material flow around it. If the material flow around lower side is insufficient, the joining state will be incomplete, whereas, if excessive, defects may appear by involving the anvil material to SZ. Both needs to be avoided to obtain sound state in the welds, which narrows the parameter window for single-sided FSW. On the other hand, double-sided FSW with a pair of tools on both sides can elongate the joining interface from the upper to the lower side homogeneously so the lack of material flow due to the anvil is not the case.

Cross-sectional macrographs of FSW joints of 1.2G-CR and 1.0G-CR steel sheets, etched with picric acid solution

EPMA mapping of Mn in cross-section of FSW joints of 1.2G-CR and 1.0G-CR steel sheets
Numerical analysis was carried out postulating physical properties of 1.2G-CR and using the same welding condition as the welding experiments. Figure 11 shows the numerically simulated material flow in double-sided FSW. As shown in Fig. 11a, the material located in RS flowed from RS to AS along the rotation of upper tool, sank to the lower side, and turned around when it reached AS. Then, it flowed from RS to AS along the rotation of the lower tool. On the other hand, the material located in AS on the upper side sank to the lower side when the tools reached the point and flowed from RS to AS along the rotation of the lower tool. Regarding these behaviors, it is considered that material flowing from RS to AS along the rotation of upper tool pushed and displaced the material located in AS, which was pushed out to the lower side and subsequently dragged by the rotation of the lower tool. Thus, it is conceivable that double-sided FSW exhibits the distinctive reversal material flow behavior. As shown in Fig. 11c, the material located in RS on the lower side behaves in a same manner as the upper side, indicating the materials flowing on the upper and lower sides are in 180˚ rotational symmetry. The hook-like feature shown in Fig. 10a is conceivably derived from this distinctive reversal material flow behavior.

Numerically simulated material trajectory in double-sided FSW joint of 1.2G-CR steel sheets viewed from back
Figure 12 shows the numerically simulated material flow in single-sided FSW. As shown in Fig. 12a, the material located in AS on upper side flowed in one direction from AS to RS along the front of the rotation tool, continued to flow from RS to AS along the back of the rotation tool, and then stays in AS. The reversal behavior was not presented. Figure 12 b shows that the radius of circular motion of material flow becomes small from the upper to lower sides, which indicates that material flow becomes weak as it is more distant from the tool on the upper side and closer to the anvil on the lower side. This endorses the common view that the incomplete joining state at the lower side tends to occur due to the insufficient material flow at lower side.

Numerically simulated material trajectory in single-sided FSW joint of 1.2G-CR steel sheets
Figure 13 shows the schematic model of material flow behaviors of double-sided and single-sided FSW considered from the experimental and numerical analyses. For double-sided FSW, the interaction between upper and lower tools causes distinctive reversal behavior of material flows in 180˚ rotational symmetry. Thus, the elongated joining interface from upper to lower side is formed homogeneously, promoting the complete joining state along the interface. On the other hand, for single-sided FSW, the material flows in one direction, and it becomes weak as it is closer to the anvil on the lower side, which indicates the incomplete joining is prone to occur at the lower side. It is considered that the extended improvement of travel speed with double-sided FSW is derived from the distinctive material flow behavior, and it resulted in the complete joining state homogeneously developed along the interface.

Schematic illustration of plastic flow during FSW assumed with experiments and numerical simulations
3.3 Demonstration of applicability of double-sided FSW to automotive welding
To evaluate the applicability of double-sided FSW to the welding process for TWB, the mechanical properties of dissimilar grade steel joints in a combination of 1.5G-CR and 590 M-CR steel sheets. For comparison, the laser beam welding (LBW), which is currently applied to TWB welding, was performed. Both are welded at 3.0 m/min of travel speed.
Figure 14 shows the appearances and cross-sectional macrographs of obtained welds. It was verified that the sound welds without outer and inner defects were formed for both double-sided FSW and LBW. For double-sided FSW, the formation of hook-like inflows in 180˚ rotational symmetry was identified. The material displacement between 1.5G-CR and 590 M-CR across the weld centerline was more considerable than that between 1.2G-CR and 1.0G-CR as shown in Fig. 9a. This must be due to the difference in flow stress of the welded materials at the temperature during FSW. Figure 15 shows the transverse hardness profiles in the welds. For double-sided FSW as shown in Fig. 15a, the hardness in SZ was ranged between 350 and 420 HV. On the other hand, the hardness in weld metal (WM) for LBW was about 400 HV as shown in Fig. 15b. Since FSW is a non-fusion welding process, the materials from different base metals are not homogeneously mixed in SZ as they are for LBW as a fusion welding process. It is considered that the regions around 350 HV were derived from 590 M-CR, and those around 420 HV were from 1.5G-CR. HAZ was formed on the outside of SZ/TMAZ or WM for double-sided FSW or LBW, respectively, with decreasing hardness as it is away from the weld centerline. As seen in Fig. 15a, b, the hardness in HAZ of 590 M-CR is higher than that of base metal. On the other hand, the hardness in HAZ of 1.5G-CR side is dropped slightly below that of base metal for LBW, while the hardness drop in HAZ of 1.5G-CR side is wider and deeper for double-sided FSW, which indicates heat input with double-sided FSW is higher than that of LBW. Figure 16 shows the tensile test results of the obtained welded joints. All the specimens for both double-sided FSW and LBW were fractured at base metal of 590 M-CR side, and their tensile strengths were constantly as high as that of 590 M-CR. Figure 17 shows the V-bending test results. Any visible crack was not found on the surface of the welds bent with 3, 5, and 7 mm in radius for both double-sided FSW and LBW. In the trial for fabricating a prototype B-pillar outer, the weld joint on TWB was designed to be deformed mainly in the bending mode, and the bending radius was more than 7 mm. Thus, it can be regarded that the double-sided FSW joint has sufficient press-formability for the prototype fabrication. Figure 18 shows Erichsen test results. Erichsen index for double-sided FSW was about 80% of that of LBW. The fracture location was HAZ in 1.5G-CR side for double-sided FSW while that was base metal in 590 M-CR for LBW. This difference must be due to the fact of the wider hardness drop in HAZ of 1.5G-CR side for double-sided FSW compared with LBW. It was shown that double-sided FSW joint exhibited stable fracture behavior in the stretch forming, which is conceivably sufficient for the prototype fabrication as stretching is a minor deformation mode in the weld joint. According to the mechanical testing, the strength and formability of double-sided FSW joint are sufficient to bear the press-forming to produce automotive parts, although it rather showed an inferior indication to LBW in a stretch forming property.

Appearance and cross-sectional macrostructure of the weld joints of 1.5G-CR and 590 M-CR steel sheets (the cross-sectional macrostructures were etched with picric acid solution)

Hardness profiles of the weld joints of 1.5G-CR and 590 M-CR steel sheets, measured at half thickness

Tensile properties of the welds of the weld joints of 1.5G-CR and 590 M-CR steel sheets

V-bend test results of the welds of the weld joints of 1.5G-CR and 590 M-CR steel sheets

Erichsen test results of the welds of the weld joints of 1.5G-CR and 590 M-CR steel sheets
Figure 19 shows the appearance of prototype B-pillar outer made of the TWB welded with double-sided FSW. The targeted geometry tolerance was obtained by press-forming, and no crack or wrinkle was identified on the surface of weld, even on the portion where deformation was utmost. Thus, the trial for prototype B-pillar fabrication was successful, which demonstrated the applicability of double-sided FSW to automotive welding.

Surface appearance of prototype B-pillar outer
4 Conclusion
Fundamental study for double-sided FSW was performed using automotive advanced high-strength steels. The material flow behavior during welding was compared with the standard single-sided FSW, and the difference between them was discussed. Furthermore, presuming its application to welding of tailor-welded blank, the properties of welded joint in a combination of 1.5 GPa and 590 MPa grade steel sheets were studied in comparison with those of laser beam welded joints. The applicability was examined with fabricating a prototype B-pillar outer, and the following findings were obtained.
-
1.
The allowable travel speed was drastically increased with double-sided FSW compared with single-sided FSW, exhibiting 4 m/min, which is in a same level as laser beam welding.
-
2.
Double-sided FSW causes distinctive material flow due to the interaction between the upper and lower tools, which forms the homogeneously elongated joining interface suppressing the occurrence of incomplete joining state, contributing to the extended increase in allowable travel speed.
-
3.
The double-sided FSW joints in a combination of 1.5 GPa and 590 MPa grade steel sheets showed the sufficient mechanical properties for the press-forming to produce automotive parts although it rather showed an inferior indication to LBW in a stretch-forming property.
-
4.
A success in trial for fabricating the prototype automotive part demonstrated the applicability of double-sided FSW to automotive welding.
References
Agarwal G, Kumar A, Richardson IM, Hermans MJM (2019) Evaluation of solidification cracking susceptibility during laser welding in advanced high strength automotive steels. Mater Des 183:108104
Maeda K, Suzuki R (2017) A study on weld cracking in full penetration laser welds of high carbon steel sheets. Preprints Natl Meet Jpn Weld Soc 101:401 (in Japanese)
Thomas WM, Nicholas ED, Needham JC, Murch MG, Temple-Smith P, Dawes CJ (1991) International Patent Application No. PCT/GB92/02203
Dawes CJ, Thomas WM (1996) Friction stir process welds aluminum alloys. Weld J 75:41–45
Park SHC, Sato YS, Kokawa H (2003) Effect of micro-texture on fracture location in friction stir weld of Mg alloy AZ 61 during tensile test. Scr Mater 49:161–166
Lienert TJ, Stellwag WL, Grimmett BB, Warke RW (2003) Friction stir welding studies on mild steel. Weld J 82:1s–9s
Reynolds AP, Tang W, Posada M, DeLoach J (2003) Friction stir welding of DH36 steel. Sci Technol Weld Joi 8:455–460
Konkol PJ, Mathers CJA, Johnson R, Pickens JR (2003) Friction stir welding of HSLA-65 steel for shipbuilding. J Ship Prod 19:159–164
Cui L, Fujii H, Tsuji N, Nogi K (2007) Friction stir welding of a high carbon steel. Scripta Mater 56:637–640
McPherson N, Galloway A, Cater S, Hambling S (2013) Friction stir welding of thin DH36 steel plate. Sci Technol Weld Join 18:441–450
Barnes SJ, Bhatti AR, Steuwer A, Johnson R, Altenkirch J, Withers PJ (2012) Friction stir welding in HSLA-65 steel: part I, influence of weld speed and tool material on microstructural development. Metall Mater Trans A 43:2342–2355
Nelson TW, Sorensen CD, Steel RJ (2006) Improved polycrystalline cubic boron nitride tooling for friction stir welding high temperature alloys. Proc. of 6th Int. Friction Stir Welding Symp., Saint-Sauveur, Nr Montreal, Canada
Mori M, Ban T, Morisada Y, Fujii H, Takeuchi H (2021) Friction stir welding of 15mm thick plate by Si3N4 tool. Preprints Natl Meet Jpn Weld Soc 108:C-1–2 (in Japanese)
Toumpis A, Galloway A, Cater S, McPherson N (2014) Development of a process envelope for friction stir welding of DH36 steel - a step change. Mater Des 62:64–75
Matsushita M, Kitani Y, Ikeda R, Ono M, Fujii H, Chung YD (2011) Development of friction stir welding (FSW) of high strength steel sheet. Sci Technol Weld Join 16(2):181–187
Park SHC, Hirano S, Kaga S, Onose M, Tominaga N, Yoshimura Y (2010) Establishment of TATSUMAKI friction stir welding using concave-convex shaped tool -development of TATSUMAKI friction stir welding (part 1)-. Preprints Natl Meet Jpn Weld Soc 87:334 (in Japanese)
Park SHC, Hirano S, Kaga S, Onose M, Tominaga N, Yoshimura Y (2010) Weldability of thin sheet material in TATSUMAKI friction stir welding -development of TATSUMAKI friction stir welding (part 2)-. Preprints Natl Meet Jpn Weld Soc 87:335 (in Japanese)
Acknowledgements
This paper is based on results obtained from a project, JPNP14014, commissioned by the New Energy and Industrial Technology Development Organization (NEDO).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Matsushita, M., Yamagishi, D., Igi, S. et al. Development of double-sided friction stir welding of advanced high strength steel sheets. Weld World 67, 561–571 (2023). https://doi.org/10.1007/s40194-022-01459-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01459-2