
Abstract
Friction stir welding (FSW) is a solid-state joining process with a wide range of applications in the E-mobility, automotive, aerospace and energy industries. However, FSW is subjected to specific challenges including comparatively high process forces and high requirements on the clamping technique as well as tool wear resulting from the tool-workpiece interaction and thermo-mechanical stresses. Geometric-related tool wear can cause premature tool failure, process instabilities or weld seam irregularities. Therefore, tool wear in general, wear limits and tool life are essential factors for the efficient and sustainable implementation of friction stir welding. Against this background, this study analysed areas of significant tool wear on the shoulder and probe as a function of process temperature, weld seam length and weld seam quality. This provided functional correlations for determining limiting conditions on maximum tolerable tool wear. Geometrical deviations of the tool, induced by wear, were detected experimentally at different measuring points on the probe and shoulder and varying weld seam length. The investigations were carried out using a force-controlled robotized welding setup in which AA-6060-T66 sheets with a thickness of 5 mm were joined by weld seams up to 500 m in length. To identify the maximum tolerable tool wear, the weld seam properties were determined by visual and metallographic inspections and by tensile tests at 50-m intervals on the weld seam. It was shown that a 50% reduction in rotational speed (lower temperatures) resulted in less wear and thus in an increase of tool life of up to 150%. In addition, it was shown that the shoulder, like the probe, was also subject to significant wear. These results can be incorporated into FSW maintenance schedules to maximize tool life and minimize scrap rates.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The global economic and political situation with associated supply shortages of raw materials is generating increasing demands for sustainable and process-efficient joining methods. Friction stir welding (FSW) as a relatively new solid-state joining method is both comparatively process-efficient [1] and sustainable [2] since there is no need for weld seam preparations and welding consumables such as shielding gases and filler materials. Current applications of FSW can be found in the E-mobility [3], automotive [4] and aerospace industries [5]. In FSW, a rotating tool consisting of a shoulder and probe is plunged by an axial force Fz into the workpiece [6]. This plasticizes the workpiece which is subsequently extruded from the front to the back of the tool through a combined rotational and linear movement, thus forming the weld seam [7].
However, FSW is subjected to process-specific challenges including comparatively high process forces [8], high clamping technique [9] and tool wear for longer welding paths that results from the tool-workpiece interaction and thermo-mechanical stresses [10]. As a consequence, geometrical deviations on shoulder and probe can lead to premature tool failure, process instabilities or weld seam irregularities [11]. Thus, wear in general, wear limits and tool life are essential factors for the efficient and resource-saving implementation of FSW.
Against this background, the areas of the shoulder and probe subject to failure were examined as a function of weld seam length to evaluate wear limits with special consideration of process control. A fundamental consideration of the components directly involved in the wear process during FSW is necessary to describe tool wear (see Fig. 1). The structure of the tribological system during FSW consists of the tool, the shear layer, the environment and the workpiece material. The tribological stressed area is formed by the contact of the tool with the shear layer and the workpiece material. As a result of kinematic and physical process parameters acting on the structure of the tribosystem, surface changes and material losses on the tribological stressed area will occur. Sahlot et al. reported on FSW tool wear as a function of rotational speed and feed rate. The tool wear was examined during FSW of copper-chromium-zirconium (CuCrZr) with tools manufactured from H13 tool steel (X40CrMoV5-1, 1.2344), rotational speeds of 800–1200 rpm and traverse speeds of 30–70 mm/min. The results showed that tool wear increased with higher rotational speed and lower feed rate, due to the high energy input which promotes the wear [12].

Tribological system adapted for FSW
In addition to the influence of the process parameters, several investigations have focused on how FSW tool wear depends on tool material and joining material. The study of Prado et al. compared the tool wear in FSW of AA-6061 T6 + 20% Al2O3 MMC (metal-matrix composite) and AA-6061 T6 with tools made of O1 tool steel (100MnCrW4, 1.2510). As a result of the hard embedded particles in the aluminum MMC, excessive abrasive wear on the probe was identified [13, 14]. Prater reported on the effectiveness of extending tool life with harder tool materials. In FSW of cast Al359 + 20% SiC MMC with tools made of O1 tool steel and cemented carbide (WC–Co) of micrograin as well as submicrograin varieties and WC–Co coated with diamond, it was demonstrated that harder tool materials can extend tool life [15]. However, harder tool materials also have lower ductility and tend to fail prematurely under cyclic mechanical stresses [16, 17]. In contrast to the variation of the workpiece material, Thompson et al. examined the dependence of tool wear on the tool material. In FSW of high-strength steel (HSS) with W-based tools, it was shown that tungsten–hafnium carbide (W-HfC) has a higher wear resistance than tungsten-rhenium (W–Re) and tungsten-lanthanum oxide (W-La2O3) [16]. Więckowski et al. depict the dependence of tool wear on tool material for lap joints. This investigation was carried out for FSW of AA-7075 T6 with tools manufactured from H13 tool steel and MP-159 alloy (Ni–Co). After weld seam lengths of up to 200 m, the highest wear was observed at the probe radius on the FSW tool made of MP-159 [18]. A further method for increasing wear resistance and extending tool life is to implant hard material particles into the metal matrix or to use appropriate coating systems. Schüddekopf et al. used tools manufactured of H13 tool steel with implants of boron carbide (B4C) in FSW of AA-6082 T6. It was found that the tool with implants had 30% less wear on the diameter of the probe than tools without implants [19]. Adesina et al. found a significant reduction of the wear in FSW of AA 2124 + 17% SiC MMC with tools manufactured by H13 tool steel and coated with AlCrN and TiAlN. The tool with the AlCrN-coating showed a 92% lower wear rate than the conventional tool [20].
Costa et al. reported on the quantification of the wear in the cross section of the tool. During friction stir processing (FSP) of X70 steel with tools made of Ni-based superalloy Mar-M247, wear at the center area of the shoulder was identified. It was observed that excessive energy input resulted in an overheating and thus to an increasing wear in this area [21].
In summary, numerous studies have focused mainly on the geometrical wear behaviour influenced by tool-workpiece-material combinations and process parameters. The effects and limits of areas with significant tool wear are still unknown or based on empirical values, although they represent a central challenge for the process-safe planning and implementation of FSW. A comparison between the relevant wear areas of shoulder and probe and the existing wear mechanisms as a function of the weld seam quality and the process temperature has not been reported in the literature reviewed to date. This particularly involves the influence of the process temperature on FSW tool wear and the associated interaction between FSW tool material and joining material.
The aim of the paper was to systematically analyse areas of significant tool wear on the shoulder and probe, while accounting for process temperature, weld seam length and weld seam quality. This identified the contribution of functional correlations to determine limiting conditions regarding a maximum tolerable tool wear. The determination of maximum tolerable tool wear and associated tool life allows the targeted utilization of production capacities as well as the reduction of tool costs and scrap rates. The consideration of process temperature in relation with tool material enables the determination of appropriate process conditions, which can reveal possibilities for increasing the tool life in accordance with [22].
2 Materials and methods
The wear investigations were carried out with FSW tools, manufactured in-house (cf. Figure 2). The tools consisted of H13 tool steel (X40CrMoV5-1, 1.2344) with a subsequent hardening procedure. The hardness of the tools was adjusted to 600 HV by tempering three times for about 2 h at the secondary hardness maximum of about 550 °C.

Dimensions of the FSW tool
To increase the material flow conditions, the tapered probe had a thread and three flats displaced by 120° to each other. The length of the tapered probe was adjusted to 4.75 mm, which is about 95% of sheet thickness. The shoulder and probe diameter were 15 and 6 mm, respectively. The wear investigations were achieved by welding experiments which are carried out on a force controlled robotized FSW setup from Grenzebach Maschinenbau GmbH with a KUKA KR 500 MT serial kinematic robot. To illustrate the influence of the process temperature on FSW tool wear, a rotational speed of 4000 rpm and 2000 rpm was adjusted, which represent a comparatively high and low heat input, respectively. All the experiments were carried out with a feed rate of 0.5 m/min, a tilt angle of 2° and a constant axial force of 5.5 kN and repeated three times. To illustrate the tool wear behaviour similar to industrial applications, the workpiece material AA-6060 T66 with a thickness of 5 mm, a length of 1000 mm and a width of 50 mm was used. The chemical composition is shown in Table 1.
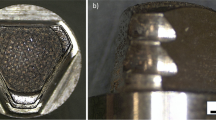
The wear on shoulder and probe was conducted with qualitative and quantitative characterization methods. The qualitative methods include the visual inspection using photographic images for the documentation of wear conditions and the initial localisation of areas with tool wear (see Fig. 3a). Based on these wear areas determined on a macroscopic level, the wear phenomena were carried out using a scanning electron microscopy (SEM) S-4800 from Hitachi as part of the qualitative characterization (see Fig. 3b). With a working distance of 8 mm, the recordings were carried out at an accelerating voltage of 20 kV and an emission current of 10 μA. To estimate the elemental concentration of the FSW tool, energy-dispersive X-ray spectroscopy (EDX) in line scan mode with an EDAX Apollo X detector was performed. The acceleration voltage was set to 20 kV with a working distance of 8.5 mm. In this configuration with a magnification of 1000 × , the planar resolution is 0.2 µm. To detect geometric-related tool wear, the quantitative wear characterization on shoulder and probe was conducted by the stripe light projection using an optical scanner GOM ATOS Core 45.

Qualitative characterization using visual inspection in a) and scanning electron microscopy in b)
Thus, geometrical and weight-related deviations induced by wear can be determined on the whole FSW tool. To prevent incorrect measurement and to ensure the comparability of the results, the tools were cleaned after the welding experiments from adherent aluminum in a solution of 25% NaOH. In addition to the geometrical measurements, hardness mappings in the cross section of the FSW tools were obtained to determine the interaction between tool material and process temperatures. This analysis was carried out with an ultrasonic hardness measuring instrument BAQ UT 200 under test conditions HV 0.2 with a duration of 0.5 s. The position of the hardness mapping in the cross section is shown in Fig. 4b (A-A). The distance between the measuring points was 0.1 mm.

Quantitative characterization using stripe light projection in a) and hardness measurement in b)
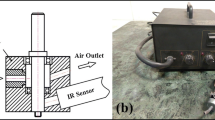
The process temperature that causes a change in hardness was measured at the transition zone between shoulder and probe using thermocouples (type K-NiCr-Ni, width 0.2 mm). Figure 5 shows a custom-designed temperature data logger with a sampling rate of 10 Hz.

Position of the thermocouple at the FSW tool
To identify the process behaviour caused by the geometrical wear of shoulder and probe, the process forces Fx and Fy were measured with a piezoelectric-based multicomponent dynamometer type 9255C from Kistler with a sampling rate of 80 kHz. The force measurement setup was installed below the clamping structure. The force characterizations were evaluated in the welding phase, whereby plunging and exchanging phases are not considered. The force measurement was repeated for three times. Similar to the process interactions, the negative impact due to geometrical deviations on the tool was investigated through a destructive and a non-destructive weld seam characterization in accordance with DIN EN ISO 25,239–5. The non-destructive testing includes the visual inspection according to DIN EN ISO 17,637 to detect irregularities on the surface and at the root of the weld seam. Within the destructive weld seam characterization, the mechanical weld seam properties were assessed by bending tests in accordance with DIN EN ISO 5173 and by tensile test in accordance with DIN EN ISO 4136 (Fig. 6). The characterization of the geometric-related FSW tool wear and the impact on process behaviour and weld seam properties started with a detailed reference measurement using the initial state of the tools.

Specimens and their described position
To demonstrate the development of the geometric-related FSW tool wear, a characterization of the tool wear and the process behaviour was carried out after weld seams of 1, 10, 100, 250 and 500 m. To identify the maximum tolerable tool wear with confidence, the weld seam properties were determined after every 50 m of weld seam length. The experimental design is shown in Fig. 7.

Experimental design of the tool wear investigation
3 Results and discussion
3.1 Adjustment of appropriate parameters in relation to the process temperature
Based on previous study [22], concerning with the effect of FSW tool hardness on wear behaviour, it was shown that the temperature control during FSW has a considerable influence on tool hardness and thus on the wear resistance. For tools made of hot work tool steel, an additional tempering occurs during FSW, due to the fact that high energy input can cause an exceeding of the temperature of the secondary hardness maximum. To investigate the influence of the temperature control on wear behaviour and thus on FSW tool life, an adjustment of the rotational speed was carried out.
As can be seen in Fig. 8a, an average process temperature during welding of about 602 °C was identified for a rotational speed of 4000 rpm. By reducing the rotational speed to 2000 rpm, an average temperature during welding of about 562 °C was obtained. The process temperature was measured during three subsequential welding steps of 0.95 m each. The tools for assessing the process temperature were not used as part of the wear investigations, to avoid any influence of the thermocouples and the decreasing cross-sectional area on the probe. Transferring the measured process temperatures into the typical hardness-tempering curve from Fig. 8b, two temperature ranges can be depicted, above the secondary hardness maximum for a rotational speed of 4000 rpm and in the range of the secondary hardness maximum for a rotational speed of 2000 rpm. Subsequent to the measurement and classification of the process temperatures, the following section focuses on the tool wear characterization as a function of the weld seam length.

Temperature measurement for three subsequential welding steps of 0.95 m at the transition zone between shoulder and probe in a) and the schematic illustration of the hardness-tempering curve in b) in accordance with [23]
3.2 Tool wear characterization
3.2.1 Qualitative tool wear characterization
Initially, the qualitative tool characterization started with a visual inspection using photographic images for documenting the wear condition and localizing areas of significant tool wear. Figure 9 shows the results for the visual inspection of the probe for varying weld seam lengths (columns) and rotational speeds (rows). Up to a weld seam length of 10 m, no wear, visible on a macroscopic level, was observed on the tool with a rotational speed of 4000 rpm. The stepwise increase of the weld seam length up to 250 m exhibited a completely worn out thread, which resulted in a reduction of the probe diameter. In contrast, only slight wear was observed after a weld seam length of 100 m on the thread of the tool with a rotational speed of 2000 rpm. Between 100 and 500 m, the wear at the transition zone of shoulder and probe leads to a reduction of the diameter of the probe. To determine the wear on the shoulder surface similar to the probe, Fig. 10 shows the visualization in the top view (x–y-plane) for different weld seam lengths (columns) and rotational speeds (rows). Beginning with a weld seam length of 10 m, slight wear was detected on the shoulder surface of the tool with a rotational speed of 4000 rpm. The stepwise increase from 10 to 100 m and 250 m brought about further wear on the remaining shoulder surface and leads to an increased penetration of the probe into the workpiece. As shown in Fig. 11a, the increased penetration of lprobe > 0.95% × sheet thickness finally results in a direct contact of the probe with the backing plate of the clamping setup, causing a limiting condition after a maximum weld seam length of 250 m.

Visual inspection in the lateral view of the FSW tool with a rotational speed of 4000 rpm in a) and with a rotational speed of 2000 rpm in b)

Visual inspection in the top view of the FSW tool with a rotational speed of 4000 rpm in a) and with a rotational speed of 2000 rpm in b)

Limiting condition with of the tool with a rotational speed of 4000 rpm in a) and with a rotational speed of 2000 rpm in b)
Particularly in FSW of lap joints, this type of wear can lead to challenges regarding weld seam irregularities such as hooking which occur with a varying penetration depth of the probe [24]. The wear on the shoulder surface was also determined on the tool with a rotational speed of 2000 rpm, as shown in Fig. 10b. Compared to the tool at 4000 rpm, the wear was comparatively low, so that the penetration of the probe remained almost constant for a weld seam length of 500 m. A detailed consideration of how the geometric-related wear of the shoulder affects the penetration depth of the probe is given in the section quantitative tool wear characterization below.
Compared to the tool with a rotational speed 4000 rpm, the limiting condition of the tool with a rotational speed of 2000 rpm occurred at significantly higher seam lengths. The limiting condition after a weld seam length of 628 ± 26 m was caused by wear at the transition zone of the shoulder and probe which leads to a reduction of the diameter of the probe and thus to a breakage of the probe, see Fig. 11b. About the acting loads and process forces in dependence of the geometric wear is reported in the section process behaviour. In summary, the results of the visual inspection indicate that a reduction of rotational speed of 50% in combination with reduced process temperatures leads to reduced tool wear and thus to an increase in tool life of up to 150%. Subsequent to the identification of areas with significant wear, SEM was used to determine the cause of the wear, identifying the wear mechanisms on the shoulder and probe. Figure 13 depicts the results for SEM of shoulder and probe for different weld seam lengths (columns) and rotational speeds (rows). Compared to the initial state, excessive wear was observed after a total weld seam length of 250 m at probe and shoulder on the tool with a rotational speed of 4000 rpm. The cause of the wear, shown in Fig. 13a, can be explained by adhesive-related grooves, which are already present on the thread of the probe after 1 m. In addition to the probe, the partial view of the shoulder shows a layer formation due to tribochemical reactions after a weld seam length of 100 m. To determine the cause of the layer formation and the material concentration, a line scan was conducted on the shoulder surface using EDX. As shown in Fig. 12a, the line scan is located at the shoulder surface, analyzing both the layer formation and the base material of the FSW tool. The increasing concentrations of oxygen in the area between 0–25 μm and 50–70 μm indicate the formation of surface oxides. Due to the distribution of concentration in connection with the increased iron and decreased aluminum in the area of the base material, it can be assumed that these are either aluminum oxides (e.g. Al2O3-phase occurred from the aluminum passivation) or iron oxides as well as a combination of both. The determination of the phase composition using X-ray photoelectron spectroscopy (XPS) is subject to further research and can contribute a further approach to a deeper understanding of the tool damage. Figure 13b shows the results for SEM of the tool with a rotational speed of 2000 rpm. Between 0 and 100 m, only marginal wear on the thread of the probe due to adhesive-related grooves was detected. The further increase of the weld seam length up to 250 m shows a more rounded shape of the thread and the formation of surface layers, caused by tribochemical reactions. After a total weld seam length of 500 m, the transition zone between of shoulder and probe exhibited significant wear, leading to a reduction of the remaining diameter and the associated cross-sectional area of the probe. Within the qualitative tool wear characterization, it was possible to determine limiting conditions on maximum tolerable tool wear for shoulder and probe. Furthermore, it was shown that a reduction of the rotational speed by 50% can increase the tool life up to 150%.

EDX-Linescan in a) with the corresponding material concentration in b)

SEM analysis of the FSW tool with a rotational speed of 4000 rpm in a) and with a rotational speed of 2000 rpm in b)
Using SEM, it was observed that adhesion and tribochemical reactions are the main wear mechanisms for both comparatively high and low process temperatures, although more pronounced at higher process temperatures.
An explanation for this behaviour is that wear processes depend on the temperature and the related energy input. Another possible approach is that the FSW causes an additional tempering process on the tool, which results in a reduction of tool hardness and thus wear resistance. Therefore, in the following section, the wear is presented quantitatively in order to measure geometric-related tool wear and hardness changes in relation to the process temperature.
3.2.2 Quantitative tool wear characterization
Initially, the quantitative characterization of tool wear included geometrical-related deviations of the FSW tools due to wear. For a representative wear analysis, as well as for the determination of areas with significant tool wear, a three-dimensional illustration of the tool wear was performed using the stripe light projection. Initially, the quantitative characterization of tool wear included geometrical-related deviations of the FSW tools due to wear. For a representative wear analysis, as well as for the determination of areas with significant tool wear, a three-dimensional illustration of the tool wear was performed. Figure 14a depicts the triangulated surface network of the tools (grey models) with a rotational speed of 4000 rpm as a function of the weld seam length. As shown in the qualitative tool wear characterization, the tools exhibited no significant wear on a macroscopic level between 0 and 10 m. With a further increase of the weld seam length to 100 m, a smoothening of the initially sharp thread edges of the probe was measured. Furthermore, grooves were detected on the range of the outer shoulder diameter. A stepwise increase from 100 to 250 m brought about a further smoothening of the sharp thread edges, leading to excessive wear on the remaining probe. The increased weld seam length to 250 m also resulted in a further deepening of the grooves on the outer shoulder diameter. For the determination of areas with significant tool wear on shoulder and probe, these digital tool models were compared with the initial state. The coloured scale symbolizes the tool wear, where green indicates no wear and blue indicates wear up to 0.8 mm. Through the comparison to the initial state, initial areas of wear were identified on the shoulder surface after a weld length of 10 m, which were not previously visible on a macroscopic level. The increase of the weld seam length showed that from 100 m the thread of the tapered probe was subject to wear. In addition, the wear was not only visible on partial areas, but almost on the complete outer shoulder diameter with a geometrical deviation of up to 0.4 mm. After 250 m of weld seam length, the failure-relevant area on the shoulder surface showed a geometrical deviation of up to 0.8 mm in relation to the initial state whereby the truncated cone of the probe exhibited no significant wear. The asymmetric wear behaviour results respectively in an increased penetration depth of the probe and subsequently in tool failure after 250 ± 25 m. A more detailed consideration of how the geometric related wear of the shoulder affects the penetration depth in relation to the sheet thickness is given below. Figure 14b shows the digital models of the tool with a rotational speed of 2000 rpm (grey models) as a function of the weld seam length. On a macroscopic level, wear appears at the transition zone between shoulder and probe after 250 m. The further increase of the weld seam length of up to 500 m revealed a reduction in the cross section of the probe as well as wear on the shoulder surface on a macroscopic visible level. Through the comparison of the digital models with the tool in the initial state, slight wear of up to 0.2 mm was identified in the center area of the shoulder, which was not previously visible on a macroscopic level. The increase of the weld seam length up to 500 m lead to increasing wear at the transition area of shoulder and probe and thus to a significant narrowing in the probe radius of up to 0.5 mm.

3D surface measurement for the tool with a rotational speed of 4000 rpm in a) and for the tool with a rotational speed of 2000 rpm in b)
Subsequent to the three-dimensional analysis of areas with significant wear, a detailed consideration for the failure-relevant areas was carried out. Figure 15 shows the determination of the effective probe length regarding the wear on shoulder and probe as a function of the weld length. The effective penetration depth of the probe was calculated from a reference surface by differentiating the distances between probe (L1) and shoulder outer diameter (L2), see Fig. 15a. The increasing weld seam length of up to 100 m exhibited no significant geometrical deviations on the probe length. In contrast, increasing wear of the shoulder surface was observed between 100 and 250 m, resulting in an average penetration of the probe of up to 4.95 mm into the workpiece and the limiting condition due to the direct contact between probe and backing plate. This corresponds to an increase of the penetration of about 4.8% compared to the initial state. Depending on the process control, whether force or position controlled, the limiting condition might vary and result in increased tool life. For an analysis of the failure-relevant area of the tool with a rotational speed of 2000 rpm, the geometrical deviations with regard to diameter and cross section of the probe were determined in Fig. 16. The measuring point in Fig. 16a for determining the diameter and cross-sectional change is located in the transition area between shoulder and probe. The results from Fig. 16b showed a reduction of the probe diameter with increasing weld seam length. Compared to the initial state, a maximum deviation from 5.30 to 4.28 mm was observed, which correspond to a reduction of about 19%. In addition, the cross-sectional reduction was determined at the failure-relevant area of the probe. Compared to the initial state, a weld seam length of up to 500 m was associated with a decrease from 20.63 to 15.03 mm2.

Measuring points for the effective penetration of the probe in a) with the associated values in b) for the tools with a rotational speed of 4000 rpm

Measuring point for the probe diameter in a) with the associated values in b) for the tools with a rotational speed of 2000 rpm
The reduction in the cross-sectional area due to the geometrical deviations on the diameter of the probe leads finally to tool failure after a total weld seam length of 628 ± 26 m. In summary, the tool wear was illustrated three-dimensionally and described for failure-relevant areas as a function of the rotational speed. In general, it has been shown that, depending on the rotational speed and the resulting process temperature, varying wear areas are detectable on shoulder and probe. In the case of rotational speeds of 4000 rpm, wear appears on the outer shoulder area and on the complete probe, whereas at rotational speeds of 2000 rpm the wear is mainly concentrated on the transition zone between shoulder and probe. In order to obtain a deeper understanding of the causes of failure, the microstructural changes are subsequently determined using hardness mappings. The hardness mappings in the cross section for the tool with a rotational speed of 4000 rpm and 2000 rpm as function of the weld seam length are shown in Fig. 17. The average hardness of the tools in the initial state was about 600 HV. For the tool with a rotational speed of 4000 rpm, no significant deviations in tool hardness are visible up to a weld seam length of 10 m. Locally increased hardness was determined in the area of the thread on the probe, which can be explained by measurement failure. Compared to the initial state, a hardness reduction was observed at the center of the probe after a weld seam length of 100 m. The hardness decreased from 600 to about 500 HV, which corresponds to 17% compared to the initial state. Up to a weld seam length of 250 m, the tool showed a significant reduction in hardness of up to 200 HV at the probe center and in the peripheral area of the shoulder. In contrast to the tool with a rotational speed of 4000 rpm, a significant hardness reduction was initially found at the transition zone between shoulder and probe after a weld seam length of 250 m. The stepwise increase up to a weld seam length of 500 m shows a further reduction in hardness in the peripheral area of the transition zone. Compared with the initial state, a reduction of from 600 to 400 HV was measured. In general, the reduction of the hardness at the tools can be explained by the fact that the welding results in an additional tempering process [22].

Hardness mapping in the cross section of the tools
The reduction of the hardness in the area of the shoulder and probe on the tool with a rotational speed of 4000 rpm was caused by the comparatively increased process temperature exceeding the secondary hardness maximum. For the tool with a rotational speed of 2000 rpm, it was shown that the temperature in the area of the secondary hardness maximum lead to a delay in the hardness reduction. At the transition zone between shoulder and probe, where comparatively high process temperatures occur on the tool, the hardness decreases. In the area of the truncated cone, an almost constant hardness was detected for both tools. In contrast to the heat input in the area of the shoulder, the heat dissipation in the direction of the backing plate as well as the reduced heat input in the area of the truncated cone leads to a reduction of the local temperature in the z-direction and therefore to an almost constant hardness. The almost constant hardness and the fact that wear depends on the temperature causes the reduced wear in this area. Similar to previous work [22], it was shown that FSW resulted in an additional tempering process. Through the previously determined geometric deviations on the tools in conjunction with the resulting tool hardness, it could be shown that the areas with reduced tool hardness have a reduced wear resistance leading to limiting conditions on probe and shoulder. The following section discusses the impact of geometric induced tool wear on process behaviour.
3.3 Process behaviour
Within this section, force measurements were carried out to demonstrate the influence of the geometric-related tool wear on the process behaviour. The force measurement was investigated after weld seam lengths of 0, 1, 10, 100, 250 and 500 m in which Fx and Fy were measured during welding. Figure 18a shows the results of the force measurement in feed direction Fx for the tools with a rotational speed of 4000 rpm and 2000 rpm. In the initial state, Fx was about 250 N in average. Compared to the initial state, a weld seam length of up to 10 m was related with an almost constant Fx for the tool with a rotational speed of 4000 rpm and 2000 rpm. For the tool with a rotational speed of 4000 rpm, a sudden increase of Fx from 269 to 358 N was measured between 10 and 100 m. A detailed consideration of how geometrical-related tool wear affects the process forces is given below. After a total weld seam length of 250 m, an increasing Fx of up to 366 N was observed for the tool with a rotational speed of 4000 rpm, which corresponds to an increase of 53% compared to the initial state.

Measurement of the feed forces in a) and lateral forces in b) as a function of the weld length
For the tool with a rotational speed of 2000 rpm a sudden increase of the acting Fx was also observed between 100 and 250 m. Figure 18b shows the perpendicular acting lateral force Fy as a function of the weld seam length for the tools with a rotational speed of 4000 rpm and 2000 rpm. Up to a weld seam length of 100 m for the tool with a rotational speed of 4000 rpm, Fy was almost constant. As in the previous observation, a sudden increase from 246 of up to 688 N was visible between 100 and 250 m on the tool with a rotational speed of 4000 rpm. In relation to the initial state, the stepwise increase of the weld seam length up to 500 m brought about an increased lateral force of up to 130 N on the tool with a rotational speed of 2000 rpm.
In general, increasing feed forces and lateral forces were assessed for both tools. This can be attributed to geometrical deviations of probe and shoulder induced by wear. In order to confirm this assumption and to differentiate the process forces caused by geometric related tool wear, the worn probe (250 m) was inserted into an unused shoulder and an unused probe was inserted into the worn shoulder (250 m). As can be seen in Fig. 19a, with an unused shoulder and worn probe, the feed forces increased compared to the worn shoulder and unused probe. This can be explained by the rate of heat generation of an unused shoulder which is comparatively low to a used shoulder. This results from a reduced contact area between shoulder and workpiece for an unused shoulder, leading to a reduced temperature and higher flow stress of workpiece material around the probe. Although the projected area of a worn out probe is comparatively low to an unused probe, the reduced shear area and internal friction as well as reduced plasticity of the workpiece result in increasing the feed force. Corresponding results are shown in the study of Tang et al. where the feed force increases on the probe without structural elements [25]. The increase in feed force depends on both the wear on shoulder and probe. Figure 19b depicts the lateral force in relation to the wear for shoulder and probe. The separation of shoulder and probe showed that the sudden increase from Fig. 18b was induced by the geometrical deviations on the shoulder — where the supporting plasticized material was not able to be held below the shoulder — leading to an increase in the lateral forces [22].

Force measurement as a function of the wear on shoulder and probe for the feed force in a) and lateral force in b)
Consequently, the deviation of the lateral force constitutes an indicator of the wear on the shoulder. To demonstrate the negative impact of tool wear, the following section discusses the influence of FSW tool wear on weld quality.
3.4 Influence of tool wear on the weld seam quality
In order to determine the quality of the weld seams, non-destructive testing and destructive testing were carried out for weld seam lengths up to 500 m. Figure 20 depicts the visual inspection as a part of the non-destructive testing.

Visual inspection of the welds for the tool with a rotational speed of 4000 rpm in a) and with a rotational speed of 2000 rpm in b)
In accordance with DIN EN ISO 25,239–5 and DIN EN ISO 17,637, no irregularities on the weld seam surface due to the wear on the shoulder were identified. Within the destructive testing, a root-side bending test was carried out in accordance with DIN EN ISO 5173 to detect incomplete penetrations or lateral path deviations caused by increasing process forces. Up to 250 m and 600 m, no irregularities such as cracks at the weld root were observed. Subsequent to the root-side bending tests, measurements of the strength properties of the weld specimens were carried out, see Fig. 21. The determined tensile strength of the used AA-6060 T66 sheets was 230 N/mm2 before welding. As a result of the heat input and the aging effect of the aluminum [26], the tensile strength decreases to the T5 condition (according to DIN EN 755–2). The stepwise increase of the weld seam length showed an almost constant tensile strength of at least 160 N/mm2. The tensile strength was also investigated as function of the traverse path (see Fig. 21b). For selected specimens, it was shown that the traverse path was almost constant despite geometric-related tool wear. Thus, it can be stated that the tool wear has no influence on the tensile strength. To classify the microstructure and varying material flow conditions, metallographic analysis was carried out. Figure 22 shows selected cross sections for different weld seam length (rows) and rotational speed (columns).

Tensile strength as a function of rotational speed and weld seam length in a) and selected tensile strength curves in b)

Metallographic analysis as a function of rotational speed and weld seam length
The tools in the initial state exhibited a defect-free weld seam with a complete tool penetration. Compared to the initial state, a reduced nugget volume was shown between 10 and 200 m due to the wear on the probe for the tool with a rotational speed of 4000 rpm. The further increase of up to 250 m weld seam length exhibited an increased weld seam volume. This can be attributed to the direct contact of the probe with the backing plate of the clamping fixture. Consequently, a deformation of the FSW-setup occurs, whereby the welding was carried out at a reduced tilt angle below of 2°. Moreover, the metallographic analysis of the specimens welded with the tool at a rotational speed of 2000 rpm shows no internal irregularities compared to the initial state.
4 Conclusions
In this study, areas of the shoulder and probe subject to failure were examined as a function of weld seam length to evaluate wear limits with special consideration of process temperature. The wear on shoulder and probe was induced by welding experiments conducted at process temperatures exceeding the secondary hardness maximum (602 °C) and in the area of the secondary hardness maximum (562 °C). The wear tests were carried out using FSW tools made of H13 tools steel to join AA-6060 T66 aluminum alloy with a thickness of 5 mm. From the study above, the following conclusions can be drawn:
-
In general, it was shown that the joining temperature during FSW has a considerable influence on wear resistance and thus on tool life. Depending on the temperature and rotational speed, limiting conditions on maximum tolerable tool wear were identified. For a process temperature of 602 °C and a rotational speed of 4000 rpm, a tool life of 250 ± 25 m was identified before tool failure. With a process temperature of 562 °C at a comparatively low rotational speed of 2000 rpm, a tool life of 628 ± 26 m was observed. The 50% reduction in rotational speed leads to lower process temperatures and thus less wear, resulting in an increase in tool life of up to 150%.
-
Within the qualitative tool wear characterization, it was shown that the shoulder, like the probe, was also subject to significant wear. However, the causes of failure are different. For comparatively high process temperatures, the limiting condition on maximum tolerable tool wear is related to the shoulder (increased penetration of the probe due to the wear of the shoulder surface). For comparatively low process temperatures, wear at the transition zone between the shoulder and probe leads to tool breakage.
-
Similar to previous work [22], it was shown that FSW can result in an additional tempering process, which reduces the tool hardness and thus the wear resistance. A reduction in hardness of up to 200 HV on the entire shoulder surface was determined at process temperatures above the secondary hardness maximum, leading to significant wear and an increasing in penetration depth. At process temperatures in the area of the secondary hardness maximum, the reduction in hardness is mainly concentrated on the transition zone between shoulder and probe, as locally increased temperatures may occur in this area [27]. Subsequently, the diameter reduction from 5.30 to 4.28 mm due to wear resulted in breakage of the probe.
-
The differentiation of the process forces due to geometrical-related tool wear has shown that the feed force is an indicator of the wear on probe and shoulder and the lateral force is an indicator of wear on the shoulder. Increasing wear of the shoulder and the approach to a probe without structural elements lead to an increasing Fx from 238 to 366 N. A sudden decrease of the perpendicular acting lateral force Fy from 688 to 246 N was observed due to geometrical deviations on the shoulder.
-
Tool wear on the shoulder and probe has no significant effect on the tensile strength and shows no irregularities at the weld root. It can be concluded that consistent mechanical properties can also be achieved by using FSW tools subject to wear.
References
Majeed T, Wahid MA, Alam MN, Mehta Y, Siddiquee AN (2021) Friction stir welding: a sustainable manufacturing process. Mater Today: Proc 46:6558–6563
Alam M, Jha AK, Mukherjee S, Panda S, Chakraborty SS (2021) A review on friction stir welding—a green manufacturing technology. In: Recent trends in manufacturing and materials towards industry 4.0. Springer, pp 869–880
Richter B (2017) Robot-based friction stir welding for E-mobility and general applications. Biuletyn Instytutu Spawalnictwa 2017:103–110
Kavathia K, Badheka V (2022) Application of Friction Stir Welding (FSW) in automotive and electric vehicle. In: Recent advances in mechanical infrastructure (pp 289–304). Springer, Singapore
Nirmal K, Jagadesh T (2021) Numerical simulations of friction stir welding of dual phase titanium alloy for aerospace applications. Mater Today: Proc 46:4702–4708
Luhn T (2013) Prozessdiagnose und Prozessüberwachung beim Rührreibschweißen. Berlin: Pro Business
Schmid D (2015) Rührreibschweißen von Aluminiumlegierungen mit Stählen für die Automobilindustrie. Ph.D. Thesis, Technical University of Munich, Munich, Germany. (In German)
Grätzel M, Hasieber M, Löhn T, Bergmann JP (2020) Reduction of friction stir welding setup loadability, process forces and weld seam width by tool scaling. Proc Inst Mech Eng, Part L: J Mater: Design Appl 234(5):786–795
Mononen J, Sirén M, Hänninen H (2003) Cost comparison of FSW and MIG welded aluminium panels. Weld World 47(11):32–35
Hasieber M, Grätzel M, Bergmann JP (2021) Characterization and analysis of effective wear mechanisms on FSW tools. In: Friction Stir welding and processing XI (pp. 21–34). Springer, Cham
de Farias A, Batalha GF, Prados EF, Magnabosco R, Delijaicov S (2013) Tool wear evaluations in friction stir processing of commercial titanium Ti–6Al–4V. Wear 302(1–2):1327–1333
Sahlot P, Jha K, Dey GK, Arora A (2018) Wear-induced changes in FSW tool pin profile: effect of process parameters. Metall Mater Trans A 49(6):2139–2150
Prado RA (2001) Friction stir welding: a study of tool wear variation in aluminum alloy 6061+ 20% Al_2O_3. Proc Friction Stir Weld Proc 2001:105–116
Shindo DJ, Rivera AA, Murr LE (2002) Shape optimization for tool wear in the friction-stir welding of cast AI359–20% SiC MMC. J Mater Sci 37(23):4999–5005
Prater TJ, Strauss AM, Cook GE, Gibson BT, Cox CD (2013) A phenomenological model for tool wear in friction stir welding of metal matrix composites. Metall and Mater Trans A 44(8):3757–3764
Thompson BT (2010) Tool Degradation characterization in the friction stir welding of hard metals, graduate program in welding engineering; The Ohio State University: Columbus, OH
Mohanty PP (2021) Wear of friction stir tools considering qualitative and quantitative aspects: a review. Int J Ambient Energy 2021:1–19
Więckowski W, Burek R, Lacki P, Łogin W (2019) Analysis of wear of tools made of 1.2344 steel and MP159 alloy in the process of friction stir welding (FSW) of 7075 T6 aluminum alloy sheet metal. Eksploatacja i Niezawodność 21:54–59
Schüddekopf S, Mienert G, Böhm S (2018) Effects on the Friction Stir Welding process by laser implanting ceramic particles into the boundary layer. In: Proceedings of the 12th International Symposium on FSW (12IFSW), Chicoutimi, Canada, 26–28 June 2018
Adesina AY, Al-Badour FA, Gasem ZM (2018) Wear resistance performance of AlCrN and TiAlN coated H13 tools during friction stir welding of A2124/SiC composite. J Manuf Process 33:111–125
da Silva Costa AM, Oliveira JP, Pereira VF, Nunes CA, Ramirez AJ, Tschiptschin AP (2018) Ni-based Mar-M247 superalloy as a friction stir processing tool. J Mater Process Technol 262:605–14
Hasieber M, Kranz M, Löhn T, Grätzel M, Zemlicka A, Bergmann JP (2022) Effect of friction stir welding tool hardness on wear behaviour in friction stir welding of AA-6060 T66. Proceedings of the Institution of Mechanical Engineers, Part L: J Mater: Design Appl 2022:14644207211073055
Hartwig A (2015) Mikrostruktur-Eigenschaftsbeziehungen von Warmarbeitsstahldruckgussformen nach dem Einsatz Loeben: University of Leoben
Yadava MK, Mishra RS, Chen YL, Carlson B, Grant GJ (2010) Study of friction stir joining of thin aluminium sheets in lap joint configuration. Sci Technol Weld Joining 15(1):70–75
Tang W, Reynolds A (2013) Effect of tool pin features and geometries on quality of weld during friction stir welding. In: Friction Stir Welding and Processing VII (pp 163–171). Springer, Cham
Ostermann F (2015) Anwendungstechnologie Aluminium. Berlin Heidelberg: Springer-Verlag
Song M, Kovacevic R (2003) Numerical and experimental study of the heat transfer process in friction stir welding. Proc Inst Mech Eng, Part B: J Eng Manuf 217(1):73–85
Funding
Open Access funding enabled and organized by Projekt DEAL. The IGF Project No. 21.624 B/DVS-Nr.: 05.3367 of the research association, ‘Schweißen und verwandte Verfahren e.V’. of the DVS, Aachener Straße 172, 40223 Düsseldorf, was on the basis of a resolution of the German Bundestag, promoted by the Federal Ministry for Economic Affairs and Energy via AiF within the framework of the program for the promotion of joint industrial research and development (IGF). The authors thank all the industrial participants for funding and support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission III - Resistance Welding, Solid State Welding, and Allied Joining Process.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hasieber, M., Wenz, F., Grätzel, M. et al. A systematic analysis of maximum tolerable tool wear in friction stir welding. Weld World 67, 325–339 (2023). https://doi.org/10.1007/s40194-022-01407-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01407-0