
Abstract
In the past, most approaches to reduce welding fume emissions were primarily based on welding consumables, whereas in the context of the present work, a new concept with direct reference to the welding process technology is pursued. Many other measures to improve occupational health and safety, such as use of extended personal protective equipment (e.g., forced air ventilated helmets) and extraction systems, relate to the reduction of immissions of welding fumes already emitted. In comparison, the selection of optimized parameter settings in terms of gas metal arc welding (GMAW) provides a process-related possibility to reduce welding fume emissions without the need for additional equipment. In order to illustrate and quantify the functional interdependencies between process parameterization and the resulting fume emission generation, a model relationship is developed which is primarily based on empirical investigations. Via post-process analysis, certain features are extracted from the transient measurement data and correlated with the process-specific emission rates. With the help of the model, individual parameters can be iteratively set on the basis of representative process features. Besides parameter optimization with regard to emission-reduced processes, a forecast of the expected fume emission rate can be derived based on the selected settings. The methodology described and examined is applicable to different process spaces of GMAW or even other fume-emitting welding processes.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Numerous investigations prove the dependence of the welding fume emission on the welding process parameter settings [1,2,3]. A significant contribution to avoiding or reducing emissions can be made immediately before welding fumes occur. With regard to the consistent exploitation of this possibility, there are still hardly any approaches to solutions, since the connections between process parameterization, process boundary conditions, and fume emission generation are very complex and not comprehensively explained.
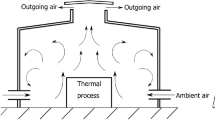
In general, it is therefore desirable to create an empirically based model that can map the relationships between process behavior and the resulting welding fume emissions, compare Fig. 1. Information gain in both directions is conceivable. Resulting emission rates can be predicted on the basis of selected parameter settings and adjustment recommendations can be given under specification of a limit value of the emission rate.

Correlation between parameter settings, fume emission, and statistical modeling
Modeling is particularly helpful in this context, because experimental determination of fume emission rates is time-consuming and always requires separate welding tests and setups.
The information basis for modeling is provided by experimental welding fume investigations using a fumebox, from which process-specific emission rates are determined. All information on influencing factors and dependencies is incorporated into the model design. Continuous validation by expert knowledge and adaptation or improvement by empirical data input are necessary in order to critically analyze the model quality and make adjustments if necessary.
2 Method of applied statistical modeling for mapping welding fume emissions
Fusion welding processes, and in particular arc welding processes, are extremely complex due to high process temperatures and the associated variety of aggregate states of the welding materials involved. The physical processes could, to this day, not be fully described and are still the subject of intensive research despite the long history of the gas metal arc welding process [4,5,6,7]. Nevertheless, process modeling, not least due to the broad industrial application of the GMAW process, is gaining in importance in order to clearly describe synergetic process variables influenced by various factors. For these applications, methods of black box modeling are suitable, which can generate statistical models by a multitude of system observations. These observations can provide a valid relationship between system input and output variables even without complete knowledge of the internal physical process procedures [8, 9]. In this work, a statement is made about the expected amount of welding fume emissions at different welding process parameters using multiple linear regression. In the following, the methodology is described [10], in particular regarding the specific requirements of the modeling of welding fume emissions.
The main components of the statistical modeling presented here can be divided into three different subjects: Variable Determination, Planned Observation, and Model Calculation, as illustrated in Fig. 2.

The three main subjects of statistical modeling
All three subjects are interacting with each other, but can be subdivided separately on the basis of their specific error potentials and work steps. Variable Determination describes the distinct recording of the dependent and independent system variables with regard to statistical modeling. Planned Observation describes the design of experiments, the compromise between the most comprehensive observation base possible and a justifiable experimental effort with optimized parameter distribution. Model Calculation describes the specific, iterative modeling process, model optimization, and validation [10].
3 Presentation of the concept on the basis of an experimental application example
The procedure for the development of an empirically based model for the description of welding fume emissions is illustrated by means of a specific application example. The overall conclusion to be drawn from preliminary studies is that the level of fume emission rates is to some extent related to the present type of arc mode. However, a further investigation within one special range of application is necessary, especially as the emission rate is a strictly process-specific result. Within the scope of this study, the application is given by defining a wire feed rate of 5 m/min (range of short-arc GMAW). In order to set different process characteristics despite an unchanged wire feed rate, the arc dynamic is varied by different correction parameters.
3.1 Variable determination
The fume emission rate (FER) represents the target quantity of the considered system. As a function of the welding process, it is controlled by the independent system influencing variables. At this point, particular attention should be paid to the fact that the measurement of welding fume emissions is integrated over the entire welding time. Individual process fluctuations of the GMAW short-circuiting process, which frequently occur in the millisecond range, are therefore only taken into account on average. Conversely, this means that no individual short-circuit events can be defined as independent variables for modeling purposes simply because of the way in which the welding fume emission rate is observed.
Previous work has shown that the deposition rate, the arc length, and short-circuiting phenomena have a particularly high influence on the FER [1]. For the variation of the welding process characteristics for the standard GMAW process on modern inverter welding machines after the selection of the wire feed rate, often only the process correction via so-called dynamic and arc length synergy parameters remains. These parameters influence the current rise rate (dynamic correction) and a voltage offset (arc length correction) in relation to the welding voltage stored in the synergy look-up tables. By varying the dynamic correction, a variable process characteristic and thus welding fume emission can be imposed on the welding process without influencing the deposition rate and the average arc length or process power to a large extent. Thus, the influence of the process characteristics on the welding fume emission can be isolated without being pushed into the background with regard to known influences (arc length, deposition rate). However, since the synergy parameters mentioned above vary in their actual function depending on the manufacturer of the welding power source and are also often given without dimensions and units, they are not used as independent variables for statistical modeling. For this step, transient current and voltage measurements were recorded, analyzed with regard to distinct process features, and fed into the model as independent variables.
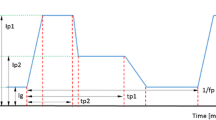
For short-circuit analysis, the transient measurement records are subclassified into characteristic parameters. In this context, the short-circuit rate, the mean short-circuit current, the mean maximum current in the short-circuit phase, the rate of rise of current, the mean short-circuit duration, and the mean period duration can be mentioned. In addition, the standard deviation of the individual parameters represents a useful indicator for describing the process stability. The more uniformly a process runs, the more reproducible the periodically recurring measured variables are. Figure 3 illustrates the periodic time and the short-circuit duration by way of their definition on a measurement record. It can be seen that the period time is composed of the short-circuit phase and the arc burning phase. According to the authors’ definition, a short-circuit occurs under the present boundary conditions with voltage falling below a threshold value of 10 V and remaining under this level for at least 1 ms. In this way, short-circuit phenomena are suppressed in which no material transport takes place from the welding wire into the base metal by formation of a short-circuit-promoting material bridge.

Exemplary extract of the measurement record of a short-arc process for illustration of the periodic time and the short-circuit duration
The evaluation of processes on the basis of objectifiable parameters finally allows a welding machine-independent modeling and opens the possibility of a more differentiated model-like description of the welding fume emissions.
3.2 Planned observation
The test density and distribution are, as stated in [10], the key subjects regarding the planning of the design of experiment for statistical model generation. Especially when it comes to time-consuming experimental FER measurements, it is mandatory to evaluate the statistical properties of the design of experiment before testing and measuring. The Latinized Centroidal Voronoi Tessellation (LCVT) algorithm, which combines the advantages of Centroidal Voronoi Tessellation (CVT) and Latin Hypercube Sampling (LHS) [11,12,13], was used to ensure equal distribution of the experimental parameters. Thus, even in n-dimensional parameter spaces, it is ensured that the parameter combinations lie at equally distributed distances from each other. After the calculation of the test plans, which exceed the actual scope of the test, preliminary tests without experimental FER measurements are carried out by welding experts to check the process quality of the individual parameter combinations. Since the parameter spaces created by LCVT are often considerably larger than the actual parameter spaces that make sense from the welding point of view, the final experimental design can be reduced in this way.
3.3 Model calculation
Equation 1 explains the core of multiple linear regression and thus, in case of this work, the statistical model. For n observations, the coefficients βj are chosen via the method of the least squares so that the residuals ϵi of the respective observations become minimal in order to obtain the optimal mapping of the independent variables xij to the dependent variable yi, in this case the FER.
At this point, the linear relationship between yi and xij is decisive. If non-linear relationships are to be mapped, a variable coding and manipulation must be performed before the model is created. Like the analysis of variance for model evaluation (ANOVA), this step is part of an integrated approach to modeling, the general linear model (GLM) [14].
4 Results and discussion for the chosen application example
Bead on plate welds is welded on S235JR base metal plates (10 mm) in welding position PA with a filler metal of type G 3Si1 (wire diameter 1.2 mm) using a power source of type “Qineo Champ 450” (Cloos company). The contact tip workpiece distance (CTWD) is fixed at 20 mm. A mixed gas of classification M21 (82Ar-18CO2) according to ISO 14175 is used as shielding gas with a gas flow rate of 15 l/min.
The welding tests are carried out inside of a fumebox whose design is in accordance with ISO 15011-1. The fumebox is connected to a radial fan to generate a volume flow that carries the welding fumes to a fiberglass filter, on which they are finally deposited. The filters are subjected to a gravimetric analysis that is differential weighing before and after the test procedure. The division of the determined net weight of welding fume by the duration of the welding test results in the fume emission rate.
In order to demonstrate the strong dependence of the FER on slight parametric changes, five different so-called arc dynamic corrections are adjusted in the power source. The effect of the arc dynamic corrections on the welding process behavior can be evaluated on the basis of the transient current and voltage measurement records. Among others, a negative correction factor indicates a flattening of the current rise rate, while a positive one indicates an increase in the current rise rate. The numerical values represent dimensionless key figures corresponding to the type of power source. Since the processes are analyzed in small parts via a post-processing tool anyway, a discrete translation of the power source-specific factors is not necessary. An extract of the measurement records for each of the five process variants is shown below, see Fig. 4.

Extracts of the measurement records for processes with an identical wire feed rate of 5 m/min but different arc dynamic corrections (see specifications top left)
Based on the transient measurement records, a first impression of the uniformity of the process can be gained by mere examination. It is clear to see that the processes with arc dynamic corrections of − 50 and − 25 run much more irregularly than those with dynamic corrections of 0 respectively + 25 and + 50. The resulting welding fume emission rates of the five process modifications are shown in Fig. 5.

Mean electrical power and process-specific fume emission rates as a function of the selected arc dynamic correction
First, it can be determined and quantified that the change in the arc dynamics shifts the electrical power level of the processes, although each of the processes is based on an identical wire feed rate of 5 m/min. However, the combined diagram clearly shows that the fume emission rate is not just a function of power. Consequently, a decrease in mean electrical power does not necessarily mean a reduction in the resulting emissions. From the results of the comparative welding fume investigations, the question arises as to how the different FER can be explained. Particularly in the area of uniformly running processes (arc dynamic corrections 0, + 25, and + 50), a global estimate of the process stability is no longer sufficient here. For this purpose, the evaluation program introduced before is used, with the help of which characteristic values are defined and determined on the basis of a small-step analysis of the transient measurement data. In this way, the “electrical fingerprint” of each welding process can be read and evaluated completely independently of the type of power source being used.
As previously mentioned, the transient current and voltage measurements were divided into periodic times including an arc burn and a short-circuit period. In addition to the pure process event durations, electrical quantities such as the maximum short-circuit current or the minimum resistance in the short-circuit phase could also be derived, see Fig. 6.

Representation of different process indicators determined with the post-processing tool and the resulting FER as a function of the selected arc dynamic correction
At this point, however, a selection of decisive parameters must be made for the modeling, which can establish a connection to the welding fume emissions. Since the exemplary investigation at a wire feed rate of 5 m/min is a comparatively small test scope, some correlations can already be derived from Fig. 6. The eruptive short-circuit break-up has significant influence on the welding fume emissions, therefore the average short-circuit current was taken into account. In addition, the average current in the arc burning phase was determined, as previous investigations had already shown an influence of the arc length. The period duration was used as the time parameter, which can make a comprehensive statement about the process events.
In order to find out which of these parameters own a direct proportionality to the FER, they are analyzed using the multiple linear regression model with the FER as the dependent variable. The linear equation can be changed arbitrarily with respect to the parameters used, so that one iteratively approaches dependencies that are as representative as possible. After the model calculation with the variables mentioned above, a statement about the significance of the individual independent variables can be made using the analysis of variance or model quality criteria.
By using all the parameters mentioned above, a high coefficient of determination (0.98) could already be achieved. However, the p values and thus the probability that the corresponding variables would have no influence on the model quality were at least 0.2 and therefore in such a high range that a model reduction seems suitable. After successive reduction and consideration of the p values, the welding FER can be described with a coefficient of determination of 0.98 over the period duration and mean short-circuit current and with a coefficient of determination of 0.93 alone over the period duration.
5 Conclusion
Within the scope of this work, a method is presented which enables a model-based connection between individual gas metal arc welding processes and their resulting fume emission rates. Since the avoidance of harmful substances is becoming increasingly important in the context of occupational safety and environmental protection, the implementation of measures to minimize welding fumes has first priority in accordance with the Ordinance on Hazardous Substances. Since the welding processes are evaluated with regard to their characteristics by an independent post-processing tool and analyzed in small steps in the range of milliseconds, the methodology can be used for every gas metal arc welding process independently of the manufacturer of the respective welding power source. Iteration steps are used to successively optimize the model relationship in order to highlight the significant dependencies between small-scale influencing variables and the fume emission rate.
With these strongly simplified models, the extensive possibilities of multiple linear regression are of course not presented in a universal way, but this work is primarily intended to illustrate the basic procedure of the underlying methodology. The application example shown here is supposed to give a first impression of the implementation of the method and it must be taken into account that relating to welding fume emissions each process must be specifically evaluated. Due to the sensitive dependence of the fume emission rate on the individual process settings, generalizing statements are not possible. In the future, larger series of measurements will provide a broader basis for deeper modeling.
References
Reisgen U, Christ M, Willms K (2018) Ansatz zur Emissionsminimierung beim MSG-Impulslichtbogenschweißen. Schweissen Schneiden 70(1–2):S. 48–S. 54 ISSN: 0036–7184. (published in German language)
Hovde CA, Raynor PC (2007) Effects of voltage and wire feed speed on weld fume characteristics. J Occup Environ Hyg 4(12):903–912 ISSN: 1545-9632
Gray CN, Hewitt PJ (1982) Control of particulate emissions from electric-arc welding by process modification. Ann Occup Hyg 25(4):431–438 ISSN: 0003-4878
Krivtsun I, Demchenko V, Lesnoi A, Krikent I, Porytsky P, Mokrov O, Reisgen U, Zabirov A, Pavlyk V (2010) Modelling of electromagnetic processes in system “welding arc - evaporating anode”. Part 1 - Model of anode region. Sci Technol Weld Join 15(6):457–462 ISSN: 1743-2936
Krivtsun I, Demchenko V, Lesnoi A, Krikent I, Porytsky P, Mokrov O, Reisgen U, Zabirov A, Pavlyk V (2010) Modelling of electromagnetic processes in system “welding arc - evaporating anode”. Part 2 - Model of arc column and anode metal. Sci Technol Weld Join 15(6):463–467 ISSN: 1743-2936
Zhang G, Goett G, Kozakov R, Uhrlandt D, Reisgen U, Willms K, Sharma R, Mann S, Lozano P (2018) Study of the wire resistance in gas metal arc welding. J Phys D Appl Phys 52 paper no. 085201, 12 pages. ISSN: 0022-3727
Zhang G, Goett G, Kozakov R, Uhrlandt D, Reisgen U, Willms K, Sharma R, Mann S, Lozano P (2018) Study of the arc voltage in gas metal arc welding. J Phys D Appl Phys 52 paper no. 085202, 9 pages. ISSN: 0022-3727
Reisgen U, Willms K, Buchholz G (2009) Einsatz der Metamodellierung beim MSG-Schweißen im Rahmen der Arbeiten des Exzellenzclusters "Integrative Produktionstechnik für Hochlohnländer". Schweissen Schneiden 61(1):S. 30–S. 34 ISSN: 0036–7184. (published in German language)
Reisgen U, Beckers M, Buchholz G, Willms K, Schmitt R, Lose J (2010) Surrogate modelling in GMA pulsed arc welding. Weld Cut 9(1):46–51 ISSN: 1612-3433
Reisgen U, Mann S, Lozano P, Buchholz G, Willms K, Jaeschke B (2017) Model-based description of arc length as a synergetic system parameter in pulsed GMAW. Weld World 61(6):1169–1179 ISSN: 0043-2288
Qiang D, Faber V, Gunzburger M (1999) Centroidal voronoi tessellations: applications and algorithms. SIAM Rev 41(4):637–676 ISSN: 0036-1445
Lin D (2006) A construction method for orthogonal Latin hypercube designs. Biometrika 93(2):279–288 ISSN: 1464-3510
Romero V, Burkardt J, Gunzburger M, Peterson J (2006) Comparison of pure and “Latinized” centroidal Voronoi tesselation against various other statistical sampling methods. J Reliability Eng Syst Safety 91(10–11):1266–1280 ISSN: 0951-8320
Bortz J, Schuster C (2010) Statistik für Human- und Sozialwissenschaftler. 7. Auflage. Springer, Berlin ISBN: 978-3-642-12769-4
Acknowledgements
Open Access funding provided by Projekt DEAL.
Funding
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) under Germany’s Excellence Strategy – EXC-2023 Internet of Production – 390621612.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission VIII - Health, Safety, and Environment
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Reisgen, U., Sharma, R., Christ, M. et al. Method development of statistical modeling for the description of welding fume emissions in gas metal arc welding using transient process characteristics. Weld World 64, 1497–1502 (2020). https://doi.org/10.1007/s40194-020-00924-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-00924-0