
Abstract
For the production of e-mobility components such as cable harnesses, battery cells, power electronics, etc., ultrasonic metal welding is well-established process of choice. These electrical applications require high quality for every single connection; single points of failure and no possibility of repair after installation or commissioning are state of the art. At present, the prevailing binding mechanisms and their sensitivity to the numerous process influencing variables like base material hardness, surface, and cleanliness are still the subject of research. In order to ensure sufficient quality despite the lack of process understanding, random destructive testing is carried out during ongoing production. The welding systems’ internal monitoring methods are currently not sufficient to make a prediction of the joint quality achieved. To determine process phases and extract features regarding the joint formation, the observation of process vibrations at the horn, anvil, and the components using laser-doppler-vibrometry, laser triangulation sensors or other suitable external measurement technology is common. These methods require external accessibility to the measurement position, not given in the industrial production environment. In this study, measurements of the high-frequency power signal of the welding system are conducted, and several machine learning models for quality prediction are set up. To ensure the robustness, several disturbances, e.g., changing material hardness and cleanliness, are taken into account. Thus, it will be evaluated to what extent an industrially suitable quality monitoring can be implemented by means of electrical measuring technology and how much more accurate such an external measuring system is compared to the possibilities already available in the welding system.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Electrical and electronic applications require joining processes producing large area joints with low electrical resistance and low thermal loading during joining. Ultrasonic metal welding (USMW) has proven to fulfil this requirements for various joining tasks [1,2,3], as e.g. the production of lithium battery cells, power electronics and wire harnesses indicates. A special feature of the process is joining in solid phase [1, 2], allowing the joining of dissimilar metals with limited a limited intermetallic layer. A typical welding geometry in a power electronic application is depicted in Fig. 1, showing several copper contacts welded onto a direct deposited copper substrate in a power electronic module.

Example geometry—pulse inverter module with ultrasonically welded power contacts (Schunk Sonosystems GmbH, Wettenberg, Gemany) [5]
Ultrasonic welding has proven to be sensitive to a various number of influences, ranging from material hardness to work piece geometry. Together with the current lack of understanding the exact processes of joint formation this sensitivity leads to changing joint qualities, which is expressed in fluctuating mechanical strength of the joint. Although improved welding parameters can effectively improve the quality of the welds, it must be measured destructively after the welding process, which is not suitable for the actual production process requirements, either in terms of productivity or economic point of view. Whether in the laboratory or on the production line, ultrasonic welding equipment is now often equipped with several groups of sensors to enable monitoring of some of the output variables such as welding time, weld depth, etc. Numerous studies have shown that there is a correlation between certain input and output quantities and the quality of the welded part. It has been shown that a statistical evaluation or modelling of the joint quality based on these simple process features is not suitable to detect all influences on the welding process, and prone to errors [4].
1.1 Joint formation and influences on the process
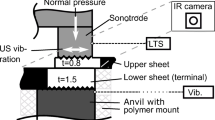
USMW is a pressure welding process, two or more workpieces are stacked together on an anvil, and a horn applies process force and lateral oscillation in the range of 20 kHz. Other frequency ranges, e.g., 35 kHz, are used for smaller applications. The oscillation of horn induces a relative movement between the workpieces. Pressure and relative movement will lead to plastic deformation and heat generation in between the workpieces. While the surfaces come closer, surface are cleansed, brittle oxide layers break up and the joint formation starts. A growing number of micro-welds starts to form and the individual welds form a closed joint area. [2, 6, 7]. This general description of the process applies regardless of the component geometry for cables, foil stacks or sheets.
A more thorough six-stage process model, depicted in Fig. 2, is described by Balz [6] for the joint formation of copper–copper sheet metal welds. The relative movement between welding tools and metal sheets, characterising the phases, was measured using high-speed videos evaluated with the Gunnar-Farneback algorithm. For horn, anvil, and both workpieces, an individual direction of movement and velocity was determined. The amplitudes of the movement, and thus the relative movement between the parts are indicated in the figure as bars. Starting from the first process phase, the (1) transient phase, the relative movement between the two observed workpieces decrease over the following phases of (2) shearing and cleaning, (3) thermal softening, and (4) dynamic recrystallization. The last process phases, (5) maximized joint area and (6) overwelding, are marked by an increasingly high relative movement of the horn and anvil relative to the workpieces [6]. The process model also corresponds to the influences of the welding parameters on the process. While welding time, welding energy or welding depth define the end of the welding (depending on the used control mode), welding pressure and amplitude influence the dynamic system of friction and movement in the welding zone, very much influencing the joint formation [8,9,10].

Process phases of the ultrasonic metal welding process according to Balz [6] (translated)
Increasing welding time leads to an increased mechanical joint strength, until the phenomena of phase (6) overwelding lead to thinning of the workpieces and excessive mechanical loads within the joint area, causing stagnating or even decreasing joint strength [2, 6,7,8].
In addition to parameters set in the welding machine control, workpiece-dependent and further machine-dependent influences have been described and their influence studied [2, 6, 7, 11,12,13,14,15,16,17]. Further machine-dependent influences include characteristics as the welding frequency, maximum welding power, amplitude and pressure range, horn and anvil geometry respectively their surface design [11, 12]. Also, the wear state of the welding tools or their base material and protective coating must be considered [2, 18].
Almost all aspects of the work pieces, especially the horn-sided part, influence the process. This includes the geometry of the workpiece and its resonance behavior to the process frequency [2, 7, 16, 17], workpiece thickness [2, 7, 16, 17], and material hardness [2, 13,14,15, 17, 19]. In addition to the geometry of the workpiece, its exact positioning also needs to be considered, as the resonance behavior and the joint formation strongly depend on the welding position [4, 17]. For the example of a copper–copper welding, it was demonstrated that moving the overlap of a near-critical geometry (with a natural frequency close to the welding oscillation of 20 kHz) just 1 mm severely improves or decreases the weld strength, depending on the direction. The same study investigated the influence of different rolling states of the same copper alloy, from soft to hard, showing the wide range of possible joint qualities depending on the rolling state. Using the same set of welding parameters, overwelding was achieved for soft material, while the hard material did show stronger welding results than the half-hard reference material. The higher modulus of the hard material led to an increased critical behavior of overlap position changes, and crack formation of the upper part was observed [17]. As the process requires direct contact of the materials within the joint area for the formation of microwelds, the surface also plays a vital role in the formation of the joint [6, 20]. The surface influence consists of the surface topography [6, 17] and the cleanliness [2, 17, 18].
Several studies have been devoted to improve weld quality by looking into and optimizing welding parameters. The main process parameters in ultrasonic welding are welding energy, welding force, total welding time, frequency, and amplitude of the vibration. Elangovan, S. et al. considered the effects of welding parameters such as welding pressure, welding time and vibration amplitude on 0.2-mm-thick copper–copper ultrasonic welded joints. A suitable experimental design was designed and executed based on Taguchi’s robust design method. The effect of different welding parameters on the weld strength was investigated using ANOVA and S/N analysis, and the optimum welding parameters were obtained [21].
Different algorithms are also used in the studies to find the optimal welding parameters. Satpathy, M. P. et al. used fuzzy logic and genetic algorithms to find the optimal combination of vibration amplitude, welding pressure, and welding time while applying ultrasonic welding on 0.3-mm-thick aluminum (AA1100) and brass (UNS C27000) plates. In the study, fuzzy logic has a more accurate output than genetic algorithm. [22] Elangovan, S. et al. developed a weld strength analysis model based on welding force, welding time and vibration amplitude using response surface methodology (RSM). The response surface model was further combined with a genetic algorithm to optimize the welding parameters and a desired weld strength was obtained [23].
1.2 Quality control and monitoring of ultrasonic welding processes
As previously described, the end of each USMW process is determined by the parameters used, e.g., the welding energy, has reached the limit provided as the parameter. Usually, welding machines allow the tracking of further process features not used as welding parameters, in the example of an energy parametrized process welding time and depth. Various sources determine this to be insufficient to detect process variations [7, 18]; a previous own study supports these conclusions, showing that changes of the material hardness, surface condition, and welding position are not well displayed within the welding time and depth [4]. Instead, measuring the electrical signals measured by the welding machine itself provide way better data for quality prediction, as feature-based evaluations of an exponential Gaussian regression model [4] and a random forest regression model [17] indicate. Various researchers proposed that internal monitoring solutions are not feasible to allow precise monitoring [6, 7] leading to further investigations using external measurement equipment. Very often laser-doppler-vibrometers are used for process monitoring [6, 24,25,26,27,28,29].
Elisabeth B. S. et al. used the relationships between tensile shear strength of Cu-sheet welds and process curves from welding machine and additional vibration sensors at horn and anvil to build a prediction model. Different features are extracted from the dataset and used for prediction of tensile shear strength using linear regression as well as multi-layer perceptron regression. [24] Gester et al. used the vibrometers for describing a wire-terminal application [25].
Based on industrial feedback concerning high sensor prices, measurements using laser triangulation sensor, a cheaper alternative to vibrometers (1/10th of cost) have been investigated in [17, 30] or used as an additional data source [24].
None of the aforementioned studies considered high frequency measurements of the power signal between generator and transducer as an alternative data source for quality prediction, although several models have used the internal power data provided by the welding machines as data sources [4, 17, 24].
This study will investigate high-frequency signals of power as data sources for a quality prediction of a welding process with changing work piece parameters.
2 Methodology and materials
The welding equipment, measurement technology, and test materials used are described as follows. The basic setup has already been used and detailed in previous own works [4, 17, 30]. In contrast to the experiments at that time, laser triangulation sensors with higher accuracy, a different test geometry with dedicated clamping device, and high-frequency scanning current and voltage sensors were used.
2.1 Experimental setup
All experiments are conducted on a LS-C model ultrasonic welding machine with a 4 kW power generator by Schunk Sonosystems GmbH. It is a 20 kHz linear oscillator. Figure 3 depicts the schematic setup of the machine and the measuring equipment. The figure shows the λ-half horn and one booster configuration on the 4 kW transducer.

Experimental setup of welding machine and sensor positions
The used booster has a neutral ratio of 1:1. The working surface of the horn is square area measuring 8 mm × 8 mm, filled with a diagonal knurling pattern in form of 0.8 mm wide pyramids. The anvil also has a comparable knurling with 0.5 mm × 90° pyramids, truncated by 0.1 mm.
The clamping setup used for the experiments shown in Fig. 4. It consists of a plastic matrices for upper and lower work piece, in light green color. The matrices are made from Original Werkstoff “S”® plus + GB by Murtfeldt Kunststoffe GmbH & Co. KG, an ultra-high-molecular-weight polyethylene (UHMWPE) filled with glass balls for higher wear resistance, milled to measure.

Clamping system used for experiments
The sensor equipment used in the experiment is also shown in Fig. 4. In order to obtain oscillation signals during the welding process, two laser triangulation sensors are located next to the anvil and the horn. Compared to other sensors (e.g., laser-doppler-vibrometers), laser triangulation sensors are characterized by a less difficult setup, which means easier integration into the experimental equipment, and comparably low cost. External displacement sensors are also used in the system to measure the relative movement between the horn and the anvil than provided by the welding machine. The data collected by these mentioned sensors are recorded by an external data acquisition system at a sampling rate of 500 kS/s and stored on an external measurement computer. The power curve and the depth curve during the welding process are also recorded. The measuring process starts simultaneously with the welding process when the signal for the start of the weld is captured. Furthermore, the electrical current and voltage between generator and transducer are measured within the generator with a sample rate of 1 MS/s. To determine these values, a Hall-Effect sensor was used for the current measurement and the voltage was determined using a self-built capacitive coupling probe, phase shift and amplitude of both sensors were measured and calibrated before installation for a signal frequency of 20 kHz. No change has been made to the wiring of the welding machine.
2.2 Design of experiments
Considering the wide range of copper alloys and pure copper applications in the electronic field, the welding material used in this study are cold-rolled pure copper sheets, reference material is EN CW004A R240, standardized in [31]. Figure 5 shows the geometry of the used welding specimens in this study. To maintain the robustness of the experiments, sheets from the same material batch are cut into sizes of 45 mm × 10 mm (upper specimen, horn side) and 80 mm × 40 mm (lower specimen, anvil side) for the welding experiment, both with a thickness of 1 mm. The oscillation direction is perpendicular to the placement direction of the upper and lower specimen. The overlap is 14 mm, and the welding area is centered on the overlap area. The selected joining part geometry is based on an example application in the field of power electronics. The length upper part and the welding position were optimized using a structural simulation, to prevent unwanted natural frequencies, and the simulation results successfully validated in welding experiments. The described welding specimens abstracts real world applications, as previously depicted in Fig. 1. Having a larger contact area than base material cross section prohibits shear testing of the samples, as the joint strength will be larger than the strength of the upper plate.

Welding geometry, 80 mm × 40 mm × 1 mm lower workpiece, 45 mm × 10 mm × 1 mm upper workpiece, 14 mm overlap
In a first step, the adjustable factors have been optimized in a parameter study for the reference material, resulting in a parameter set of 2750 N pressure, 110% amplitude, 2300 Ws welding energy in an energy controlled welding mode.
The main welding experiments were conducted with fixed welding parameters but changing work-piece related parameters. Copper of different hardnesses (rolling states) were used in this study to investigate the way material hardness affects the weld quality in ultrasonic welding. Three different hardness were used: hard (H), half-hard (HH), and soft (W). Table 1 shows the properties of the materials used in the experiment including specified strength, measured strength, and hardness of microscopic parts of materials according to Vickers (HV) with 0.2 kP. As a value used in industrial production, specified strength RM has a relatively wide range, e.g., for CW00A HH with a specified RM (ultimate tensile strength) of 240 MPa, the measured real strength could be between 240 MPa and 300 MPa [31]. In this study, materials of the same hardness were obtained by cutting from the same production batch of plates to maintain the influence of material hardness on weld quality. In addition to three different hardness obtained by different rolling states of CW004A, additional test were conducted with the mechanically similar CW008A, an oxygen-free alternative to CW004A.
As previously mentioned, surface cleanliness has a significant impact on the quality of ultrasonic metal welding. In this study, three levels of surface cleanliness were set as independent variables: oiled, foil clean, and standard clean surface. The copper material is delivered in a clean state with a plastic foil to prevent the surface from dust or scratches. The foil clean surface means removing the foil before the experiment so no contaminants will stick to the surface to be welded. After peeling off the foils, some of the specimens were further cleaned by an ultrasonic cleaner to achieve a standard clean surface. The oiled surface is achieved by applying 10 µl of diluted rolling oil (1 part oil in 100 parts IPA), in the joint area of the lower specimen after the ultrasonic cleaning.
The rolling direction of the specimens is also set as an independent variable in this study. By changing the rolling direction of the upper or the lower specimen by 90°, different combinations of orientations were designed to investigate the relationship between rolling directions and weld quality.
Table 2 lists the test series in and their configuration concerning material, rolling direction, and surface cleanliness.
2.3 Mechanical testing
Mechanical testing is used to determine the weld quality. The geometry of the upper specimen, 10 mm width, 1 mm height, limits the maximum tensile force considering the reference material EN CW004A HH to roughly 2500 N. Previous experiments with the same horn and material, though using a different part geometry, showed welding shear strength of more than 5000 N are possible [4, 30] indicating shear testing is not an option. Instead the specimen are prepared for a 90° peel test. A mark is made 3 mm from the lower specimen edge and the upper specimen is bent at 90° in a vise to create a geometry that is conducive to peel testing. The bent area remains at a distance from the welded area, so that this change in geometry does not affect the strength of the welded specimen. A correspondingly bent part can be seen in Fig. 6, top right.


Peel test setup, upper left: universal testing machine zwickiLine Z5.0, upper right: clamping jig with sled for peel testing, middle left: sample prior peel test in clamping jig, middle right: sample after peel test in clamping jig, lower side: schematic of the sled movement, allowing a 90° peel angle between the upper (blue) and lower (white) workpiece
A special clamping jig consisting of an upper clamp, a lower clamp and a linear guide is used in order to hold the specimen and to keep the force point of the specimen is always on the center line of the tensile grips during the test. Figure 6 shows the tensile testing machine and the used clamping jig. A schematic drawing of the specimen shows the 90° angle between peeling force and lower specimen (white). The testing speed was set to 10 mm/min and a pre-load of 50 N was applied.
Two exemplary results of the occurred failure modes of the peeling test are depicted in Fig. 7. On the right side, the upper plate shows an example of a failure of the upper workpiece, a plug failure, and an interface failure is shown below. The corresponding force–elongation diagrams of the tests are on the left, showing a large difference in the course of the peel force, indicating the moment of the plug failure by a reduction of the peel force.

Exemplary force–elongation diagrams and specimen of different failure modes, upper specimen plug failure, lower specimen interface failure
3 Welding results
The maximum force achieved in the peeling test were chose to represent the peeling strength of the welds. Figure 8 shows the histogram of the peeling strength of all the welds using parameters in Table 2. The test results were divided into 30 bins of constant width and the frequency of strength achieved in each bin is shown. The histogram shows that despite the different control parameters including material hardness and material surface cleanliness set in the welding experiment, the results of the peeling test still show a similar distribution of a positive skewed distribution. This kind of distribution may indicate that the control parameters set in the experiment have an interactive effect on the quality of the weld rather than an independent one. In general, the distribution of the strength is more inclined to lower strengths, most of the strengths are distributed in the range of 650 N ~ 900 N. Despite using the same amount of energy, a wide range of weld strengths between 300 N and 1900 N can be found, resulting in a huge overall quality difference.

Histogram of all weld experiments, frequency of strength in each bin
The specimens were observed visually after the peeling test. Figure 9 shows the joint of a specimen after breaking. On the surface of the tested specimens a clear distinction can be made between the smooth un-welded surface and the rough welded areas that have been stripped and damaged. Visible weld marks and test marks can be observed in the square welding zone below the horn. These marks are distributed in strip shape along the vibration direction, and perpendicular to the testing direction, very probably correlating to the ripples in the peel test force measurements.

Sample after testing
Unexpectedly, additional welded areas not below the horn surface were created. Some of these extra welds were distributed around the edges of the lower specimen and some on the sides of the weld area. These additional weld areas are probably caused by the rotation of the upper specimen along the central axis of the weld area during the welding process. Since the central axis of the upper specimen is fixed by the fixture and the welding head, which the sides of the specimen did not, the upper specimen not only vibrates horizontally during the welding process, but also has a slight rotation around the central axis. These rotations lead to additional contact areas and thus to new, symmetrical weld joints. Weld joints close to the rim of the lower work piece are destroyed during preparation of the specimen for peel test. The energy losses due to the unintended additional welding areas will impact the overall repeatability of the welds. The formation of the additional welds cannot be attributed to burrs.
Figure 9 also shows a slight deformation of the lower workpiece around the welding area. The plate is not flat, but convex. During the peeling test, specimen with high welding joint strength were plastically deformed in the area around the welding zone, pulling the lower plate out of the jig. This is very probable to change the angle of attack of the peel test, leading to a mixed form of peel and shear loading of the samples during the peel test. Following this assumption higher weld strength will lead to more deformation, more shear load and thus even higher force measurements during peel testing. An experimental validation of this assumption was not conducted, but trials with a wider opening in the clamping jig did produce higher peel strength. The size of the opening of the clamping jig was selected to be as small as possible while being able to accommodate all specimen of all groups.
3.1 Statistical analysis
Figure 10 shows an overall diagram of all investigated welds. It can been seen that some groups show a positive correlation of weld time and strength, other a negative correlation, depending on the material hardness and surface condition. Usually, for an already optimized set of welding parameters and an energy-controlled process, a shorter weld time is correlated to a higher weld strength, as the welding energy has less time to dissipate during the process. This already suggests that the welding parameters are no longer optimal for some configurations due to the changed boundary conditions.

Overall diagram of joint strength over weld time
In Fig. 11, several test groups are directly compared to each other. Figure 11a shows that an oily surface positively effects the joint formation for hard materials, similar behavior can be seen in Fig. 11c for half-hard materials. Figure 11e indicate the complete opposite effect for soft material, where the cleaned surface conditions achieves the highest strength. Diagrams in Fig. 11b, d, and f show the same effect. This emphasizes the meaning of the surface cleanliness for the welding process. For the used configuration of welding geometry and clamping device, oily conditions seem to lead to shorter process time. This leads to more energy concentration within the joining area and in case of the soft material to overwelding and reduced joint strength. This is also indicated by a higher ratio of plug failure for the respective group.

Comparison of weld time and weld strength of selected groups
Table 3 lists the statistical characteristics of the previously depicted test series concerning the joint quality. This includes the number of samples n, the arithmetic mean x̄, the median x̃, and the standard deviation s in Newton and as percentage of x̄. Figure 12 visualizes distribution and scatter of the different test series with corresponding box plot diagrams. The groups show severe differences concerning scatter, especially joints with higher strength (and oil on the surface) show high scatter, H–O and HH-O in comparison to their clean version.

Box-plot diagram of peel strength results
3.2 Measurement of machine data
A detailed discussion of all machine internal data is not provided here. The height curves and power curves of two groups, HH-S and HH-O, are shown as examples in Fig. 13. The sample rate of the power and height curves is 100 S/s with limited signal resolution.

Height curves and power curves test series HH-S and HH-O
It can be clearly seen that the course of the power curves varies from group to group. The samples with oily surfaces show a significantly higher power consumption overall. Although the peak value of the power consumption occurs with a delay in comparison, the peak value is also higher and there is a further increase in power consumption towards the end of the weld. The weld depth shows a similar characteristic. The weld depth also shows a gradual progression, towards the end of the weld a clear increase in weld depth can be seen with oily samples. This relates to over-welding [6].
Further power and depth curves are listed in the Appendix Figs 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27 and 28. All graphs use a uniform color scheme indicating the strength of the associated weld; the color bar shows the strength in N.
3.3 High-speed measurement—HF data
In addition to the power curve previously described, high-speed measurements of the power supply of the transducer have been conducted. Current and voltage have been sampled with 1 MS/s, using non-invasive measuring methods. The following 4-step routine was used for data processing:
-
1.
Synchronization with other measurement data and cutting to welding time
-
2.
Application of a band-pass filter to the relevant range
-
3.
Formation of an envelope around the power curve
-
4.
Derivation of features from partial segments, derivations of the time signal
The synchronization to the other measurement data was achieved by the automatized identification of the welding start based on finding a change point in the derivative of the signal. The filter was a 4th order digital Butterworth band pass filter, lower limit 18 kHz, upper limit 22 kHz, using a zero-phase implementation, as the data filtering is not conducted in real time. The formation of the signal envelope was realized using a Hilbert transformation. Derivation of features are partly based on a Fourier method and application of a Savitzky–Golay filter for signal smoothing. Figure 14 depicts a raw measurement of the current on the left, and a smoothed, filtered, and resampled measurement on the right.

Left: raw measurement of current; right: filtered, smoothed and resampled current measurement
The segmentation of the signal was done according to [20] in two segments, like the features derived from the power curve in [4]. Overall, 1170 single features were derived from each measurement, describing the geometry of the time signal as well as changes within the frequency over the welding time. In opposition to the features described in [4], only little domain knowledge was used for feature generation as features were generated applying the tsfresh package [32].
As previously described, external laser sensors were also used to achieve additional data. The evaluation of this data will be conducted at a later time.
4 Welding monitoring and quality prediction
Following the methodology of our previous work in [4], a simple Gaussian process regression based on features of the power curve was set up. Again, as a comparison, previously limit models for weld time, weld depth and linear regression model combining both and an Gaussian process regression model just based on weld time and depth were set up as reference.
The first attempt to do is to use a single regression on the data for the quality prediction since there is an obvious correlation between the peeling strength and the welding time and depth. Table 4 in addition also lists the root mean square error (RMSE) of each group. The percentage of the RMSE is the value of the RMSE divided by the mean value of the peeling strength of group HH-S or all specimen. The model is either trained using the reference group or all groups, always using all available date sets. The results show that single linear regression is far from satisfactory as a prediction method and more than one factor should be considered into the prediction.
Figure 15 explains the low accuracy of the model. Figure 15a depicts the joint strength of the group HH-S over weld time, indicating a rough correlation, with an R2 of 0.198. For all data this correlation just R2 of 0.033, and clearly shows other effects having a greater influence on the joint quality. Figure 15c and d show similar results for the joint quality over weld depth.

Plots of welding strength over welding time or depth, for group HH-S or all specimen
Table 5 shows the result of the quality prediction using a multiple linear regression. Again, all data in the selected group was used in the determination of the respective model. The RMSE of the multiple linear regression are significantly lower (18.41% for group HH-S and 24.83% for the main dataset). This shows that although the use of two parameters still does not allow a good derivation of the quality of the weld, the deviation of the predicted value from the actual value has already been reduced by including more factors into the prediction. To achieve a more accurate prediction result, a machine learning approach is used in this study. Exponential Gaussian process regression (GPR) models were built and applied to each data group. The data groups were equally and randomly divided into training set and test set for five times, each set includes half of the weld of the data group. Several GPR models were applied to the data group and the one with the highest R2 was chosen. Table 5 shows the prediction result of the GPR model. The RMSE is 18.18% for the HH-S group and 21.53% for the main datasets, which again improved compared to linear regressions. The accuracy of the main data set has also been improved but still not satisfying.
In the above analysis, it has been confirmed that more parameters can improve the accuracy of the prediction model. To further optimize the prediction model, some features of process signal were added to the calculation instead of using only scalar values (welding time and depth) for the analysis. In this study, the power curve was selected to extract such additional features. The selected features, describing the geometry of the power curve, have been derived and described in our previous work in [4]. Table 6 lists the achieved predication accuracies, indicating a severe improvement of the prediction accuracy for the reference material, but just slight improvements for the complete dataset, resulting in RMSE of 7.88% or 18.93%.
While the described results for the reference group lie within the range of the RMSE of [4], roughly 7% of the average strength, the achieved accuracy for all data within this study is comparably low.
Main difference between the studies is the mechanical testing method, required by the specimen geometry. In [38], a shear test was conducted. One of the main learnings of [4] was the necessity of valid data for all configurations to be considered in the machine learning process. This is provided in this study. Two assumptions can be derived from these results:
Either the simple model is not suitable for the new geometry for some unknown reason, and more accurate predictions are possible with additional data, or the maximum peel strength data or test setup used as the measure joint quality is not a clear indicator of joint quality, or at least more inaccurate than the shear tensile tests used in [4]. Later can be supported by the previously described undefined formation of extra welds, which will reduce the overall repeatability of the welds, and the observed bulging of specimen with high strength.
4.1 Modelling based on HF data
To understand whether a more sophisticated model is able to achieve higher prediction accuracies, a random forest model regression (RF) and a support vector machine regression (SVR) were set up to predict the peel strength. The random forest model was selected as [30] showed high potential of random forest model for welding quality prediction on oscillation measurements of horn and anvil, using domain knowledge for feature generation. Another approach is a support vector machine, chosen over a neural network due to general understanding that a SVR requires a smaller number of sample data for suitable prediction.
Basis for the models were different feature sets of automatically derived features (see Sect. 3.3) of the current and voltage signals of all welds. The number of features for the models was reduced to the 40 most relevant features using a mutual information (MI) analysis of the database. F-test and a linear principal component analysis (PCA) have led to less accurate predictions, proposing 20 (PCR) and 288 (F-test) features. The results of the models are listed in Table 7. Using the RF algorithm trained on the MI set of features, the test set showed a RMSE of 9.3% (indicated bold), valid for data from all groups. This is significantly less than previously achieved 18.9%.
It should be considered that the most relevant features for MI and F-test differ, as opposed to the MI, the F-test considers only linear dependencies. The overall integral of the current signal hull curve and the complexity of the voltage signal hull curve are the most important features of the MI.
As the results of the models clearly indicate, a higher accuracy can be realized. Still, the RMSE is higher than the previously achieved values in [4]. A look at the predicted vs actual weld strength visualization in Fig. 16 shows a nonlinear behavior of the model misprediction. The figure shows the prediction of a test set of 114 samples using the RF model and the MI-feature set. Obviously, the model does not represent welds with higher strength as well as it does predict lower and medium strength. A comparison of the RMSE for different joint strengths, dividing the predictions at a real strength of 1400 N, emphasizes this observation. While the prediction of all welds with lower strength reaches an RMSE of 77 N, all higher welds do show an RMSE of 264 N.

Left: predicted over actual weld strength of 114 samples of the test set, random forest mode; right: histogram of training data used
This may be attributed to the lesser number of samples and the overall skewness of the test set, depicted in Fig. 16 on the right side. In addition to that, the peel test of the samples with higher strength did show the highest deformation of the lower plate. Previously, it was suggested that this deformation and the associated change in test angle could lead to a higher peel strength. The prediction results of RF, SVM, and GPR models all indicate a model weakness for higher strength and an underestimation. This could be interpreted as a supporting thesis for a limited accuracy, in particular an overestimation of the joint quality, of the peel tests carried out. For further studies, this should be evaded.
5 Conclusion
In this study, a series of ultrasonic welding experiment were performed. Different material parameters such as material hardness, surface cleanliness, and rolling direction were considered in the design of the experiments, while a constant set of welding parameters was used. The influence of these material parameters on the weld quality was demonstrated, indicating a strong interaction between surface cleanliness and material hardness. Using the peel test strength as a measure for joint quality, different models have been setup for quality prediction. An exponential Gaussian process regression was setup on the welding machine measured power curve. Using additional current and voltage sensors, high-frequency measurements were conducted and a feature-based description of the measurements developed. These features have been used to train a support vector machine regression and a random forest model, achieving an increase in the prediction quality. The random forest model achieved the best accuracy with a RMSE prediction error of 89 N, 9.3% of the mean value of the test data. The prediction quality of all models is limited for joints with higher strength, which is at least partially attributed to the quality of the peel test conducted. Compared to other machine learning models of the literature, the prediction quality is at least of similar quality as models presented in [25], while inferior to the random forest model presented in [17]. Both other models require sensor equipment in vicinity of the welding to measure vibration of horn and anvil, and both models used a shear strength as reference quality data.
Further research will be conducted to understand whether additional information acquired with external sensor equipment can further improve the prediction quality, literature emphasizes evaluation of the anvil signal [6, 17, 24].
-
The influence of material hardness and surface state for a copper–copper welding on the weld strength has been demonstrated, showing that the effect of each influence is strongly dependent on the other. For example, in the welds examined, a softer material reacts negatively (reduction of joint strength) to oil residues on the surface, while harder materials show the opposite behavior.
-
It has been confirmed for a part geometry similar to a real application that in ultrasonic metal welding a simple Gaussian process regression model shows severely more accurate quality predictions compared to an linear evaluation of time and weld depth. Time series data like height curves and power curves provide additional information for process analysis. With constant boundary values, characteristic curves can be derived that correlate with the strength of the welds. Using feature extraction methods and supervised machine learning, for example exponential Gaussian process regression, comparatively accurate predictions of joint strength can be derived.
-
The potential of more sophisticated models, namely random forest and state vector machines, using power data measured within the generator has been shown. The models showed 50% lower prediction error than a prediction based on machine power curve features.
References
Reisgen U, Stein L (2016) Fundamentals of joining technology welding, brazing and adhesive bonding, English edn. DVS Media, Band 13, Düsseldorf
Wodara J (2004) Ultraschallfügen und -trennen. Grundlagen der Fügetechnik. Verlag für Schweißen und verwandte Verfahren, Fachbuchreihe Schweißtechnik, Band 151/1, Düsseldorf
SAE/USCAR-38–1:2016–04. Performance specification for ultrasonically welded wire terminations. Berlin: Beuth Verlag GmbH 2016
Müller FW, Schiebahn A, Reisgen U (2022) Quality prediction of disturbed ultrasonic metal welds. Journal of Advanced Joining Processes 5:100086. https://doi.org/10.1016/j.jajp.2021.100086
Schunk Sonosystems GmbH, Wettenberg. https://www.schunk-sonosystems.com/en/sonosystems-use-case/detailpulse-inverter-module-with-ultrasonically-welded-power-contacts~sa11785. Accessed 10.07.2022
Balz I (2020) Prozessanalyse der thermo-mechanischen Vorgänge während der Verbindungsbildung beim Metall-Ultraschallschweißen. Dissertation. Aachener Berichte Fügetechnik, Band 3/2020, pp 1–149. https://doi.org/10.18154/RWTH-2020-08744
De Vries E (2004) Mechanics and mechanisms of ultrasonic metal welding. Dissertation. Ohio State University, Columbus, Ohio
Al-Sarraf Z, Lucas M (2012) A study of weld quality in ultrasonic spot welding of similar and dissimilar metals. MPSVA, International Conference on Modern Practice in Stress and Vibration Analysis. Journal of Physics: Conference Series (Online), 382:012013/1–6. https://doi.org/10.1088/1742-6596/382/1/012013
Zäh MF, Mosandl T, Schlickenrieder K (2002) Ultraschall-Metallschweißen. Steigerung der Prozesssicherheit für das Ultraschall-Metallschweißen. In: wt Werkstattstechnik online 92(9):436–440
DiFinizio T (2005) Ultrasonic intelligence. In: Wire and Cable Technology International, Band 33 Heft 5, pp 88–90
Lu Y, Song H, Taber GA, Foster DR, Daehn GS, Zhang W (2016) In-situ measurement of relative motion during ultrasonic spot welding of aluminum alloy using photonic Doppler velocimetry. J Mater Process Technol 231:431–440. https://doi.org/10.1016/J.JMATPROTEC.2016.01.006
Lee S (2013) Process and quality characterization for ultrasonic welding of lithium-ion batteries. Dissertation. University of Michigan, Michigan. hdl.handle.net/2027.42/99803
Müller FW, Schiebahn A, Reisgen U (2019) Untersuchungen zum Störeinfluss von Werkstoff- und Oberflächeneigenschaften auf Cu-Cu Metall-Ultraschallschweißverbindungen. METALL, 73. Jahrgang, pp 463–467
Greitmann MJ, Adam T, Holzweißig HG et al (2003) Gegenwärtiger Stand und zukunftsaussichten der Sonderschweißverfahren - Ultraschallschweißen. Schweißen und Schneiden, Band 55 Heft 6, pp 306–308,310,312–314
Harthoorn JL (1978) Ultrasonic metal welding. Technische Hogeschool Eindhoven, Eindhoven. https://doi.org/10.6100/IR161561
Rozenberg L, Mitskevich A (1973) Ultrasonic welding of metals. Physical Principles of Ultrasonic Technology, V.1, Part 2, Acoustic Institute Acadamy of Sciences of the USSR, Moscow, USSR, Plenum Press, New York
Müller FW, Mirz C, Weil S, Reisgen U, Schiebahn A, Corves B (2021) Schlussbericht zum Vorhaben IGF-Nr.: 20.161N / Systemidentifikation und Monitoring von Metall-Ultraschallschweißprozessen. DVS Forschungsvereinigung
Adam T, Martinek I, Wodara J (2004) Einsatz des Ultraschall-Metallschweißens für innovative Werkstoffe und interessante Problemstellungen der Wirtschaft. Schweißen und Schneiden 2004, DVS-Berichte Band 232; 171–176
Adam T (1999) Ultraschallschweißen ausgewählter Aluminiumlegierungen mit erhöhter Festigkeit. Dissertation. Otto-von-Guericke-Universität, Magdeburg
Lee SS, Shao C, Kim TH, Hu SJ, Kannatey-Asibu E, Cai WW et al (2014) Characterization of ultrasonic metal welding by correlating online sensor signals with weld attributes. J Manuf Sci E T ASME 136(5):051019. https://doi.org/10.1115/1.4028059
Elangovan S, Prakasan K, Jaiganesh V (2010) Optimization of ultrasonic welding parameters for copper to copper joints using design of experiments. Int J Adv Manuf Technol 51:163–171. https://doi.org/10.1007/s00170-010-2627-1
Satpathy MP, Moharana BR, Dewangan S, Sahoo SK (2015) Modeling and optimization of ultrasonic metal welding on dissimilar sheets using fuzzy based genetic algorithm approach. Engineering Science and Technology, an International Journal 18(4):634–647. https://doi.org/10.1016/j.jestch.2015.04.007
Elangovan S, Anand K, Prakasan K (2012) Parametric optimization of ultrasonic metal welding using response surface methodology and genetic algorithm. Int J Adv Manuf Technol 63(5):561–572. https://doi.org/10.1007/s00170-012-3920-y
Schwarz E, Bleier F, Guenter F, Mikut R, Bergmann J (2022) Improving process monitoring of ultrasonic metal welding using classical machine learning methods and process-informed time series evaluation. J Manuf Process 77:54–62. https://doi.org/10.1016/j.jmapro.2022.02.057
Gester A, Wagner G, Pöthig P et al (2022) Analysis of the oscillation behavior during ultrasonic welding of EN AW-1070 wire strands and EN CW004A terminals. Weld World 66:567–576. https://doi.org/10.1007/s40194-021-01222-z
Balz I, Abi Raad E, Rosenthal E, Lohoff R, Schiebahn A, Reisgen U, Vorländer M (2020) Process monitoring of ultrasonic metal welding of battery tabs using external sensor data. J Adv Join Process 1. https://doi.org/10.1016/j.jajp.2020.100005
Balz I, Rosenthal E, Reimer A, Turiaux M, Schiebahn A, Reisgen U (2019) Analysis of the thermo-mechanical mechanism during ultrasonic welding of battery tabs using high-speed image capturing. Weld World 63:1573–1582. https://doi.org/10.1007/s40194-019-00788-z
Kim W, Argento A, Grima A, Scholl D, Ward S (2011) Thermo-mechanical analysis of frictional heating in ultra-sonic spot welding of aluminium plates. Proc Inst Mech Eng, Part B (Journal of Engineering Manufacture) 225(7):1093–1103. https://doi.org/10.1177/2041297510393664
Balle F, Wagner G, Eifler D (2009) Charakterisierung des Ultraschallschweißprozesses durch hochauflösende Laser-Doppler-Vibrometrie. In: InFocus – Magazin für Optische Messsysteme, Ausgabe 1/2009 – ISSN 1864–9181
Müller FW, Mirz C, Weil S, Reisgen U, Schiebahn A, Corves B (2022) Systemidentifikation und Monitoring von Metall-Ultraschallschweißprozessen. SCHWEISSEN und SCHNEIDEN, Ausgabe 5, 2022, ISSN 0036–7184. DVS-Media GmbH
DIN EN 13599 “Copper and copper alloys - Copper plate, sheet and strip for electrical purposes; German version EN 13599:2014“ https://doi.org/10.31030/2251682
Christ M, Braun N, Neuffer J, Kempa-Liehr AW (2018) Time Series FeatuRe Extraction on basis of Scalable Hypothesis tests (tsfresh – A Python package). Neurocomputing 307:72–77. https://doi.org/10.1016/j.neucom.2018.03.067
Funding
Open Access funding enabled and organized by Projekt DEAL. Funded by the Deutsche Forschungsgemeinschaft (DFG – German Research Foundation) under Grant Number 470052705 – “Demonstration of an energy-optimized process control for metal ultrasonic welding based on process characteristic values.”
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process
Appendix
Appendix

Test series H-F, weld depth curve (left) and power curve (right)

Test series H–O, weld depth curve (left) and power curve (right)

Test series H–S, weld depth curve (left) and power curve (right)

Test series HH-F, weld depth curve (left) and power curve (right)

Test series HH-O, weld depth curve (left) and power curve (right)

Test series HH-S, weld depth curve (left) and power curve (right)

Test series W–F, weld depth curve (left) and power curve (right)

Test series W–O, weld depth curve (left) and power curve (right)

Test series W-S, weld depth curve (left) and power curve (right)

Test series O, weld depth curve (left) and power curve (right)

Test series R, weld depth curve (left) and power curve (right)

Test series U, weld depth curve (left) and power curve (right)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Müller, F.W., Chen, CY., Schiebahn, A. et al. Application of electrical power measurements for process monitoring in ultrasonic metal welding. Weld World 67, 395–415 (2023). https://doi.org/10.1007/s40194-022-01428-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01428-9