
Abstract
The screw-blind riveting combines direct screwing with the blind riveting. The novel joining element can be integrated into every injection-molded component like a standard screw boss without significantly increasing the processing time. The screw-blind-rivet (SBR) consists of a screw boss connected to a substrate by a thin sleeve. The joining process of screw-blind-riveting can be divided into two phases. The first is the screw-in phase. The screw is secured into the SBR. The second phase is the forming phase. Further turning of the screw will cause the sleeve to buckle out and form an undercut. To qualify the connection element for industrial use, in addition to the strengths of the design, suitable connection parameters are required for the user. The independent parameters of the joining process are the contact pressure of the screw and the screwing-in speed. The rate is reduced to avoid damage and ensure a proper alignment. The speed after the headrest is an additional influencing parameter. The most influencing parameter for the undercut is the rotation angle after the initial screw placement as it affects the shape of the undercut. The larger the undercut is, the more stable the rivet. However, the larger the undercut is, the more deformations and material damage occur. Thus, the optimal angle for the forming depends on the material of the rivet. Consequently, the deformation angle must be selected depending on the material properties. For this, various materials were tested. The results show a well predictability of the optimum joining parameters by using the elongation at yield stress of the used material.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Because of growing demand for plastic products, there is a corresponding need for novel assembly techniques. Joining complex products from individual components requires the use of industrial joining techniques [1, 2]. Screw-blind-riveting is a relatively new joining technology developed at the Kunststofftechnik Paderborn (KTP). The technology is a hybrid technology, combining the direct screwing with the blind riveting [3]. The use of screws is a common joining technology. Automatization is possible which makes the technology economical [4]. Often, self-tapping screws can be used in plastic substrates which eliminate the manufacturing step of cutting the thread [5]. This technique only requires a one-sided accessibility [6, 7]. Advantages are relatively high joint strength with low costs, joining of dissimilar materials, and the possibility of disassembly [4]. However, plastic blind riveting is comparable to metal blind riveting. A blind rivet consists of a rivet mandrel which is placed in a pre-drilled rivet hole [8].
In the joining process, the blind rivet is placed in a pre-manufactured hole and is engaged to parts with a securing force. Afterwards, the rivet mandrel is pulled out of the hollow rivet which reshapes the rivet and creates an undercut or of the rivet head. This continues until the rivet and also the undercut are fully shaped and the mandrel breaks at a pre-machined notch which acts a stress concentration point and disregarded [9, 10]. The process creates a mechanical connection [11]. The creation of a tight connection and being able to resist shear forces are advantages of blind rivets [12]. While being a hybrid technology, the SBR combines the advantages of both techniques. With the SBR, connections with strengths comparable to traditional screws as well as resistant to shear forces such as with blind riveting connections are possible. The technology works in a similar approach to screws [13]. Initially, the SBR is positioned in a hole which is either already inside the part or created as a secondary process. Alternatively, for plastic parts, the SBR can be molded onto the part. Next, the screw is engaged into the SBR which tightens the connection. At the moment the head of the screw rests on the rivet, the second phase starts. Under the pressure of turning the screw farther, the SBR collapses at a notch which leads the SBR to buckle and form an undercut [14]. In order to qualify the connection element for industrial use, suitable parameters are required. Independent parameters for the joining process are the contact force of the screw and the screwing speed before and after the screw rests on the rivet. However, the most important factor is the rotation angle after the head rest on the substrate as it affects the shape of the undercut. Larger undercuts stabilize the rivet; however, higher deformations and material damage occur. Therefore, the optimal forming angle depends on the material of the rivet [14, 15]. Because the forming angle is dependent on the mechanical properties of the material, various materials have been tested including various joining parameters. The results show a well predictability of the optimum joining parameters by using the elongation at yield stress of the used material.
2 State of research
The screw-blind-riveting is a hybrid joining technology combining the techniques of direct screwing and blind riveting developed at the KTP (Kunststofftechnik Paderborn). The general concept of the forming process is seen in Table 1 and Fig. 1 with various concepts that were considered. The first design had a constant wall thickness but with a varying diameter from larger to smaller along the height of the rivet. Because of the design, a large undercut was formed, leading to missing contact with the joining partner. The second design had a constant diameter with a varying wall thickness along the height. The design results in an improved fitting at the faying surfaces but resulted an irregular closing head dimension. The irregular fitting was presumed to be a reaction of high forming forces, and this was reduced by adding notches to the screw-blind rivet design [16]. As seen in Fig. 1, without a notch, relatively high forces are required to promote the deformation. Simulating the joining process of the SBR [17, 18] confirmed these results. To minimize the stress on the rivet, notches were added to the rivet on the sleeve of the screw-bind-rivet. As seen on the left side of the figure, two different types of notches have been studied. The first one is an inner notch, created through a step in the wall thickness, and the second one has an outer notch on the rivet. Both notches reduce the forming forces for lower displacements while the outer notch reduces the forces more significantly. With the inner notch, the forming force in comparison to the notch-less variant can be reduced by approximately 100–300 N for displacements from 0.5 to 2 mm. From 3 mm onwards, the forces are similar to the notch-less variant. The forces of the variant with an outer notch can reduce the force by approximately 200–500 N for displacements from 0.5 to 3 mm. Based on these screening experiments [16], Fig. 2 shows the final geometry that is scalable. Most of the geometrical values directly or indirectly depend on the nominal screw diameter or a fraction of it. Only the outer diameters of the rivet are chosen based on the nominal screw diameter while the inner diameters, the height of the rivet, the depths of the core hole, and the position of the notch depend on a fraction of the diameter. It was shown that a factor of 0.8 × the diameter led to good results. [16] After choosing a suitable geometry, the influence of the materials was studied. To prove the suitability of the materials for the SBR, the closing head and the pull-out forces were examined. As seen on the left side in Fig. 3, the material has an influence on the forming of the closing head. In the figure, the closing heads of SBR made of polyamide 6 (PA6) and a blend out of polycarbonate and acrylonitrile butadiene styrene (PC-ABS) were compared. The torque used for the insertion and forming of the SBR was set to a value which balances the needed force for the forming process and the occurring material damage. With this, the closing head of the SBR made of PC-ABS did not fully form. Compared to PC-ABS, the SBR made of PA 6 has a fully deformed system. The head of PA 6 had a desired deformation. As seen in Fig. 3, the material has an influence on the pull-out forces of the SBR. In addition, it is seen that the pull-out forces of the SBR with outer notches (ON) are higher compared to SBR with inner notches (INs). Also, pull-out forces are generally proportional to diameter. However, underlining the importance of well-formed closing head for the quality of the connection is the higher pull-out forces of PC-ABS compared to PP. While enabling a stronger connection against pull-out, the badly formed closing head cannot guarantee the tightness of the connections nor the resistance against shear forces. [16]

Variation of constructive notches and correlating forces via displacement [16]

Geometry of the screw-blind-rivet depending on the nominal screw diameter [16]

Comparison of the formed closing head and pull-out forces via different materials [16]
3 Motivation
While the design and functionality of the SBR have many advantages, as seen in Fig. 4, the SBR being a relatively new joining technology also creates some challenges because of the lack of research. Some of these challenges are knowledge on failure behavior, the limited experience, and the lack of knowledge on tensile shear strength. Additionally, the problem is that there are no recommendations for the process parameters. As previously detailed, tensile strength is only known for PA6 as a function of some of the independent parameters. The specific joining parameters for a material are not adaptable to other materials. [16] Consequently, any new material needs to be examined to generate new models. The solution is to expand the knowledge through further research of more materials, of other influences such as the influence of moisture and especially the tensile shear strength. The aim of the research is an application-oriented model, which provides specific process parameters and geometry recommendations based on the application and used material. Furthermore, environmental influences are to be considered through the mechanical material properties. Based on material characteristic data such as the yield strength, the model will predict suitable processing conditions and joint performance. In the final version, the short-term and long-term strength shall also be predicted.

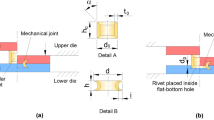
Advantages and cross-section view of the SBR
4 Experimental investigation
4.1 Joining process
This paper focuses on the joining process and the determination of the optimal forming angle in the second phase of the screwing process. Generally, the joining process can be divided into two phases. The phases are separated from each other by the head rest of the screw as shown in Fig. 5.

Phases of the SBR joining process and the correlating torque progression in comparison to a direct-screwing torque progression
Comparable to the torque progression in the direct-screwing joining process [19], the torque rate of the screwing phase of the SBR joining process increases slow and steady. The thread tightening torque rises slowly with the increase in the number of threads engaged which increases the friction. Simultaneously, the torque gradient also rises slowly because of the generally linear progression of the thread-tightening torque. When the screw head stands in contact with the substrate, the torque rises significantly. In the direct-screwing process, further screwing after the head rest builds up the elongation which leads to an over-torque and to the failure of the connection afterwards. Instead, the SBR breaks at the constructive notch when reaching a certain elongation, and further screwing forms the undercut. This is indicated by the change of the torque progression in the forming phase. An over-torque in the forming phase of the SBR will also lead to the failure of the connection.
4.2 Determination of the screwing parameters
Before conducting the experiments, the joining process parameters, such as the minimum screw-in length, the contact pressure on the screw, the screw-in speed, and the proper head deformation had to be determined. A semi-automatic Desoutter ERS12 screw stand was used which is controlled with a CVIR II unit. To build up the contact pressure, the screw stand is mounted on a linear guideway, as seen in Fig. 6. The linear guideway is then connected to two cables. The resistance of the cables can be varied to adjust the contact pressure between the screw and the SBR. Proper pressure is critical to assure proper deformation. In reference to the minimum screw-in length, investigations have shown that the forming of the SBR is successful if at least two full threads of the screw are interlocked when the screw head rests on the SBR. Furthermore, a screwing speed of 500 rpm for thermoplastics has been proven to achieve good results. As previously detailed, the head rest can be recognized by a spike in the torque gradient. As seen in Fig. 7, while the screw is driven in, the torque gradient oscillates. A spike in the torque gradient then indicates the head rest of the screw on the substrate. The head also separates the two phases of the forming process. In the forming phase which is illustrated in Fig. 8, the screwing speed is reduced to secure the correct forming of the undercut. The screwing speed for the forming process depends on the pitch and the diameter of the used screw. The forming speed is defined by the following equation:

Screw stand mounted on linear guide

Torque and torque gradient progression over the screwing process with a constant screwing speed

Speed reduction from screwing phase (1) to forming phase (2). Phases can be distinguished from each other through the head rest at (1)
In the equation, \({v}_{U}\) describes the forming speed, the rotation is referred to as \({u}_{U}\), and \(P\) stands for the pitch of the screw. In general, the pitch and the forming speed are already set by the crew. In this study, the Delta PT (manufactured by Ejot GmbH [20]), the pitch, and the screwing speed were determined with the following equations:
With the provided data from the screw specification, the required rotation speed for the forming phase was determined with the following equation:
The equation shows that the required rotation speed is increasing with the screw diameter. After the screwing speed is defined over the rotation speed via the screw stand, the formation of the undercut needs to be defined. For the definition of the undercut, the rotation angle after the head is fully engaged.
4.3 Analysis of the optimal forming angle
The initial experiments suggested that the optimal forming angle lies between 720° and 1620°. As seen in Fig. 9, if either one of the two limits are correspondingly under- or overtaken, the connection fails. On the left side of figure at 540°, the first buckling formed, but the undercut has not been properly formed. On the right side of the figure however, the screw was turned too far at an angle of 1800° so that the screw punctured the rivet at the bottom. At an angle of 1620°, the rivet remained intact. This is further detailed when the SBRs formed with an 1800° angle from Fig. 9 and Table 2 are compared. While using the same rotation angle, the undercut formed differently for PP and PA6. While the PP rivet fails at a forming angle of 1800°, the PA sample remains intact at angle of 1800. In addition, the comparison shows that the position of the constructive notch (inside or outside) as well as the diameter only slightly influences the forming angle. To further identify the optimal forming angle and the pull-out forces, additional materials were studied including low-density polyethylene (PE-LD), high-density polyethylene (PE-HD), PP, PA6, and PC. The specimen for the head tensile strength test and a typical SBR force–displacement curve can be seen in Fig. 10.

SBR with variated forming path. (screw. Ejot Delta PT, material PP)

Head tensile specimen and typical force–displacement curve for SBR connections
To determine tensile strength, the specimen is joined with two U-profiles which interlock with the tensile test grips [21]. During testing, it was found that at high loads, the SBR fails with significant displacement until undercuts separate and the connection fails. The maximum pull-out forces for varied forming angles on the example of a PA6 with a 5-mm screw can be seen in Fig. 11. It is seen that generally, the pull-out forces are proportional to the forming angle but decreases after an inflection point, again suggesting the optimized angles. The decrease in the pull-out forces after the inflection point is most likely the result of reduced remaining material strength of the rivet. If the screw is turned too far, the growing material damage leads to a decrease in the achievable head tensile strength. With the optimal forming angle, a standardization of the screw blind rivet can be achieved for further calculations. With a screw diameter, the SBR and screw pairing can be standardized from which a screw-specific equation for the forming angle can be derived:

Pull-out forces for varied forming angles
With the experimentally defined optimal forming angle, the forming path \({s}_{U}\) for different screw diameters can be determined. For example, suitable forming paths for PP and PA6 with different screw diameters can be seen in Table 3. As shown in the table, the same screw diameters of the forming path to maximize the head tensile strength differ for the various materials. This in combination with the results from Fig. 11 indicates that there is a strong correlation between the forming path and material damage. Therefore, to maximize the resulting pull-out force, the relation between the formation of the undercut and maintaining minimal material damage needs to be balanced. The correlation between pull-out force, formation of the undercut, and remaining material strength by the forming path can be seen in Fig. 12. In the figure, the formation of the undercut, the material damage, and the pull-out force are displayed by the forming path. As it is illustrated, the strength of the connection through the undercut increases with an advanced forming path.

Resulting pull-out forces in dependence of the correlation between undercut strength and remaining material strength
4.4 Predictability of the optimal forming angle
With the proper boundary conditions, a statistical model was constructed to predict optimal forming angle, based on elastic modulus, the elongation at break, the yield point, and the elongation at yield. The resulting functions of the forming angle over the specific material parameters are shown in Figs. 13, 14, 15, and 16.

Correlation of forming angle and elastic modulus for various materials

Correlation of forming angle and elongation at break for various materials

Correlation of forming angle and yield point for various materials

Correlation of forming angle and elongation at yield for various materials
As seen in the figures, there is no correlation between the forming angle and the elastic modulus, the elongation at break or with the yield point, between the optimal forming angle and the elongation at yield. However, there is a general relationship between the elongation at yield and the forming path. The elongation of yield marks the optimal point for the elongation that the rivet is allowed to experience while the undercut is formed. As seen in Fig. 17, to get the forming angle as the result of the equation, the axes had to be changed. For a good approximation regarding the optimal forming angle and the characteristic of the screw Delta PT, the following equation was calculated:

Material depending suitable forming angle (e.g., Ejot Delta PT)
With this equation, the optimal forming path for different screw diameter can also be calculated in regard of the pitch and the forming angle:
5 Conclusion
In this study a statistical model was prepared to predict proper joining parameters based on material properties for the SBR process. Knowing the elongation at yield and the screw pitch, most of the necessary joining parameters can be calculated. An insertion rate of 500 RPMs during was seen to be a suitable rate that produced relatively good results in terms on strength and full engagement. The detection of a spike in the torque gradient can be used as technique to determine when the forming process of the undercuts starts. It was shown that a 2 × factor for the standard deviation of the torque provide insight into when the screw was fully engaged. For the second phase of the joining process, the screwing speed is dependent on screw pitch. As for the optimal forming angle and forming path, both parameters can be calculated knowing the elongation of yield of the material, while for the forming path, the pitch of the used screw is also necessary.
6 Outlook
The presented results are built on the results of the research project IGF No. 19504 N. While long-term strengths have not been addressed in this publication, they can be found in the final report of the named project if interested. A large number of long-term tests on the dynamic strength of the compound have already been carried out there. In addition, a comparison of the process with other fasteners can be found in the report. For the next steps of the presented results, the determined relationship between the forming angle and the elongation at yield must be verified on further materials. This is a very time-consuming process, since on the one hand, as previously shown, only a limited number of materials are suitable for use as screw blind rivets and a large number of tests have to be carried out.
References
Kempf, A.: Entwicklung einer mechanischen Verbindungstechnik für Sandwichwerkstoffe. Unter: http://publications.rwth-aachen.de/record/60799, zuletzt abgerufen am 19.08.2020
Potente H (2004) Fügen von Kunststoffen: Grundlagen, Verfahren, Anwendungen, Hanser, München Wien
Moritzer E (2014) Entwicklung einer neuartigen mechanischen Befestigungslösung mit gleichmäßig krafteinleitendem Hinterschnitt (IGF-Vorhaben Nr. 17100 N/1), Abschlussbericht zum Forschungsvorhaben, Universität Paderborn- Kunststofftechnik Paderborn, Paderborn
Forschungsbedarf zum Fügen von Kunststoffen im Leichtbau und im Bereich der erneuerbaren Energien, DVS-Berichte Band 294, DVS Media GmbH, Düsseldorf, 2012 9 Literaturverzeichnis 83
Umformtechnik A (2017) REMFORM mehr Sicherheit in der Kunststoffverbindung, Broschüre. Arnold Umformtechnik GmbH & Co.KG, Forchtenberg-Ernsbach
DVS − Deutscher Verband für Schweißen und verwandte Verfahren e. V (2017) Direktverschraubung von Bauteilen aus thermoplastischen Kunststoffen (DVS 2241), Merkblatt, DVS-Verlag GmbH, Düsseldorf
Seneviratne L, Ngemoh F, Earls S, Althofer K (2001) Theoretical modelling of the self-tapping screw fastening process. Proc Inst Mech Eng C J Mech Eng Sci 215:135–154
DVS − Deutscher Verband für Schweißen und verwandte Verfahren e. V (2006) Blindnieten (DVS 3430), Merkblatt, DVS-Verlag GmbH, Düsseldorf
Ehrenstein GW (2004) Handbuch Kunststoff-Verbindungstechnik. Hanser, München Wien
GESIPA Blindniettechnik (2019) Internetauftritt, www.gesipa.de; Gesipa Blindniettechnik GmbH, Mörfelden-Walldorf
GESIPA Blindniettechnik (2012) Die Profis der Blindniettechnik, Katalog der GESIPA Blindniettechnik GmbH, Mörfelden-Walldorf
Friedrich HE (2013) Leichtbau in der Fahrzeugtechnik. Springer Fachmedien Wiesbaden, Wiesbaden
Moritzer E, Krugmann J (2013) Neue Methode in der Kunststofffügetechnik, Joining Plastics 2/13. DVS Media, Düsseldorf
Moritzer E (2016) Beschreibung zum Forschungsantrag. Kunststofftechnik Paderborn
Moritzer E, Hillemeyer J (2019) Experimental determination of Reduction factors for the dimensioning process of the shear tensile strength of a screw blind rivet, 77th Annual Technical Conference of the Society of Plastics Engineers (ANTEC), Detroit (USA)
Krugmann J (2016) Entwicklung und Validierung konstruktiver Merkmale bei thermoplastischen Kunststoffverbindungen mit dichtendem Hinterschnitt, Dissertation, Universität Paderborn - Kunststofftechnik Paderborn, Paderborn
Gebhardt C (2018) Praxisbuch FEM mit Ansys Workbench. Carl Hanser Verlag, München
Stommel M, Stojek M, Korte W (2018) FEM zur Berechnung von Kunststoff- und Elastomerbauteilen. Carl Hanser Verlag, Mün-chen
Onasch J (1982) Zum Verschrauben von Bauteilen aus Polymerwerkstoffen mit gewindeformenden Metallschrauben, Dissertation, Institut für Werkstofftechnik Universität – Gesamthochschule Kassel, Kassel
EJOT GmbH & Co (2003) KG: DELTA PT Schraube, Datenblatt. EJOT GmbH & Co. KG, Bad Laasphe
Grellmann W, Seidler S (2005) Kunststoffprüfung. Carl Hanser Ver-lag, München
Acknowledgements
The IGF-Project 19504N of the research association “Fördergemeinschaft für das Süddeutsche Kunststoff-Zentrum e.V. des FSKZ. Friedrich-Bergius-Ring 22. 97076 Würzburg” was, on the basis of a resolution of the German Bundestag, promoted by the German Ministry of Economic Affairs and Energy via the AiF within the framework of the program for the promotion of joint industrial research and development (IGF).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVI - Polymer Joining and Adhesive Technology.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Held, C., Hillemeyer, J. & Moritzer, E. Material-specific predicting of the optimal joining parameters for the screw blind rivet joining process. Weld World 67, 425–433 (2023). https://doi.org/10.1007/s40194-022-01382-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01382-6