
Abstract
The lightweight construction of steel structures is often limited by the mechanical properties of the weld metal. The strength values of modern base materials are not achieved in the weld metal. There is a considerable need to develop welding consumables that allow the processing of modern fine-grained structural steels without limiting their potential. The Physical Vapor Deposition (PVD) coating of welding wire electrodes can increase the strength of the weld metal of a Mn4Ni2CrMo welding wire electrode by up to 30%. By using different coating elements, the Hall–Petch relationship can be exploited and such an increase in strength can be achieved. Especially by applying titanium, vanadium, and yttrium coatings, the strength of the weld metal can be increased. Due to a multilayer structure of the coating, the weld metal and the process can be influenced independently of each other. The effects of mono-element coatings and multi-component coatings on the weld metal and the process are discussed. PVD coatings allow welding wire electrodes to be individually adapted to the requirements.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The constantly increasing demands by architecture and industrial plant engineering are met by lightweight constructions. Steel development in this field of research is being driven forward, particularly with the aim of reducing dead weights and increasing load-bearing capacities. Modern fine-grain structural steels achieve yield strengths of 1300 MPa, thus enabling reduced material usage [1, 2].
The strength increase of high-strength steels is primarily achieved by grain refinement and is based on the Hall–Petch relationship. The influence of different alloying elements on the weld metal, grain size, and crystallization is therefore of high interest in research on high-strength steels. Niobium has proven to be an element particularly suitable for grain refinement [3, 4]. In addition to niobium, other elements such as titanium are also suitable for influencing the weld metal [5, 6].
The limiting factor when using these steels is the strength that can be achieved in the weld metal. The strength of the base materials cannot be achieved in the weld metal with the currently available filler metals, so that the development of suitable welding wire electrodes is necessary.
Physical Vapor Deposition (PVD) coating processes enable thin layers to be applied to welding wire electrodes [7, 8]. The resulting wire electrodes can be used to process the steel grades described [9]. Wire electrodes of the quality Mn4Ni2CrMo can be used as substrate [10]. By varying the applied layer thickness of different elements, the mechanical properties of the weld metal can be investigated with respect to different mass fractions of the layer elements. In addition to mono-element coatings, the properties of the weld metal can be influenced by an adapted composition of several coating elements (multi-component and multilayer coatings).
The state of the art is to adapt the alloying of welding wire electrodes in order to achieve higher strengths in the weld metal. This is possible in that the wire drawing process itself is still possible despite the limited ductility. A further approach to a far-reaching influence on the weld metal strength is the use of flux-cored wire electrodes, although the hydrogen content is increased compared to a solid wire electrode [11].
The coated wire electrode approach extends the range over which the weld metal composition can be influenced without the limitations of the wire drawing process or the hydrogen problems of flux-cored electrodes.
The process of wire coating is done with the coating system shown in Fig. 1.

PVD coating system [9]
The figure shows the coating chamber of the Cemecon CC-800/9 Custom coating system, which is used to apply PVD coatings according to industrial standards. A material is vaporized in a vacuum chamber and condenses in thin layers on the substrate material (welding wire). Therefore, the process gas (argon) is ionized by an applied voltage. The argon ions are accelerated in the direction of the coating material (target) and vaporize it. The vaporized material is guided through an electrical field and hits the parts to be coated.
The substrate material used in the described investigations is a GMAW wire electrode of the alloy Mn4Ni2CrMo with a diameter of 1.2 mm. The wire electrode is fed into the system in batches and coated. For this purpose, it is wound onto a carrier structure in the chamber. To determine the respective total coating thickness, an additional sample was coated in each process. The coating thickness was determined on the basis of calotte grinding. In the case of multilayer coatings, the total coating thickness was determined.
2 Sample preparation and examination
2.1 Experimental procedure and sampling
The welding wire electrodes were welded on a substrate plate to determine the mechanical properties of the wire electrodes. Several welds side by side and several layers on top of each other (bead on plate weld) are shown in the micrograph in Fig. 2. The applied weld metal had a length of 200 mm and a width of 60 mm and was applied about 15 mm high. The substrate plate was preheated to 100° and an interpass temperature of 100 °C was also kept between the individual welds. The wire electrodes were welded in this way to allow a high number of samples to be taken from the weld metal. The procedure was chosen, even if losses in strength are to be expected compared with the procedure according to DIN EN ISO 15792-1, since the focus of the tests was on the pure weld metal without dilution.

Microsection of a bead on plate weld
Both the processing of these uncoated and later also the coated wire electrodes was carried out with the parameters shown in Table 1.
Fig. 2 shows the microsection of a multilayer welded blind seam from which the samples for determining the mechanical properties of the weld metal were taken. The tensile specimens in accordance with DIN EN ISO 6892-1 [12] were taken in the longitudinal direction of the weld, and the specimens for the Charpy impact test in accordance with DIN EN ISO 148-1 [13] were taken transversely. In addition, microsectional samples and micrographs were taken.
2.2 Metallography
In order to visualize the influence of the different coating elements on the structure of the weld metal, the specimens were polished and etched with alcoholic nitric acid (Nital). Fig. 3 shows the weld metal of coated wire electrodes compared to an uncoated reference wire electrode (Mn4Ni2CrMo). In addition to the coating thickness, the calculated mass fraction is given. It can be clearly seen that the yttrium, vanadium, and titanium coatings increase the proportion of needle ferrite in the microstructure, which initially suggests a higher yield strength. Furthermore, grain refinement occurs due to the coatings.

Micrographs mono-element coatings
In addition to single coating elements, the influence of coatings consisting of a composition of several elements was tested. For this purpose, the effects of the mono-element coatings on the weld metal were evaluated in an influence matrix. In order to further increase the strength, multi-component and multilayer coatings were developed, which are composed of the tested individual components. The microstructure of the weld metal of a welding wire electrode coated with the elements titanium, vanadium and yttrium (multi-component coating) is shown in Fig. 4. The coating has reached a thickness of 1.3 μm. Fig. 4 also shows the structure of a welding wire electrode on which a 0.4-μm-thick vanadium layer was deposited and a second layer of titanium vanadium and yttrium on top, resulting in a total layer thickness of 1.7 μm. Also here, the given mass fractions are calculated values.

Micrographs multi-component coating and multilayer coating
An electrode with a pure vanadium coating shows increased spattering during processing and a correspondingly poor weld seam quality. In order to take advantage of the significant increase in strength due to the increase in vanadium content and, at the same time, to process the electrode in a process-stable manner, several layers were applied on top of each other (multilayer coating).
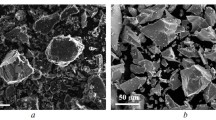
For a more detailed examination of the weld metal structure, a SEM image was taken, which is shown in Fig. 5. A martensitic microstructure can be seen. The mechanical properties of the microstructure are described in Section 2.3.

Scanning electron micrograph of the weld metal structure
Studies describing the material transition from the coating to the weld metal are still pending. Micrographs at various positions indicate that the influence on the microstructure is uniform. Inductively Coupled Plasma–Optical Emission Spectrometry (ICP-OES) was carried out to prove material transfer from the coating to the weld metal. Table 2 shows the chemical composition of the respective weld metal including the coating elements.
It can be clearly seen that, compared to the reference weld metal, the respective element content can be increased by applying a coating. However, the determined values are lower than the calculated mass fractions, which is due to combustion in the arc. The vanadium content is higher in the weld metal of the Ti-coated wire electrode than in the weld metal of the V-coated one. Investigations regarding the influence on the arc by a V-coating and the combustion are still in progress.
The transition of the multi-component coating as well as the multilayer coatings was also investigated by performing ICP-OES analyses.
Table 3 shows the chemical composition multi-component coating and multilayer coatings. Here, the transition of the coating elements into the weld metal can also be verified.
2.3 Mechanical properties
The effects on the yield strength of the weld metal caused by various coating elements are summarized in Fig. 6. The coating elements titanium, vanadium, and yttrium lead to a significant increase in the yield strength of the weld metal. By sputtering a coating of 0.9 μm yttrium, the yield strength can be increased from 855 to 1087 MPa and thus by 27%. This increase represents the maximum in the tests with individual coating elements. Vanadium and titanium also significantly increase the yield strength. With a titanium coating, the yield strength can be increased by 13% in a reproducible manner. The vanadium coating raises the yield strength by 15%.

Effects on the yield strength by various coating elements
Fig. 7 compares the strengths of the microstructures and alloy compositions shown in Fig. 4 with the reference weld metal. The electrode with multi-component coating achieves only a 20% increase in strength compared to the reference electrode. In contrast, the electrode with an additional vanadium coating (multilayer system) achieves a strength increase of 30%.

Effects on the yield strength by multi-component coating and multilayer coatings
Table 4 shows the yield strength, tensile strength and elongation at break in relation to the respective coating. The experiments were performed at room temperature.
In addition, the ductility of the weld metal is affected when coated electrodes are processed.
Compared to the uncoated reference wire electrode, the coated electrodes show a significantly lower impact energy at room temperature. The reproducible yield strength achieved in the tests represents a significant further development compared with the state of the art (Table 5).
2.4 Influencing the welding process
The wire electrode coating influences not only the properties of the weld metal but also those of the welding process.
High-speed videos of the arc were made to analyze the welding process. In addition, current and voltage were measured during the welding process, thus documenting the energy consumption of the weld. Fig. 8 shows the curve of current and voltage during the welding process.

Energy consumption of the welding process
The energy absorption of the compared welds is at the same level. The coating elements evaporating in the arc cause changes in the arc plasma. The changes of the plasma lead to a change of the arc and perspective of the arc length. This is evident in the high-speed images of the arc.
3 Summary
By coating GMAW wire electrodes in the PVD process, the weld metal structure and thus also the weld metal strength can be influenced to a large extent. In particular, it is possible to introduce grain-refining elements into the weld metal. The strength of the weld metal can be increased by up to 30% via coating systems. Multilayer coatings offer the possibility to adjust the weld metal strength and the welding process almost separately. Grain-refining and strength-increasing elements can also have a negative effect on the processing properties if they are used as an outer layer. These can be covered with process-stabilizing coating elements. With the coating of a Mn4Ni2CrMo welding wire electrode, a reproducible average yield strength of 1105 MPa at an impact energy of 37 J can be achieved. This represents a significant advance over the current state of research.
4 Outlook
The material transition from the wire electrode to the weld metal must be investigated in detail. On the one hand, the transition of the coating into the weld metal and, on the other hand, the burnup of the coating in the arc must be studied in more detail.
Change history
20 April 2022
A Correction to this paper has been published: https://doi.org/10.1007/s40194-022-01293-6
References
Zhang T, Li Z, Young F, Kim HJ, Li H, Jing H, Tillmann W (2014) Global Progress on Welding Consumables for HSLA Steel. ISIJ Int 54(7):1472–1484
Ummenhofer T, Spannaus M, Steidl G, Hölbling W, Di Rosa V (2013) Die Anwendung hochfester Feinkornbaustähle im konstruktiven Ingenieurbau. Stahlbau 82(4):236–245
Wesling V, Treutler K, Gehling T (2018) Influence on the weld strength of high strength fine-grained structural steels by thin-film-coated GMA welding electrodes. Tagungsband zum 20. Werkstofftechnischen Kolloquium. 14. und 15. März 2018 in Chemnitz. Schriftenreihe Werkstoffe und werkstofftechnische Anwendungen, Band 72. Chemnitz: Eigenverlag Chemnitz, S. 138–147
Patterson T, Lippold JC (2020) Effect of niobium on the microstructure and properties of submerged arc welds in HSLA steel. Weld World 64(6):1089–1105
Ilman MN, Cochrane RC, Evans GM (2014) Effect of titanium and nitrogen on the transformation characteristics of acicular ferrite in reheated C–Mn steel weld metals. Weld World 58(1):1–10
Ilman MN, Cochrane RC, Evans GM (2012) Effect of nitrogen and boron on the development of acicular ferrite in reheated C-Mn-Ti steel weld metals. Weld World 56(11–12):S. 41–S. 50
Wesling V, Schram A, Müller T, Treutler K (2016) Influencing the arc and the mechanical properties of the weld metal in GMA-welding processes by additive elements on the wire electrode surface. IOP Conf Ser Mater Sci Eng 118:12006
Treutler K, Schram A, Wesling V (2017) 36. Assistentenseminar Fügetechnik. Beeinflussung des MSG-Schweißprozesses und der Eigenschaften des Schweißgutes durch Zusatzelemente auf der Drahtoberfläche. DVS-Berichte, Band 320. DVS Media GmbH, Düsseldorf
Gehling T, Treutler K, Wesling V (2019) Targeted influence on the weld strength of high-strength fine-grain structural steels in the GMA welding process through functionalized weld material surfaces. Weld World 63(3):783–792
Hermann Fliess & Co. GmbH: ED-FK 1000. Schweissdraht für hochfesten Stahl (X90). https://www.fliess.com/de/produktprogramm/msg-drahtelektroden/fuer-hochfeste-feinkornbaustaehle/ed-fk-1000, abgerufen am: 15.01.2020
Schaupp, T., Kannengießer, T., Burger, S., Zinke, M. u. Jüttner, S.: Einfluss der Wärmeführung auf die Wasserstoffkonzentration in geschweißten höherfesten Feinkornbaustählenbeim Einsatz modifizierter Sprühlichtbogenprozesse. Schweißen Schneiden (2018) 5, 290–297
Deutsches Institut für Normung e.V. (DIN) (2017) Metallische Werkstoffe - Zugversuch. Teil 1: Prüfverfahren bei Raumtemperatur. DIN EN ISO 6892-1. Beuth Verlag GmbH, Berlin
Deutsches Institut für Normung e.V. (DIN) (2017) Metallische Werkstoffe - Kerbschlagbiegeversuch nach Charpy. Teil 1: Prüfverfahren. DIN EN ISO 148-1. Beuth Verlag GmbH, Berlin
Acknowledgments
The investigations presented were supported within the framework of the Central Innovation Program for SMEs (ZIM) by the Federal Ministry for Economic Affairs and Energy on the basis of a resolution of the German Bundestag (grant number: ZF4419001FH7). We thank the Hermann Fliess GmbH & Co KG and the SSAB Swedish Steel GmbH for the support of the investigations.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
The original online version of this article was revised due to a retrospective Open Access order.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gehling, T., Treutler, K. & Wesling, V. Development of surface coatings for high-strength low alloy steel filler wires and their effect on the weld metal microstructure and properties. Weld World 65, 1591–1597 (2021). https://doi.org/10.1007/s40194-021-01086-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-021-01086-3