
Abstract
In this paper, T-joint samples in a 1300 MPa yield strength steel were produced using conventional or low transformation temperature (LTT) type consumables. The welded samples were either subjected to high-frequency mechanical impact (HFMI) treatment or to shot-peening. Fatigue testing was performed under fully reversed, constant amplitude bending load. Shot-peening gave a significant increase in fatigue strength for more than around 50,000 cycles. Shot-peened LTT welds had the highest fatigue strength, with conventional welds being shot-peened having slightly lower fatigue strength. HFMI treatment of conventional and LTT welds improved the fatigue strength also, but to a lesser extent, keeping the slope in the SN diagram close to three, while shot-peened samples had a slope of 5–7. Significant differences in compressive residual stress were seen between the different welds, with the most compressive stress found in the shot-peened samples. This was probably one of the main reasons for the improved fatigue life of shot-peened samples.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Due to the increasing environmental requirements, there is a strong demand for lighter structures. Lighter components can be manufactured by using higher-strength steels than is commonly used today [1]. One possible way to make larger components is by first producing smaller sections, which are then joined by welding. However, fatigue loading is mostly the critical loading event during the life time of a component and welded connections are often the prime location of fatigue failure. This is especially problematic for welded high-strength steels as fatigue strength of welds usually is not deemed to increase by increasing static strength [2].
Fatigue improvement methods are usually considered as the best way to overcome this static behavior of the fatigue properties. This can be made either by modification of the weld toe geometry or by modification of the residual stress induced by welding. The former acts through reduction of the local stress concentration factor, by ensuring a smooth transition between the weld profile and base metal. The latter leads to reduction of the tensile residual stresses, or by even inducing compressive stresses [1, 3]. Reduction of the tensile stresses can be achieved by using high-frequency mechanical impact (HFMI) treatment. In such a treatment, the increase in fatigue strength is thought to be due to residual stress modification, weld toe geometry modification, and increased local hardness in the treated region [4,5,6,7,8,9].
Another way to achieve reduction of tensile stresses is by using LTT welding consumables. These consumables are designed to give reduced or compressive tensile stresses across the fusion zone, as a result of the volume expansion of the weld metal due to transformation of austenite to martensite at low temperatures, typically around 200 °C. The reduction of the tensile stresses in turn leads to improved fatigue strength [10,11,12,13,14,15,16].
One further method, where these two approaches possibly are combined, is shot-peening. The impact of the shots decreases the tensile residual stresses and can even create compressive residual stresses in the treated surface [17, 18]. No study has been done to compare the effect of LTT filler, HFMI and shot-peening on fatigue strength in steels with yield strengths higher than 1021 MPa. Thus, the present paper investigates effect of using shot-peening and HFMI on the fatigue properties of welded 1300 MPa steel specimens which have been welded using LTT consumable or welded with a conventional consumable. The comparison between fatigue strength of LTT and conventional welds has been reported in a previous paper by the authors [19].
2 Materials and methods
2.1 Base and filler materials
Weldox 1300 plates with a thickness of 15 mm were used as the base metal. The yield and tensile strength were 1295 MPa and 1562 MPa, respectively.
Three filler materials, one experimental and two commercial ones, were used. The experimentally designed filler wire was a metal cored wire with higher amounts of Cr and Ni. This was used to produce a low martensite start (Ms) temperature. The consumable was coded as LTT. The two commercial wires were Coreweld 89 (a high strength wire) and OK Tubrod 14.11 (a medium strength wire).
The chemical compositions of the base material and filler materials are given in Table 1 and mechanical properties of all-weld metals are summarized in Table 2.
2.2 Welding setup
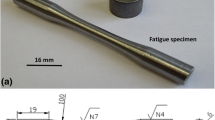
Specimens for fatigue testing were produced by first joining two plates with dimensions of 500 × 200 × 15 mm, as shown in Fig. 1. The welding sequence is shown in Fig. 1a. The welded assemblies were sliced and machined to produce fatigue specimens, with dimensions as shown in Fig. 1b. The different weld toes were named L1, L2, U1, and U2 as shown in Fig. 1a.

a The welding sequence with five beads. The upper (U1 and U2) and lower weld toes (L1 and L2) in the first and second welded sides are also illustrated. b Design and dimension of T-shaped fatigue specimens
The welds were produced by gas metal arc welding (GMAW) using Ar + 18% CO2 as shielding gas. Full penetration fillet welds from both sides were made, using five beads. In conventional welds, OK Tubrod 14.11 was used in the root bead and a high strength (Coreweld 89) filler material for the other beads while in the experimental welds, all beads were welded using the LTT consumable. Welding parameters are summarized in Table 3.
2.3 Treatment of the welds
2.3.1 High frequency mechanical impact treatment
High-frequency mechanical impact treatment was performed on LTT and conventional welds with the frequency of 20,000 ± 400 Hz. Indenters with radii of 1.5 mm for the lower weld toes (L1 and L2) and 3 mm for the upper ones (U1 and U2) were used for the peening. The amplitude of vibration of the sonotrode was 40 μm. Detailed information on the treatment can be found in [8].
2.3.2 Shot-peening
Shot-peening of both LTT and conventional welds was made at Curtiss Wright Surface Technologies Sweden. Parameters used for this study is presented in Table 4.
2.4 Fatigue testing and evaluation
Fatigue testing was conducted using a 250-kN MTS Servo-Hydraulic machine by applying a constant amplitude fully reversed bending load. Testing was done with a frequency of 3–7 Hz. The number of samples tested for each variant is given in Table 5.
Figure 2 shows a welded sample installed in the fatigue equipment. The effective notch stress (ENS) approach was used to evaluate the fatigue strength. The maximum first principle stresses at the weld toes were calculated [20] assuming a linear-elastic behavior. Detailed information on the calculations can be found in [8].

A T-joint specimen mounted in the fixture and fatigue tested under a fully reverse bending load
2.5 Residual stress and chemical analysis
Residual stresses, both longitudinal and transverse to the welding direction, were measured beside the weld toe for all variants. The measurements were done using X-ray diffraction in a Stresstech X3000 X-ray equipment. The sin2φ method was used with Cr-Kα radiation for {211} planes in the ferrite phase and the φ angle was varied between − 40° and + 40° with ± 5° oscillations (i.e., more than 15 angles in total were measured in each scan). Measurements were performed 2 and 4 mm from the weld toe in the base metal. A collimator with a size of 3 mm × 1 mm was used such that the 3-mm side was oriented parallel to the weld toe fusion boundary.
In order to be able to calculate the martensite start transformation temperature (Ms) of the LTT weld, energy-dispersive spectroscopy (EDS) was used to obtain the chemical analysis of the weld metal.
3 Results
3.1 Fatigue testing
In all of the welds, fatigue initiation and propagation occurred from the weld toes. The results of fatigue testing of all the samples, based on the effective notch stresses at the weld toe, are presented in Fig. 3.

Results of fatigue testing of T-joints. As can be seen, the shot-peened samples reached the highest cycles to failure at a much higher stress than the other samples. There was a small difference, in that LTT + shot-peened samples were slightly better than the conventional + shot-peened samples
The calculated characteristic fatigue strength (FAT), the mean fatigue strength at 2 million cycles, and the slope of the curves [21] are shown in Table 6.
LTT and conventional as-welded samples had the lowest fatigue strengths and were more or less on the same level. HFMI treatment on conventional welds gave a considerable improvement resulting in a higher fatigue strength. The HFMI-treated LTT weld had a slightly lower fatigue strength than the conventional weld, treated by HFMI. However, it was also clear that the FAT values of HFMI-treated samples and as-welded samples were all higher than IIW FAT 225.
What is undoubtedly clear is that shot-peening of the welds gave a considerable improvement in fatigue strength, compared to both conventional and LTT welds, treated by HFMI. The inclination of the best-fit lines changed from 2,5-3 for conventional, LTT, and HFMI-treated welds to 5–7 for shot-peened samples, meaning that significantly longer fatigue lives were obtained for lower stresses. At the highest stresses, with a fatigue lifetime of approximately less than 50,000 cycles, more or less the same lifetime was obtained for all samples, irrespective of treatment.
3.2 Residual stresses
The transverse (perpendicular to the weld toe line) and longitudinal residual surface stresses as a function of distance from the lower weld toe in the first welded side are shown in Figs. 4, 5 and 6, respectively. The shot-peened samples had a much stronger compressive residual stress than the HFMI-treated welds, although these stresses also were mainly compressive. HFMI presented transverse and longitudinal compressive residual stresses as large as − 400 MPa and − 800 MPa, respectively, at the weld toe [19]; however, at 2 mm and 4 mm from the weld toe, no significant differences in residual stresses between the as-welded and HFMI-treated samples can be seen. It should be noted that the residual stress measurements were made 2 mm and 4 mm away from the weld toe.

Transverse residual stresses as function of distance from the weld toe. Note the compressive residual stresses very close to the weld toe in the HFMI-treated samples

Longitudinal residual stresses as function of distance from the weld toe. Note the compressive residual stresses very close to the weld toe in the HFMI-treated samples

Weld toe radius showing only a small difference between as-welded and HFMI-treated samples. Note the higher standard deviations (σ) for as-welded samples. The toe radius for shot-peened samples was almost identical to as-welded samples
3.3 Weld toe geometry
The weld toe radius is an important parameter when it comes to fatigue performance. The toe radius was measured for all four transitions between weld metal and base metal. Typically, the toe radius at the junction between the base plate and the weld was around 1.5 mm in as-welded condition and around 1.7 mm in HFMI-treated condition. For the upper weld metal-base metal transition, the toe radius was around 3 mm for as-welded condition and 3.5 mm for HFMI-treated samples. This was the same irrespective of if a conventional or an LTT consumable was used. Also, the shot-peened samples were almost identical to conventional welded samples, i.e., around 1.5 mm in the lower weld toe radius. Figure 6 shows the transition region for all three types of welds.
4 Discussion
In this paper, the effect of using different improvement techniques for welds in a 1300 MPa yield strength steel has been compared. From the fatigue test results in Table 6 and also from Fig. 3, it can first of all be concluded that using LTT consumables to weld the 1300 MPa yield strength steel did not lead to any increase in fatigue strength. This was unexpected, since considerable increase in fatigue strength has been reported previously when using LTT consumables. However, it should be remembered that this has been seen when using LTT consumables in welding of steels up to around 1000 MPa yield strength [3, 22, 23]. The use of LTT electrodes did not give any effect on the residual stresses around the weld toe [19]. On the contrary, the residual stress levels were on the same level as for conventional welds. Indeed, the residual stress levels were fairly low, around 100 MPa, but still, there was no difference between conventional and LTT consumables. These effects need to be further studied.
As was discussed by Harati et al. [19], the martensite start temperature for LTT welds was slightly higher than the martensite finish temperature for a 1300 MPa steel (see Fig. 7).

The martensitic transformation temperatures for the Weldox 1300, the conventional weld, and the LTT weld
The formula for Ms and Mf is given below [13, 24]:
Thus, when the LTT welds started to transform to martensite, the base metal was mainly, but not fully, transformed. Thus, a smaller LTT effect could be expected but that the LTT effect would be completely vanished was unexpected. As is also clearly seen in Fig. 7, the temperature for the start of the transformation of the conventional weld was higher than for the 1300 steel, but the transformation temperatures overlapped to a large extent.
It was also speculated whether the clamping stresses could influence the fatigue life. However, more investigations are needed before these effects can be understood in detail.
For HFMI-treated samples, the fatigue life was increased both for conventional and LTT consumables. The increase in fatigue was in general achieved by the combined effects of improved weld toe geometry and residual stress modification.
The shot-peened samples had the highest fatigue life of all three variants at lower stresses. At the highest fatigue loads, the fatigue strength of the shot-peened samples was somewhat lower than the fatigue strength of the conventional and LTT-treated samples. However, for longer fatigue lives, the fatigue strength of the shot-peened samples was considerably higher than for the other tested samples. A much higher m-value was found as well for the shot-peened samples than for the other samples.
The fatigue strength of a sample is generally connected to either the geometry or to the residual stress level (or to a combined effect of both) at the point where the fatigue crack initiated. In welds, traditionally, the fatigue crack initiates at, or very close to, the weld toe. However, with the XRD technique, it was not possible to measure the residual stress exactly at the weld toe, due to the change in geometry occurring there. Instead, it was measured close to it, about 2 mm into the heat-affected zone. Here, the residual stress of the shot-peened samples was clearly lower than for the HFMI-treated samples (see Fig. 5). For the shot-peened samples, similar values were found up to 4 mm from the weld toe line. It may well be expected that such compressive stresses could be maintained across the weld toe, explaining at least to some extent the better fatigue properties of the shot-peened samples.
The inclination of the fatigue stress-fatigue life curves (the m-value) is often assumed to be 3, at least for welded structures, although the experimental values scatter around this value, as was also seen in this investigation. The m-value could be increased if nucleation of the fatigue crack is delayed, as in the present investigation, by shot-peening. However, HFMI treatment, which mainly improves the geometry of the base metal-weld metal transition, also exhibited an improvement in fatigue life, however, with approximately the same m-value as for non-treated samples. The increase in the m-value should then be connected to the compressive residual stress measured for shot-peened samples. However, compressive residual stresses, although not as large as in the shot-peened samples, were found also in HFMI-treated samples. Thus, there is no simple explanation for why shot-peening gives much better fatigue life at lower stresses.
Most likely, the reason for the improvement obtained using shot-peening is that the surface of the specimen has been affected so that the ability to start a fatigue crack has been decreased. The intense treatment by the shot-peening has probably created a very hard surface together with the large compressive residual stresses found. Often shot-peened surfaces are found to contain short crack-like defects, but these seem not to be growing easily.
It should be noted that the results obtained in this investigation are just related to the specimen layout used here. Several different specimens and different loading situations should be investigated, before any general conclusions can be drawn about regarding the effect of different improvement techniques in these very high-strength steels.
5 Conclusions
This paper has compared the effect of using LTT consumables, HFMI treatment, and shot-peening on fatigue strength of welds in 1300 MPa yield strength steel. The fatigue testing was performed on T-joint samples with a fully reversed bending load. The following can be concluded:
Shot-peening resulted in the highest increase in fatigue strength followed by HFMI treatment, while almost similar fatigue strength was gained using LTT fillers
Shot-peening gave a considerably higher compressive residual stress than HFMI treatment
Both conventional and LTT welds presented higher characteristic fatigue strengths than the IIW FAT 225, without any post weld treatment
Similar distributions of residual stresses and almost the same weld toe radii were observed for welds produced using the LTT and conventional consumables
HFMI treatment effectively increased the fatigue strength of both conventional and LTT welds
References
H. C. Yıldırım, Recent results on fatigue strength improvement of high-strength steel welded joints, Int J Fatigue
Harati E (2017) Improving fatigue properties of welded high strength steels, DIVA
Harati E (2015) Fatigue strength of welds in 800 MPa yield strength steels: effects of weld toe geometry and residual stress
Marquis GB, Mikkola E, Yildirim HC, Barsoum Z (Jul. 2013) Fatigue strength improvement of steel structures by high-frequency mechanical impact: proposed fatigue assessment guidelines. Weld. World 57(6):803–822
Yildirim HC (2013) Design aspects of high strength steel welded structures improved by high frequency mechanical impact (HFMI) treatment. Unigrafia Oy, Helsinki
Gao W, Wang D, Cheng F, Deng C, Liu Y, Xu W (Sep. 2015) Enhancement of the fatigue strength of underwater wet welds by grinding and ultrasonic impact treatment. J Mater Process Technol 223:305–312
Malaki M, Ding H (Dec. 2015) A review of ultrasonic peening treatment. Mater Des 87:1072–1086
Harati E, Svensson L-E, Karlsson L, Widmark M (2016) Effect of high frequency mechanical impact treatment on fatigue strength of welded 1300 MPa yield strength steel. Int. J. Fatigue 92(Part 1):96–106
Baumgartner J, Bruder T (2013) Influence of weld geometry and residual stresses on the fatigue strength of longitudinal stiffeners. Weld. World 57(6):841–855
Kromm A, Kannengiesser T, Gibmeier J, Genzel C, van der Mee V (2009) Determination of residual stresses in low transformation temperature (LTT -) weld metals using X-ray and high energy synchrotron radiation. Weld. World 53(1–2):3–16
Alghamdi T and Liu S (2014) Low-transformation-temperature (LTT) welding consumables for residual stress management: consumables development and testing qualification, Weld. J., vol. 93, no. 7
Karlsson L (2009) Improving fatigue life with low temperature transformation (LTT) welding consumables. Svetsaren 64(1):27–31
Ooi SW, Garnham JE, Ramjaun TI (2014) Review: low transformation temperature weld filler for tensile residual stress reduction. Mater Des 56:773–781
Ramjaun TI, Stone HJ, Karlsson L, Kelleher J, Ooi SW, Dalaei K, Rebelo Kornmeier J, Bhadeshia HKDH (2014) Effects of dilution and baseplate strength on stress distributions in multipass welds deposited using low transformation temperature filler alloys. Sci Technol Weld Join 19(6):461–467
Ramjaun T, Stone HJ, Karlsson L, Kelleher J, Moat RJ, Kornmeier JR, Dalaei K, Bhadeshia HKDH (Jan. 2014) Effect of interpass temperature on residual stresses in multipass welds produced using low transformation temperature filler alloy. Sci Technol Weld Join 19(1):44–51
Harati E, Karlsson L, Svensson L-E, Dalaei K (Aug. 2015) The relative effects of residual stresses and weld toe geometry on fatigue life of weldments. Int J Fatigue 77:160–165
Kinoshita K, Banno Y, Ono Y, Yamada S, Handa M (Apr. 2019) Fatigue strength improvement of welded joints of existing steel bridges by shot-peening. Int. J. Steel Struct. 19(2):495–503
Benchouia S, Merakeb N, Adjel S, Ehlers S, Baccouche M, Kaddour A (2019) Fatigue life enhancement of TIG-welded 304L stainless steels by shot peening. Int J Adv Manuf Technol 100(9):2885–2893
Harati E, Svensson L.-E, and Karlsson L, Improving fatigue strength of welded 1300 MPa yield strength steel using HFMI treatment or LTT fillers, Eng Fail Anal
Fatigue assessment of welded joints by local approaches, Second edition. D. Radaj, C.M. Sonsino and W. Fricke, Mater. Werkst., vol. 37, no. 12, pp. 1050–1050, 2006
Hobbacher A (2004) Recommendations for fatigue design of welded joints and components. International Institute of Welding
Dai H et al. (2009) Modelling of residual stress minimization through martensitic transformation in stainless steel welds. na
Miki C, Hanji MT, Tokunaga MK (2012) Weld repair for fatigue-cracked joints in steel bridges by applying low temperature transformation welding wire. Weld World 56(3–4):40–50
Steven W (1956) The temperature of formation of martensite and bainite in low alloy steels, some effects of chemical composition. J Iron Steel Inst 183:349–359
Acknowledgments
Open access funding provided by University West. The authors would like to thank ESAB AB for providing the welding filler materials and welding of the samples. Volvo Truck is acknowledged for conducting the fatigue testing as is Sonats for performing HFMI treatment and residual stress measurements. Curtiss Wright Surface Technologies Sweden is acknowledged for carrying out the shot-peening treatment.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Harati, E., Svensson, LE. & Karlsson, L. Comparison of effect of shot-peening with HFMI treatment or use of LTT consumables on fatigue strength of 1300 MPa yield strength steel weldments. Weld World 64, 1237–1244 (2020). https://doi.org/10.1007/s40194-020-00917-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-00917-z