
Abstract
This paper presents the influences of the irregularity “insufficient penetration welding” on the fatigue strength based on experimental and numerical investigations. For this purpose, the fatigue strength of partial penetration butt welds of mild steel (S355) with different non-welded gaps were subjected to fatigue loading. Three different planned gap dimensions (h = 4, 6, 8 mm) at one-sided (Y-seam) and two-sided (DY-seam) partial penetration butt welds were analysed. The results were obtained on a small-scale test specimen with a steel plate thickness of t = 20 mm, without axial and angular misalignment. For the numerical effective notch stress approach, regression formula for efficient analysis of stress concentration factors was determined. The results show that butt joints which are not fully penetrated on one or both sides, and which were previously not permissible for welded joints subject to fatigue loading, can be evaluated in the future on the basis of these investigations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In general, a safe design and an appropriate quality of execution have to be guaranteed for welds subjected to fatigue loading. For a safe design, the recommendations in the fatigue codes and guidelines, like the IIW-2259–15 [1], can be applied. An adequate quality of execution of the welds is ensured internationally by the widely used ISO 5817 [2]. Since the weld quality system of the ISO 5817 [2] was initially developed as a measure of workmanship with respect to fabrication [3], the corresponding fatigue strength of the notch details is missing.
The requirements for the weld seam quality level B, according to ISO 5817 [2] which is required for fatigue-loaded structures were not specified with regard to their influence on the fatigue strength [4].
The limits of weld irregularities defined in ISO 5817 [2], which can be expected from normal production, are normatively required for compliance with the quality standard, regardless of the missing knowledge about their influence on the fatigue strength parameters of the notch details.
A link between the execution qualities, according to ISO 5817 [2] with the actually achieved fatigue strength of the notch details can lead to significantly more economical and resource-saving constructions, while at the same time maintaining the safety level. By differentiating, the irregularities in correlation to the fatigue strength parameters of the respective notch details, larger irregularities could be tolerated in some cases, and thus more resource-saving and economical manufacturing methods could be used in practice.
Actually, the currently defined limits of the permissible weld irregularities lead to the fact that simplified manufacturing processes, resource-saving and economical welded joints are partly not permissible, and instead time-consuming, resource-consuming and energy-consuming reworking or more complex manufacturing processes are required, although there is no reference to the achievable fatigue strength.
The problem of the inconsistent relationship between the existing weld quality classes and the fatigue behaviour has been recognized in the meantime, so that on the basis of numerous studies which have shown the inconsistencies, a guideline has been developed which is intended to close this gap [5]. One imperfection with e.g. no allowance for quality level, C and B has the imperfection designation “insufficient root penetration”. The corresponding notch details are the one-sided and two-sided partial penetration butt welds.
The numerical and experimental studies in this paper provide a contribution to assigning fatigue strength to the non-allowable or non-recommended details in relation to the weld quality and the imperfection of the insufficient penetration welding. Furthermore, the economic aspects for partial penetration butt welds are discussed.
The presented results in this article were achieved within the FOSTA research project P1255 [6], entitled “Required weld seam quality for compliance with the safety level for alternately stressed steel structures (EcoWeldSafe)”.
2 State of the Art
2.1 General and some studies about the fatigue strength of partial penetration butt weld
The notch details of one-sided or two-sided partial penetration butt weld involve some special features with regard to its applicability for fatigue-loaded components. The very sharp notch at the weld root, which could be crack-like, leads to low fatigue strength, so that in codes and guidelines a very low fatigue class is assumed [7], especially if the weld quality and the penetration depth cannot be checked by appropriate non-destructive testing (NDT) [7].
There are only a few examples in the literature with not complete penetration welded butt joints in relation to fatigue-loaded structures. The reasons may be easily explained by engineering considerations and can be reduced to the two properties of low fatigue strength and the risk of non-visible root cracking of partial penetration butt weld. In addition, the planned execution of a butt joint of plane plates for which the weld is not fully penetration is not common in practice. This may be the explanation why only a few studies can be found in the literature.
Fatigue tests and studies with partial penetration butt welds at tubular steel joints [8] show despite the general recommended low fatigue classes of partial penetration butt weld, that the fatigue strength could be higher if the weld root is checked by appropriate NDT and rather small axial misalignment occurs. With suitable and defined measurements, this finding was implemented in the recommendations for pipeline design [2, 9].
For flat sheet butt joints with double-sided partial penetration, also just few experimental and numerical studies exist [10,11,12,13,14,15]. In [10], the influence of “lack of fusion” (LOP) on the fatigue strength was investigated at 19-mm thick and 4-mm narrow test specimen made of high-strength steel with yield strength of fy = 965 MPa. As an outcome, the authors suggest, that although the “considered LOP sizes (from 2 to 4 mm) [yield to] reduction of the fatigue strength”, “[…] the fatigue life data can be quantitatively used for the partial penetration weld joint design [in case] the working stress levels are explicitly known and controllable” [10].
2.2 Evaluation of weld quality of partial penetration butt weld, according to ISO 5817 [2] and IIW-2259–15 [1]
By the manufacturing process of welds, various influencing factors can lead to imperfections and irregularities. Such irregularities are classified and named in accordance with ISO 6520–1 [16], with the aim to enable an exact classification and description of the irregularities. The ISO 5817 [2] takes up this classification and specifies tolerance limits for the typical irregularities to be expected in normal production. The aim is to standardize the evaluation of welded joints and the associated requirements for the weld seam.
Each component is subject of various external influences and must meet corresponding requirements. Depending on the requirements, welds are classified into one of three evaluation groups or quality levels (B, C or D). Quality level D stands for the lowest, C for medium and B for the highest requirements. For fatigue-loaded structures, the quality level B is recommended.
ISO 5817 [2] is limited to work pieces with a plate thickness of t ≥ 0.5 mm. It deals with fully penetration welded butt welds and all types of fillet welds. It is noted that application of these principles to partially through-welded butt welds is possible.
For fully penetration butt weld, the order numbers 5052 (weld toe radii), 502 (transition angle) and 505 (seam height), according to ISO 6520–1 [16] indicate limit values for the weld toe. The order numbers are valid for one-sided and two-sided butt welds. For one-sided butt weld irregularities of the root are listed with the order numbers 4021 (insufficient root penetration), 5013 (internal undercut) and 515 (root elapse). In addition, the order number 4013 (lack of root fusion) is valid for one-sided and two-sided butt welds.
The irregularity “insufficient root penetration” belongs to the quality group of surface imperfections with the number 1.6, according to ISO 5817 [2], see Table 4.6 in [5]. The corresponding notch detail is the (transverse) partial penetration butt weld, whereby only the single side butt weld is listed. For the required quality levels C and B, the notch detail is not permitted.
Another notch detail which is not mentioned in the ISO 5817 [2], but listed in the IIW-2259–15 [1] with a fatigue class FAT36, is the double sided butt weld with partial penetration. The fatigue class has to be compared with the acting stress range in the net cross-section of the weld without taking into account the weld overfill. This procedure implicitly takes into account the height of the non-welded gap. As a requirement and remark, there is noted that the detail is not recommended for fatigue-loaded members and that an assessment by notch stress or fracture mechanics is preferred.
2.3 Notch stress approach of partial penetration butt weld
The notch stress approach is a local approach to consider the local stress state on the basis of the elasticity theory. For the application of the notch stress approach, generally a standardized idealization of the weld detail in combination with a FAT-class derived for the same modelling and radius value is used. The complex geometry of the weld toe and weld root of the welded joints will be idealized with given reference radii depending on plate thickness. For thick plates, a reference radius of rref = 1.0 mm is commonly used. For the determination of notch stress factors, usually numerical calculations with the FE-Method are carried out.
The effective notch stress approach is now included in almost every fatigue code, guideline and recommendation [1, 9, 17] and is widely used for the design of welded components in the industrial work. The DVS 0905 [18] is one of the newest set of rules, which contains comprehensive specifications for the industrial use of the effective notch stress approach for the fatigue-resistant design of welded structures. Especially for the assessment of weld root fatigue, an IIW guideline has been developed [7]. For general information and the implementation of the effective notch stress approach, reference is made to the relevant literature.
3 Test specimen and method
3.1 Test specimen
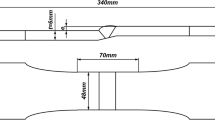
For the investigation of the fatigue strength of partial penetration butt welds, butt joints were fabricated of steel grade S355J2 + N. The test specimen with a plate thickness of t = 20 mm were produced by companies of the project accompanying committee of the research project [6]. The width of the test specimen had a dimension of w = 100 mm and a length of l = 600 mm. For the structured examination of one-sided and two-sided partial penetration butt welds with Y-seam, respectively, DY-seam, the steel plates were manufactured with an appropriate weld seam preparation. The included angle of the Y-, respectively, DY-seam was 90°, and the planned non-welded gap had dimensions of h = 4,6 and 8 mm, so that in total 6 series á, 9 test specimens were examined. The sketches of the Y- and DY-series test specimen and weld seam are shown in Fig. 1.

Test specimen — Y- and DY-series — non-welded gap dimension
In Fig. 2, the fabrication of the test specimen plates and the manufactured weld seams are shown. The plates had a width dimension of approx. w = 1000 mm, afterwards the test specimens were cut out of the panels with the saw cut. For the investigation of the influence of the non-welded gap on the fatigue strength, no additional imperfections should occur in the welded butt joints. Care was taken to ensure that no axial or angular misalignment were present in the plates during the manufacturing of the butt joints by fixing and tacking. After the manufacturing of the test specimens, the plates were checked for axial and angular misalignment. There were no additional imperfections from the manufacturing process.

Manufacture of test specimen plates
The specimens have been made of a mild steel (S355J2 + N) and the chemical composition, the mechanical properties and the welding parameters are given in Tables 1, 2 and 3.
3.2 Investigation method to detect the influence of insufficient penetration welding on fatigue strength
In order to only investigate the influence of the non-welded gap of partial penetration butt welds of mild steel on fatigue strength, it was necessary to exclude other factors that could influence the fatigue strength. As already described, the manufacturing process of the test specimens has already eliminated the axial and angular misalignment. In order to check the other surface imperfections, the test specimens were measured with a laser triangular device to control the parameters of the weld seams according to the quality system of welds in ISO 5817 [2]. Empirical cumulated distribution functions of the measured irregularity or imperfection parameters: seam transition angle a, seam heightening h and seam width were determined and compared to the limit values of category B of the so-called weld class system, according to ISO 5817 [2]. As a result, 95% of the measured parameters of the Y- and DY-series of all variants of non-welded gap h = 4, 6, 8 mm could be assigned to the quality group B in ISO 5817 [2].
Additionally, the non-classified parameter “weld toe radius” was measured. The weld toe radii served as an input parameter for the parameter field of the numerical simulations and the notch stress approach within the research project. However, the results within this paper only deal with the effective notch stress approach using a fixed weld toe radius of 1 mm. It should be noted that ISO 5817 [2] does not specify any limit values with regard to a minimum weld toe radii to be observed.
To check the height of the non-welded gap of the partial penetration butt weld, the fracture pattern from selected test specimens for all series (Y- / DY-seam; h = 4, 6, 8 mm) was investigated with a microscopic image. Over the width of the test specimen, the weld root contours were measured section by section. The heights of the non-welded gap were then averaged and summed up, so that an area-related, weighted arithmetic mean value of the actually present height of the non-welded gap could be determined, see Eq. (1).
In Eq. (1), the sum of the sectional product of the horizontal and vertical measuring length \({\sum }_{{{k}} \, {=} \, {1}}^{{n}}{{{L}}}_{{k}}{{S}}_{{k}}\) against the sum of the horizontal measuring length \({\sum }_{{{k}} \, {=} \, {1}}^{{n}}{{{L}}}_{{k}}\) give the value of the area-related, weighted arithmetic mean value h** of the actually present height of the non-welded gap. Schematically, the measurements of the non-welded gap dimensions are shown in Figs. 3 and 4.

Schematic measurement of the non-welded gap dimension — Y-series

Schematic measurement of the non-welded gap dimension — DY-series
To make a comparison of the dimension, the non-welded gap is redefined. The planned non-welded gap, which could also be named “embedded root face”, is given with the dimension h. Where h is the root dimension of the weld preparation of the non-welded specimen. After the fatigue tests, the non-welded gaps was measured at selected test specimens. The dimension h**, see Eq. (1) and the description above, is assigned to the respective test specimen. From the dimension h**, the arithmetic series average h* was determined for the respective series for h = 4, 6 and 8 mm.
By comparing the gap dimensions of the specified height h of the non-welded gap and the actual measured height h*, it becomes clear that the root of the seam preparation was completely recorded, as shown in Table 4. The measured root gap is at least 30% smaller for the Y-series and at least 40% smaller for the DY-series than the root gap of the seam preparation. The mean value of the total gap dimensions h* of the respective Y-series, respectively, DY-series shows that the non-welded gap of the Y-series was about 35% smaller, and the non-welded gap of the DY-series was about 50% smaller than the specified gap from the seam preparation.
4 Numerical study to the partial penetration butt weld
4.1 Finite element models
The numerical studies have been carried out at the Laboratory for Mathematics and Engineering Mechanics (MTM) of the Institute for Material and Building Research (IMB) at the University of Applied Science Munich (HM).
For the concept-compliant evaluation of notch stresses or derivation of notch shape numbers, according to the effective notch stress concept for weld seams, finite element models were created following DVS 0905 [18]. The effective notch stress concept requires modelling with idealised reference radii for weld toes and weld roots as well as the use of a linear elastic material law. The SN-curves to be used for the evaluation using this approach are provided in the DVS 0905 [18] for the reference radii rref at 1 mm, 0.3 mm and 0.05 mm. Compared to the nominal stress and structural stress concepts, the effective notch stress concept is able to capture important geometric influences e.g. of axial and angular misalignment, flank angle, penetration depth and seam dimensions in the stress simulation and life estimation. It is also possible to differentiate between failure at the weld root and the weld toe. In addition to the irregularities contained in and measured for the welded specimens, parameterised simulation models were created with regard to the relevant dimensions and irregularities. These allow an automated analysis without further manual intervention in the modelling, analysis and evaluation process. For these models, fictitious notch radii r > 0.3 mm up to r = 7.0 mm were considered for the sampling at first stage. This also allows the evaluation of influences of local, real seam geometries in the assessment. The parametric and automated modelling analysis and evaluation are also the necessary bases for creating empirical reduced order, surrogate or metamodels based on regression analysis on a large number of simulated samples.
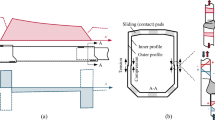
The numerical prediction quality of these models was systematically examined for the convergence behaviour of the stresses to be determined and, based on this discretisation rules for the parameterised models were derived and incorporated into the automated modelling process. Since hundreds of finite element analyses are necessary for the derivation of the metamodels, not only the accuracy of the numerical stress analysis but also the computing efficiency is relevant in the project. Figure 5 shows the geometry and parameter ranges used for the convergence study for an example using notch detail one-sided butt joint with root gap. Figure 6 shows the mesh parameters, and Fig. 7 the convergence behaviour for up to 100 elements in the notches.

Notch stress determination with initially variable notch radii at the butt joint with Y-seam

Mesh parameters in the notch root of weld toe and weld root

Convergence behaviour with mesh refinement
In this way, models have been developed in the research project for all the weld joints and seam shapes that have also been investigated experimentally i.e. butt joints with Y-seam, DY-seam but also others not covered in this document. Figure 8 shows for a selected parameter set for both investigated weld seams the parametric model geometry, selected boundary conditions and meshes for exemplary parameter settings (see also Figs. 9 and 10).

Parameterised geometry of the Y-seam (left) and DY-seam (right), static and kinematic boundary conditions and exemplary finite element meshes for a selected case

Parameterised geometry of Y-seam

Parameterised geometry of DY-seam
For the Y-seam, the effective notch stress in the root is greater than in the weld toe in almost all the cases. Only in cases with large upward angular misalignment and small root defect, the stress at the weld toe is slightly higher than at the weld root. The main influencing factors are angular misalignment and root gap size, and lesser the offset from axial misalignment.
For the DY-seam, the effective notch stress might be greater in the weld toe compared to the weld root in cases of large misalignment values. Perfect alignment always yields the maximum stress in the weld root as well for this type of weld seam. In the later project, the misalignment was not required though due to neglectable misalignments of the manufactured specimen. The evaluation in the following, therefore, is restricted to root failure cases which have been the locations of crack initiation of all the specimens.
4.2 Metamodels
The parameterised finite element models offer the chance to analyse samples in a large variation range of dimensions. Stress concentration factors can be calculated automatically for specific dimensions in individual cases. A large number of variants in connection with a design of experiments (DOE) provide the basis for the derivation of computationally very efficient metamodels for the estimation of stress concentration factors. For the generation of the DOE, the software optiSLang was used. This procedure is described in detail e.g. in [19]–[22] and has already been applied successfully several times with high prediction quality both with the application of polynomial regression as well as the use of artificial neural networks (ANN) on notch stress models for butt, X- and T-joints. The joints treated in this way are already available to interested users as a web application [23] in addition to the descriptive publications. These metamodels are now also being used by other researchers as an efficient calculation of stress concentration factors in order to determine the distribution of stress concentration factors of scanned and geometrically notch contours along weld seams [24].
Figure 11 (left) shows an example of the notch shape numbers at the seam transition of one of the investigated notch cases with a variation of the fictitious notch radius as well as (right) the stress concentration factor in the root over the radius and flank angle. This example shows the procedure used at the beginning of the project with all parameters included. These were restricted in the later course of the project on the basis of the experience gained with the sensitivities or the reduction to distinct fictitious notch radii, which was also beneficial for the accuracy of the final metamodels. Based on such results, correlations can be recognised, and therefore parameters relevant for the notch effect can be extracted in order to simplify the estimation equations. As an example in Fig. 11 on the left, the influence of the flank angle on the stress concentration at the weld toe as a function of the fictitious radius is clearly visible. In this case, 886 samples with notch radii variable in a wide range were analysed in the considered dimensional ranges in the first investigations and included in the regressions. Figure 12 shows the results obtained with the finite element method for 886 samples over the non-welded gap at the weld root. A clear correlation of the stress concentration factor with the depth of the root gap h can be seen from this figure. Comparable investigations were also carried out for the other notch cases, but this will not be discussed further here. For the creation of the metamodels, it makes sense to include only sensitive parameters into the regression. This makes it possible to simplify the resulting equations. However, the verification via the coefficient of determination R2 is, however, obligatory.

Notch factors in relation to the reference radius of the weld toe (left) and notch factors at the weld root with variation of the reference radius and the seam transition angle (right)

Notch stress for 886 with FEM calculated random sampling as function of non-welded gap height
By varying the fictitious radius, these models could in principle also be used to numerically examine notch numbers of the measured radii at the weld toe. This was initially planned in the project, in order to be able to evaluate the scans. In the course of the project, however, this strategy was not followed any more since no FAT classes are available for such arbitrary radii. Therefore, only fixed radii in accordance with DVS0905 [18] have been used, and the results for rref = 1.0 mm radius is given below. The rref = 1.0 mm is very reasonable for the given sheet thickness of 20 mm of the butt joints. The regression equations were calculated for the assumed constant radii of rref = 1.0 mm, each with approx. 1000 stress concentration factors calculated with the FEM. The coefficients of determination R2 could be improved using with the increased sample sizes and simultaneously the reduced number of variables involved. For very few cases, parameter specifications could not be transferred into a meaningful FEM model. That is why, not all 1000 samples were available for the metamodel.
The resulting polynomial regression functions for Y-seam and DY-seam butt welds are given in Eqs. (2) and (3). The equations shown are restricted to simplified versions without misalignment because all the specimens did not show significant misalignment values. Because we could not validate stress concentration factors for specimen with misalignment, we do not show the terms in the following equations related to misalignment. Also, the equations shown here are related just to the weld root which is the location for crack initiation for all the experiments.
4.2.1 Butt weld, Y-seam
Samples used for metamodel: 974 samples for rref = 1.0 mm.
Axial misalignment: \({v}_{a}=[-2\mathrm{ mm};2\mathrm{ mm}]\)
Angular misalignment:\({v}_{w}=[-3 ^\circ ;3 ^\circ ]\)
Root gap: \(h=[1\mathrm{ mm};10\mathrm{ mm}]\)
Stress concentration factors at weld root but without considering misalignment:
4.2.2 Butt weld, DY-seam
Samples used for metamodel: 999 samples for rref = 1.0 mm.
Axial misalignment: \({v}_{a}=[0\mathrm{ mm};2\mathrm{ mm}]\)
Angular misalignment:\({v}_{w}=[-5 ^\circ ;5 ^\circ ]\)
Root gap:\(h=[2\mathrm{ mm};10\mathrm{ mm}]\)
Stress concentration factors at weld root but without considering misalignment:
Equations (2) and (3) given above have been derived specifically for this project with emphasis on misalignment. The simple equations above give reasonable results for the critical location at weld root. For the DY-seam stress concentration factors from this derivation of a meta-model tends to overestimate the stress concentration factor at the weld toe. Therefore, the resulting equations are not presented here as well. We refer to use the equations for butt-welds from [21, 23] for cases without misalignment as the better choice for such cases. These metamodels have been derived using artificial neural networks and also polynomial regression and yield a better prognosis of the stress concentrations at weld toes and weld roots without any axial angular misalignment.
5 Experimental study to the partial penetration butt weld
5.1 Fatigue test method and failure mode
The fatigue tests have been carried out at the Laboratory for Steel and Lightweight Structures (LSL) of the Institute for Material and Building Research (IMB) at the University of Applied Science Munich (HM). For the fatigue tests, a 600-kN SincoTec Power Swing System [25] was used. The fatigue tests were performed under tension pulsating (R = 0.1) uniaxial loading with a cyclic frequency of round about 50 and 60 Hz.
The limiting load cycle number was set to ND = 5∙106 LW. The monitoring was both force and natural frequency controlled. A frequency increase or decrease of Δf = ± 0.2 Hz or a force increase or decrease of ΔF = ± 10 kN was defined as the machine’s switch-off limits. When the cut-off limits were reached, the sample was examined for cracks or other damage. If no damage was detected, Δf was increased by ± 0.2 Hz; the force limit was maintained; and the test was restarted.
Fatigue crack growth from the weld root through the weld metal was found to be the failure mode for all the specimens. It was found that for the specimens investigated, the notch effect due to a crack-like notch at the weld root is higher than at the weld transition.
Crack initiation occurred exclusively from the root of the partial penetration butt weld. The crack propagation was perpendicular to the loading direction through the weld metal to the surface and finally to the fracture of the specimen, Fig. 13 and Fig. 14. The proportion of the fatigue fracture area is approx. 60–80% of the weld cross-section.

Typical fracture pattern and failure mode of Y-seam

typical fracture pattern and failure mode of DY-seam.
5.2 Fatigue test results and evaluation
The fatigue test results and information about the non-welded gap are listed for each test specimen in Table 5 and Table 6. The stress ranges are based on the nominal plate thickness t = 20 mm and not to the cross-section of the load-carrying section of the weld metal, like it is recommended in the IIW-2259–15 [1]. Based on the non-welded gap dimension h** and Eq. (1), the notch stress factors and the notch stresses are also given in the tables.
Based on the experimental results, the mean value curves with a survival probability of PS = 50% of the different series were generated on the basis of linear regression method. Based on these results, the one-sided lower bound with a survival probability of PS = 95% was generated based on the prediction interval. The evaluations were performed with fixed slope m = 3.0.
In Figs. 15 and 16, the 50%-SN-curves for the nominal stress approach for the Y- and DY-specimen are shown. The nominal stresses of the test specimens are calculated based on the gross cross-section of the plate,, though valid for the net weld cross-section, for comparison of the one-sided partial penetration butt weld. The fatigue test results are given for the tested stress ratio R = 0.1, while the fatigue classes are valid for R = 0.5. Because there were no residual stress measurement available and because of the quite thick weld section, it was assumed that high residual stresses are included in the test specimen so that a mean stress sensitivity does not have to be taken into account.

Nominal stress SN-curves for PS = 50% — comparison of the Y-series

Nominal SN-curve PS = 50% — comparison of DY-series
To classify the results, the experimental SN-curves are compared with the SN-curves of the fatigue classes. In addition, the SN-curve of the fatigue class FAT36 for the one-sided fully penetration butt weld without NDT and the fatigue class FAT71 for the fully penetration butt weld with NDT of the root are presented in the diagram of Fig. 15. In Fig. 16, the SN-curve of the FAT36 for comparison of the two-sided partial penetration butt weld and the fatigue class FAT80 for two-sided fully penetrated but weld are presented in the diagram. The FAT36 for partial penetration butt weld, but though valid for the net weld cross-section, for comparison of the two-sided partial penetration butt weld is shown in the diagram for orientation purposes. The FAT80 for the two-sided fully penetration butt weld was chosen because of the weld reinforcement of the test specimen, which was slightly higher than 10% of the plate thickness.
In Table 7, the summary of the results is listed. The mean value Δσ50% of the evaluation of the data is based according to the linear regression method with fixed slope m = 3 and the characteristic value ΔσC of the SN-curve corresponds to a cycle number of N = 2∙106 cycles. A suggestion for the classification of the respective Y- and DY-series with associated requirement is also given in Table 7.
The influence of the height of the non-welded gap on the fatigue strength is clearly evident in the Y-series. For actual heights of the non-welded gap of > 10% of the plate thickness of t = 20 mm investigated here, no appreciable fatigue strengths can be applied.
If the series is sorted according to the height of the non-welded gap, it can basically be stated that the fatigue strength decreases with an increase in the height of the non-welded gap, see Fig. 15 and Table 5.
Comparing the mean value curves of the six series (Y-4, Y-6, Y-8, DY-4, DY-6 and DY-8), a tendency of approximately linear decrease of the fatigue strength with approximately linear increase of the non-welded gap related to the actually measured value as weighted arithmetic mean can be seen. This tendency can also be seen for the characteristic values, although the scatter of the individual SN-curves should be taken into account.
Compared to the normative values, both the mean and characteristic values for the three Y-series are below the FAT80 for the one-sided fully penetration butt weld with NDT-measurement of the root. The characteristic values for series Y-8 and Y-6 are below the FAT36 (based on the gross cross-section), so further consideration or development of a proposed standard using the nominal stress concept is not appropriate here.
Series Y-4, with a characteristic value of ΔσC = 43 MPa (at NC = 2∙106 cycles), is about 25% above the comparative FAT36 MPa. Though the FAT36 should be used with the net section, the benefit is even higher.
For the DY-series, the mean values and the characteristic values of the three series are above the fatigue class FAT36, according to IIW-2259–15 [1]. Fatigue classes of FAT63 and FAT71 can be proposed depending on the actual non-welded gap h*. Of course, there is a reduction of the fatigue strength compared to the FAT80 given for the full penetration butt welds without the use of non-destructive testing.
In summary, it can be stated that the influence of the non-welded gap on the fatigue strength is in part significantly overestimated by the standards. In particular, the DY-series investigated here show sufficient fatigue strengths that can be applied.
5.3 Fatigue test results of transverse partial penetration butt weld–notch stress concept
Based on the results of the fatigue tests from the nominal stress approach and the measurements of the non-welded gap, the data are further evaluated with the notch stress approach to adequately capture the effects and influence of the height of the non-welded gap.
The SN-curve of the notch stress approach is shown in Figs. 17 and 18 with a fixed slope m = 3 for the Y- and the DY-series. The notch stress data are calculated with Eqs. (2) and (3), see Table 5 and Table 6.

Notch stress SN-curve of Y-series — values from EcoWeldSafe [6]

Notch stress SN-curve of DY-series — values from EcoWeldSafe [6]
All the data points of the Y-seam-series lie above the FAT225. Because of some quite good data results, the scatter band is wide, so that the characteristic SN-curve lies below the FAT225.
In the series of DY-seams, there is only one data point below the FAT225. This has a small gap dimension, which means that the notch stresses are also lower. This is not noticeable in the nominal SN-curve. The scatter band is quite small.
In Fig. 19, the jointly evaluated notch stress SN-curves of the Y- and DY-series. There were 40 samples available for the evaluation. Of these, 39 data points were above the FAT225 line. Because of the scatter band, the evaluated fatigue class would be slightly lower, with a value of ΔσC,Kt = 202 MPa. Anyhow, despite of one specimen, the FAT225 would lead to a safe design.

Notch stress SN-curve of Y- and DY-series — values from EcoWeldSafe [6] — evaluated together
Although no geometric imperfections could be detected at the test specimen, the original metamodels were estimated with axial and angular misalignment. Only the terms with the influencing non-welded gap dimension h included in Eqs. (2) and (3). The original equations in [6] have additional mixed and quadratic terms with the parameters of the misalignments. Since no misalignments were found experimentally, but the parameters were taken into account in the calculations of the metamodels, they also influence the quality of the regression formula and thus the results for the notch stresses. As already explained in Chapter 4.2, for partial penetration butt weld without misalignments, the notch stress factors should be estimated with the SCF-Predictor [23]. Because of that, another analysis and evaluation based on the estimated results of the SCF-Predictor [23] by using the artificial neural network (ANN) method was made. The results are given in Table 8 and Table 9 with the use of the values in Table 5 and Table 6. The geometric parameters of the SCF-Predictor for partial penetration butt welds with Y- and DY-seam are shown in Fig. 20 [23].The notch stress SN-curves are shown in Figs. 21, 22 and 23.

Geometric parameter for SCF-Predictor for partial penetration butt weld with Y- and DY-seam [23]

Notch stress SN-curve of Y-series — values from SCF-Predictor [23]

Notch stress SN-curve of DY-series — values from SCF-Predictor [23]

Notch stress SN-curve of Y- and DY-series — values from SCF-Predictor [23] —evaluated together
Comparing the notch stress SN-curves in Figs. 17, 18, 19 and 21, 22, 23, it can be seen that the determined notch stresses with the regression formula in Eqs. (2) and (3) provide conservative values. Nevertheless, the equations provide useful results for the evaluation of partial penetration butt weld on the basis of the effective notch stress approach. Using the stress concentration factors of SCF-Predictor from ANN-analysis, all the experimental results are located well above the FAT225 to be used for a fictitious radius of r = 1 mm. The method is capable to evaluate such weld seams and weld details.
6 Economic aspects of partial penetration butt welds
6.1 General considerations on the economic aspects of partially penetration welded butt joints
The aim of the research project was to come up with advantages for the manufacturing of steel structures. With regard to an economically sensible solution of weld seam designs, the aim of this project was to prepare economic evaluations of the different design variants of the weld seams in comparison to the usual or regulated design variant. A reduction of the manual production effort and thus of the labour-intensive work is particularly important in competition. The resource efficiency (working time, material, energy) of the production of weld seams or an economically sensible solution of weld seam designs, with simultaneous compliance with the safety and quality standards of the products (fatigue resistance of the welded joints) is aimed at.
The economic efficiency evaluations of the companies were carried out without specifying concrete cost, but only via factors such as time, cost or time/cost factors, which can reflect the differences of the seam design compared to the usual or regulated seam design. A relative and standardized consideration is sufficient as information for an evaluation of the weld seam production and serves to protect company secrets as well as to maintain a possible competitive advantage. If possible, a list of the effort of the weld seam production with e.g. the parameters’ seam preparation, manufacturing cost, time expenditure and if necessary others should be made on the basis of the available welding process specification.
In the companies, the respective manufacturing processes and occurring irregularities or design variants of the weld seams were analysed. The additional working times, as well as costs for the avoidance and repair of individual imperfections, were determined and evaluated in the form of relative comparisons of a usual production of reference components. The aim was to determine the extent to which resources such as working time, material and energy can be saved by using the modified design types and the resulting weld seam grades.
It should be noted at the outset that the manufacturing processes in practice differ greatly from company to company and that the following explanations are not generally valid. On the one hand, the real components are often too complex in their design and in their production-related manufacture. On the other hand, the effort required for production differs from product to product. Direct transferability or scalability is therefore not possible. Nevertheless, the following explanations show a tendency for possible savings and thus the potential for a resource-saving production of welded steel components. The challenge for the companies is to integrate changes of design variants into the existing manufacturing process in practice.
6.2 Relative effort of partially penetration welded butt joints
In the following tables, the examined notch detail series are compared with a reference component. The reference component is considered with an effort value of 100%. For the examined notch detail series, on the other hand, the relative required effort values are given in percentage. This means, for example, that with a relative required effort value of 80%, the effort for the examined notch detail is reduced by 20%, compared to the reference component.
Table 10 lists the analysis of the economic efficiency of the examined notch detail series of the partial penetration butt weld for Y- and DY-seam in relative figures. The butt joint fully welded on one side with an opening angle of 60° of the weld preparation of the V-seam was chosen as the reference component. A percentage of 100% is assigned to the reference component.
It can be seen that with lower seam volume, the economy of the design can also be increased. With the exception of the Y-4 seam, this is the case for all the notch detail series examined. The reason for the slightly higher values of the Y-4 seam is directly attributable to the opening angle.
A weld design as a DY-seam has both economic advantages and higher fatigue strengths, compared to a Y weld. Thus, they are generally preferable to butt welds that are not fully penetrated on one side.
However, a one-sided weld may be necessary and useful from a manufacturing standpoint. For the welds Y-6 and Y-8, as already shown in Chapter 5.2, no fatigue strength characteristics could be recommended. For a one-sided partial penetration butt weld with a small gap dimension, a fatigue strength with fatigue class FAT36 could be determined on Y-series Y-4. Compared to the V-seam, however, the Y-4 seam is not economical. Nevertheless, the Y-4 seam can be evaluated as positive with regard to the achievable fatigue strength characteristics.
Anyhow, in view of a possible application of the partial penetration butt welds one has to consider that it has to be ensured that the allowable non-welded gap is not exceeded. Unfortunately, this might not be easily done using non-destructive testing methods so that welding procedures have to be capable to ensure this.
The economic efficiency in terms of total costs is difficult to quantify. An evaluation based on the savings factors in time, material and energy input cannot be translated one-to-one into a cost factor. Also, due to the production process, which is component-specific and product-dependent, a numerical comparison cannot be meaningfully presented for this investigation. Furthermore, the reduced fatigue strength of the single weld has to be evaluated separately for each welded construction. Thus, a factor for the total costs was not included. However, the other factors can be used as an indication.
7 Discussion of the experimental and numerical results
The first recommendations can be given for the notch case of partial penetration butt welds. For not fully welded DY-seam (t = 20 mm, S355) with an actual height h of the non-welded gap of h < 2 mm, a fatigue class FAT71 and for h < 4 mm a fatigue class FAT63 is recommended. For Y-seam (t = 20 mm, S355) with one-sided not fully welded through, a fatigue class FAT36 can be considered, if it is ensured that the actual height of the non-welded gap is h < 2 mm. These first recommendations allow an evaluation of the previously not permissible design type of the not fully welded butt joint. Considering the existing conditions, an evaluation of such details in the fatigue check can be target-oriented. Due to the difficulty in determining the absolute gap, the evaluation should be carried out with special care in individual cases and is not generally recommended.
The application of the notch stress concept allows the evaluation of the influence of the gap in non-welded butt welds. The evaluation of the constant amplitude fatigue tests was carried out with the effective notch stress approach, taking into account the highest principal stress. As a characteristic fatigue strength, FAT225 is conservative for almost all the test results of the details subjected to normal stress; FAT200 includes all the test results of these details when using the more conservative Eqs. (2) and (3).
For a more precise statement about the results of the effective notch stress approach, based on two different calculation methods of simplified regression formula and metamodels, further investigations and analyses are necessary. Future investigations at the research institutes and further analyses will be able to specify the meaning of the statement made so far.
8 Conclusion and summary
Within the framework of the presented research project “Required weld quality for compliance with the safety standard for alternately loaded steel structures” [6], the fatigue strength for different welded joints with irregularities was investigated. The test results provide fatigue classification of selected welded joints in connection with the irregularities investigated. Thus, a contribution could be made to indicate the influence of different execution qualities on the fatigue strengths.
The experimental investigations have shown that an evaluation of currently non-permissible irregularities and deviating design variants with regard to fatigue strength is possible with existing concepts. The numerical investigations prove that an evaluation of the irregularities with the effective notch stress concept is target-oriented. Thus, in addition to the fundamental evaluability of these irregularities, cost advantages in the production of the components can be achieved for practical applications.
Partial penetration butt welds, which were previously not permissible for fatigue-stressed welded joints, can be evaluated in the future on the basis of the investigations. For gaps h < 10%∙t of the investigated plate thickness of t = 20 mm, fatigue strengths under tensile pulsating loading (R = 0.1) of ΔσC = 71 MPa were determined for DY welds, for h < 20%∙t of ΔσC = 63 MPa. For Y-seams with h < 10%∙t, fatigue strengths of ΔσC = 71 MPa could be found.
9 Outlook
The design qualities of the evaluation group or quality level B, according to ISO 5817 [2], which are required for fatigue-loaded welded joints, have not yet been completely specified with regard to their influence on the fatigue strength. Therefore, there is no evaluation possibility for the different design qualities and the resulting fatigue strength. The paper presented here with the results of the research project EcoWeldSafe [6], makes a contribution to closing this gap.
The test methods of NDTs that can be used to ensure the necessary quality requirements in practice are to be clarified in further systematic investigations. It is also important to determine the type and extent of permissible irregularities in other notch details and to analyse the transferability of the results presented to other dimensions.
The authors of the paper will continue to pursue the topic of the effective notch stress approach and the metamodel, to publish a corresponding study and recommendations for the evaluation of partial penetration butt weld based on the effective notch stress approach in the near future.
In the future, it will be necessary to differentiate and subdivide the evaluation criteria of ISO 5817 [2] in more detail through further investigations into irregularities in welded joints under fatigue loading. An evaluation of weld irregularities that is clearly related to the resulting fatigue strength should thus become possible and lead to significantly more economical design variants of welded joints.
It would be useful to analyse the irregularities of the welded joints in connection with the welding process in order to create a better basis for the evaluation of the different execution qualities. In order to guarantee the safety of welded joints with irregularities, test procedures are necessary to meet the required quality requirements.
Abbreviations
- f y :
-
Yield strength in [MPa]
- S355:
-
Mild steel (S355) S355J2 + N, EN 10025 with a nominal yield strength of fy = 355 MPa
- t :
-
Plate thickness in [mm]
- w :
-
Plate width dimension in [mm]
- l :
-
Plate length dimension in [mm]
- h :
-
Planned non-welded gap dimension, weld seam preparation in [mm]
- h**:
-
Area-related, weighted arithmetic mean value of the actually present height of the non-welded gap in [mm]
- h*:
-
Arithmetic series average over h** in [mm]
- ĥ :
-
Proposed maximum allowable value of actual non-welded gap dimension in [mm]
- NDT:
-
Non-destructive testing
- n :
-
Number of test specimen
- SN:
-
Stress range S \((\Delta \sigma )\) versus cycles to failure N, SN-curve in log–log scale
- FAT:
-
Fatigue class of the IIW recommendations i.e. fatigue resistance given as characteristic values, which are assumed to represent a survival probability of at least 95 [%], calculated from the mean value on the basis of two-sided 75 [%] tolerance limits of the mean, in terms of the nominal stress range in [MPa] at the reference value of cycle numbers at N = 2∙106
- N:
-
Number of cycles to failure, fatigue life in cycles
- Δσ:
-
Stress range in [MPa]
- Δσnom :
-
Nominal stress range
- ΔσKt (rref = 1.0 mm):
-
Effective notch stress range according to effective notch stress approach with rref = 1.0 [mm]
- Δσ50% :
-
Reference stress range value for a probability of survival of PS = 50 [%] estimated from experimental fatigue data with the linear regression method related to the reference cycle number value of NC = 2∙10 6
- ΔσC :
-
Experimentally evaluated characteristic stress range value estimated for the lower prediction bound with 95 [%] of confidence (probability of survival PS = 95[%]) at the reference cycle number value of NC = 2∙106
- ΔσC, Kt :
-
At notch stress approach
- m:
-
Slope [ −] of the SN and lifetime curves in the high cycle fatigue region of 104 ≤ N < 107 cycles
- σN :
-
Standard deviation [ −] in terms of logarithmic cycle numbers log(N)
- Eval.nom :
-
Number Evaluation information for the nominal stress approach (1 = data considered in evaluation, 0 = data not considered in evaluation)
- Eval.Kt :
-
Evaluation information for the notch stress approach (1 = data considered in evaluation, 0 = data not considered in evaluation)
- ΔσKt ,root :
-
Notch stress range at weld root in [MPa]
- R:
-
Stress ratio [ −]
- F:
-
Force [kN]
- Δσ:
-
Stress range based on nominal cross section area of the test specimen in [MPa]
- CAL:
-
Constant amplitude loading
- h:
-
h, h*, h**; non-welded root gap dimension of Y and DY-series in [mm]
- r:
-
Radius in [mm]
- rref :
-
Reference radius in [mm]
- va :
-
Axial misalignment in [mm]
- vw :
-
Angular misalignment in [mm]
- Kt ,(r = 1 mm) :
-
Notch stress factor for reference radius rref = 1.0 [mm] at weld root, Kt,root [ −]
- R2 :
-
Coefficient of determination [ −]
- t:
-
Plate thickness in [mm]
- w:
-
Weld seam width in [mm]
- β:
-
Flank angle in [°]
- f:
-
Weld seam width to plate thickness ratio, f = w/t [ −]
- z:
-
Root face to sheet thickness ratio, z = h/t [ −]
- SCF-ANN:
-
stress concentration factor of artificial neural network method
References
Hobbacher A (2016) IIW-Recommendations for fatigue design of welded joints and components, 2nd edn, IIW Collection. Springer, Cham
ISO 5817 (2014) Schweißen – Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahl-schweißen) – Bewertungsgruppen von Unregelmäßigkeiten
Hobbacher A, Kassner M (2010) On relation between fatigue properties of welded joints and quality groups in ISO 5817. International Institute of Welding, doc. XIII-2323–10
Jonsson B, Samuelsson J, Marquis G (2010) Development of weld quality criteria based on fatigue performance, International Institute of Welding, doc. XIII-2317–10
Jonsson B, Dobmann G, Hobbacher A, Kassner M, Marquis G (2016) IIW Guidelines on Weld Quality in Relationship to Fatigue Strength. Internatial Institute of Welding, Springer, Cham. https://doi.org/10.1007/978-3-319-19198-0
Schiller R, Oswald M, Löschner D, Stengl B, Neuhäusler J, Rother K, Engelhardt I (2021) Erforderliche Schweißnahtqualität zur Einhaltung des Sicherheitsstandards bei wechselnd beanspruchten Stahlbaukonstruktionen (EcoWeldSafe), Abschlussbericht FOSTA-Forschungsvorhaben P1255, IGF-Projekt Nr. 19450 N der Forschungsvereinigung Stahlanwendung e. V. (FOSTA)
Fricke W (2013) IIW guideline for the assessment of weld root fatigue. Weld World 57:753–791. https://doi.org/10.1007/s40194-013-0066-y
Maddox SJ, Razmjoo GR (1998) Fatigue performance of large girth welded steel tubes. In: Proc. 17th Int. Conf. Offshore Mechanics and Arctic Engng. (OMAE'98). ASME, New York
DNV (2010) Fatigue strength analysis of offshore steel structures. Report DNV-RP-C203, Det Norske Veritas, Høvik
Kim S, Jin K, Sung W, Nam S (1994) Effect of lack of penetration on the fatigue strength of high strength stell butt weld. KSME J 8(2):191–197
Bowman MD, Munse WH (1973) Fatigue behavior of welded steel butt joints containing artificial discontinuities. Weld J (Welding Research Supplement):36/s–44/s
Lawrence FY, Munse WH (1973) Fatigue crack propagation in butt welds containing joint penetration defects. Weld J (Welding Research Supplement):221/s–232/s
Lawrence FY (1973) Estimation of fatigue crack propagation life in butts welds. Weld J (Welding Research Supplement):212/s–220/s
Tobe Y, Lawrence JRFY (1977) Effect of inadequate joint penetration on fatigue resistance of high-strength structural steel welds. Weld J (Welding Research Supplement):259/5–266/s
Zachary LW, Burger CP (1976) Stress concentration in double welded partial joint penetration butt weld. Weld J (Welding Research Supplement):77/s–82/ 5
ISO 6520-1 (2007) Schweißen und verwandte Prozesse - Einteilung von geometrischen Unregelmäßigkeiten an Metallen - Teil 1: Schmelzschweißen
FKM-Guideline Analytical Strength Assessment (2020) Forschungskuratorium Maschinenbau, 7th edn. VDMA-Verlag
Merkblatt DVS 0905 (2021) Industrielle Anwendung des Kerbspannungskonzeptes für den Ermüdungsfestigkeitsnachweis von Schweißverbindungen. DVS Media GmbH, Düsseldorf
Mayr CM, Rother K (2019) Improved stress concentration factors for circular shafts for uniaxial and combined loading. Mater Test 3(2019):193–203. https://doi.org/10.3139/120.111305
Oswald M, Mayr C, Rother K (2019) Determination of notch factors for welded cruciform joints based on numerical analysis and metamodeling. Weld World 63(5):1339–1354. https://doi.org/10.1007/s40194-019-00751-y
Oswald M, Neuhäusler J, Rother K (2020) Determination of notch factors for butt welded joints based on numerical analysis and metamodeling, Weld World 64:2053–2074. https://doi.org/10.1007/s40194-020-00982-4
Oswald M, Springl S, Rother K (2020) Determination of notch factors for welded T-joints based on numerical analysis and metamodeling. IIW Annual Assembly on-line, 2020, IIW-Doc XIII-2853–2020
SCF-Predictor (2021) URL: http://rother.userweb.mwn.de/scf-predictor.html. Accessed 25 June 2021
Renken F, von Bock und Polach RUF, Jung M, Schubnell J, Oswald M, Rother K, Ehlers S, Braun M (2021) An algorithm for statistical evaluation of weld toe geometries using laser triangulation. Int J Fatigue 149:106293. https://doi.org/10.1016/j.ijfatigue.2021.106293
Sincotec (2021) URL: www.sincotec.de. Accessed 13 February 2021
Acknowledgements
The authors would like to thank the funding body and the research association as well as the project-accompanying committee for the test specimens provided and the technical support.
Funding
Open Access funding enabled and organized by Projekt DEAL. The IGF project “Required weld seam quality for compliance with the safety standard for alternately stressed steel structures (EcoWeldSafe)”, IGF project no. 19450 N of the Forschungsvereinigung Stahlanwendung e. V. (Research Association for Steel Applications). (FOSTA), Sohnstraße 65, 40237 Düsseldorf, Germany, was funded by the Federal Ministry for Economic Affairs and Climate Action via the AiF within the framework of the programme for the promotion of joint industrial research (IGF) on the basis of a resolution of the German Bundestag.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII—Fatigue of Welded Components and Structures.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schiller, R., Oswald, M., Neuhäusler, J. et al. Fatigue strength of partial penetration butt welds of mild steel. Weld World 66, 2563–2584 (2022). https://doi.org/10.1007/s40194-022-01335-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01335-z