
Abstract
This study aims to report the progress and latest status of the “selection of welding process” problem in terms of research, developments, and applications. In addition, it introduces guidelines to serve constructing future expert systems for the problem. Therefore, it presents an extensive literature review on the approaches used to model and solve the problem over 36 years. Hence, several findings and proposed insights are reported. The paper recommends some existing approaches based on their performance in general and literature reporting in addition to simple statistics. A structure for prospected expert systems is proposed. The paper collected and rearranged decision criteria/sub-criteria of the problem, in a manageable form, to construct a modifiable hierarchical scheme. Additional criteria were merged based on recent trends in manufacturing system evaluation such as sustainability and performability. Finally, an agenda is introduced to recognize research opportunities in this area based on prospected industrial and business revolutions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Background
Metal welding is a manufacturing process defined as “joining together of two pieces of metal by heating to a temperature high enough to cause softening or melting, with or without the application of pressure, and with or without the use of filler metal” [1]. Welded metals can be similar or dissimilar. Welding solves the problems of complex manufacturing and heavy assemblies transport. Thus, welding represents an essential process for a large variety of applications in different industries including small products to very large projects. Since the industrial revolution, a large variety of welding methods and equipment was developed.
Unfortunately, welding processes are hazardous to environment and human [2,3,4,5,6], and it is necessary to keep high provisions for sake of health and safety. The environmental dimension is considered in this paper as a planning criterion. A detailed discussion of welding engineering and technology is outside the scope of this paper. For further interest, read in Phillips [7], Bohnart [1], Singh [8], or Althouse et al. [9].
Any welding process can be applied with a variety of process designs subject to many constraints including a large number of decision criteria. From other side, some welding processes becomes dominant for specific applications with minor/major changes. Therefore, an inherent and critical problem arises at the level of manufacturing industry. This problem is the selection of welding process (SWP) for metal welding. The SWP, at the industrial level, is strictly a typical unstructured multiple criteria decision making (MCDM) problem.
Strictly, SWP is a crucial phase of welding process planning. On the first sight, SWP may be thought an easy decision task, but it is really not because of the problem nature and increasing number of welding factors besides presumable factorial interactions, which in turn evokes a non-ending know-how facing huge amount of data, information, and knowledge. The difficulty of solving SWP problem is much reported in the literature [10,11,12,13].
A common practice routine is also still that the SWP is left to the manufacturer depending on the experience of his manufacturing engineers or similar manufacturers (see Capraz et al. [14]). Hence, they consider a small list of criteria and welding processes. For larger industrial problems, this routine almost becomes insufficient [13, 15, 16] and may lead to unsatisfactory decisions and results. Several approaches were introduced to solve the SWP problem with the majority considers a few criteria and a few welding processes. Their decision panel mostly contains around three welding processes and two criteria (cost and quality limited to discontinuities). Other approaches have considered a larger number of welding processes and/or number of criteria but they are still less constructive, less automated, and less informative because of weakness of model built [13].
Early expressive approaches to the SWP problem were by knowledge-based and expert systems. As a part of welding process planning, the expert systems automate the decisions in SWP, welding process control, welding default diagnosis, and welding material selection [15]. Hereafter, several approaches were developed based on structured decision-making methods with or without knowledge-base and/or expert systems [13]. Some known MCDM methods themselves represent primitive knowledge-based systems. However, most of the introduced approaches cannot formally accommodate the real medium or large industrial problems except they represent rough plans that may fail in the most of industrial cases while they remain effective in cases at the workshop level. Review Omar and Soltan [13] and the references therein.
The literature of SWP lacks review articles. This paper represents a mixed-topic literature review, which comprises mainly welding processes and decision-making, and focuses on the SWP problem and its importance. For general, the study is intended to support four categories of specialists—welding practitioners, decision makers, decision/expert systems’ makers, and researchers. Therefore, this literature review is presented comprehensively through the fifty-six articles (1989–2022) those found worked directly on the SWP problem. The paper summaries and critically assesses the existing systems used for SWP in these articles, based on the main determinants of the problem—welding application, joint design, and alternative welding processes—and then provided suggestions to overwhelm the shortcomings of each work. The criteria and software used for welding processes’ evaluation in each article are also stated. Furthermore, these systems were reported also using statistical analysis.
The SWP problem and its developments require a great deal with information and knowledge of several complementary topics such as theory and practice of welding, MCDM systems, performability (sustainability and dependability), LCA, SLCA, LCSA, LCCA, classical manufacturing strategies (lean and agile), and recent manufacturing strategies of Industry 4.0 and prospected Industry 5.0. The latter topics are closely related and not less important than the main topic; and these topics actually shape the SWP problem and its complexity. Therefore, these topics are traced in this paper through other 140 references including books and articles. The evaluation criteria of welding processes are collected from the main fifty-six articles and others are proposed based on other references; and then all criteria are reorganized, classified, and factorized into many levels of sub-criteria. The approaches implemented for SWP are also classified up to two levels.
The declared effort finally concretes contributions represented in providing the specialists, everyone according to the concerned specialty, with six-fold benefits as follows:
-
1.
Foundations of knowledge required for SWP including the related areas in addition. That is to answer the frequent questions and make the specialists aware about the requirements of SWP task.
-
2.
Assessment of the current state of research and identification of inconstancies (gaps, conflicts, and left enquiries) of previous work of SWP.
-
3.
A comprehensive hierarchical scheme for the criteria that evaluate the performance of welding processes based on the enablers of classic and recent manufacturing strategies. It is built in a form of multi-level (criteria and sub-criteria) add-remove (modular) structure.
-
4.
A structure for cooperative expert systems to solve the SWP problem with different welding applications.
-
5.
Several insights and guidelines to construct the components (at system and framework levels) of SWP expert systems. In addition, some of the existing individual and integrated MCDM systems are recommended for this purpose based on the current study and the literature reporting.
-
6.
A suggested agenda for future research according to the current findings and future aspirations in manufacturing strategies.
The remainder of this paper is organized as follows. Section 2 presents a detailed literature review on the approaches adopted for the SWP problem. Significant findings are reported in Section 4 with simple statistical analysis. Section 5 clarifies the problem statement and presents essential insights. Section 6 proposes a guiding structure for prospected expert systems of SWP and presents a hierarchical scheme for decision criteria of the problem. Concluding remarks are presented in Section 7. Finally, Section 7. summarizes proposed future scopes for research. An Appendix is attached including four tables: Table 2 for existing approaches used for SWP, Table 3 for decision criteria adopted in the literature, Table 4 for abbreviations of welding processes investigated for selection in the literature, and Table 5 for distribution of articles on SWP by publications.
2 Approaches used for SWP
For the purpose of this paper, the most appropriate approaches that used to model and solve the SWP problem will be categorized and summarized chronologically as follows.
2.1 Conventional approaches
The early appropriate work was started by DME and MEL-CEGB, UK, in year 1985. Such cooperation yielded many experimental advisory expert systems for SWP for welding thin walled stainless steel pipework such as WELDEXS II in year 1987. Lovegrove et al. [17] traced these early studies and developed the two-phase software WASPS by enhancing the design of WELDEXS II. They incorporated an AI language scheme with a user-friendly interface and a modular database and knowledge-base structure. The first phase highpoints the list of feasible functioning processes based on principal technical criteria; then, the second phase selects the best process in the feasible list through the cost and failure rate analyses. Lovegrove et al. really introduced a valuable demonstration for a flexible interactive expert system shell; even it is classic. It should not be neglected in the area of SWP; nevertheless, many following authors have not beneficiated this in spite of the weighty development of computer science and technology [13].
Hereafter, Darwish et al. [15] developed a simple knowledge-based system to highpoint and then rank candidate processes under specific circumstances. They prescreened and incorporated thirty processes for seven criteria, applied to several industrial cases each with a different number of candidate processes. Yao et al. [18] developed an APM-expert system for welding design and process planning including SWP. Their knowledge-base is designed such that the welding features are generated first and then the SWP is completed for other five criteria. Yao et al. did not show any application or mention any stored information about available applications or welding processes.
Silva et al. [19] formulated the cost (four components analyzed into eight components) and quality (six components) in two separated additive indexing formulas and examined six processes. First, they set the principal ten welding parameters for each process at the acceptable conditions and then calculated the corresponding four electrode variables. They carried out analysis of cost sensitivity to evaluate the effect of radical cost components beside the operating (duty) factor on the total welding costs. They reported the operator salary as the most impactor on the total welding cost of the expermented processes at the given parameters’ set. Silva et al. did not show a way for finding a final integrated index for both criteria. Their approach represents a technical propasal for finding a balance between quality and cost based on the two formulas in a sequential manner that does not ensure the priority of each process to be selected. However, Silva et al.’s routine can be followed to construct database and knowledge-base for a basic expert system or a MCDM system.
Brown et al. [16] constructed a two-phase knowledge-based system consists of a selection matrix used as a first-level filter followed by advice sheets called PRIMAs [20]. (Each PRIMA maps only one process based on four bundles of criteria—process variations, economic considerations, design aspects and quality aspects, in addition to process technical description, feasible material types and typical feasible applications.) This system is used for joining process selection including SWP, in early stages of the product design, implemented in a software with user interface of five screens. First, the matrix pinpoints candidate processes based on only four sub-criteria—material type, material thickness, degree of joint permanence and production volume. Then, the PRIMAs are followed as a second-level filter to enhance the selection. They reclassified the decision criteria, in another, way into five bundles factorized into sub-criteria. They applied to three designs of an industrial case. Their results pinpoint seven welding candidate processes without further selection. Brown et al.’s approach stays as just an advisory scheme and it is found limited to very small problems because of its intricate knowledge-base that cannot be easily used to automate the SWP. Thus, they themselves proposed further developments using a search algorithm to enhance the process selection.
Mononen et al. [21] carried out workshop welding experiments to compare two processes based on annual welding cost and productivity, with steady process and economic variables with two machine options for each process. They considered production time as the main determinant of both criteria. They factorized the cost into two lower levels of sub-criteria. Each cost component was computed as a function of the corresponding estimated process and economic variables. The results of workshop experiments, such as that of Mononen et al., represent a critical source for constructing robust relational databases in practice. That is necessary for building knowledge-based and expert systems, and advanced hybrid systems. Nevertheless, especially for large problems, this class of work is not independent enough to make sound SWP decisions without adopting one or more reliable decision-making engines.
Esawi and Ashby [22] described a two-phase four-step knowledge-based system embodied with a software for joining process selection including SWP. It consists of an established search engine linked with a created relational database (linked data tables) contains process parameters, inputs, outputs and selection (decision) criteria based on welding processes, material, joint design (geometry and mode of loading) and other related factors. The search engine candidates the processes that satisfy design requirements of material and joint. Then, candidates are ranked based on either relative equipment cost or production rate as relevant. They mentioned nine welding processes in an application. Unfortunately, their database misleads because of inherent confusing mix between the process parameters, inputs, outputs and selection criteria. Esawi and Ashby’s approach can be enhanced by reconstructing its database and integrating a MCDM system because it is still limited to small problems.
Correia and Ferraresi [23] presented a methodology based on only two cost criteria—operational cost and non-quality cost and applied to two processes. The operational costs were calulated through simple tradational formulae. Then, to quantify the inherent non-quality costs, they followed a five-step optimization methodology proposed by Ribeiro and Elsayed [24]. Mainly, they formulated an objective function (gradient loss function) based on Taguchi loss function. This function is composed of three terms account for deviations from quality target values, variations of quality response variables (non-controllable or noise factors) and variations due to fluctuations on process variables (controllable factors), respectively. They followed the experimental design (full factorial design) and response modeling to find the best values of process parameters (gap between plates, contact tip work piece distance and travel speed were concerned). This methodolgy sets the process variables and selects the welding process such that the non-quality cost is minimized in the way that reduces deviations from quality targets, and increase the robustness to response variables and to process variables oscillations. Thus, it is recommended here to be followed to construct databases and knowledge-bases for other decisive systems and can be further used to develop PRIMAs. However, it cannot be used uniquely to solve large indusrial SWP problems, i.e., with more number of criteria and welding processes.
Keane et al. [25] used a simple statistical analysis to compare five processes for two criteria, health and cost. They carried out welding experiments and measured hazardous generations for each process and presented the costs non-quantitatively. However, in general, simple statistical analyses are helpful for databases construction and making primal decisions, but they cannot be relied on for making final decisions in SWP problems. Also, see Keane [26].
Olabode et al. [27] examined eight processes for seven criteria factorized into sub-criteria. They described a simple two-phase approach that excludes unsuitable processes first based on two criteria. Thus, some joint types and processes leave the selection after the first phase. The second phase weights the candidate processes for five criteria using an ordinary rating formula. For each criteria versus each candidate process, they assigned two individual rates—importance level and advantage level. The multiplication of both rates yields a rate called process impact factor, which is summed over all criteria to yield a final rate for each candidate process. Their approach is not strongly decisive and cannot be relied on independently; nevertheless, Olabode et al. reviewed and introduced critical information that can be considered when constructing relational databases in advanced knowledge-based systems.
Continuing experimental works, Campanelli et al. [28] investigated two processes for joint quality factorized into four sub-criteria. Finite element analysis were used for process parameters, and experimental tests were carried out to assess quality sub-criteria, but no aggregate process scoring appears. Also, Hovanski et al. [29] compared three processes for three criteria, including joint quality, factorized into sub-criteria based on testing without final process index. These types of experiments would be more decisively analyzed with indexing formulae or MCDM systems.
Silva et al. [30] experimentally compared, in four steps, two processes for joint quality as a function of energy consumption. First step is pretesting where normal operating conditions and primal process variables were determined, and then a repeated factorial experiment was designed at two levels of energy (low and high) obtained by adjusting energy variables. Second is executing the experimental design on specimens in random sequence. Third is measuring the welded specimens for process responses (joint quality elements). Fourth is interpreting each process response separately based on process energy relationship (main and interaction effects with estimates). As a result productivity and cost can be analyzed in conjunction with energy and quality. They did not end with an overall score for each process to enable manipulating larger problems. However, this experimental work represents a significant contribution to SWP in constructing database and knowledge-base for MCDM systems.
Bagheri et al. [31] comparatively experimented three processes, under different welding, conditions, for the joint quality. Taguchi method and ANOVA were used to optimize the welding parameters. Sub-criteria were measured based on testing, diagrams, and simple equations. The results were discussed based on the values of sub-criteria without submitting a final scoring for each process.
2.2 MCDM systems’ approaches
2.2.1 Single MCDM systems
Some individual MCDM systems were directly demonstrated for SWP without introducing further development, experimental work or methodological recommendations such as Balasubramanian et al. [32] who simply used AHP to differentiate three processes based on nine qualitative criteria considering other criteria to be equal. They did not introduce a clear procedure for assessment of criteria. The AHP is found popular system for solving the SWP problem in spite of an inherent obstacle that is the need for judgmental weights for criteria.
Rao [33] used an example to demonstrate individual MCDM systems, namely GTMA, SAW, WPM, AHP, and TOPSIS, for SWP. Rao did not introduce any recommendation further. Chakraborty and Zavadskas [12] explored the WASPAS method to solve eight manufacturing decision problems including SWP and demonstrated three processes for six criteria, which were formerly weighted using AHP by Rao [33]. Attri and Grover [34] applied the PSI system to the case of Rao [33] and reported that PSI outperform other ten individual MCDM systems. Kim et al. [35] simply applied AHP and ANP to eight processes for five criteria. Saluja and Singh [36] investigated four processes for five criteria using AHP. Also, Daniyan et al. [37] simply differentiated four processes using AHP; also, see Daniyan et al. [38].
Dhanaraj and Rathinasuriyan [39] simply used AHP verified with the software “SuperDecision 3.2”; that is to differentiate three processes for eleven criteria. They expressed that a team of nine experts tackled the designation of evaluation criteria (based on literature) and pairwise comparisons (through a questionnaire) for AHP requirements. This class can be further considered but as a guiding or an advisory direction for the SWP problem.
2.2.2 Integrated MCDM systems
Goel [40] developed an integrated learnable neuro-expert system for making decisions in welding including SWP. He experimented four processes for eleven criteria. In spite of some shortcomings and complexity of extensions, Geol’s approach is a fairly strong and outdoes those former because it well details and organizes all problem factors for various jobs. In addition, it is able to correct old information by continual validation of the output of the neural network through the expert system as a user-friendly interface. Thus, it replaces the inconsistent rules with new ones after learning the neural network that makes this approach able to fit different welding conditions.
LeBacq et al. [41] constructed a two-phase fuzzy knowledge-based system for joining process selection including SWP, implemented in a software. Their system is actuated with an interactive expert questionnaire for supplying requirements in terms of criteria that is directly referenced to detailed parallel databases including matrices of compatibility. The database includes information about twenty welding processes versus sixteen criteria factorized into sub-criteria. The first phase finds the list of functioning processes, and the second phase ranks this list using fuzzy weighted averaging. They applied to an industrial case study. LeBacq et al.’s system is not independently decisive whereas its database and knowledge-base can be used successfully as a module of more advanced systems after completing several arrangements for decision criteria and process parameters (there are some mix between criteria and process parameters).
Ravisankar et al. [10] described a simple combined ABC-AHP system to select amongst three processes for ten criteria while they mentioned other criteria without inclusion. Although they included the cost, they strictly recommended their approach for the cases of nearly alike quantitative criteria. This approach does not represent a move far off AHP.
Balasubramanian et al. [42] used a combined IPM-AHP system to differentiate five processes for eight criteria in two phases in five steps. They mentioned but not applied other four criteria to be considered as qualitative. The first phase differetiates the processes based on quantitative criteria and qualitative criteria separetly. The AHP is assigned to qualitative criteria while a quatitative criterion is weighted by a simple method (reciprocal divided by summation of reciprocals). The second phase combines both types of criteria, based on a final relative weight for each type, through an IPM rating to select the best process. This approach can be used easily to breakdown large problems even with sub-criteria but it does not gurantee firm decisions. Singh and Rao [11] proposed an integrated AHP-GTMA system, in six steps, for industrial alternative selection including SWP. First they constructed what called “decision matrix” to relate each criterion (quantitative and/or qualitative) criteria versus each process with a value for performance or measure of performance. This matrix is then normalized. The AHP is used to quantify the relative importance matrix of criteria, which is then used with the normalized decision matrix to form a matrix, called “alternative selection attribute matrix” for each process. A permanent value called “index score” is calculated by processing each alternative selection attribute matrix using GTMA. (Also, see Rao [43].) They examined three welding processes for ten criteria (the application case of Ravisankar et al. [10]). They mentioned other criteria but not used. This approach represents a fairly step move beyond AHP; but however, it does not introduce further guarantee for reducing uncertainty of subjective weightings.
Jafarian and Vahdat [44] proposed an integrated fuzzy-AHP-TOPSIS system in ten steps. They ranked nine processes based on ten criteria factorized into sub-criteria. The processes were related to criteria based on experts’ guidelines from SME-H in two lingustic subsets. The fuzzy-AHP assesses the criteria weights and the weights of processes for each criterion, from which TOPSIS completes the processes’ ranking. (Based on three field experts and guidelines, criteria were pairwise related.) They carried out sensitivity analysis for five conditions; each reflects concurrent situations of three criteria of external type (criteria impacted by investors’ and customers’ needs), capital cost, operator factor and deposition rate. Thus, each condition changes the favorability of all processes. The approach of Jafarian and Vahdat can efficiently and effectively meet the SWP problem except that it suits limited circumstances; however, it promotes to a framework level. Furthermore, it can be considered as a strong one and can be further extended with modifying its knowledge-base.
The fuzzy-AHP-TOPSIS system is advocated by following authors—Sánchez-Lozano et al. [45], Omar and Soltan [13], and Saluja and Singh [46]; that is promoted by Omar et al. [47] with additional integration. The authors of this paper also highlighted this system to be an integral part of expert systems of SWP.
Mirhedayatian et al. [48] proposed an integrated fuzzy-DEA-TOPSIS system, in five steps. They built their approach based mainly on both CCR DEA model [49] and DEA-TOPSIS sytem of Wang and Luo [50]. Their approach exploits the principal of DEA; that it compares each decision unit with two virtual extreme decision units (ideal and worst). The relative performance between criteria and processes was obtained from literature in two lingustic subsets exactly as Jafarian and Vahdat [44] followed. Comparison criteria are classified into two groups—minimizing criteria as input to DEA and maximizing criteria as output of DEA. They constructed and solved four sequential DEA’s formulations yielding an efficiency score for each process, and both efficiency scores of ideal and worst decision units of all processes. The latter values are substituted into the “relative closeness model” of TOPSIS to rank the processes. Mirhedayatian et al. examined eleven processes for ten criteria factorized into sub-criteria. The application was done over four cases for the purpose of sensitivity analysis. (Notice that the differentiation efficiency of basic DEA is low, but the authors overcome this shortcoming by using the TOPSIS system.) The salient advantage of this approach is that it does not necessitate any preset weights for criteria as it uses DEA; nevertheless, it is limited to specific circumstances. Also, Mirhedayatian et al.’s approach promotes to a framework level in spite of its shortcomings; and they further introduced useful practice information.
Capraz et al. [14] carried out field experiments and used the integrated AHP-TOPSIS system to distinguish five candidate processes based on eleven criteria. Academic and industrial experts, through real meetings, identified the candidate processes, criteria and criteria relative importance. Then, they determined the criteria weights using AHP. Each expert independently evoked a performance value for each process versus each criterion. These values were averaged over all experts; then, the obtained averages beside criteria ranks were fed into TOPSIS to complete the ranking of candidate processes. Capraz et al. did not add further development to the former AHP-TOPSIS, but definitely they contributed to the practice. Their work, to some extent, is similar to Jafarian and Vahdat [44] with less guarantee for criteria weighting and process ranking.
Sánchez-Lozano et al. [45] adopted the known structure of integrated fuzzy-AHP-TOPSIS system [44], in seven steps, to differentiate five processes for seven criteria aided by a two-stage survey of three field experts (“pseudo-Delphi technique” was followed for experts’ knowledge extraction). Fuzzy-AHP was used to weight the criteria. The processes were weighted versus quantitative criteria based on literature extreme values, and versus qualitative criteria based on experts’ knowledge. Then, the final process ranking was obtained through fuzzy-TOPSIS. (Experts’ homogeneous aggregation policy was adopted to aggregate individual experts’ judgments.) Other computational properties are similar to [44].
Wardana et al. [51] proposed an integrated fuzzy CCP-CCR-DEA system, in five steps, with a simple database, and applied to six processes for fifteen criteria. The performance of each process versus each criterion was evaluated based on averaging the assignments of both academic and field experts. Each expert assigns three values (pessimistic, most likely, optimistic). They constructed and solved one DEA formulation. They introduced valuable database contents even simple. Their system demonstrated higher efficiency than conventional DEA, but further integration with a higher level of MCDM systems such as TOPSIS is still needed. Wardana and Warinsiriruk [52] proposed an integrated DEA (CCR)-TOPSIS system, in five steps, and applied to typical case (same database surveyed by same experts) of Wardana et al. [51]. They constructed and solved four sequential DEA’s formulations yielding the efficiency scores of processes. Then, the latter values substitute in the “relative closeness model” of TOPSIS as a final process scoring. The properties of Wardana and Warinsiriruk’s approach is a drop of Mirhedayatian et al. [48]. If an integration is made between fuzzy CCP-DEA and DEA-TOPSIS systems, it would outperfotm other systems.
Wardana et al. [53] proposed a framework based on integrated p-robust-CCR-DEA system with main four steps. That represents a reduction (fuzzy CCP was omitted) for the framework developed by Fasanghari et al. [54]—integrated p-robust-fuzzy CCP-CCR-DEA system with main five steps. Efficiency scores were estimated based on weighted experts’ assignments to solve independent conventional DEA’s models where the DEA model run separately for each expert. Then, the results are fed into the integrated model to aggregate a final efficiency score for each process. They examined six processes, with a simple database, for ten criteria with existing experts’ opinions (five from academia and five from field) with sensitivity analysis over three investor’s scenarios. As Fasanghari et al. [54], they reported the discrimination weakness of conventional DEA and further proposed integrating TOPSIS system to strengthen the decisions.
Wardana et al. [55] augmented the framework of Wardana et al. [53] to meet the framework of Fasanghari et al. [54] who developed and included the integrated p-robust-fuzzy CCP-CCR-DEA system. Such integration encounters uncertainty and increase discrimination power of DEA in group decision-making. (p-robust technique encounters “ambiguity” due to overlapping of experts’ opinions, and fuzzy CCP encounters “vagueness” of fuzzy input and output due to lack of precision in experts’ opinions.) Two groups (three processes; four processes) were evaluated separately for the same application for thirteen criteria. Five experts’ opinions were adopted for DEA input and output under three fuzzy credibility levels. Each expert assigned pessimistic, most likely and optimistic values for relative performance between processes and criteria. Intuitively, efficiency scores obtained at each credibility level yielded a final process ranking. Thus, such ranking would be enhanced if the efficiency scores were obtained at a wider range of credibility levels subjected to relevant statistical analysis before ranking. In spite of complexity, the efficiency of this framework would be increased if a system like Mirhedayatian et al. [48] is integrated in addition.
Saluja and Singh [56] directly used AHP and integrated AHP-TOPSIS systems to compare three processes for five criteria. No further development or experiments were introduced. Also, Saluja and Singh [46] directly used the integrated fuzzy-AHP-TOPSIS system in eight steps to compare five processes for five criteria. The manipulation of Saluja and Singh [46] is less strong than that of Jafarian and Vahdat [44] in terms of data sourcing, criteria analysis, fuzzification, and reduction of information “uncertainty and vagueness” as a result, even the application is different.
Omar and Soltan [13] developed a two-phase integrated framework, in a portable software, for solving the SWP problems of industry. The first phase candidates the relevant functioning processes based on a family of nine criteria. The second phase is an integrated stepwise system consists of a fuzzy-AHP system and a fuzzy-TOPSIS system; that is for weighting the selection criteria (a family of seven criteria) and ranking the candidate processes. An opened accessible database and knowledge-base is constructed to accommodate all data and rules required for both phases. Currently, the database contains forty nine processes and it can be enlarged. This framework is examined for different applications.
Omar et al. [47] developed a system named FAQT incorporated into a three-phase framework with twenty one steps, and then automated as a portable software. The FAQT integrates fuzzy, AHP, QFD, and TOPSIS systems. It considers the customer satisfaction of welded parts and welding process in the SWP problem modeling. (The process owner is thought as the customer.) The QFD (a quality tool) is employed to relate the customer requirements, as end criteria, to the technical criteria. Thus making it guaranteed to fulfill the customer requirements by the selected process. The fuzzy-AHP yields fuzzy weights for the customer requirements by relating themselves through fuzzy numbers. Then, fuzzy-QFD yields fuzzy weights for the technical criteria based on the weighted customer requirements, and relative importance between technical criteria themselves and their importance relative to customer requirements through fuzzy numbers. Finally, fuzzy-TOPSIS yields ranks for the available welding processes by relating the weighted technical criteria and welding processes through fuzzy numbers. For application, they adopted the case described in Jafarian and Vahdat [44] as a base, which is enlarged and reconstructed by merging customers’ requirements. Therefore, to weight the customers’ requirements, they consulted additional three field experts and retraced the literature. Omar et al. also examined the sensitivity of their framework to potential changes in experts’ assignments for importance of customer requirements following one-at-a-time method.
2.3 Sustainability approaches
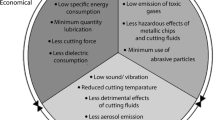
Sustainability becomes vital for friendliness manufacturing. Definitions of sustainability differ according to existing categorization standards of sustainability indicators such as NIST [57,58,59]. Additional review on sustainability indicators for manufacturing is found in Huang [60], Song and Moon [61], Murad et al. [62], and Swarnakar et al. [63]. However, the sustainability stands mainly on environmental, economic, and social pillars; while other elements can be considered. The relationship between such pillars can be alternatively realized as shown in Fig. 1 [64,65,66]. In the matter of fact, the environmental pillar is the most critical because of its significant mutual effect with other pillars. The environmental impacts are almost defined, assessed and weighted in three categories: proxy, midpoint, and endpoint according to ISO 14040/14044 standards [67].

Relationship between basic pillars of sustainability
Studies on sustainability can be considered convenient if they were performed through the framework of LCSA methodology (it mainly combines LCA, SLCA, and LCCA methodologies). Commercial generic purpose software are available for LCA such as SimaPro, GaBi, Umberto, Impact, and OpenLCA [68,69,70,71].
The central determinants of sustainability in welding include welding process (type, design, and variables), energy, materials, joint design, and application type and location. That has direct effects on welding workspace and personnel therein (internal effects), surrounding community (external effects), and product quality and cost; that in turn is critical to the survival of a manufacturing organization concerned with welding. Golbabaei and Khadem [72] explored methods for assessment and control of air pollution yielded from some welding processes. Mehta [73] summarizes sustainability hindrances and solutions of some welding processes; that is found useful for the current purpose. Further discussion on sustainablity of welding is found in Mehta [73] and Narayanan [74] for some welding processes.
Several authors in the SWP literature included one or more of sustainability pillars. At least the environmental pillar should be considered to direct a welding process towards sustainability. Some approaches in this category also comprise MCDM systems.
Yeo and Neo [75] introduced a simple combined HHS-AHP system and applied to two processes for six criteria including welding environment. As known each welding process releases emissions with a specific level of danger on human beings in site.Their work focused on the welding environment criterion based on seven health indicators versus five phases of hazardous emmissions of ten materials. They also discussed the emmission forms as grit, dust, mist and smoke. They used HHS system to measure the adverse influence of welding emissions. Each indicator is considered for the five phases of each material in what is named phase matrix. Their approach demonstrates a way for analyzing the environmental hazard effects on the health of operators. Thus, it seems to be the first approach considered an element of sustainability in the SWP problem. Nevertheless, it does not raise the level of decision-making or availability for extension to larger problems.
Chien et al. [76] proposed a methodology, in two steps, to kinematically differentiate constrained joining processes including welding based on two sustainability criteria (environment and cost). As usual, energy consumption and material flow were considered as sustainability determinants. They used LCA over two life stages (raw material and processing), and LCCA over three life stages (raw material, processing, and end-of-life) to assess both potential environmental midpoint impacts (in one chosen impact category) and cost, respectively. (All data were sourced from literature including software.) Tensile stress-fatigue life plots were used to map the relative “joint kinematic performance” of each process for constraints. Box plots were used to separately analyze cost and environmental impact. The results of both LCA and LCCA are used to formulate Pareto sets and continue Pareto optimality. Each process is then scored by a two-component weighed function. This methodology is efficient but for small problems and requires integrating a higher level MCDM system.
Dawood et al. [77] carried out several experiments to differentiate two processes for five criteria (including environment), factorized into subcriteria, in a specific application. The criteria were assigned performance values as results of testing at different process variables. The calculation is based only on individual field and test formulae of input and assessed output. Such way of selection is exhaustive and not decisive, escpecially with larger problems. It does not comprise even a tabulare form for data to reveal the relationships between the problem factors; and it does not yield an overall score/index/weight for each process over all the concerned criteria. Neverthless, Dawood et al.’s results can be considered as a data source when constructing databases for expert systems.
Shrivastava et al. [78] experimentally measured the energy consumption over joint creation stages (pre-welding, welding, and post-welding) for two processes. The LCA methodology was also used to assess the potential environmental midpoint impacts (in six chosen impact categories) based on process inputs and outputs (life cycle inventory). Process variables were fixed over specimens of each welding process. They considered in addition some geometric aspects, tensile strength, joint failure and material saving. Unfortunately, they did not establish an overall index that integrates both criteria although a strict relationship necessarily exists between energy consumption and process emissions. The experimental work of Shrivastava et al. can be considered to construct a comprehensive database/input for MCDM systems to enlarge the sets of processes and criteria; but it cannot be further used independently for industrial SWP problems.
Chang et al. [79] compared four processes for sustainability. They experimentally applied the LCA (CML 2001 LCIA model), aided by GaBi 6.0 (2014) software, and SLCA, respectively, to evaluate potential environmental midpoint impacts (in four chosen impact categories) and social & socioeconomic impacts (in two chosen impact categories). Both criteria are factorized into sub-criteria. The experiments were carried out such that each process performs a specific application with a relational steady setting of process variables. The LCA results were based on a functional unit of 1-meter weld seam. As a phase of LCA, the components of life cycle inventory were individually quantified. Then, they quantified potential fume health risk (an environmental endpoint impact category) of each process. Environmental sub-criteria were individually quantified and interpreted (some sub-criteria were discussed subjectively). Furthermore, they discussed the processes based on other criteria, those were not explicitly framed. Notice that they considered the socioeconomic aspects as health and salary while health is physically related to the environmental impacts. However, an overall index was not formulated for processes; and the mutual effects between environmental and socioeconomic criteria were not firmly evaluated. (Also, refer to Sproesser et al. [80].) The work type of Chang et al., to some extent, belongs to that work category of Shrivastava et al. [78].
Sproesser et al. [81] followed the practice of Chang et al. [79] with some differences. They adopted the same state-of-the-art welding technologies, with some changes in machine’s set and method of use in addition to changes in base metals and filler material. They experimentally applied LCA (CML 2002 LCIA model), aided by GaBi 6.0 (2014) software, to evaluate potential environmental midpoint impacts (in four chosen categories) and adopted, for sensitivity analysis, three scenarios for “electricity mix and filler material” data. Other criteria were also discussed. Fume emissions were reported from the literature, but fume health risk was not evaluated. The functional unit of LCA was taken also 1-meter weld seam. Computational shortcomings are as Chang et al. [79]. For instance, a salient disadvantage is missing an overall index for each process that necessitates using MCDM systems. This study reported that energy consumption and filler material contribute to higher impacts followed by electrode coating consumption, especially with MAW technology. However, all studies, which comprised safety, health and/or environment in their criteria, have concluded that the manual welding technologies convey much higher risk than the automatic technologies. A step forward sustainability, the same authors Sproesser et al. [81] applied both LCA and SLCA in Sproesser et al. [80] to the same welding technologies.
Sproesser et al. [82] followed the practice of Chang et al. [79] and Sproesser et al. [81] with differences. (Three papers were mutually by the same research group.) Then, they presented an integrated LCA-WSP system in three steps and differentiated two processes for one criteria—a subset of sustainability (potential environmental midpoint impacts (in two chosen impact categories) and economic impacts (welding cost was chosen)). That is in addition to complementary criteria. First, they experimentally applied LCA (CML 2001 LCIA model), aided by GaBi 6.0 (2014) software, to evaluate the environmental impacts, while fume emissions were estimated according to rates (based on power range and transfer mode) from the literature. (The LCA functional unit was agreed 1-m weld seam.) The system includes three mathematical models. The first model is an affine function (slope and intercept) of seam length used to evaluate the performance value of each process versus each of the three sub-criteria over the life cycle stages. The second model is a non-dimensional transform for the affine evaluation function. The third model represents a MCDM weight space for the processes and sub-criteria, which is built based on the latter function. Then, a WSP approach is applied to determine a weight space partition for the processes at each of three scenarios of the seam length. (In WSP, the criteria is schemed pairwise on axes versus processes.) However, Sproesser et al.’s system is limited to very small problems because of complexity of WSP approach and difficulty of formulating an overall index.
Sangwan et al. [83] used LCA to assess potential environmental impacts sourced by training courses of two processes. They used “CML 2001 LCIA model” for midpoint impacts (in thirteen chosen impact categories), in three life stages. In addition, the LCIA model “Impact 2002+ 2.2” [84] is used for endpoint impacts (in four chosen impact categories), in four life stages. The software “Umberto NXT Universal” and “ecoinvent Database 3.0” was adopted to model and evaluate material and energy flows along the life cycle. For LCIA, they followed three knowledge spheres (see Bhakar et al. [85]): technosphere (yielding inventory table); ecosphere (linking inventory table with damage categories); valuesphere (combining the damage of all life stages in a single indicator for each damage category). They reported from the midpoint analysis that the “raw material stage,” in which welding equipment and other welding requirements were manufactured, is most contributing to all impact categories because of steel used, followed by the “use stage” (because of energy consumed and fumes generated). They did not differentiate the two processes but supplied useful database information that can be used when considering both processes as a combined contributor to environmental impacts.
Epping and Zhang [86] compared two processes in transition phase (transitioning a manual process to an automatic process) based on sustainability. On a typical SME, they applied LCA using “ReCiPe 2008 LCIA model” [87] aided by the software “GaBi” and “ecoinvent Database” to assess potential environmental midpoint impacts (in sixteen chosen impact categories) and potential environmental endpoint impacts (in two chosen impact categories). (Review Chang et al. [79] and Sangwan et al. [83].) They also assessed social and socioeconomic impacts (in two chosen impact categories) applying SLCA. In addition, economic impacts (three main categories) were assessed using LCCA. Potential fume health risk (an environmental endpoint impact category) of each process was also calculated. All assessments were based on a functional unit of 0.3-m weld seam (here, the welded part length). Beside sustainability, some transformative factors were approved. They integrated the three assessment methodologies into a decision framework for transition plan implementation, but unfortunately, an overall score formulation did not appear for each process. However, they recommended, but not showed how, assessing what is called “violation cost” for negative environmental impacts of automatic process to make profit comparison between processes. Furthermore, they proposed using the PROMETHEE system or an optimization method with their framework for having a final decision.
Saad et al. [88] developed an integrated framework to evaluate manufacturing processes based on the sustainability assessment represented by environmental, economic, and social dimensions. That can be used for SWP. They referred to common international categorizations of sustainability indicators from Joung et al. [58], and focused on NIST indicators. They proposed using a package of EWM, Min-Max method, Z-score method, and MCDM systems (AHP; ANP; GRA; TOPSIS; ELECTRE) for weighting, normalizing and aggregating a score for each process. Then final ranks can be obtained based on aggregated/integrated sustainability scores. Strictly, each MCDM system finally gives an independent rank for each welding process. They suggested to conduct sensitivity analysis on the aggregated weights of the considered processes using from a package of four methods (one-at-a-time, linear regression, differential, and index). The main merit of Saad et al.’s approach is reducing ambiguity and vagueness (EWM, GRA and ELECTRE) especially for subjective weighting. It can be further enhanced by using fuzzy values.
Bevilacqua et al. [89] used the LCA (CML 2002 LCIA model), aided by a software of “Impact 2002+ 2.2” [84] to evaluate the potential environmental midpoint impacts (in six chosen impact categories) of three processes. They referred to experiments done by them previously, and performed additional experiments to analyze the effect of process variables on such impacts. Two functional units were defined for LCA—service maximum non-failure tensile force and 1.7-meter weld seam. They collected and evaluated all process inputs and outputs (materials and energy flows) and carried out their analysis over joint creation stages (pre-welding, welding, and post-welding). They focused the effect of energy consumption and tool geometry evolution, and analyzed mechanical properties and reliability of joints and other output events of equipment and tools. They also defined a performance index considering both environmental impact and ultimate tensile strength of joints. Unfortunately, they did not introduce an overall environmental impact index for each process at end of joint creation lifecycle. Such shortcoming can be easily overcome using for instance MCDM systems. Bevilacqua et al.’s work enlarged that of Shrivastava et al. [78].
Favi et al. [90] implemented aLCA [91] to compare five processes based on potential environmental impacts. (aLCA considers incidences related only to product.) A functional unit of 1-m weld seam was adopted. Sensitivity analyses for midpoint impacts was performed over a variety of process features, and then for process parameters. They designed two welding scenarios: two configurations of joint and base metal thickness, and four configurations of base and filler material. A configuration was agreed as a comparison baseline. They defined eight proxy impacts. Over two life stages, they used “CED LCIA model” to assess and analyze the contribution of energy consumption to the midpoint impacts, and used “ReCiPe 2016 LCIA model” [92, 93] for both midpoint impacts (in eight chosen impact categories) and endpoint/damage impacts (in three chosen impact categories).
Favi et al. prepared the life cycle inventories and process parameters from available product engineering design documentation and literature through a data framework. Other criteria were preset and not used directly for comparison. Results of such studies become necessary for SWP during early product design phases. Unfortunately, the damage impacts were not quantified. As most of welding environmental studies, an overall process score was not formulated. The framework introduced by Favi et al. [94] for environmental assessment can be considered a valuable complementary work to that of Favi et al. [90].
Chucheep et al. [95] experimentally compared two processes based on quality and two sustainability criteria (environment and cost). Energy consumption and slag were estimated while fume emissions and noise values were picked up directly from the literature. The environmental impact assessment was considered as in Choi et al. [96]. They ended with values for total cost with breakeven analysis, and potential fume health risk [79] by a simple approach using traditional formulae maintaining a functional unit of 0.138-meter weld seam, while quality was assessed in two (qualitative and quantitative) categories. However, an overall score was not yielded for each process and the features of MCDM is missed.
Saad et al. [97] applied experimentally their “integrated framework” of Saad et al. [88] that developed to assess manufacturing processes based on sustainability. They activated environmental (four indicators), economic (four indicators) and social (two indicators) dimensions. That is in addition to physical performance dimension (four indicators) of “joint and base metal” accounting for the joint quality. All indicators were categorized as beneficial or non-beneficial. The knowledge-base was engaged with four welding processes. For each process, three samples were experimented at fixed parameters. Some indicators were measured experimentally and others were obtained from literature. All process parameters were also set according to recommended ranges in literature. The EWM was used to weight all indicators, and then three MCDM systems (GRA; TOPSIS and COPRAS) were implemented independently to normalize and aggregate such weights to obtain normalized decision matrices and in turn obtain a single score for each process. Saad et al. found that FSW is the most sustainable in their study. They checked the robustness of the solutions with a sensitivity analysis method (one-at-a-time method) to assess the change of the final aggregated score given by each MCDM system versus small changes in energy consumption and welding time. They further proposed integrating LCA method with their framework.
Jamal et al. [98] proposed a methodology for sustainability assessment. That was adapted and applied experimentally to compare three processes for sustainability in four categories—environmental, economic, social, and physical performance—based on NIST standards with modification. They determined corresponding indicators inside each category. Each indicator is formulated and measured ending with a final score for each category. An overall sustainability score is formulated and computed for each process. This methodology is seen independent, fairly comprehensive, and helpful. It would be further strengthened with using MCDM systems, and LCA, SLCA, LCCA, and LCSA methodologies.
Golubev and Meyer [99] implemented experimental testing and LCA to distinguish four processes based on quality and two sustainability criteria (environmental impacts and economic impacts (time and cost)). The three criteria were factorized into sub-criteria. The software “GaBi” was used to evaluate the carbon footprint (yield of proxy impacts). Radar chart is used to demonstrate the comparison criteria without a clear overall scoring that necessitates using formulae or decision systems.
2.4 Related studies and books
Some studies are found worthwhile to the current purpose even they did not explicitly focus on the problem of SWP or welding processes’ comparison. For instance, Vimal et al. [100] proposed a methodology, which can be used to model, evaluate and implement sustainable manufacturing strategies, and then applied to a single welding process. Alkahla and Pervaiz [101] reviewed a single welding process for sustainability assessment based on a specific sustainability approach. Rivas et al. [102] presented a framework for selecting indicators, and assessing and enhancing the sustainability of manufacturing processes; that was demonstrated with a single welding process.
Studies comes moreover into the interest, those directed to sustainability assessment of manufacturing processes such as Ziout et al. [103], Moldavska and Welo [104], and Jamwal et al. [105]. Studies on sustainability assessment in general certainly will be assistive such as Lindfors [106]. Trace the evolution of sustainable approaches and sustainability assessment in Serrano-Arcos et al. [107]. The LCA and LCCA can be reviewed from Curran [108], Sonnemann et al. [109], and França et al. [110]. More general, sustainability can be further studied from Büyüközkan and Karabulut [111], Singh et al. [112], Singh et al. [113], Joung et al. [58], Mehta [73], Schlickmann et al. [114], Murad et al. [62], and Mengistu and Panizzolo [115].
Several books can be used to assimilate the basics of the LCSA methodology such as Farr [116], Muthu [117], Hauschild and Huijbregts [118], Olivier et al. [119], Curran [120], Farr and Faber [121], Ren and Toniolo [122], and Muthu [123].
The MCDM systems mentioned in this paper and others can be detailed and classified from books such as Rao [33], Zopounidis and Pardalos [124], Doumpos and Grigoroudis [125], Greco et al. [126], and Gupta and Ilgın [127], including AHP, ANP, MACBETH, ELECTRE, PROMETHEE, VIKOR, COPRAS, and TOPSIS systems, in addition to AI systems.
2.5 Annotations
The decision criteria are found dispersed in the literature and sometimes listed in truncated forms. These forms almost were designed for specific cases of small and medium problems. Where many details of lower level criteria (sub-criteria) are missed. The forms of criteria in the literature do not promote to a general/comprehensive scheme. In addition, a criterion may be found differently expressed. Naturally, a criterion may belong to more than one category.
The former approaches agglomerate a comprehensive overview for the requirements of solving the SWP problem. However, the authors have summarized and chronically organized the essential information from the cited literature in Appendix, Tables 2 and 3. Table 2 lists welding approaches, candidate welding processes, and welding applications. Table 3 lists decision criteria with minor changes in expression and bundling of several criteria and/or sub-criteria for the purpose of rearrangement and unification. Table 4, in Appendix, lists abbreviations for the investigated welding processes.
3 Statistical analysis
The vital question is which approach can be adopted to solve a certain SWP problem? The answer depends on the problem complexity. Thus, it is preferred to implement an automated robust approach to accommodate all levels of the problem. However, Section 2 reviewed fifty-six articles on SWP and introduced essential findings for the problem. The current section yields additional findings through a simple statistical analysis (Figs. 2, 3, 4, 5 and 6).

Highly recommended systems for SWP

Additional demonstration for systems of SWP

Upper adopted criteria for SWP

Upper investigated welding processes

Annual articles on SWP between years 1987–2022
This paper highly recommends the systems demonstrated in Fig. 2 based on their success that reported for SWP and other problems in addition to the experience of the paper authors in SWP and MCDM. The mutual integration between these systems can introduce more robust systems. For instance, better results can be expected by integrating fuzzy-AHP-TOPSIS system with sustainability methods—LCA, LCCA, SLCA, and LCSA—and/or quality tools such as QFD [47].
Figure 3a represents fairly recommended systems. Figure 3b embodies the systems that were popular in use for SWP—fuzzy, AHP, and TOPSIS in both states, single and integrated. (Because of its simplicity, AHP system is found most popular, but it is only recommended as a complementary part of integrated systems.)
Figure 4 reveals the most upper criteria that have been considered in the literature for SWP. As seen, base metal (type and thickness) is the most determinant of the suitable welding process; that is a fact even if not mentioned. The GMAW process received attention more than other processes as shown in Fig. 5. Some welding processes each appeared only one time in the literature. Figure 6 shows the annual articles on SWP between years 1987–2022. The distribution of articles on SWP by publications is located at Appendix (Table 5) and the upper five are found journals as explored in Fig. 7.

Distribution of articles on SWP by publications
Weldability [128] is an extremely critical characteristic of base metals (mechanical, metallurgical and chemical, and electrical properties); and it relates somewhat to other factors—mainly welding process, joint design, initial preparation, and consumables. Weldability is a complex formula that represents a significant matter of weld quality. It delivered attention in experimental research work. Nevertheless, weldability has not received considerable attention as a decision criterion for SWP in the literature. Review Liu and Bhole [129], Vekeman et al. [130], Lippold [131], Bodea [132], Park et al. [133], and Pandey et al. [134] for more details about the weldability. Formability [135,136,137,138] is another critical characteristic, which did not receive considerable attention in SWP.
4 The SWP problem revisited
4.1 Statement of the problem
The formulation of a decision problem consists of a goal combine one or more objective functions, and one or more constraints. In turn, the problem factors and decision variables represent the basic built units of such formulation. The SWP problem comprises three crucial elements—decision criteria (type and count), hierarchy of decision criteria, and interrelationships between decision criteria depending on intended welding applications and considered welding processes. Therefore, deriving a common solvable mathematical model for large industrial SWP problem becomes intricate task, and it cannot be solved with a guaranteed optimality.
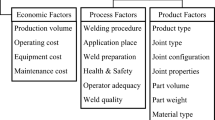
The criteria of the problem become either qualitative or quantitative or both. Intuitively, the goal will be finding the best welding process that satisfy several constraints originated from state active decision criteria. The decision criteria commonly have different importance concerning the welding applications and business process. The welding processes as alternatives, in turn, differ in preference on each criterion. Such tradeoffs complicate the problem even for its simplest form of two welding processes and two decision criteria. As a result, the SWP problem goes more complex as the number of problem factors (available welding processes and decision criteria) increases especially when qualitative criteria exist. Further level of complexity acts when the problem factors become dependent, i.e., some mutual relationships are found between those factors as seen from the simple hierarchy in Fig. 8 (for instance, the weld quality is a function of the metal filler). The impact of factors’ dependency can be modeled with systems like ANP or QFD.

A hierarchy of 2 × 3 SWP problem
4.2 Essential insights
As mentioned formerly, SWP is unstructured MCDM problem. Unfortunately, the specialists in welding may be some far from modeling and solution using MCDM systems. Thus, the matter necessitates an automated expert system based on the findings of Sections 2 and 4. A general strong approach to the SWP problem must be built at a framework level, which comprises
-
1.
A complete standardized structure for all decision criteria and sub-criteria including the potential relationships that may exist between such criteria;
-
2.
A mathematical model for the boundary conditions of the problem with
-
(a)
A clear assumptions and restrictions pattern,
-
(b)
A combined objective function comprising all active decision criteria;
-
3.
Responsive standardized knowledge-based system linked with a large information-database, in addition to a sufficient organizing decision rules. The knowledge-based system automates the SWP. That can be primarily promoted to a standard expert system by merging organizing and selection decision rules. (Available expertise of manufacturers and welding engineers should be included as a reviewing panel.) In addition a compatibility matrix (welding processes versus possible applications and other requirements of joint design) should be included as a part of information.
-
4.
An integrated decision system comprises at least two of the known MCDM systems as a base and one or more artificial intelligence metaheuristics can be merged on. (The solution procedure should follows the requirements of the mathematical model if it exists and further it must consider all currently active criteria.) Furthermore, the solution procedure should be at least two phases; the first phase tests the manufacturability of the given product design and material, and then screens the list of available welding processes according to their functionality based on their compatibility to the welding applications at hand. Furthermore, the integrated system should be constructed considering two cornerstones, formulation of customer’s requirements and uncertainty.
Those four components can be assembled and automated in a well-built standard software. That enables the welding engineers to solve the SWP problem with minimal interventions leading to nearly unified results for a problem at hand. However, the second component is very hard to be obtained for large problems, but it can be dispensed if the boundary conditions are carefully followed, even in a stepwise logic routine. The first component does not exist in a satisfying form in the literature [13]. Therefore, it represents one of the contributions of this paper.
Intuitively, each MCDM system possesses its own degree of strength, weakness, and application possibility. The literature of MCDM involves several individual systems, some of which performs very well despite the shortcomings associated with them, and can be integrated successfully to participate in solving the SWP problem. However, in constructing an integrated system, the principle “best-of-each one” is followed, i.e., from each method, a segment is designated for the task in which it can perform highly. Accordingly, this paper recommends the individual MCDM systems mentioned in Table 1 for integration. (That is in addition to what has been reported formerly in Section 4.) The choice of these systems are also based on what reported about their properties [33, 124,125,126,127]. The QFD is originally a customer-oriented quality system used in product and process development, and it is also used in selection [127], as described by Omar et al. [47], the first who used QFD in SWP. The p-robust technique [54] reduces the “ambiguity” of subjective judgements that sourced from overlapping of experts’ opinions in group decision-making. Fuzzy CCP can be also integrated to reduce the “vagueness” of fuzzy input and output due to lack of precision in experts’ opinions [54]. MACBETH, VIKOR, and PROMETHEE systems [126, 127] were not used previously in SWP whereas they have attractive strength points, as shown in Table 1, and can be used successfully in the SWP. Notice that, formerly in Section 3, Epping and Zhang [86] recommended the PROMETHEE system for use in SWP.
Each of the nominated systems is assigned a task based on that the yielded integrated system should include formulation for both customer’s requirements and uncertainty [47]. The AHP (ratio scale) and MACBETH (interval scale) can be used alternatively depending on the scale suitability for the problem. The ANP replaces AHP if dependency exists between criteria. The QFD is necessary while TOPSIS, VIKOR, COPRAS, PROMETHEE, and ELECTRE compete according to the boundary conditions of the problem, which should be determined by the decision maker.
5 Prospected expert systems for SWP
The overall purpose is to guide constructing general robust expert systems for solving the SWP problem. Figure 9 exhibits a structure proposed here for such systems. It consists of two engines—sustainability assessment and an integrated “decision support system,” beside six blocks of direct information—welding application requirements, joint design requirements, candidate welding processes, leagility practices, ergonomics requirements, and performability. That is in addition to a block of PRIMAs [20], in more advanced forms; that is recommended to be active as pre and/or post filter for candidate welding processes. PRIMAs of welding processes were originally developed as advisors for process selection based on the main determinants of SWP (welding application, joint design, and welding processes) and other factors. (Notice that there are PRIMAs for other manufacturing processes, not only welding.)

A basic structure for expert system of SWP problem
The leagility is a manufacturing paradigm aims at waste removal together with market responsiveness by integrating lean and agile practices. Review lean and agile from Katayama and Bennett [139], Feld [140], Narasimhan et al. [141], Soltan [142], Eltawy and Gallear [143], Lotfi and Saghiri [144], Raji et al. [145], Garbie and Parsaei [146], and Bertagnolli [147]. Performability is an attributional integration between dependability (quality, reliability, maintainability and safety) and sustainability over lifecycle of a system [148]. The criteria and sub-criteria of SWP problem can be extracted by analyzing the six blocks and their interrelationships. By following this procedure, a new hierarchical scheme is developed to organize the criteria of the SWP problem; that is shown in Fig. 10. However, further discussion about leagility and performability is beyond the current purpose.

A hierarchical scheme for SWP criteria
The proposed scheme is constructed as a general guide in a modular hierarchical assembly that can accommodate all current industrial welding processes and modern criteria of manufacturing strategies. Therefore, in this scheme, several criteria are originated for modern policies and others are renamed to accommodate current sub-criteria. Moreover, this scheme will be a handmaiden for constructing expert systems for SWP. The proposed scheme can be reconstructed in many ways. Notice that a bundle of criteria may share one or more bundles with sub-criteria according to their nature and some sub-criteria may be missed; therefore, the planner should refine (add/remove) the scheme based on his problem requirements.
6 Concluding remarks
Complexity of decision-making in welding extremely outstrips that in other manufacturing processes, especially the selection of welding processes and/or parameters.
Review papers on SWP may be not provided. This paper extensively studied the literature on SWP problem from many sides. It is found that the main determinants of the problem are welding application, joint design, and alternative candidate welding processes. The decision criteria are extracted from the required function of the joint and mutual relationships between the problem determinants, in addition to other considerations such as costs, customers’ requirements, and environment.
The complexity of the SWP increases with increased number of candidate processes and decision criteria, in addition to uncertainty of judgements. Another source of complexity emanates from potential interdependencies between the criteria themselves and increased number of process parameters. Thus, the SWP is unstructured MCDM problem that cannot be solved optimally at large industrial levels. The problem stayed solved for many years depending mainly on the experience of the practitioners. Thereafter, many systems were developed by academics, and some of them were automated to obtain satisfactory solutions.
The study revealed that some integrated systems are doing well such as fuzzy-AHP-TOPSIS and its current extension, FAQT system [47]. The fuzzy, AHP, and TOPSIS systems have popularity in use for SWP at the integration mode. At standalone mode, AHP system is the most popular. However, because of its properties, TOPSIS system can do well more than AHP system at standalone mode, but this is not recommended. The power of AHP system comes only at the integration mode because it can weight a large number of criteria together, especially when several welding experts are consulted for judgements.
Up to now, no approach can be supposed settles the problem eventually. Therefore, the SWP problem is still needs to extensive research to introduce more enhanced approaches and advanced expert systems. Many findings are positioned, and in turn, several insights and schemes are proposed to guide manipulation and software construction for the problem of SWP. For instance, the study introduced a general structure for prospected expert systems for modeling and solving the problem (Fig. 9). The analysis settled on the most influencing decision criteria factorized into possible sub-criteria that assembled in a modular hierarchical scheme (Fig. 10). This scheme is modifiable because of its modularity; and it can be enlarged or compacted easily by add/remove criteria or sub-criteria. As thought, the paper planned the research in the problem of SWP and opens new directions.
7 Research agenda
The technology of manufacturing and manufacturing strategies develop rapidly under the environment of industrial and economic revolutions. This study considers some requirement of such development for SWP especially sustainability. However, findings of this study open several research directions for the problem of SWP as follows.
-
This roadmap can be followed to develop various expert systems for SWP.
-
This roadmap can be also used as a basis for experimental research of SWP.
-
It is prospected to include in addition the problem of “welding parameters’ effect and selection” [149,150,151,152,153,154,155,156] as a complementary part. Also, the problem of “consumables’ assessment and selection” [157,158,159,160,161,162] can be included.
-
It will be highly desirable to build a special module for weldability and formability assessment in expert systems because of their criticality to SWP. That is a matter of weld quality influenced by the main determinants of SWP problem—welding application, joint design and welding processes in addition to other factors. Weldability and formability (factorized into sub-criteria) can be merged into the scheme of criteria connected to all its influence factors, not only the base metal. Furthermore, if the welding application (such as military applications) makes weldability dominate the other criteria, it should be considered as a special pre-filter for candidate welding processes, linked with advanced PRIMAs (refer to Fig. 9).
-
It will be promising to include a special module in SWP for welding-based additive manufacturing [163,164,165,166,167,168,169,170].
-
Synergistic manufacturing strategies can be more widely considered such as lean manufacturing and agile manufacturing; and the wider is Industry 4.0 [145, 146, 171,172,173,174,175,176,177,178,179,180,181,182,183] and prospected Industry 5.0 [180, 184,185,186,187,188].
-
Sustainability assessment becomes indispensable for any future studies of SWP. That is also essential for performability evaluation [148] of welding processes. Therefore, it is prospected to build a hierarchical scheme for expert system considering the sustainability of welding processes at more extended level.
-
Further upgrade, for sustainability assessment, is to consider the links between Industry 4.0 technologies and circular economy [189,190,191,192,193,194,195]. That will be mind for sustainability assessment in SWP.
-
It is highly prospected to extend the current study to reintroduce the roadmap over the framework of “Design for Six Sigma” methodology [196].
Abbreviations
- ABC:
-
Activity-based costing
- AHP:
-
Analytic hierarchy process
- AI:
-
Artificial intelligence
- aLCA:
-
Attributional life cycle assessment
- ANP:
-
Analytic network process
- APM:
-
Aggregate product model
- CCP:
-
Credibility constrained programming
- CCR:
-
Charnes-Cooper-Rhodes model of DEA
- CED:
-
Cumulative energy demand
- CML:
-
Center of Environmental Science of Leiden University
- COPRAS:
-
COmplex PRoportional ASsessment
- DEA:
-
Data envelopment analysis
- DME:
-
Department of Mechanical Engineering, University of Southampton, UK
- ELECTRE:
-
ELimination Et Choix Traduisant la REalité
- EWM:
-
Entropy weight method
- FAQT:
-
Fuzzy-AHP-QFD-TOPSIS
- GRA:
-
Grey relational analysis
- GTMA:
-
Graph theory and matrix approach
- HHS:
-
Health-hazard scoring
- HRM:
-
Human resource management
- IPM:
-
Integrated process measure
- JIT:
-
Just-in-time production philosophy
- LCA:
-
Life cycle assessment
- LCCA:
-
Life cycle cost assessment
- LCIA:
-
Life cycle impact assessment
- LCSA:
-
Life cycle sustainability assessment
- MACBETH:
-
Measuring attractiveness by a categorical based evaluation technique
- MEL-CEGB:
-
Marchwood Engineering Laboratories of Central Electricity Generating Board, UK
- MCDM:
-
Multiple criteria decision making
- Min-Max:
-
A criterion used for decision-making under uncertainty
- NIST:
-
National Institute of Standards and Technology
- p-Robust:
-
A criterion used for decision-making under uncertainty
- PRIMAs:
-
PRocess Information MAps
- PROMETHEE:
-
Preference Ranking Organization Method for Enrichment Evaluation
- PSI:
-
Preference selection index
- QFD:
-
Quality function deployment
- SAW:
-
Simple additive weighting
- SLCA:
-
Social life cycle assessment
- SME:
-
Small and medium-sized enterprise
- SME-H:
-
Society of Manufacturing Engineering Handbook
- SWP:
-
Selection of welding process
- TOPSIS:
-
Technique for order preference by similarity to ideal solution
- TQM:
-
Total quality management
- VIKOR:
-
VIseKriterijumska Optimizacija I Kompromisno Resenje
- WASPS:
-
Welding advisory system for process selection
- WASPAS:
-
Weighted aggregated sum product assessment
- WPM:
-
Weighted product model
- WSP:
-
Weight space partitioning
- Z-score:
-
A statistical measure of dispersion
References
Bohnart ER (2017) Welding: principles and practices, 5th edn. McGraw-Hill Education, New York
Bonow CA, Verde de Almeida MC, Rocha LP, Vaz JC, da Costa VZ, Cezar-Vaz MR (2013) Scientific literature on welding apprentices and preventive medicine: an integrative literature review. Open J Prev Med 3(9):543–550. https://doi.org/10.4236/ojpm.2013.39073
Hong TS, Ghobakhloo M (2014) Safety and security conditions in welding processes. In: Hashmi S, Batalha GF, van Tyne CJ et al (eds) Comprehensive Materials Processing: Volume 6 (Bayraktar, Emin (Ed.)): Welding and Bonding Technologies. Elsevier, Amsterdam, pp 213–225. https://doi.org/10.1016/B978-0-08-096532-1.00608-7
Mehrifar Y, Karimi Zeverdegani S, Faraji M, Rismanchian M (2018) Risk assessment of welders exposure to the released contaminated gases in different types of welding processes in a steel industry. Health Scope 7(4):1176. https://doi.org/10.5812/jhealthscope.58267
Dehghan SF, Mehrifar Y, Ardalan A (2019) The relationship between exposure to lead-containing welding fumes and the levels of reproductive hormones. Ann Global Health 85(1):125. https://doi.org/10.5334/aogh.2617
Sjögren B, Albin M, Broberg K, Gustavsson P, Tinnerberg H, Johanson G (2022) An occupational exposure limit for welding fumes is urgently needed. Scand J Work Environ Health 48(1):1–3. https://doi.org/10.5271/sjweh.4002
Phillips DH (2016) Welding engineering: an introduction. Wiley, Chichester
Singh R (2020) Applied welding engineering: processes, code, and standards, 3rd edn. Butterworth-Heinemann, Amsterdam
Althouse AD, Turnquist CH, Bowditch WA, Bowditch KE, Bowditch MA (2020) Modern welding, 12th edn. The Goodheart-Willcox Company Inc, Tinley Park
Ravisankar V, Balasubramanian V, Muralidharan C (2006) Selection of welding process to fabricate butt joints of high strength aluminium alloys using analytic hierarchic process. Mater Des 27(5):373–380. https://doi.org/10.1016/j.matdes.2004.11.008
Singh D, Rao RV (2011) A hybrid multiple attribute decision making method for solving problems of industrial environment. Int J Ind Eng Comput 2(3):631–644. https://doi.org/10.5267/j.ijiec.2011.02.001
Chakraborty S, Zavadskas EK (2014) Applications of WASPAS method in manufacturing decision making. Informatica 25(1):1–20. https://doi.org/10.15388/Informatica.2014.01
Omar M, Soltan H (2020) A framework for welding process selection. SN Appl Sci 2(3):346. https://doi.org/10.1007/s42452-020-2144-2
Capraz O, Meran C, Wörner W, Gungor A (2015) Using AHP and TOPSIS to evaluate welding processes for manufacturing plain carbon stainless steel storage tank. Int OCSCO World Press World Acad Mater Manuf Eng: Arch Mater Sci Eng 76(2):157–162. http://www.amse.acmsse.h2.pl/vol76_2/7628.pdf. Accessed 2 June 2020
Darwish SM, Tamimi AA, Al-Habdan S (1997) A knowledge base for metal welding process selection. Int J Mach Tools Manuf 37(7):1007–1023. https://doi.org/10.1016/S0890-6955(96)00073-9
Brown NJ, Swift KG, Booker J (2002) Joining process selection in support of a proactive design for assembly. Proc Inst Mech Eng B J Eng Manuf 216(10):1311–1324. https://doi.org/10.1243/095440502320405412
Lovegrove GL, Curtis GJ, Farrar RA (1989) Welding advisory system for process selection “WASPS”. In: Ali M (ed) 2nd International Conference on Industrial and Engineering Applications of Artificial Intelligence and Expert Systems: Papers and Abstracts, 1st edn. ACM Press, New York, pp 422–427. https://doi.org/10.1145/66617.66669
Yao Z, Bradley HD, Marapoulos PG (1998) A concurrent engineering approach for supporting weld product design at early stages of the design process. In: Gero JS, Sudweeks F (eds) Artificial Intelligence in Design ’98, 11th edn. Springer, Dordrecht, pp 641–660. https://doi.org/10.1007/978-94-011-5121-4_33
Silva CR, Ferraresi VA, Scotti A (2000) A quality and cost approach for welding process selection. J Braz Soc Mech Sci 22(3):389–398. https://doi.org/10.1590/S0100-73862000000300002
Swift KG, Booker JD (2013) Manufacturing process selection handbook. Butterworth-Heinemann, Elsevier, Amsterdam
Mononen J, Sirén M, Hänninen H (2003) Cost comparison of FSW and MIG welded aluminium panels. Weld World 47(11-12):32–35. https://doi.org/10.1007/BF03266406
Esawi AMK, Ashby MF (2004) Computer-based selection of joining processes. Mater Des 25(7):555–564. https://doi.org/10.1016/j.matdes.2004.03.002
Correia DS, Ferraresi VA (2007) Welding process selection through a double criteria: operational costs and non-quality costs. J Mater Process Technol 184(1-3):47–55. https://doi.org/10.1016/j.jmatprotec.2006.11.006
Ribeiro JL, Elsayed EA (1995) A case study on process optimization using the gradient loss function. Int J Prod Res 33(12):3233–3248. https://doi.org/10.1080/00207549508904871
Keane MJ, Siert A, Stone SG, Chen BT, Slaven JP, Cumpston AM, Antonini JM (2012) Selecting processes to minimize hexavalent chromium from stainless steel welding: Eight welding processes/shielding gas combinations were assessed for generation of hexavalent chromium in stainless steel welding fumes. Weld J 91(9):241s–246s
Keane MJ (2014) An evaluation of welding processes to reduce hexavalent chromium exposures and reduce costs by using better welding techniques. Environ Health Insights 8(S1):47–50. https://doi.org/10.4137/EHI.S15259
Olabode M, Kah P, Martikainen J (2013) Aluminium alloys welding processes: challenges, joint types and process selection. Proc Inst Mech Eng B J Eng Manuf 227(8):1129–1137. https://doi.org/10.1177/0954405413484015
Campanelli SL, Casalino G, Casavola C, Moramarco V (2013) Analysis and comparison of friction stir welding and laser assisted friction stir welding of aluminum alloy. Materials 6(12):5923–5941. https://doi.org/10.3390/ma6125923
Hovanski Y, Carsley J, Carlson B, Hartfield-Wunsch S, Pilli S (2014) Comparing laser welding technologies with friction stir welding for production of aluminum tailor-welded blanks. SAE Int J Mater Manuf 7(3):537–544. https://doi.org/10.4271/2014-01-0791
Silva GC, de Castro JA, Filho RMM, Caldeira L, Lagares ML (2019) Comparing two different arc welding processes through the welding energy: a selection analysis based on quality and energy consumption. J Braz Soc Mech Sci Eng 41(7):301–312. https://doi.org/10.1007/s40430-019-1804-x
Bagheri B, Abbasi M, Hamzeloo R (2021) Comparison of different welding methods on mechanical properties and formability behaviors of tailor welded blanks (TWB) made from AA6061 alloys. Proc Inst Mech Eng C J Mech Eng Sci 235(12):2225–2237. https://doi.org/10.1177/0954406220952504
Balasubramanian V, Guha B, Swamidas ASJ, Seshadri R (2000) Selection of welding process to fabricate cruciform joints using analytic hierarchic process based on qualitative factors. Sci Technol Weld Join 5(4):203–207. https://doi.org/10.1179/136217100101538218
Rao RV (2007) Decision making in the manufacturing environment: using graph theory and fuzzy multiple attribute decision making methods. In: Springer Series in Advanced Manufacturing. Springer, Berlin
Attri R, Grover S (2015) Application of preference selection index method for decision making over the design stage of production system life cycle. J King Saud Univ-Eng Sci 27(2):207–216. https://doi.org/10.1016/j.jksues.2013.06.003
Kim J-D, Kim K-H, Yoon M-C (2016) Decision-Making method of priority welding process. J Korean Soc Manuf Process Eng 15(5):39–47. https://doi.org/10.14775/ksmpe.2016.15.5.039
Saluja RS, Singh V (2019) Subjective factors consideration in the selection of welding technique for welded tube manufacturing. In: Narayanan RG, Joshi SN, Dixit US (eds) Advances in computational methods in manufacturing, lecture notes on multidisciplinary industrial engineering. Springer, Singapore, pp 205–213. https://doi.org/10.1007/978-981-32-9072-3_18
Daniyan IA, Mpofu K, Adeodu AO (2019) The use of analytical hierarchy process (AHP) for welding process selection during rail car manufacturing. In: In: SAIIE NeXXXt Conference, 4145th edn. SAIIE, Seville, pp 1–10
Daniyan I, Mpofu K, Ramatsetse B (2020) The use of analytical hierarchy process (AHP) decision model for materials and assembly method selection during railcar development. Cogent Eng 7(1):1833433. https://doi.org/10.1080/23311916.2020.1833433
Dhanaraj PS, Rathinasuriyan C (2021) Selection of intense energy welding process for high strength aluminum alloy using AHP. Mater Today: Proc 46(3):8254–8259. https://doi.org/10.1016/j.matpr.2021.03.245
Goel V (2000) A neuro-expert approach for decision-making in welding environment, LSU Historical Dissertations and Theses. 7198
LeBacq C, Brechet Y, Shercliff HR, Jeggy T, Salvo L (2002) Selection of joining methods in mechanical design. Mater Des 23(4):405–416. https://doi.org/10.1016/S0261-3069(01)00093-0
Balasubramanian V, Varahamoorthy R, Ramachandran CS, Muralidharan C (2009) Selection of welding process for hardfacing on carbon steels based on quantitative and qualitative factors. Int J Adv Manuf Technol 40(9-10):887–897. https://doi.org/10.1007/s00170-008-1406-8
Rao RV (2013) A combinatorial mathematics-based decision making method. In: Rao RV (ed) Decision making in the manufacturing environment using graph theory and fuzzy multiple attribute decision making methods, vol 2. Springer, London, pp 193–203. https://doi.org/10.1007/978-1-4471-4375-8_6
Jafarian M, Vahdat SE (2012) A Fuzzy multi-attribute approach to select the welding process at high pressure vessel manufacturing. J Manuf Process 14(3):250–256. https://doi.org/10.1016/j.jmapro.2011.10.006
Sánchez-Lozano JM, Meseguer-Valdenebro JL, Portoles A (2017) Assessment of arc welding process through the combination of TOPSIS–AHP methods with fuzzy logic. Trans Indian Inst Metals 70(4):935–946. https://doi.org/10.1007/s12666-016-0884-x
Saluja RS, Singh V (2020a) A fuzzy multi-attribute decision making model for selection of welding process for grey cast iron. Mater Today: Proc 28(3):1194–1199. https://doi.org/10.1016/j.matpr.2020.01.108
Omar M, Janada K, Soltan H (2022) FAQT: A precise system for welding process selection. Int J Fuzzy Syst 24(3):1605–1618. https://doi.org/10.1007/s40815-021-01219-2
Mirhedayatian SM, Vahdat SE, Jelodar MJ, Saen RF (2013) Welding process selection for repairing nodular cast iron engine block by integrated fuzzy data envelopment analysis and TOPSIS approaches. Mater Des 43:272–282. https://doi.org/10.1016/j.matdes.2012.07.010
Charnes A, Cooper WW, Rhodes E (1978) Measuring the efficiency of decision making units. Eur J Oper Res 2(6):429–444. https://doi.org/10.1016/0377-2217(78)90138-8
Wang Y-M, Luo Y (2006) DEA efficiency assessment using ideal and anti-ideal decision making units. Appl Math Comput 173(2):902–915. https://doi.org/10.1016/j.amc.2005.04.023
Wardana RW, Warinsiriruk E, Joy-A-Ka S (2018) Welding process selection for storage tank by integrated data envelopment analysis and fuzzy credibility constrained programming approach. Int J Ind Syst Eng 12(10):986–990
Wardana RW, Warinsiriruk E (2018) Data envelopment analysis (DEA) and TOPSIS to select welding process at storage tank in the food and beverage industry. In: In: 2018 3rd Technology Innovation Management and Engineering Science International Conference (TIMES-iCON). IEEE, Bangkok, pp 1–5. https://doi.org/10.1109/TIMES-iCON.2018.8621753
Wardana RW, Warinsiriruk E, Joy-A-Ka S (2019) Selection of welding process for repairing shredder hammer by integrated data envelopment analysis (DEA) and P-robust technique. MATEC Web Conf 269(5):4002. https://doi.org/10.1051/matecconf/201926904002
Fasanghari M, Amalnick MS, Taghipour Anvari R, Razmi J (2015) A novel credibility-based group decision making method for enterprise architecture scenario analysis using data envelopment analysis. Appl Soft Comput 32(1):347–368. https://doi.org/10.1016/j.asoc.2015.03.052
Wardana RW, Masudin I, Restuputri DP (2020) A novel group decision-making method by P-robust fuzzy DEA credibility constraint for welding process selection. Cogent Eng 7(1):1728057. https://doi.org/10.1080/23311916.2020.1728057
Saluja RS, Singh V (2020b) MADM-based approach for selection of welding process for aluminum tube manufacturing. In: Venkata Rao R, Taler J (eds) Advanced Engineering Optimization through Intelligent Techniques, 949th edn. Springer Singapore, Singapore, pp 441–450. https://doi.org/10.1007/978-981-13-8196-6_39
Sarkar P, Joung CB, Carrell J, Feng SC (2011) Sustainable manufacturing indicator repository. In: ASME 2011 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference. Volume 2: 31st Computers and Information in Engineering Conference, Parts A and B. The American Society of Mechanical Engineers, Digital Collection, pp 943–950. https://doi.org/10.1115/DETC2011-47491
Joung CB, Carrell J, Sarkar P, Feng SC (2013) Categorization of indicators for sustainable manufacturing. Ecol Indic 24(2):148–157. https://doi.org/10.1016/j.ecolind.2012.05.030
Mani M, Madan J, Lee JH, Lyons KW, Gupta SK (2013) Review on sustainability characterization for manufacturing processes. National Institute of Standards and Technology. NISTIR 7913. U.S. Department of Commerce. https://doi.org/10.6028/NIST.IR.7913
Huang A (2017) A framework and metrics for sustainable manufacturing performance evaluation at the production line, plant and enterprise levels. Theses and Dissertations–Mechanical Engineering, University of Kentucky Libraries, pp 97. https://doi.org/10.13023/ETD.2017.373
Song Z, Moon Y (2019) Sustainability metrics for assessing manufacturing systems: A distance-to-target methodology. Environ Dev Sustain 21(6):2811–2834. https://doi.org/10.1007/s10668-018-0162-7
Murad MDQ, Sales WF, Feraressi VA (2021) Metric-Based approach to assess sustainable manufacturing performance at manufacturing process levels. Int J Sustain Eng 14(6):1342–1352. https://doi.org/10.1080/19397038.2021.1978588
Swarnakar V, Singh AR, Antony J, Jayaraman R, Tiwari AK, Rathi R, Cudney E (2022) Prioritizing indicators for sustainability assessment in manufacturing process: an integrated approach. Sustainability 14(6):3264. https://doi.org/10.3390/su14063264
Tanzil D, Beloff BR (2006) Assessing impacts: Overview on sustainability indicators and metrics. Environ Qual Manag 15(4):41–56. https://doi.org/10.1002/tqem.20101
Rachuri S, Sriram RD, Sarkar P (2009) Metrics, standards and industry best practices for sustainable manufacturing systems. In: In: 2009 IEEE International Conference on Automation Science and Engineering (CASE 2009). IEEE, Bangalore, pp 472–477. https://doi.org/10.1109/COASE.2009.5234090
Ayers JC (2017) Sustainability: An environmental science perspective. CRC Press, Boca Raton
Itsubo N (2015) Weighting. In: Hauschild M, Huijbregts MAJ (eds) Life cycle impact assessment. Springer, Dordrecht, pp 301–330. https://doi.org/10.1007/978-94-017-9744-3_15
Ormazabal M, Jaca C, Puga-Leal R (2014) Analysis and comparison of life cycle assessment and carbon footprint software. In: Xu J, Cruz-Machado VA, Lev B et al (eds) Proceedings of the 8th International Conference on Management Science and Engineering Management, ICMSEM 2014: Focused on Computing and Engineering Management. Part VIII. Springer, Berlin Heidelberg, pp 1521–1530. https://doi.org/10.1007/978-3-642-55122-2_131
Herrmann IT, Moltesen A (2015) Does it matter which life cycle assessment (LCA) tool you choose? – A comparative assessment of SimaPro and GaBi. J Clean Prod 86(2):163–169. https://doi.org/10.1016/j.jclepro.2014.08.004
Lopes Silva DA, Nunes AO, Piekarski CM, da Silva Moris VA, de Souza LSM, Rodrigues TO (2019) Why using different life cycle assessment software tools can generate different results for the same product system? A cause–effect analysis of the problem. Sustain Prod Consump 20(209):304–315. https://doi.org/10.1016/j.spc.2019.07.005
Iswara AP, Farahdiba AU, Nadhifatin EN, Pirade F, Andhikaputra G, Muflihah I, Boedisantoso R (2020) A comparative study of life cycle impact assessment using different software programs. IOP Conf Series: Earth Environ Sci 506(1):12002. https://doi.org/10.1088/1755-1315/506/1/012002
Golbabaei F, Khadem M (2015) Air pollution in welding processes — Assessment and control methods. In: Nejadkoorki F (ed) Current Air Quality Issues. InTech. https://doi.org/10.5772/59793
Mehta KP (2019) Sustainability in welding and processing. In: Gupta K (ed) Innovations in Manufacturing for Sustainability, Materials Forming, Machining and Tribology. Springer International Publishing, Cham, pp 125–145. https://doi.org/10.1007/978-3-030-03276-0_6
Narayanan RG (2019) Sustainability in joining. In: Narayanan RG, Gunasekara JS (eds) Sustainable material forming and joining, 1st edn. CRC Press/Taylor and Francis Group, New York, pp 39–57. https://doi.org/10.1201/9781315163147
Yeo SH, Neo KG (1998) Inclusion of environmental performance for decision making of welding processes. J Mater Process Technol 82(1-3):78–88. https://doi.org/10.1016/S0924-0136(98)00022-3
Chien JM, McKinstry KC, Baek C, Horvath A, Dornfeld D (2012) Multi-Objective analysis on joining technologies. In: Dornfeld DA, Linke BS (eds) Leveraging Technology for a Sustainable World–Proceedings of the 19th CIRP Conference on Life Cycle Engineering. Springer, Berlin Heidelberg, pp 287–292. https://doi.org/10.1007/978-3-642-29069-5_49
Dawood HI, Mohammed KS (2014) Rajab MY (2014) Advantages of the green solid state FSW over the conventional GMAW process. Adv Mater Sci Eng 6:1–10. https://doi.org/10.1155/2014/105713
Shrivastava A, Krones M, Pfefferkorn FE (2015) Comparison of energy consumption and environmental impact of friction stir welding and gas metal arc welding for aluminum. CIRP J Manuf Sci Technol 9:159–168. https://doi.org/10.1016/j.cirpj.2014.10.001
Chang Y-J, Sproesser G, Neugebauer S, Wolf K, Scheumann R, Pittner A, Rethmeier M, Finkbeiner M (2015) Environmental and social life cycle assessment of welding technologies. Proc CIRP 26:293–298. https://doi.org/10.1016/j.procir.2014.07.084
Sproesser G, Chang Y-J, Pittner A, Finkbeiner M, Rethmeier M (2017) Sustainable technologies for thick metal plate welding. In: Stark R, Seliger G, Bonvoisin J (eds) Sustainable manufacturing: Challenges, solutions and implementation perspectives, pp 71–84. https://doi.org/10.1007/978-3-319-48514-0_5
Sproesser G, Chang Y-J, Pittner A, Finkbeiner M, Rethmeier M (2015) Life cycle assessment of welding technologies for thick metal plate welds. J Clean Prod 108(5):46–53. https://doi.org/10.1016/j.jclepro.2015.06.121
Sproesser G, Schenker S, Pittner A, Borndörfer R, Rethmeier M, Chang Y-J, Finkbeiner M (2016) Sustainable welding process selection based on weight space partitions. Proc CIRP 40:127–132. https://doi.org/10.1016/j.procir.2016.01.077
Sangwan KS, Herrmann C, Egede P, Bhakar V, Singer J (2016) Life cycle assessment of arc welding and gas welding processes. Proc CIRP 48(5):62–67. https://doi.org/10.1016/j.procir.2016.03.096
Jolliet O, Margni M, Charles R, Humbert S, Payet J, Rebitzer G, Rosenbaum R (2003) IMPACT 2002+: A new life cycle impact assessment methodology. Int J Life Cycle Assess 8(6):324–330. https://doi.org/10.1007/BF02978505
Bhakar V, Uppala VVK, Digalwar AK, Sangwan KS (2013) Life cycle assessment of smithy training processes. Proc Eng 64(9-11):1267–1275. https://doi.org/10.1016/j.proeng.2013.09.207
Epping K, Zhang H (2018) A sustainable decision-making framework for transitioning to robotic welding for small and medium manufacturers. Sustainability 10(10):3651. https://doi.org/10.3390/su10103651
Goedkoop M, Heijungs R, Huijbregts M, Schryver AD, Struijs J, van Zelm RGoedkoop, M, Heijungs, R, Huijbregts, M, Schryver, AD, Struijs, J, van Zelm, R (2009) ReCiPE 2008: A life cycle impact assessment method which comprises harmonised category indicators at the midpoint and the endpoint level, 1st Edition. Report I: Characterisation. Ministry of Housing, Spatial Planning and Environment, Netherlands. Accessed 05 Mar 2022. https://web.universiteitleiden.nl/cml/ssp/publications/recipe_characterisation.pdf
Saad MH, Nazzal MA, Darras BM (2019) A general framework for sustainability assessment of manufacturing processes. Ecol Indic 97:211–224. https://doi.org/10.1016/j.ecolind.2018.09.062
Bevilacqua M, Ciarapica FE, Forcellese A, Simoncini M (2019) Comparison among the environmental impact of solid state and fusion welding processes in joining an aluminium alloy. Proc Inst Mech Eng B J Eng Manuf 234(1-2):140–156. 1–17. https://doi.org/10.1177/0954405419845572
Favi C, Campi F, Germani M (2019a) Comparative life cycle assessment of metal arc welding technologies by using engineering design documentation. Int J Life Cycle Assess 24(12):2140–2172. https://doi.org/10.1007/s11367-019-01621-x
Baitz M (2017) Attributional life cycle assessment. In: Curran MA (ed) Goal and scope definition in life cycle assessment. LCA Compendium – The Complete World of Life Cycle Assessment, pp 123–143. https://doi.org/10.1007/978-94-024-0855-3_3
Huijbregts MAJ, Steinmann ZJN, Elshout PMF, Stam G, Verones F, Vieira M, Zijp M, Hollander A, van Zelm R (2017) ReCiPe 2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int J Life Cycle Assess 22(2):138–147. https://doi.org/10.1007/s11367-016-1246-y
Dekker E, Zijp MC, van de Kamp ME, Temme EHM, van Zelm R (2020) A taste of the new ReCiPe for life cycle assessment: Consequences of the updated impact assessment method on food product LCAs. Int J Life Cycle Assess 25(12):2315–2324. https://doi.org/10.1007/s11367-019-01653-3
Favi C, Campi F, Germani M, Mandolini M (2019b) A data framework for environmental assessment of metal arc welding processes and welded structures during the design phase. Int J Adv Manuf Technol 105(1-4):967–993. https://doi.org/10.1007/s00170-019-04278-w
Chucheep T, Thangwichien N, Mahathaninwong N, Janudom S, Yirong C (2019) Welding quality and sustainability of alternative LPG valve boss welding processes. Songklanakarin. J Sci Technol 41(5):1146–1153. https://doi.org/10.14456/SJST-PSU.2019.144
Choi ACK, Kaebernick H, Lai WH (1997) Manufacturing processes modelling for environmental impact assessment. J Mater Process Technol 70(1-3):231–238. https://doi.org/10.1016/S0924-0136(97)00067-8
Saad MH, Darras BM, Nazzal MA (2020) Evaluation of welding processes based on multi-dimensional sustainability assessment model. Int J Precis Eng Manuf-Green Technol 8:57–75. https://doi.org/10.1007/s40684-019-00184-4
Jamal J, Darras B, Kishawy H (2020) A study on sustainability assessment of welding processes. Proc Inst Mech Eng B J Eng Manuf 234(3):501–512. https://doi.org/10.1177/0954405419875355
Golubev I, Meyer A (2022) Process comparison of friction stir welding, MIG, laser beam welding and laser hybrid welding in joining aluminium EN AW-6063 T6. In: da Silva LFM, Martins PAF, Reisgen U (eds) 2nd International Conference on Advanced Joining Processes (AJP 2021). Springer International Publishing, Cham, pp 115–125. https://doi.org/10.1007/978-3-030-95463-5_8
Vimal KEK, Vinodh S, Raja A (2015) Modelling, assessment and deployment of strategies for ensuring sustainable shielded metal arc welding process – A case study. J Clean Prod 93(1):364–377. https://doi.org/10.1016/j.jclepro.2015.01.049
Alkahla I, Pervaiz S (2017) Sustainability assessment of shielded metal arc welding (SMAW) process. IOP Conf Series: Mater Sci Eng 2017 Int Conf Mater Intell Manuf (ICMIM 2017) 244:12001. https://doi.org/10.1088/1757-899X/244/1/012001
Rivas D, Quiza R, Rivas M, Haber RE (2020) Towards sustainability of manufacturing processes by multiobjective optimization: A case study on a submerged arc welding process. IEEE Access 8:212904–212916. https://doi.org/10.1109/ACCESS.2020.3040196
Ziout A, Azab A, Altarazi S, ElMaraghy WH (2013) Multi-criteria decision support for sustainability assessment of manufacturing system reuse. CIRP J Manuf Sci Technol 6(1):59–69. https://doi.org/10.1016/j.cirpj.2012.10.006
Moldavska A, Welo T (2015) On the applicability of sustainability assessment tools in manufacturing. Proc CIRP 29(3):621–626. https://doi.org/10.1016/j.procir.2015.02.203
Jamwal A, Agrawal R, Sharma M, Kumar V (2021) Review on multi-criteria decision analysis in sustainable manufacturing decision making. Int J Sustain Eng 14(3):202–225. https://doi.org/10.1080/19397038.2020.1866708
Lindfors A (2021) Assessing sustainability with multi-criteria methods: A methodologically focused literature review. Environ Sustain Indic 12(3):100149. https://doi.org/10.1016/j.indic.2021.100149
Serrano-Arcos MM, Payán-Sánchez B, Labella-Fernández A (2021) Evolution and trends of sustainable approaches. In: Hussain CM, Velasco-Muñoz JF (eds) Sustainable resource management: Modern approaches and contexts. Elsevier, Amsterdam, pp 51–73. https://doi.org/10.1016/B978-0-12-824342-8.00013-4
Curran MA (2012) Life cycle assessment handbook: A guide for environmentally sustainable products. Scrivener/Wiley/John Wiley [distributor], Chichester Hoboken and New Jersey
Sonnemann G, Tsang M, Schuhmacher M (eds) (2019) Integrated life-cycle and risk assessment for industrial processes and products, 2nd edn. Taylor & Francis, Boca Raton
França WT, Barros MV, Salvador R, de Francisco AC, Moreira MT, Piekarski CM (2021) Integrating life cycle assessment and life cycle cost: a review of environmental-economic studies. Int J Life Cycle Assess 26(2):244–274. https://doi.org/10.1007/s11367-020-01857-y
Büyüközkan G, Karabulut Y (2018) Sustainability performance evaluation: Literature review and future directions. J Environ Manag 217:253–267. https://doi.org/10.1016/j.jenvman.2018.03.064
Singh RK, Murty HR, Gupta SK, Dikshit AK (2009) An overview of sustainability assessment methodologies. Ecol Indic 9(2):189–212. https://doi.org/10.1016/j.ecolind.2008.05.011
Singh RK, Murty HR, Gupta SK, Dikshit AK (2012) An overview of sustainability assessment methodologies. Ecol Indic 15(1):281–299. https://doi.org/10.1016/j.ecolind.2011.01.007
Schlickmann MN, Ferreira JCE, Pereira AC (2020) Method for assessing the obsolescence of manufacturing equipment based on the triple bottom line. Production 30(2):e20190003-1–15. https://doi.org/10.1590/0103-6513.20190003
Mengistu AT, Panizzolo R (2022) Analysis of indicators used for measuring industrial sustainability: A systematic review. Environ Dev Sustain pp 1–27. https://doi.org/10.1007/s10668-021-02053-0
Farr JV (2011) Systems life cycle costing: Economics analysis, estimation, and management. Engineering Management Book Series and Taylor & Francis, Boca Raton
Muthu SS (2015) Social life cycle assessment: An insight. In: Environmental Footprints and Eco-design of Products and Processes. Springer, Singapore
Hauschild M, Huijbregts MAJ (eds) (2015) Life cycle impact assessment. LCA Compendium – The Complete World of Life Cycle Assessment. Springer, Dordrecht. https://doi.org/10.1007/978-94-017-9744-3
Olivier J, Saadé-Sbeih M, Shaked S, Jolliet A, Crettaz P (2016) Environmental life cycle assessment. CRC Press, Boca Raton
Curran MA (2017) Goal and scope definition in life cycle assessment. In: LCA Compendium – The Complete World of Life Cycle Assessment. Springer, Dordrecht. https://doi.org/10.1007/978-94-024-0855-3
Farr JV, Faber I (2019) Engineering economics of life cycle cost analysis. CRC Press/Taylor & Francis Group, Boca Raton
Ren J, Toniolo S (eds) (2020) Life cycle sustainability assessment for decision-making: Methodologies and case studies. Elsevier, Amsterdam
Muthu SS (2021) Life cycle sustainability assessment (LCSA). Springer Singapore, Singapore
Zopounidis C, Pardalos PM (eds) (2010) Handbook of multicriteria analysis, Applied Optimization, 103rd edn. Springer, Dordrecht and London. https://doi.org/10.1007/978-3-540-92828-7
Doumpos M, Grigoroudis E (2013) Multicriteria decision aid and artificial intelligence. John Wiley & Sons, Ltd, Chichester
Greco S, Ehrgott M, Figueira J (2016) Multiple criteria decision analysis: State of the art surveys. In: International Series in Operations Research & Management Science, vol 233, 2nd edn. Springer, New York
Gupta SM, Ilgın MA (2018) Multiple criteria decision making applications in environmentally conscious manufacturing and product recovery. CRC Press/Taylor & Francis Group, Boca Raton
Dwivedi DK (2022) Weldability of metals: Characteristics of metals and weldability. In: Dwivedi DK (ed) Fundamentals of metal joining: Processes, mechanism and performance, Part X. Springer Singapore, Singapore, pp 421–440. https://doi.org/10.1007/978-981-16-4819-9_29
Liu C, Bhole SD (2013) Challenges and developments in pipeline weldability and mechanical properties. Sci Technol Weld Join 18(2):169–181. https://doi.org/10.1179/1362171812Y.0000000090
Vekeman J, Huysmans S, De Bruycker E (2014) Weldability assessment and high temperature properties of advanced creep resisting austenitic steel DMV304HCu. Weld World 58(6):873–882. https://doi.org/10.1007/s40194-014-0166-3
Lippold JC (2015) Welding metallurgy and weldability. Wiley, Hoboken
Bodea M (2018) New weldability model based on the welding parameters and hardness profile. In: Powder Metallurgy and Advanced Materials. Materials Research Forum LLC, pp 115–124. https://doi.org/10.21741/9781945291999-13
Park G, Jeong S, Lee C (2021) Fusion weldabilities of advanced high manganese steels: a review. Met Mater Int 27(7):2046–2058. https://doi.org/10.1007/s12540-020-00706-9
Pandey PK, Rathi R, Verma J (2022) Recent trends in weldability and corrosion behavior of low nickel stainless steels. In: Dubey AK, Sachdeva A, Mehta M (eds) Recent Trends in Industrial and Production Engineering, vol 16. Springer Singapore, Singapore, pp 193–203. https://doi.org/10.1007/978-981-16-3135-1_21
Emmens WC (2011) Formability: a review of parameters and processes that control, limit or enhance the formability of sheet metal. In: SpringerBriefs in Applied Sciences and Technology. Springer, Berlin
Smith CB, Mishra RS (2014) Friction stir processing for enhanced low temperature formability. In: Friction Stir Welding and Processing Book Series, Butterworth-Heinemann/Elsevier, 1st edn, Amsterdam
Parente M, Safdarian R, Santos AD, Loureiro A, Vilaca P, Jorge RMN (2016) A study on the formability of aluminum tailor welded blanks produced by friction stir welding. Int J Adv Manuf Technol 83(9-12):2129–2141. https://doi.org/10.1007/s00170-015-7950-0
Abbasi M, Bagheri B, Abdollahzadeh A, Moghaddam AO (2021) A different attempt to improve the formability of aluminum tailor welded blanks (TWB) produced by the FSW. Int J Mater Form 14(5):1189–1208. https://doi.org/10.1007/s12289-021-01632-w
Katayama H, Bennett D (1999) Agility, adaptability and leanness: A comparison of concepts and a study of practice. Int J Prod Econ 60-61(2):43–51. https://doi.org/10.1016/S0925-5273(98)00129-7
Feld WM (2001) Lean manufacturing: Tools, techniques, and how to use them. In: Feld WF (ed) The St. Lucie Press/APICS Series on Resource Management. St. Lucie Press, Alexandria, Boca Raton
Narasimhan R, Swink M, Kim SW (2006) Disentangling leanness and agility: An empirical investigation. J Oper Manag 24(5):440–457. https://doi.org/10.1016/j.jom.2005.11.011
Soltan H (2006) Leanness and agility analysis of manufacturing organizations. In: 4th International Conference on Mechanical Engineering Advanced Technology for Industrial Production (MEATIP 4). Assiut University, Assiut, pp 666–674
Eltawy N, Gallear D (2017) Leanness and agility: a comparative theoretical view. Ind Manag Data Syst 117(1):149–165. https://doi.org/10.1108/IMDS-01-2016-0032
Lotfi M, Saghiri S (2018) Disentangling resilience, agility and leanness. J Manuf Technol Manag 29(1):168–197. https://doi.org/10.1108/JMTM-01-2017-0014
Raji IO, Shevtshenko E, Rossi T, Strozzi F (2021) Industry 4.0 technologies as enablers of lean and agile supply chain strategies: An exploratory investigation. The. Int J Logist Manag 32(4):1150–1189. https://doi.org/10.1108/IJLM-04-2020-0157
Garbie I, Parsaei HR (2022) Reconfigurable manufacturing enterprises for Industry 4.0. In: Manufacturing and Production Engineering. CRC Press/Taylor & Francis Group, Boca Raton
Bertagnolli F (2022) Lean management. Springer Fachmedien Wiesbaden, Wiesbaden
Misra KB (2021) Handbook of advanced performability engineering. Springer International Publishing, Cham
Kurt H, Oduncuoglu M, Yilmaz N, Ergul E, Asmatulu R (2018) A comparative study on the effect of welding parameters of austenitic stainless steels using artificial neural network and Taguchi approaches with ANOVA analysis. Metals 8(5):326. https://doi.org/10.3390/met8050326
Ahmed S, Saha P (2020) Selection of optimal process parameters and assessment of its effect in micro-friction stir welding of AA6061-T6 sheets. Int J Adv Manuf Technol 106(7-8):3045–3061. https://doi.org/10.1007/s00170-019-04840-6
Kim I-S, Park M-H (2018) A review on optimizations of welding parameters in GMA welding process. J Weld Join 36(1):65–75. https://doi.org/10.5781/JWJ.2018.36.1.8
Mandal NR (2017) Welding parameters. In: Mandal NR (ed) Ship construction and welding, vol 2. Springer Singapore, Singapore, pp 159–174. https://doi.org/10.1007/978-981-10-2955-4_14
Gadakh VS, Shinde VB, Khemnar NS (2013) Optimization of welding process parameters using MOORA method. Int J Adv Manuf Technol 69(9-12):2031–2039. https://doi.org/10.1007/s00170-013-5188-2
Satyanarayana G, Narayana KL, Nageswara Rao B (2019) Optimal laser welding process parameters and expected weld bead profile for P92 steel. SN Appl Sci 1(10):709. https://doi.org/10.1007/s42452-019-1333-3
Hu W, Li Q, Wang Y, Bai W, Liang Z, Yan D (2020) Effect of welding parameters on microstructure and mechanical properties of friction-stir-welded Al-Mg-Si alloy. J Mater Eng Perform 29(2):866–876. https://doi.org/10.1007/s11665-020-04651-x
Sun G-Q, Xu G-S, Shang D-G, Chen S-J (2019) Welding parameter selection and short fatigue crack growth of dissimilar aluminum alloy friction stir welded joint. Weld World 63(6):1761–1769. https://doi.org/10.1007/s40194-019-00773-6
Baghel PK, Nagesh DS (2016) Multiattribute assessment of consumables for TIG welding of aluminum alloys. Int J Manuf Eng 2016:1–9. https://doi.org/10.1155/2016/7291898
Prajapati P, Badheka VJ (2017) Investigation on various welding consumables on properties of carbon steel material in gas metal arc welding under constant voltage mode. Sādhanā 42(10):1751–1761. https://doi.org/10.1007/s12046-017-0715-8
Naveen Kumar S, Balasubramanian V, Malarvizhi S, Hafeezur Rahman A, Balaguru V (2022) Effect of welding consumables on the ballistic performance of shielded metal arc welded dissimilar armor steel joints. J Mater Eng Perform 31(1):162–179. https://doi.org/10.1007/s11665-021-06219-9
Magudeeswaran G, Balasubramanian V, Madhusudhan Reddy G (2009) Effect of welding consumables on fatigue performance of shielded metal arc welded high strength, Q&T steel joints. J Mater Eng Perform 18(1):49–56. https://doi.org/10.1007/s11665-008-9253-1
Kim BE, Park JY, Lee JS, Lee JI, Kim MH (2020) Effects of the welding process and consumables on the fracture behavior of 9 Wt.% nickel steel. Exp Tech 44(2):175–186. https://doi.org/10.1007/s40799-019-00321-3
Deleu E, Dhooge A (2005) Weldability assessment of thick super-martensitic 13Cr stainless steel welds made with matching consumables. Weld World 49(5-6):34–44. https://doi.org/10.1007/BF03263408
Pan Z, Ding D, Wu B, Cuiuri D, Li H, Norrish J (2018) Arc welding processes for additive manufacturing: a Review. In: Chen S, Zhang Y, Feng Z (eds) Transactions on Intelligent Welding Manufacturing, vol 81. Springer Singapore, Singapore, pp 3–24. https://doi.org/10.1007/978-981-10-5355-9_1
Panchagnula JS, Simhambhatla S (2018) Manufacture of complex thin-walled metallic objects using weld-deposition based additive manufacturing. Robot Comput Integr Manuf 49(9–12):194–203. https://doi.org/10.1016/j.rcim.2017.06.003
Oliveira JP, Santos TG, Miranda RM (2020) Revisiting fundamental welding concepts to improve additive manufacturing: From theory to practice. Prog Mater Sci 107(33):100590. https://doi.org/10.1016/j.pmatsci.2019.100590
Karayel E, Bozkurt Y (2020) Additive manufacturing method and different welding applications. J Mater Res Technol 9(5):11424–11438. https://doi.org/10.1016/j.jmrt.2020.08.039
Mwema FM, Akinlabi ET (2020) Metal-Arc welding technologies for additive manufacturing of metals and composites. In: Dima I, Balasubramanian KR, Senthilkumar V (eds) Additive Manufacturing Applications for Metals and Composites, 4th edn. IGI Global, Hershey, pp 94–105. https://doi.org/10.4018/978-1-7998-4054-1.ch005
Jafari D, Vaneker THJ, Gibson I (2021) Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts. Mater Des 202(1):109471. https://doi.org/10.1016/j.matdes.2021.109471
Pattanayak S, Sahoo SK (2021) Gas metal arc welding based additive manufacturing—a review. CIRP J Manuf Sci Technol 33(6):398–442. https://doi.org/10.1016/j.cirpj.2021.04.010
Giarollo DF, Mazzaferro CCP, Mazzaferro JAE (2022) Comparison between two heat source models for wire-arc additive manufacturing using GMAW process. J Braz Soc Mech Sci Eng 44(1):389. https://doi.org/10.1007/s40430-021-03307-8
Pessl E, Sorko SR, Mayer B (2017) Roadmap Industry 4.0 – Implementation guideline for enterprises. International Journal of. Sci Technol Soc 5(6):193–202. https://doi.org/10.11648/j.ijsts.20170506.14
Chen C, Lv N, Chen S (2018) Data-Driven welding expert system structure based on Internet of Things. In: Chen S, Zhang Y, Feng Z (eds) Transactions on Intelligent Welding Manufacturing, vol 38. Springer Singapore, Singapore, pp 45–60. https://doi.org/10.1007/978-981-10-8330-3_3
Ghobakhloo M (2018) The future of manufacturing industry: a strategic roadmap toward Industry 4.0. J Manuf Technol Manag 29(6):910–936. https://doi.org/10.1108/JMTM-02-2018-0057
Voell C, Chatterjee P, Rauch A, Golovatchev J (2018) How digital twins enable the next level of PLM – A guide for the concept and the implementation in the Internet of Everything era. In: Chiabert P, Bouras A, Noël F et al (eds) Product lifecycle management to support Industry 4.0, vol 540. Springer International Publishing, Cham, pp 238–249. https://doi.org/10.1007/978-3-030-01614-2_22
Chiabert P, Bouras A, Noël F, Ríos J (eds) (2018) Product lifecycle management to support Industry 4.0. IFIP Advances in Information and Communication Technology. Springer International Publishing, Cham. https://doi.org/10.1007/978-3-030-01614-2
Benakis M, Du C, Patran A, French R (2019) Welding process monitoring applications and Industry 4.0. In: IEEE 15th International Conference on Automation Science and Engineering (CASE), pp 1755–1760. https://doi.org/10.1109/COASE.2019.8843319
Butt J (2020) A strategic roadmap for the manufacturing industry to implement Industry 4.0. Designs 4(2):11–41. https://doi.org/10.3390/designs4020011
Mishra D, Pal SK, Chakravarty D (2021) Industry 4.0 in welding. In: Davim JP (ed) Welding Technology, vol 18. Springer International Publishing, Cham, pp 253–298. https://doi.org/10.1007/978-3-030-63986-0_8
Velázquez de la Hoz JL, Cheng K (2021) Development of an intelligent quality management system for micro laser welding: An innovative framework and its implementation perspectives. Machines 9(11):252–272. https://doi.org/10.3390/machines9110252
Stavropoulos P, Mourtzis D (2022) Digital twins in Industry 4.0. In: Mourtzis D (ed) Design and operation of production networks for mass personalization in the era of cloud technology, 110th edn. Elsevier, Amsterdam, pp 277–316. https://doi.org/10.1016/B978-0-12-823657-4.00010-5
Ochoa-Zezzatti A, Méndez R, Carrum E (2022) Impact of Industry 4.0: Improving hybrid laser-arc welding with big data for subsequent functionality in underwater welding. In: Ochoa-Zezzatti A, Oliva D, Hassanien AE (eds) Technological and Industrial Applications Associated with Industry 4.0, vol 347. Springer International Publishing, Cham, pp 87–94. https://doi.org/10.1007/978-3-030-68663-5_6
Gadakh VS, Badheka VJ (2020) Sustainability of fusion and solid-state welding process in the era of Industry 4.0. In: Hussain CM, Di Sia P (eds) Handbook of Smart Materials, Technologies, and Devices, vol 140. Springer International Publishing, Cham, pp 1–17. https://doi.org/10.1007/978-3-030-58675-1_113-1
Liao Y, Deschamps F, Loures EFR, Ramos LFP (2017) Past, present and future of Industry 4.0 - A systematic literature review and research agenda proposal. Int J Prod Res 55(12):3609–3629. https://doi.org/10.1080/00207543.2017.1308576
Demir KA, Döven G, Sezen B (2019) Industry 5.0 and human-robot co-working. Proc Comp Sci 158(2):688–695. https://doi.org/10.1016/j.procs.2019.09.104
Elangovan U (2021) Industry 5.0: The future of the industrial economy. Elangovan U/CRC Press, Boca Raton
Xu X, Lu Y, Vogel-Heuser B, Wang L (2021) Industry 4.0 and Industry 5.0—Inception, conception and perception. J Manuf Syst 61(April 2):530–535. https://doi.org/10.1016/j.jmsy.2021.10.006
Maddikunta PKR, Pham Q-V, Prabadevi B, Deepa N, Dev K, Gadekallu TR, Ruby R, Liyanage M (2022) Industry 5.0: A survey on enabling technologies and potential applications. J Ind Inf Integr 26(2):100257. https://doi.org/10.1016/j.jii.2021.100257
Özdemir V, Hekim N (2018) Industry 5.0: Making sense of big data with artificial intelligence, “the Internet of Things” and next-generation technology policy. OMICS: A Journal of Integrative Biology 22(1):65–76. https://doi.org/10.1089/omi.2017.0194
Bag S, Pretorius JHC (2020) Relationships between Industry 4.0, sustainable manufacturing and circular economy: Proposal of a research framework. Int J Organ Anal 30(2):312. https://doi.org/10.1108/IJOA-04-2020-2120
Tavera Romero CA, Castro DF, Ortiz JH, Khalaf OI, Vargas MA (2021) Synergy between circular economy and Industry 4.0: A literature review. Sustainability 13(8):4331. https://doi.org/10.3390/su13084331
Bjørnbet MM, Skaar C, Fet AM, Schulte KØ (2021) Circular economy in manufacturing companies: A review of case study literature. J Clean Prod 294(4):126268. https://doi.org/10.1016/j.jclepro.2021.126268
Dantas TET, de Souza ED, Destro IR, Hammes G, Rodriguez CMT, Soares SR (2021) How the combination of circular economy and Industry 4.0 can contribute towards achieving the sustainable development goals. Sustain Prod Consump 26(4):213–227. https://doi.org/10.1016/j.spc.2020.10.005
Ciliberto C, Szopik-Depczyńska K, Tarczyńska-Łuniewska M, Ruggieri A, Ioppolo G (2021) Enabling the circular economy transition: A sustainable lean manufacturing recipe for Industry 4.0. Bus Strateg Environ 30(7):3255–3272. https://doi.org/10.1002/bse.2801
Patyal VS, Sarma PRS, Modgil S, Nag T, Dennehy D (2022) Mapping the links between Industry 4.0, circular economy and sustainability: A systematic literature review. J Enterp Inf Manag 35(1):1–35. https://doi.org/10.1108/JEIM-05-2021-0197
Yu Z, Khan SA-R, Umar M (2022) Circular economy practices and industry 4.0 technologies: A strategic move of automobile industry. Bus Strateg Environ 31(3):796–809. https://doi.org/10.1002/bse.2918
Yang K, El-Haik B (2009) Design for six sigma: A roadmap for product development, 2nd edn. McGraw-Hill Professional, London and New York
Acknowledgements
The authors express fully appreciation to their research colleague Khaled Janada for his continual support in collecting literature and reviewing the paper. He introduced valuable comments and advices during finalizing this paper.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVIII - Quality Management in Welding and Allied Processes
Appendix
Appendix
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Soltan, H., Omar, M. A roadmap for selection of metal welding process: a review and proposals. Weld World 66, 2639–2675 (2022). https://doi.org/10.1007/s40194-022-01379-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01379-1