
Abstract
Using the example of a cruciform joint, this study enquires into the relationship between the geometry of weld (the wall thickness of base metal plates, thickness of weld and weld penetration depth) and the fatigue strength of weld joint using the finite element method. It is assumed that the effective notch stress approach can be used to determine a FAT class for dimensioning the connection with the nominal stress approach. Filled throat thickness and weld penetration depth or the geometry of weld root were found to have a strong influence on the fatigue strength of a welded joint. When using the effective notch stress approach, the exact geometry of the calculated weld seam must be known and should be modelled accordingly. It was also found that with thin-walled welds, the effect of wall thickness produces a significant deviation between the load capacity calculated with the effective notch stress approach (effect of wall thickness up to 100%), and with the nominal stress approach (effect of wall thickness max. 10%). At the end, a proposal will be made on how thin-walled welds can be dimensioned to facilitate the use of the same thickness factor for both the notch and nominal stress approaches.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Welded joints can be dimensioned on the basis of the nominal, structural and effective notch stress approaches in relation to a cyclic loading. When applying the nominal stress approach, the exact load to be borne by a welded joint can easily be calculated and applied with little difficulties. To determine the most permissible nominal stress, an adequate geometry for the joint being dimensioned should be selected from a catalogue of weld joints (e.g. [1, p.168]). The geometry of the weld seam is only limited in its details (such as the exact ratio between the filled throat thickness and the thickness of the base plate or the proportion of the melted base material in the production of a fillet weld) due to the fact that the geometry of the weld as well as form and position errors has to lie within defined boundaries. For the application of the nominal stress approach, a thickness factor should be used to reduce the fatigue strength for wall thicknesses starting from 25 mm, depending on the thickness of the base plates or profiles. Conversely, the fatigue strength can be slightly increased for smaller wall thicknesses, and this also depends on how small the thickness is (compare for example [1, p.43]).
When applying the effective notch stress approach, the calculation of the theoretical or the effective notch stress can usually only be carried out with the help of the finite element method on the basis of a detailed geometrical model of the joint. The load capacity for the effective notch stress approach are simply determined through certain permissible notch stress values whose calculation is independent of the structure and shape of the welded joint. According to recent guidelines (e.g. [1, p.90], [2, p.26]), a thickness factor should not be used to determine load capacities perpendicular to the weld when applying the effective notch stress approach.
Since the calculation of the notch stress is based on a detailed geometric model of the weld, when using the effective notch stress approach, the applied geometry (e.g. the exact ratio of the thickness of the weld to the plate thickness) can be taken into account when dimensioning a weld joint, so that the effective notch stress approach can be employed to attain a more precise dimensioning than with the nominal stress approach.
Basically, however, the result of the dimensioning of a weld seam should be independent of the calculation model. Often, significantly different results are obtained when welds are calculated using the effective notch stress approach compared to the nominal stress approach, especially for weld joining thin-walled metal sheets (with wall thickness ranging between 2 and 10 mm). This divergence will be discussed in more detail below. The study shows that the details of the modelled geometry of welds and particularly the wall thickness of welded sheets should be given due consideration. Based on the results of this analysis, application instructions and calculation steps are proposed which would make it possible to dimension welds in thin-walled components irrespective of the calculation model (whether nominal or notch stress approach).
The (double-symmetrical) cruciform joint or T-joint produced from three metal sheets or plates with four (partly through weld) fillet welds is used as an example.
The load capacity of the selected example is described [1, p.172] for dimensioning using nominal stresses with an expected crack in the basement and no misalignment when applying the FAT class 80 N/mm2 and for a root crack with 36 N/mm2 and 40 N/mm2. The FAT class refers to the stress range a weld can sustain under dynamic stress with a ratio of the maximum and minimum stress of R = 0.5 [10, p.5] and with a survival probability of 97.7% for loading cycles of 2 × 106 [4, p.38]. According to FKM [1], the stress range defined by the FATnom class does not factor in adequate margins of safety (Table 1).
2 State of the art
Relatively few studies have explicitly investigated the relationship between the detailed shape of welds and the load capacity of weld joints. In many cases, the results of such studies are presented without an in-depth analysis of the detailed geometry of the welds they examined.
As Feldmann et al. [5] have also demonstrated using the example of the cruciform joint, the wall thickness [t] and weld length [l] are not sufficient to describe the geometry of the weld. Important additional parameters, such as the gradient of the weld angle, asymmetry of the weld and, in the case of non-weld-through joints, the welding depth, which can also influence the notch stresses, are frequently not accounted for [5, p.171].
An exception is a publication by Baumgartner et al. [9, p.64], which, for example, described in some great detail the average geometric values of one-sided t-joint weld seams it examined (Fig. 1).
The reason for this neglect could be that since welds are basically done professionally, their geometrical details should not be of much interest with respect to the welds’ capacity to bear load.

Average seam geometry values [6, p.64]

Comparison of thickness correction in codes [9, S.1]

Thickness factor [11, p.43]
As has already been mentioned, however, the geometry of wall thickness t has received in-depth examination in some studies. In their bend vibration tests on cruciform joints having between 20- and 200-mm-thick plates, Narumoto et al. [7] established that the fatigue strength of the joints decreased with increasing plate thickness. The fatigue strength of the joints with 200-mm-thick plates was only half as high as the strength of the joint with 20-mm-thick plates. Narumoto et al. [7, p.79] attributed this mainly to the stress concentration on the weld toe, which increases the thicker the plate becomes.
An extensive study using metal sheets of the same thickness range was carried out by Örjasäter, who recommends the following formula for working out the impact of wall thickness on the load-bearing capacity of welds [8]:
-
SB: permissible nominal stress of the weld joint without considering the wall thickness
-
t0: reference wall thickness; will henceforth be referred to as “tref”
-
teff: refers to the wall thickness cross section exposed to fatigue failure
-
d: exponent for the function for taking the impact of wall thickness on weld capacity into account; later to be represented with “n”
In tests on aluminium sheet joints with thicknesses ranging between 3 and 20 mm, Maddox found that in this area fatigue strength increases with decreasing wall thickness [9].
Gustafsson [4, p.873] polled available research results and recommendations by some guidelines and found that in equations used for calculating the impact of wall thicknesses for fillet welds (for metal plates of over 25 mm), an exponent between d = 0.25 and d = 0.3 are ordinarily recommended and the reference thickness t0 = 16 mm or t0 = 25 mm is used for fillet weld. Similar to Narumoto et al. [7], he found that the radius at the weld toe in joints is often independent of the metal plate’s thickness. This results in a higher stress concentration at the notch root in thick metal plate joints compared to joints with thinner metal sheets [4, p.873].
This relationship is referred to as the “geometric size effect” below.
Based on his experiments on non-load-bearing welds joining short metal plates, Gustafsson [10] suggests employing the FAT class 71 N/mm2 for this kind of weld joints and using a reference thickness of t0 = 15 mm to improve the fatigue strength with the exponents d = 0.15 for a wall thickness of up to 4 mm. Below 4 mm, however, a constant fatigue strength value independent of the wall thickness should be used. The logical consequence of this finding is that weld joining metal sheets of 4 mm thickness can have 22% higher fatigue strength than a similar weld joining 15-mm-thick metal plates [4, p.881].
Pedersen [11] factored the impact of the wall thickness of welds while dimensioning butt welds on the basis of reference thickness tref = 25 mm following IIW recommendations and on the basis of tref = 16 mm as recommended by ISO 19902. His experiment shows that a smaller reference thickness leads to a clear reduction in the fatigue strength for welds with higher wall thicknesses (Fig. 2) [11, p.1].
Pedersen [9, p.1] also observes that the change in fatigue strength as a function of the wall thickness of weld sheets or profiles depends not only on the geometric size effect but also on the statistical and technological size effect [11, p.1].
The statistical size effect is based on the fact that the fatigue strength of a welded joint depends on the weakest part of the connection where a fatigue crack develops. The probability of a weak area (e.g. due to a welding defect, particularly high residual stresses and/or poor material properties) occurring in a large volume (with a large wall thickness) is higher than in a small volume (with a small wall thickness) [11, p.3].
The technological size effect results from disparity in the production of weld joints with different overall dimensions. This can be, for example, the different number of welding passes during a weld producing. Since a relatively larger area is heated up in the weld production process on a thin-walled material than on a thick-walled one, smaller stress gradients occur in thin-walled components, which usually lead to lower residual stresses [11, p.3].
Contrary to these effects described above, however, Pedersen [11] also argues that certain effects can also lead to a decrease in fatigue strength of joints with smaller wall thicknesses. If one assumes that the bulk of manufacturing-related form and position errors are not wall thickness–related, then these errors are proportionally more with small wall thicknesses than with larger wall thicknesses. Secondary bending stresses caused by position errors increase with decreasing thickness of welding base materials and can lead to a reduction in fatigue strength [11, p.3].
In addition, a good shape of the weld (e.g. no seam exaggeration in butt welds or no bulge in fillet welds) in terms of the notch effect can be easily produced in large dimensions than in small dimensions [11, p.3].
In line with results from a vast number of studies that investigated wall thickness of base plates and profiles above 20 mm, current guidelines recommend that the impact of wall thickness be factored in via a significant thickness factor f(t) only for welds with wall thicknesses above 25 mm (to account for a reduction in fatigue strength). The thickness factor is only to be taken into account when the nominal and structural stress approaches are used [1, p.90]. For the effective notch stress approach, “the effect of wall thickness is taken into account while modelling notch stress calculation with respect to stress” [2, p.26].
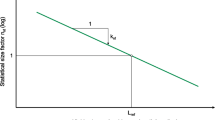
According to the recent FKM guideline, the reference thickness tref = 25 mm must be used in the formula for calculating the thickness factor f(t) [1, p.90]. The exponent used here with the letter n in this formula (for wall thicknesses above 25 mm) is between 0.1 and 0.3, depending on the type of weld (Fig. 3).
For base plate thicknesses between 10 and 25 mm, the exponent n = 0.1 can be used to improve the fatigue strength (by a max. 10%). Below 10 mm, a constant thickness factor f(t) = 1.1 should be used irregardless of wall thickness [1, p.90]. The more significant improvement in fatigue strength by up to 22% for wall thicknesses of up to 4 mm as observed by Gustafsson [10, p.881] was not considered in the guideline.
3 Background of study
3.1 Description of nominal stress load
For easy comparison of the results of the various simulations, the force in all simulations was scaled in such a way that a nominal stress of 100 N/mm2 always acts over the cross section of the horizontal base plates. The ratio of the selected nominal stress or load on the unnotched base plate cross-sectional area to the FAT class to be used for the nominal stress in a basal crack is 125%:
With this load and a required number of load cycles of N = 2 × 106, the joint would not be adequately dimensioned. However, it would withstand a relatively high number of load cycles within the fatigue strength range.
With regard to a possible root crack, the nominal stress is calculated from the ratio of force to a fictitious seam cross-sectional area, which is the product of the weld seam length and the calculated fillet throat thickness. With a wall thickness of 8 mm and an average fillet throat thickness of 4 mm, the fictitious weld cross-sectional area is, for example, 100% of the cross-sectional area of the base sheet. In this case, the nominal stress for dimensioning in relation to a root crack corresponds to the nominal stress for dimensioning in relation to a basal crack.
The work capacity of this cruciform joint at normal proportions, in relation to a possible root crack, is with 250% multiple times higher than its capacity in relation to a possible basal crack. Root cracks are frequently the cause of weld failures. A higher load capacity of the weld toe would be irrelevant.
The FAT class of 80 N/mm2 specified in standards to be factored in against cruciform joint failures resulting from basal crack therefore makes little sense unless adequate measures are taken to ensure that the weld root is subjected to less load. Such measures include increasing the fillet throat thickness and penetration depth. The effect of these two measures on the basis of the effective notch stress approach with the help of the FEM will also be examined in more detail below.
3.2 Detailed geometry of fillet welds
For fillet welds, the relevant standards recommend a minimum and a maximum fillet throat thickness (a = the median of the fillet weld triangle) depending on the wall thickness t of the weld plates. For cross-sectional parts with t ≥ 3, the following should be observed:
The fillet welds should not be made thicker in order to ensure a corresponding proportion between the cross sections of the weld and those of the weld plates.
In Table 2, the examined wall thicknesses and the respective filled throat thickness selected for them are italicized.
The wall thickness of 25 mm was chosen because this is the reference thickness specified in many standards at which the correction factor for taking the impact of wall thickness f(t) = 1 should be taken into account.
The wall thicknesses of 16 and 8 mm were chosen as an appropriate gradation of the wall thickness examined. The wall thickness of 5 mm was chosen because up to this wall thickness the effective notch stress approach with a reference radius of rref = 1 mm can be used, just as the reference radius rref = 0.3 mm recommended for sheets with a wall thickness thinner than 5 mm [3, p.7].
The wall thickness of 2 mm was chosen so that welds joining very thin sheets are also covered.
In order to avoid the calculated stress values being dependent on contact elements, the assembly was modelled in one piece.
The fillet welds were basically modelled with a simple cross-sectional area in the form of an isosceles triangle. For weld toe modelling, most regulations recommend a rounded form with a reference radius. This is also used in this study. For the modelling of the weld root, the position of the reference radius is less clear or depends on the assumed weld penetration depth. Figures found in publications indicate that a part of the weld can also be cut off if it can be assumed that the weld penetration depth is small. (See Fig. 8, weld root with undercut.)
Figure 4 shows, for example, the CAD model of the geometry with a wall thickness of 8 mm and a filled throat thickness of 4 mm (medium-filled throat thickness), a weld penetration depth of 0% and the reference radius of rref = 1 mm.

Cross section of the CAD model and volumes of the CAD model
Since the cruciform joint is symmetrical in relation to the geometry as well as to the load to a vertical median plane, only half of the geometry needs to be examined in the simulation. Furthermore, the weld joint is basically a two-dimensional geometry of any penetration depth. Since Ansys Workbench is better suited for solid modelling simulation, half of the cruciform joints are modelled with the freely selected depth of 4 mm. The weld root is modelled with the help of a recess, the height of which corresponds to the wall thickness of the horizontal plate and thus, for example, shows a weld penetration depth of 0%.
3.3 Application of the finite element method
This study was carried out with the Finite Element Program Ansys Workbench. The work was done in such a way that the stresses calculated with the aid of finite element analysis can be reproduced with other FEM programs. The measured stress values should not depend on the type of element used, the trial function, the size of the element or the settings of the postprocessor. For this purpose, the weld joint was carefully divided into small hexahedron elements with a quadratic shape function. The elements were sufficiently networked, especially with regard to large stress gradients (i.e. with respect to notches) according to DVS 0905 [2, p.17]. Figure 5 shows, for example, how the geometry described in Fig. 4 is networked.

Example showing how the weld model is networked
During networking, it is once again taken into account that the cruciform joint is a two-dimensional geometry in which no stress differences should be calculated perpendicular to the depicted plane. This is why the “sweep method” is used and elements stretched perpendicular to the image plane created.
Figure 6 shows the definition of boundary conditions used in the simulations.

Example of the framework of the simulations
The fictitious cross-sectional area (e.g. with a wall thickness of 8 mm) is assigned with a force of F = 100 N/mm2 ∙ 8 mm ∙ 4 mm = 3200 N. This is necessary so that a nominal stress of 100 N/mm2 can be attained at the horizontal base sheet.
3.4 Evaluation of the simulation results
It was assumed that the examined weld joint is mainly put under pressure by normal stresses and that the load can therefore be well described with maximum principal normal stress.
To be able to compare the results of notch stresses calculated using different geometric models with one another, the (fictive) FAT class, to which the nominal stress has to apply, is calculated. This is done on the basis of the relationship between the notch stress, the FAT class for the notch stress and the known nominal stress described in the formula below:
The formula is based on the hypothesis that the ratio of the load to the strength of a weld joint has to be independent of the calculation method or the application of the nominal or effective notch stress approach.
Figure 7 shows examples of geometrically calculated stresses depicted in Fig. 4.

Examples of simulated notch stress values and calculated FAT classes for the nominal stress approach
In this case, the calculated FATnom = 66 N/mm2 against a possible toe crack is significantly below the value of 88 N/Nmm2 as specified by the FKM guideline for cruciform joints (taking the effects of the wall thickness into consideration).
In contrast, the calculated FATnom = 55 N/mm2 against a possible root crack is above the values of 40 or 44 N/mm2 specified by the FKM guideline for cruciform joints.
A possible explanation for these differences could be that FAT classes for the nominal stress approach apply different geometric details for weld joints. This assumption will be verified below in simulations with a modified weld root geometry (or position of the reference radius) as well as a thicker weld with deeper penetration.
4 Analyses using the finite element method
4.1 The influence of the filled throat thickness and weld penetration depth
To analyse the influence of the thickness of weld and weld penetration depth, the geometry of the weld seam model examined was varied as shown in Fig. 8:

Geometry of weld joints with varying filled throat thickness and weld penetration depth
Table 3 summarizes the results of the variation in the modelling of the weld root and the filled throat thickness.
If one assumes that the fatigue strength of the weld toe can be calculated well with the effective notch stress approach, it becomes clear from the results of the simulations that the seam geometry has a strong influence on the fatigue strength of a weld toe. It is interesting that, as a matter of fact, not only the filled throat thickness but also the penetration depth of the weld root has a strong influence on the result for the weld toe.
The FATnom class of 88 N/mm2 recommended in current guidelines for the cruciform joint is only achievable if the weld is produced with the maximum recommended thickness and if the weld penetration depth of the weld root is 25% of the wall thickness of the plates welded (Table 4).
The weld geometry also has a strong influence on the fatigue strength of the weld root. Here, however, the filled throat thickness is of secondary importance. The decisive factor (as was to be expected) is the modelling and penetration depth of the weld root.
In the case of a cruciform joint, the FATnom class recommended in current guidelines for dimensioning with the nominal stresses of 44 N/mm2 can only be applied if the material of the plates can only slightly be melted during weld manufacture and if weld penetration depth is very small. A higher FATnom class can be used if the base materials are melted significantly. With a weld penetration depth of 25% of the welded plates’ wall thickness, the calculated FATnom class for the weld root reaches the value of the calculated FATnom for the weld toe.
4.2 Influence of different reference radii
When using the effective notch stress approach, different reference radii are recommended depending on the wall thickness of the weld plates and profiles as shown in Fig. 9.

Reference radii for modelling weld toes and roots [10, p.7]
For the weld toe reference radii, up to 20% of the thickness of the plates being welded can be used without any further modifications.
Weld root notches are more critical because when using large radii, the cross section is weakened and the stress distribution in the joint is significantly changed. Therefore, radii with max. 10% of the plate thickness should be used for the weld root [3, p.7].
In many publications in the past, the notch stress based on a radius of 1 mm was also referred to as “effective notch stress”, because the radius of 1 mm takes a supporting effect into account. (Smaller radii can occur in welded seams in the area of the weld toe and the root.) However, this notch stress can more appropriately be termed “theoretical notch stress”, because when determining effective notch stresses, not only the stress on the surface but also the stress situation under the surface is accounted for.

Examples for modelling weld joints with different reference radii

Examples for modelling weld joints with different wall thicknesses
For the different reference radii, different FAT classes apply to steel materials when subjected to normal stress perpendicular to the weld seam (Table 5).
Since all three recommended reference radii can be used for dimensioning the weld toe with a wall thickness of 5 mm, the following example uses a cruciform joint made of 5-mm-thick sheets to check whether the fatigue strength of a weld is independent of the selected reference radius. All cruciform joints are modelled with the maximum recommended filled throat thickness of 3.5 mm and a weld penetration depth of 25% (Fig. 10).
Table 6 summarizes the results of the variation of the reference radii.
The results of the FATnom classes calculated on the basis of the effective notch stress approach are not completely independent of the reference radius used. The smaller the selected reference radius, the smaller the load-bearing capacity of both the weld toe and root appears.
The calculated load capacity increases slightly with the reference radius in the geometry examined for the toe weld. The explanation for this increase could be that the cross section in the area of the highest notch stress also increases slightly with the radius.
With just a marginal difference of not more than 11% between the calculated FATnom classes, at least for the weld toe, one can conclude that the ratio of the notch stress factors of the various reference radii and the ratio of the respective FATnotch classes to be applied for the theoretical notch stress still correspond.
4.3 The influence of the wall thickness on the fatigue strength calculated with the effective notch stress approach
Finally, the influence of the wall thickness is investigated on many joints with 2, 5, 8, 16 and 25 mm wall thicknesses. In accordance with recent recommendations, 0.3 mm reference radius is used for 2 mm and 5 mm wall thicknesses and the reference radius of 1 mm for the larger wall thicknesses. Furthermore, the cruciform joints are modelled with the recommended maximum filled throat thickness (of a = 0.7 ∙ t) and a weld penetration depth of 25% of the respective wall thickness (Fig. 11).
Figure 12 once again show the calculated maximum principal stresses in weld joint models with two different wall thicknesses.

Examples of the calculated stresses

FATnom classes calculated on the basis of the effective notch stress approach
The red curves in the following diagrams show the FATnom calculated with the effective notch stress approach using the finite element method. The green curves are based on the assumption that the thickness factor f(t) = 1 applies to the (reference) wall thickness tref = 25 mm and the FATnom class for the thinner wall thicknesses can be calculated with a correction factor corresponding to the formula recommended in the relevant guidelines (Fig. 13).
The exponent n was chosen in such a way that the FATnom classes for smaller wall thicknesses calculated using the formula (green curves) correspond as closely as possible to the FATnom class which is obtained on the basis of the notch stress (red curves).
Obviously, no further consideration regarding thickness is necessary when the effective notch stress approach is used since “the influence of the wall thickness on load is already factored in during the modelling of the notch stress” [7, p.26].
The notch stress concentration factor (for calculating the theoretical notch stress) depends on the ratio of the radius in the notch root to the wall thickness. The smaller this ratio, the larger the notch shape number. With smaller wall thicknesses, smaller theoretical notch stresses emerge for the same nominal stress. This results that if a FAT class which is independent of the wall thickness is used, the weld joint appears stronger than those on thick-walled materials.
It becomes clear that when applying the effective notch stress approach, one implicitly considers a thickness factor with respect to the weld toe that would have to be calculated with the exponent n = 0.26 and even implicitly considers a thickness factor with respect to the weld root that would have to be calculated with the exponent n = 0.36.
Guidelines specifically recommend exponents this large only for welds whose thicknesses are over 25 mm. For wall thicknesses between 10 and 25 mm, only an exponent of 0.1 mm should be used when applying the nominal stress approach. Below 10 mm, the same thickness factor that results from a wall thickness of 10 mm with f(t) = 1.1 (when using the exponent 0.1) should be applied. Therefore, a maximum of 10% improvement in fatigue strength can be attained when thinner weld sheets or profiles are dimensioned using the nominal stress approach. The calculations carried out show in contradiction that improvements of, for example, around 50% for a wall thickness of 5 mm and even 100% for a wall thickness of 2 mm are used implicitly with the application of the effective notch stress approach.
5 Conclusions
With regard to the filled throat thickness and the weld penetration depth, it was found that when using the effective notch stress approach to dimension a weld, the geometry used in the calculation (throat thickness and weld penetration depth) must be precisely known and modelled appropriately. The geometry modelled during the calculation must be documented in detail. When producing the weld, the dimensions of the modelled geometry (throat thickness and weld penetration depth) must be attained as minimum values.
For the application of the nominal stress approach, the catalogue of weld joints needs to show in more detail which dimension of a weld applies for specified FATnom classes. This study has found that the FATnom class for cruciform joints specified in current standards is only applicable to relatively thick welds (e.g. wall thickness of 8 mm and throat thickness of 5.6 mm) and a weld penetration depth of at least 25%. For the weld root, the recommended FATnom class is only applicable if the base material is only slightly melted when producing a fillet weld and if the weld penetration depth is insignificant.
Regarding the influence of the wall thicknesses, two conclusions can be drawn based on the effective notch stress approach:
The first is that the thickness factor to be used for the weld joint of thinner sheets and profiles when applying the nominal stress approach is clearly too small. This assumption is marginally supported by Gustafsson [4, p.881], whose postulations were based on an improvement of only up to 22% [10, p.881].
The second (opposing) is that the thickness factors implicitly considered while applying the effective notch stress approach are significantly too large in relation to the dimensioning of weld joints for thinner sheets. This could result in inadequately dimensioned weld joints.
Many studies have pointed out that despite a large number of available test results, the influence of wall thickness on thin-walled weld joints still cannot be precisely limited. One possible explanation for this is that the geometry of weld for welds on thinner sheets and profiles varies significantly in the main dimensions than welds on thick-walled joints. Therefore (since the detailed geometry of welds is not fully taken into consideration), the results of tests on thin-walled joints vary so widely that the influence of thickness has not yet been clearly accounted for.
To correctly dimension thin-walled weld joints with the help of the effective notch stress approach, it could make more sense to consider the influence of wall thickness not implicitly, but rather with the thickness factor recommended in current guidelines, just as it is done for the nominal stress approach. This means that when applying the effective notch stress approach, the weld toe and the weld root have to be rounded with a radius that is proportional to the wall thickness. Then, the ratio of the radius to the wall thickness remains constant and the joints can be calculated with the same notch stress concentration factor, independent of the wall thickness.
Consequently, one would have to work with rk = teff/25 and with the FAT class 225 N/mm2, because the thickness correction factor should be f(t) = 1 for the (reference) wall thickness t = 25 mm.
Taking the results of this study into account, however, this approach seems too conservative. If a weld root failure is taken into consideration, then with a wall thickness of 25 mm, this would mean a FATnom class of 66 N/mm2 (see Fig. 11), which is significantly smaller than the FATnom class of 88 N/mm2 specified in guidelines.
With a radius rnotch = teff/10 in the weld toe and in the weld root, and with a wall thickness of 25 mm, an average filled throat thickness of 12.5 mm and a weld penetration depth of 25%, the FAT class 225 N/mm2 in the effective notch stress approach corresponds to FATnom class 79 N/mm2.
Presumably, when applying the effective notch stress approach, the radius in th weld toe and the weld root should depend on the wall thickness rnotch = teff/10. FAT class should be 225 N/mm2 (independent of the wall thickness). This allows employing the same thickness factor for both effective notch stress and nominal stress approaches.
Besides further tests to clarify whether or not rnotch = teff/10 is the right method towards ensuring equal results when using the various stress approaches, future studies should investigate how to calculate the thickness factor for wall thicknesses below 25 mm or even below 10 mm.
References
FKM (2020) Computational proof of strength for machine components, 7. Edition VDA
DVS 0905 (2017) Industrial application of the notch stress approach for the fatigue strength verification of welded joints
J. Baumgartner J, Hobbacher AF, Rennert R. (2020) Fatigue assessment of welded thin sheets with the notch stress approach - proposal for recommendations, International Journal of Fatigue
Hobbacher AF (2016) Recommendations for fatigue design of welded joints and components, IIW
Feldmann M, Ummenhofer T, Kuhlmann U (2019) Re-evaluation and expansion of the notch catalogue according to Eurocode 3 for a future-proof design of highly stressed steel structures, DASt
Baumgartner J, Ince E, Schmidt H. (2013) Extension of the notch stress approach to seam transitions of line weld seams on thin sheets, FAT 259, VDA
Narumoto A, Matsumoto S, Kawai Y (1987) Effect of plate thickness on the fatigue strength of cruciform welded joints, OTC
Örjasäter O. (1995) Effect of plate thickness in fatigue of welded components, IIW Doc XIII-1582–95, XV-890–95
Maddox SJ. (1995) Scale effect in fatigue of fillet welded aluminium alloys, Proc. 6th lntl, Conf. on Aluminium Weldments, American Weiding Society, Miami 77–94
Gustafsson M. (2006) A study of thickness effect on fatigue in thin welded high strength steel joints, steel research
Pedersen MM (2019) Thickness effect in fatigue of welded butt joints: a review of experimental works;
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lippardt, S. Influence of the geometry on the fatigue strength of welded joints using the effective notch stress approach. Weld World 67, 669–681 (2023). https://doi.org/10.1007/s40194-022-01409-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01409-y