
Abstract
Over the last few decades, globalization has weakened the US manufacturing sector. The COVID-19 pandemic revealed import dependencies and supply chain shocks that have raised public and private awareness of the need to rebuild domestic production. A range of new technologies, collectively called Industry 4.0, create opportunities to revolutionize domestic and local manufacturing. Success depends on further refinement of those technologies, broad implementation throughout private companies, and concerted efforts to rebuild the industrial commons, the national ecosystem of producers, suppliers, service providers, educators, and workforce necessary to regain a competitive, innovative manufacturing sector. A recent workshop sponsored by the Engineering Research Visioning Alliance (ERVA) identified a range of challenges and opportunities to build a resilient, flexible, scalable, and high-quality manufacturing sector. This paper provides a strategic roadmap for regaining US manufacturing leadership by briefly summarizing discussions at the ERVA-sponsored workshop held in 2023 and providing additional analysis of key technical and economic issues that must be addressed to achieve dynamic, high-value manufacturing in the USA. The focus of this presentation is on discrete manufacturing of production of structural components, a large subset of total manufacturing that produces high-value inputs and finished products for domestic consumption and export.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The growth of international trade and the offshoring of US production capacity over the last 3–4 decades has been a dominant trend in the nation’s economy. Although there is no doubt that globalization has created a myriad of benefits for American consumers and foreign economic development, the negative consequences for US manufacturing have only recently been recognized. The shortages and supply chain bottlenecks that emerged during the COVID-19 pandemic revealed the extent of dependency on foreign producers and the negative impact that dependence can have on military readiness, domestic output, and price stability. Restoring domestic production has become a national imperative. It will take time, particularly given the need to rebuild large sections of the national manufacturing ecosystem, including supplier networks, a skilled and capable manufacturing workforce, a stronger research infrastructure, and the ability to apply research results in innovative productive capacity. Fortunately, the USA has an opportunity to apply advanced technologies to the manufacturing space, without the legacy capacity that competitors have, to rebuild US manufacturing as a resilient, flexible, efficient, and sustainable sector that leads the world.
One vision of this future is distributed manufacturing in which smaller factories are located close to markets and multiple production processes and facilities work together intelligently to make larger, complex, high-value components. To consider the types of technologies and required engineering research needed to achieve this vision, the Engineering Research Visioning Alliance (ERVA) [1], supported by the National Science Foundation (NSF) Engineering Directorate, held a visioning event on March 30 and 31, 2023. Co-hosted by Oak Ridge National Laboratory and the Tennessee Manufacturing and Design Enterprise (TN MADE), the event convened 56 researchers and technical experts from small- to medium-sized manufacturing companies, academia, government, and industry. The group identified engineering research priorities to address one of the most crucial challenges of the next half-century—developing resilient, flexible, scalable, and high-quality distributed manufacturing systems for discrete products/tools [2].
This paper summarizes the technical discussion, conclusions, and recommendations from the visioning event while providing additional analysis within the context of problems, issues, and recent developments in the USA. The author group is a subset of those who attended the ERVA meeting and several others involved in the NSF Engineering Research Center (ERC) on Hybrid Autonomous Manufacturing–Moving from Evolution to Revolution (HAMMER), which addresses similar themes [3]. This paper will build on the ideas generated at the ERVA workshop while providing additional analysis and a sharpened vision for future distributed manufacturing that capitalizes on technical and social trends.
Background: Offshoring, Its Impact, and Technical Opportunities
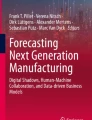
It is important to recognize the current state of US manufacturing and the issues that motivated the ERVA workshop. Advanced manufacturing has been the backbone of American prosperity, influence, and technical achievement, responsible for America’s rise to preeminence in the world economy. The USA pioneered an array of key industries—automobiles, integrated circuits, pharmaceuticals, telecommunications, and many more. All of these achievements required the skills of diverse engineering disciplines in collaboration with many stakeholders, a sophisticated ecosystem that is at its weakest point in decades. Offshoring US production and the concomitant increase in US imports are the culprits. Figure 1 shows the largest pairwise trading partners for each country in specific years based on data from the International Monetary Fund [4]. These graphs provide a very interesting visual history of global trade. In 1960 the world was dominated by manufacturing in the USA, Britain, and Germany. Each had satellite countries feeding them raw materials and assemblies. These trading patterns changed relatively little between 1960 and 2000, but by 2010 China was emerging as the dominant trading and manufacturing country. This trend continued and by 2020, most global trade activity is focused on China, though Germany maintains robust networks in the European Union.

Countries connected to primary trading partners based on International Monetary Fund data [4]
As Fig. 1 illustrates, China’s trade with the rest of the world has been the dominant factor in the globalization process following China’s accession to the WTO in 2001. Initially, China offered very low labor costs, attracting producers of textiles, clothing, furniture, and similar industries. Over time, however, China has successfully moved up the value chain, strengthened its domestic engineering capabilities, and created strong clusters of suppliers and producers that provide a competitive advantage beyond cheap labor. Exacerbated as more US companies chose to produce in China, the US domestic industrial base lost capabilities and became increasingly dependent on this offshore production. Figure 2 shows the US balance of trade in goods from 1960 to 2023 [5]. The most recent data show the USA annually importing about $1.2 trillion more in goods than it exports; roughly one-third of that deficit comes from trade with China.

US annual balance of trade in goods in billions of dollars [5]
The recent US strategy of relying on imports and far-flung supply chains may have been good for corporate profits, but its effects on society and national security have been more nuanced. Manufacturing plants must be globally competitive to survive economically. As a result, they will innovatively adopt proven innovations that can reduce costs, particularly if labor content and cost is reduced. This has driven a reduction in direct manufacturing labor, that is likely to continue. The pattern of locating manufacturing in low-wage regions is different, in that the longer and more complex supply chains reduce resiliency in shocks such as COVID-19 or changes in shipping routes due to conflict. Also, as production is reduced developed economies, full economic ecosystems may also be dramatically reduced or vanish. This makes manufacturing innovation difficult where it is no longer practiced in a globally competitive way. A large and important body of work has addressed the repercussions of manufacturing globalization; good examples include the work of Mariana Mazzucato [6] and MForesight [7], among others [8, 9]. Recognizing the risks entailed in US dependence on foreign producers, in February 2022, President Biden issued Executive Order (EO) 14,017 charging seven cabinet agencies to provide assessments of and recommendations for strengthening critical US supply chains. The Department of Defense pointed toward shortcomings in several industries that are critical to national security, including energy storage, microelectronics, and castings and forgings [10]. Education and workforce needs were prominent in the recommendations from the DoD and other cabinet agencies.
Partly as a result of these studies, US government support for domestic production in multiple key sectors, including semiconductors, electric vehicles, advanced batteries, and green energy technologies, has increased tremendously with the passage of the Inflation Reduction Act and the CHIPS and Science Act in 2022. Investment in new factories has jumped in the past year, creating the possibility that manufacturing’s contribution to US GDP could increase to more than 15 percent by 2030 [11].
Given the size of the US market, future US manufacturing will certainly continue to include mass production in important industries such as automotive, aerospace, food, and chemicals. Industries such as semiconductors and biotechnology will also play a strong role. However, the USA must also seize the opportunity to broadly apply Industry 4.0 technologies to produce high-value discrete parts and structural components, enabling cost-effective custom production that can gradually displace imports and grow exports in a range of industries such as machinery, precision instruments, medical equipment, and other engineering-intense, sophisticated products. Industry 4.0 is a common term for the combination of automation, sensors, data storage and analysis, cyber-physical systems, cloud computing, enterprise management systems, and advanced logistics for planning, moving, and tracking materials and goods. Industry 4.0 relies on data on a scale not available in the past, produced by a variety of in situ sensors and analyzed by increasingly powerful computers and sophisticated and accessible software packages. The engineering research community will be instrumental in continuing to refine these technologies, making them more affordable and user-friendly for the broadest range of commercial manufacturers.
Industry 4.0 technologies may have a game-changing impact on production costs. Effective application of the full array of these technologies and associated advances in Artificial Intelligence (AI) may shift the cost basis for domestic manufacturing, realigning the economic forces that drove so much production offshore in the first place. Specifically,
-
The cost of design will continue to decrease, potentially approaching zero. Design is largely the comparison of options to solve a problem within constraints. Recent advances in computer-aided design (CAD) will continue. Integrating AI and in particular generative AI will allow the very rapid generation of multiple design concepts using varied materials and process chains.
-
The costs of transportation and complex logistics have fallen dramatically in the past decade and should continue to fall as package handling becomes more automated. The implications in low-volume manufacturing are only now being felt. Instead of all process options housed locally, specialized process equipment necessary for specific design objectives will be located wherever required skills and other resources are most available and linked by rapid shipping. This is the vision of distributed manufacturing discussed at the ERVA workshop. As a harbinger, new firms such as Xometry are beginning to provide the necessary capabilities—manufacturing on demand—to customers regardless of location [12].
-
Distributed manufacturing production chains incorporating multiple processes, autonomously coordinated and controlled (hybrid autonomous manufacturing) using agile equipment that has low capital cost because of the use of sensors and controls, versus heavy tooling may enable components with unprecedented assured performance. Over time cost may be driven down. For example, through the process chain of local material deposition, forging, and machining, the chemistry, microstructure, and dimensions of a component can be controlled in unprecedented ways. This approach will achieve manufacturing for design, focused on achieving nearly optimal local properties on a desired component rather than settling for the properties traditional production processes can achieve. This vision is increasingly possible.
Combined, these forces will change the calculation of fixed and variable costs that have been critical inputs to manufacturing process selection. Flexible, automated—trending toward autonomous—systems will correct themselves and automatically enact policies to improve efficiency and quality, while collecting and analyzing data for long-term process improvement. These sophisticated systems will reduce fixed costs dramatically by replacing fixed tools with flexible systems for many operations. The implications of these expected changes will affect which processes are the most technically desirable and economical. These implications are discussed in Sect. "A Possible Future State: Hybrid Autonomous Manufacturing".
Even with compelling arguments for this vision to become reality, including the cost and flexibility advantages, achieving it will require a strong national effort and a full understanding of what is possible and the barriers to be overcome. The nation has both strengths and weaknesses in its ability to achieve the strategic industrial renewal envisioned at the ERVA workshop [2, 13]. What is the most necessary and appropriate research to support advanced manufacturing? In what research and other creative or educational activities could academic institutions engage that would be most useful for the national manufacturing enterprise? These are some of the questions the ERVA workshop addressed.
Summary of the ERVA Workshop: Engineering the Future of Distributed Manufacturing
The 56 participants who attended the ERVA workshop represented small and medium-sized manufacturing companies as well as researchers and technical experts from government, industry, and academia [2]. The overall consensus reached at the workshop is that manufacturing is at a tipping point. How things are made will be pushed by new technical opportunities and pulled by many important societal objectives. This combination of technical push and societal pull will lead to a new kind of manufacturing enterprise that will be far more agile and responsive, enabled by breathtaking technical advances in all the technologies that are commonly associated with Industry 4.0. The application of progressively more capable machine learning and generative AI across all levels of product and process design and control will make autonomous systems commonplace. Whereas traditional manufacturing is characterized by scarce specialized assets (such as large forging presses with tooling that is unique to specific products and sprawling automotive assembly plants), future manufacturing will be characterized by digitally enabled versatile tools, adaptive control, and model-based assessment of fitness for purpose and quality. Because the costs for sensors, controls and computation are continually decreasing, these agile systems may have lower capital expenditure than the larger traditional systems. These advances will occur simultaneously with important societal motivators such as the desire for improved sustainability and supply resilience.
Within this context, four leading themes emerged from the workshop:
-
Manufacturing is undervalued in American political, social, and economic discourse.
-
A tipping point for a grand transformation of manufacturing is near.
-
New methods of quality control are required to keep pace with innovation.
-
Manufacturing processes should not be viewed as fixed and self-defined but should be seen as adaptable, based on the co-design of the product and production methods.
According to the workshop structure, ideas and opportunities were classified along the planned discussion topics of:
-
Materials supply chains that are secure and distributed;
-
Tools and processes to create any discrete manufacturing product/tool anywhere, anytime, and in any lot size without loss of quality; and
-
Data and quality assurance engineering research to improve the efficiency of production processes regardless of lot size, to optimize inventory management, to reduce downtime, and to enhance the quality of products and services.
One additional theme emerged from the discussions:
-
Networks and ecosystems are the indispensable glue in manufacturing. Manufacturing takes place within close-knit ecosystems. Proximity is a clear advantage because of physically short supply chains, the ability to create and troubleshoot at the production site, quickly planned visits, and the eventual understanding and mutual trust that is built. Virtually every manufacturer provides only a few steps in a broader supply chain from raw materials to final products. They often share the same pool of workers. Community coordination is essential.
In each of these themes, the workshop participants identified technical needs and opportunities, and produced a time bound research agenda needed to achieve success. Details are in the formal workshop report [2] but highlights in each thematic area are presented here.
Materials Supply Chain
Experience from the recent pandemic exposed the nation’s vulnerability in the global materials supply chain. Securing supplies of critical materials, substituting new materials for those in short supply, and smarter use of materials are all challenges addressed at the workshop. Supply issues span raw materials to components and subassemblies to finished products. Issues of particular focus at the workshop include:
-
Critical minerals and electrification—Electrification of vehicles and other industrial processes will place increased pressures on the supply of critical minerals, including lithium, cobalt, copper, graphite, and many others. Competition for minerals and raw materials is emerging as a key topic defining the twenty-first century.
-
New and emerging manufacturing processes—Metal additive manufacturing often begins with powder feedstock rather than the typical cast and wrought feedstock that has been used in most production [14]. The same alloys, along with their well-documented properties, are typically not available in the new morphology required for additive manufacturing.
-
New discoveries—Materials science has offered some exciting, very new possibilities for materials with previously unknown combinations of properties. Prominent examples include bulk metallic glass and oxide dispersion-strengthened alloys [15] and multi-principal alloys [16]. Supply chains and new types of equipment need to be built to enable the use of these exciting new materials. This area is largely driven by traditional federally supported research in the USA. The field of Integrated Computational Materials Engineering (ICME) has developed to apply fundamental knowledge to new products. This approach may be extended to engineer processes to develop location-engineered properties. For example high fatigue resistance in high stress fillet.
-
Reduction in quality and quantity of natural raw materials [17]—The nature of mining for metallic ores is changing dramatically. Fewer new mines are being opened and existing mines are producing lower grades of ore. Meanwhile, demand for many metals, particularly copper, cobalt, and nickel, is increasing. The issues are complex; both the availability of strategic materials limited, and there is often resistance to refining and processing ores in developed countries.
-
Expanding resource availability in disposal—While the quality of naturally occurring ore is decreasing, the amount and quality of metallic deposits in the world's junkyards and landfills is increasing. This represents an opportunity, albeit a difficult one to access.
-
Desire to reuse—There are opportunities to learn from nature to enable synthesis of non-polluting, reusable, long-term materials, a promising approach for next-generation materials for additive manufacturing. Multiple pathways to achieve a high level of reusability are core topics in materials science.
-
Cumbersome and limited descriptions of materials—Materials and their properties are typically described by rigid and complex standards. Examples include the ANSYS-Granta database, the Metallic Materials Properties Development and Standardization (MMPDS) design manual, MatWeb, and other open-source and proprietary databases. The design properties listed in these manuals are based on multiple tests; usually the statistical low bound of properties is reported so that is what designers use [18]. The approach is expensive to operate and usually limits how materials can be applied. An important opportunity is to locally control microstructure. Both manufacturing methods and standards must evolve, leveraging advances in ICME. If materials properties can be locally assured, higher performance products are possible.
Tools and Processes
Research can improve the tools, machines, and facilities that support manufacturing. One of the most important overarching issues is the large amounts of capital required for production. Outlays of tens of millions of dollars are not unusual and clearly represent a large business risk. New technologies are particularly risky because they are not proven with respect to component quality or their robustness and reliability in manufacturing. However, if truly general-purpose machines can be developed so that large lots and high-quality components can be created, the investment can be amortized over many components. Further, agile equipment may have lower capital cost and lower production rates. This can enable distributed manufacturing. There is a strong analogy to a skilled artisan. A well-equipped blacksmith can make almost any component with high quality using only a simple shop [19]. A TMS-sponsored study on metamorphic manufacturing explored this concept in some depth [20]; additional TMS-sponsored workshops continue to help set national and international research agendas in digital manufacturing.
Merging sensors and automation creates two strong opportunities. First, with precise, effective control, simple systems can do complex things, not unlike a skilled artisan with nothing but a knife or a chisel who can make beautiful sculptures. Second, as a new opportunity, data collected during the process can represent the digital thread that can be used to assure quality.
Some of the specific issues and opportunities identified by the workshop participants include:
-
Geometric tools for assessing size, shape, and location are advancing at a very fast pace. The cost of rapid dimensional and shape capture is quickly approaching zero. These tools can be used for both reverse engineering and new manufacturing methods based on incrementally reaching desired dimensions as is practiced in the English-Wheel artisan method [21].
-
The use of small tools for adding, subtracting, deforming, coating, and inspecting is also advancing. These tools can be attached to geometric reference points on a larger workpiece to do significant work, enabling large part fabrication from small tools. These new tools also offer a way for processes such as additive manufacturing to deposit at high rates or small detail machining centers to work simultaneously, improving productivity.
Dimensional assessment of a workpiece is a key enabler of distributed hybrid manufacturing in which multiple tools and processes may be used to achieve desired performance. A digital twin may be useful in this context for a physics-based simulation of deformation to cause the shape of a preform to approach that of a desired component. The working definition of the digital twin is: the digital counterpart, or twin, of a physical process that uses models and real-time data to predict the behavior of the physical process [22,23,24,25,26,27, 29]. Although real-time data is an important component of the digital twin, pre- and in-process measurements of the preform geometry are the focus here. To meet dimensional fidelity, real-time metrology capabilities are essential and may include structured light scanning. The concurrent use of dimensional assessment, physics-informed digital twins [28], and plastic deformation offers many important new manufacturing strategies. Examples include bending to correct shape and/or to induce beneficial residual stresses and local forging of materials to improve properties or meet dimensions.
Structured light scanning systems use a projector to shine a structured pattern onto the test object. One or more cameras (typically two) capture the reflected, distorted pattern from the test object. The geometric shape of the object is obtained using the distorted pattern and the scanner’s calibration. Structured light has become an accepted approach for manufacturing environment measurements [30]. Most of the defined parameter results showed the accuracy of the optical scanner to be comparable to the coordinate measuring machine or within an order of magnitude but is much faster. The use of concurrent measurement, computation, and actions such as plastic deformation may be an efficient breakthrough for dimensionally precise and high-quality components.
Because individual manufacturing processes may be carried out on separate equipment, transferring the part coordinate system between processes is a critical consideration. For example, a robotic-assisted incremental forming operation might be used to produce the required microstructure, material properties, and basic shape for the preform, while machining is used to obtain the desired geometry, tolerances, and surface finish. In this case, the preform coordinate system must be transferred to the machine tool. A structured light scan of the preform with temporary fiducials can be used to identify a local coordinate system and provide a direct path for this coordinate transfer. The scan data and corresponding preform model provide a digital counterpart that includes the actual preform geometry with a local coordinate system that can be identified on the machine tool using standard probing cycles, transfer of that coordinate system to the computer-aided manufacturing (CAM) software for programming the required machining tool paths using an accurate stock model, and, ultimately, an assessment of the machining outcome by post-process measurements. This approach has been demonstrated for wire arc additive manufacturing, structured light scanning, and multi-axis machining with good outcomes [31,32,33]. Enabling these steps without operator intervention provides a pathway to autonomous hybrid manufacturing [34].
The potential to create small tools that can perform local operations on very large components was also discussed at the workshop. These tools could use metrology systems to identify locations on the large components, then perform their operation. Examples include small milling machines that could be attached to regions of a large component (for aircraft, ships, or infrastructure-scale components). Instead of using large milling machines where the component is located on the bed, several small mills could act at once, aiding efficiency. With precision location, sufficient stiffness, and appropriate dimensional location, such equipment could reduce cost and improve efficiency. Achieving this potential requires a standards and technology to be developed for location and possibly communication with a master system.
Based on these challenges and opportunities, the workshop participants determined that productive research and development could be carried out in the following areas:
-
Incremental forming
-
Other localized process machines
-
Hybrid processes
-
Digital thread capture
-
Localized processing (varied local chemistry and microstructure)
-
Concurrent processing using multiple tools and dimensional registry
Data and Quality Assurance
Data is central to modern manufacturing, particularly with the Industry 4.0 paradigm. Data is the key to quality, efficiency, machine maintenance and integration with the rest of the manufacturing enterprise. The workshop had significant discussion of means of sharing data, common structures, cybersecurity, open-source models, and incentives for sharing. This topic clearly spans far beyond the workshop bounds.
The simple monitoring of equipment can significantly improve efficiency and reduce downtime by finding patterns required for more effective maintenance scheduling. Better data helps in scheduling and plant-level analytics. Because a typical manufacturing environment has a wide range of equipment ages and types of controllers, additional data management challenges are encountered. While general solutions are desired, we do note that there are organizations [35] and companies that are working to treat these needs [36].
It is at once subtle and obvious that the performance of any structural component is the result of the design of the component, the materials used, and how the manufacturing process affects the material. For example, the engineering community has developed safety–critical processes that have achieved remarkable levels of safety in aircraft, automobile, and infrastructure production. To date, however, these processes have been expensive and time consuming to operate. In aircraft applications, it is not unusual for a material and process to take 15 years to mature before it can be commercially deployed. Emerging advances in data acquisition and analysis, accuracy and sophistication of digital twins, including materials awareness, model-based certification, and related advances in manufacturing processes, promise to significantly reduce time requirements in safety–critical processes. A strong case has been made for model-based materials definition that can be adapted to certification [18]. With sufficient data, the group could imagine a day when models become so robust that they could, based on established process-structure-properties models for materials development, predict local materials properties with sufficient accuracy so that the model itself could be qualified to meet MMPDS statistical tests. This ability would be a sea-change that could dramatically reduce the time required for material and component development.
Although progress is being made, challenges remain. Widespread use of model-based certification will require management and analysis of large amounts of data from diverse sources, much of which is currently proprietary. Mechanisms to pool this data in a usable but non-attributable form that maintains data integrity and security pose a significant challenge [37]. Beyond that, it will be challenging to apply this data to create accurate models, digital threads that will track individual parts throughout the production process, and materials-aware digital twins that survive the working life of the part or component in question. The high cost and long time currently required for certification creates a powerful incentive to make progress.
Networks and Ecosystems
Offshoring of much of US manufacturing in a large number of industries has had a pernicious effect on the national industrial commons, that combination of suppliers, job shops, training facilities at all levels and variety of skills, and demanding customers that drive constant renewal and innovation in the industrial sector. More than other activities, manufacturing is multi-skilled, multidisciplinary, and always changing. Being successful requires access to the latest technology and the people who can use it effectively. In too many cases, finding domestic suppliers for some parts and components has become extremely difficult; something as common as small electric motors is just one example.
The role of industrial clusters has long been recognized as an essential source of competitive advantage that has been allowed to atrophy in the USA as offshoring escalated. Clusters are a concentration of specialized industries complete with the necessary suppliers, service firms, and skilled workforce that combine to create a mutually reinforcing ecosystem. There certainly are examples of industrial clusters remaining in the USA—semiconductors in Arizona, biomedical implants in Minnesota and Indiana, optoelectronics in New York, to name a few—but their strength and number have diminished [38]. Rebuilding them across multiple regions in multiple industries will be essential to generate the widespread implementation and continued development of Industry 4.0 technologies and to build the high-value commercial industries the nation requires.
It is important to remember that small and medium-sized enterprises are essential to effective clusters. Most US manufacturers are small and medium-sized enterprises with unique challenges that affect their ability to upgrade and use advanced manufacturing technologies effectively. The importance of small and medium-sized enterprises has long been recognized in national policy—the Manufacturing Extension Partnership, focused on providing technical assistance to small and medium-sized enterprises, was created in the 1980s—but access to capital and knowledge/skills continue to be issues for small and medium-sized enterprises. Workforce availability can be especially challenging as the existing workforce reaches retirement age.
Workforce development is a major part of this ecosystem rebuild. The shortage of skilled practitioners is perhaps the single top complaint among commercial manufacturers. The most pressing need is for people who can install, program, troubleshoot, and optimize automated manufacturing systems that include mechanical, software, sensing, and electrical elements. An insufficient workforce may limit the nation’s ability to scale manufacturing production, or distribute it to remote communities or near points of need [39].
Rebuilding the necessary workforce is an intractable problem for a number of reasons. First, most of the relevant skills training is done in community colleges, but instructors with the needed skill level are difficult to find [40]. The absolute number of potential instructors is declining as skilled craftsmen reach retirement, and those with the right skills can find much better paying jobs in industry than in community and technical schools. Second, some of the most effective practitioners have a wide range of skills. There are few training programs that provide the breadth of skills with appropriate theory and hands-on practice to create effective manufacturing practitioners and innovators. This challenge becomes more difficult considering the mash up of emerging tools that may be used to develop new processes.
Although a few excellent programs are emerging—some that combine online and in-person practical training[41]—more physical locations are required where students can gain hands-on experience and practitioners can experiment with the most modern equipment. A useful analogy is the teaching hospital. Regional teaching factories, operated as public–private partnerships, would provide the types of access to equipment and technologies embodied by Industry 4.0 that students and small companies need to ensure rapid deployment across the commercial sector. One example to build on is Oak Ridge National Laboratory’s (ORNL) Cooperative Research and Development program within its Manufacturing Demonstration Facility (MDF) [42]. It provides a simple mechanism to allow manufacturers access to the very latest additive manufacturing equipment and skilled engineers. States have also used workforce development and readiness as an important aspect of economic development. Alabama’s Robotics Technology Park [43] is a good example that provides free training and has lured manufacturers to the region.
Recent legislation—the Infrastructure Investment and Jobs Act, CHIPS and Science Act, and Inflation Reduction Act—included provisions to catalyze workforce development. Regional Workforce Hubs were created in the summer of 2023, beginning with Phoenix, Columbus, Baltimore, Augusta, and Pittsburgh. The Biden administration has also created the Advanced Manufacturing Workforce Sprint that will bring together employers, unions, workforce developers, and others to develop education and training standards, portable credentials, and partnerships to expand pathways into advanced manufacturing careers. The Sprint will expand pre-apprenticeships, registered apprenticeships, and career and technical education for advanced manufacturing occupations [44]. Workforce development efforts by the Manufacturing USA Institutes are a part of this new initiative [45].
A Possible Future State: Hybrid Autonomous Manufacturing
In analyzing the discussion and feedback from the ERVA workshop several of the authors noted a striking similarity of the workshop themes and those being addressed at HAMMER-ERC for which several of the authors of this paper are leaders. Many of the authors in the recent TMS-sponsored work on metamorphic manufacturing, which also informs the following discussion, included here to show commonality across several themes.
Nearly all manufacturing textbooks from the late twentieth century are organized based on the analysis of high-volume, high-productivity manufacturing processes such as rolling, extrusion, machining, welding, and casting. The techniques of additive manufacturing that largely dominate academic research today were not yet envisioned, and artisan processes such as blacksmithing and manual welding were not considered scientific enough to merit significant study. Many other technologies being incorporated into manufacturing—precision control, in situ sensors, data analysis, digital twins, etc.—have created the need for a new intellectual framework. Such a framework would shed the burden of legacy systems to enable more rapid innovation and to support the development of agile regional clusters of innovation based on the concept of hybrid autonomous manufacturing. Smaller, more agile systems may also be less expensive providing a possible mechanism for manufacturing to become more distributed.
To understand this new framework, it is helpful to review a few manufacturing fundamentals. Begin by recognizing that any machine is basically an assembly of its components. Each of these components, in its ideal, is defined by its shape and the properties of the material that make up the component at each location. Optimization, therefore, has two parts: geometric shape and microstructure. A geometric shape that minimizes weight and maximizes robustness is the domain of topology optimization. This field is well-developed[46] and accessible through a variety of common software packages; it aligns well with additive manufacturing [47]. The field of local microstructure optimization (for strength, stiffness, toughness, corrosion, fatigue resistance, etc.) is not as well developed but is not a new idea [48]. Ideal components have both optimal shape and optimal local materials properties at each given location. This process is bound to physics by the materials science paradigm [49]: processing leads to material microstructure, which in turn leads to properties, which finally leads to performance. There can be enormous power in treating material and topology optimization as one large design exercise that will simultaneously optimize the process and component topology to the many constraints that are placed upon that design exercise. The emerging fields of data science, the materials genome initiative [50], machine learning, and generative AI should accelerate development of this field of concurrent design.
One goal of this approach is to be able to consider the concurrent design problem for a component and its manufacturing process as being a larger design problem that can eventually be solved using emerging generative AI or other techniques. To facilitate new process design and even invention, a generalized manufacturing language is needed. To achieve this objective, it would be helpful to consider the similarities between manufacturing operations and the primary mathematical operations used in computational algorithms.
We argue that there are six fundamental manufacturing operations, each carried out by tools:
-
Subtraction—Removing material by cutting, grinding, plasma jet, shearing, electrochemical removal, etc.
-
Addition—Depositing or adding material. Welding is essentially an additive process. Digital control has been added to develop a wide range of new technologies broadly known as 3D printing or additive manufacturing.
-
Deformation and Molding—Forming objects by re-shaping. This category includes deformation, molding, and shaping operations in which either solid, liquid, or viscous material conforms to molds to create required shapes. Many processes use solid-state deformation both to develop the required shape for components and to refine material structure. In metals, this is known as thermomechanical processing. Techniques such as closed-die forging, open-die forging, and bending are examples of deformation processes used to create shapes. Polymers also often derive direction-dependent properties by aligning chains or second phases with extension directions, while forming shapes.
-
Transformation—Chemical reactions or phase transformations that change material properties. Material transformation is essential in almost all manufacturing processes, including solidification, curing of thermosetting polymers, quenching and tempering of metals to obtain required properties, diffusion treatments such as carburizing, and even the drying or curing of paint.
-
Positioning and Assembly—Precise geometrical alignment of tools or other components to the primary workpiece. Examples include the positioning of deposition location or the relative positioning of parts close to one another to create a weld. Positioning is an essential part of almost any advanced manufacturing or assembly operation. Industrial robots are commonly used for positioning, often with the aid of advanced metrology.
-
Inspection—Use of optical, acoustic, imaging, or other methods to assess geometry or state of the workpiece. Almost all modern manufacturing operations use sensing methods both to locate parts and to assure that processes are operating within accepted process limits. Multiple types of sensors, including force sensors, temperature sensors, optical cameras, and chemical signals, may be part of an inspection process. Data generated by these sensors are a critical source for process analysis, modeling, and machine learning algorithms.
Subtraction and addition have become largely digital manufacturing operations, beginning with the adoption of CNC machining which was initially developed at MIT in the late 1940s [51]. Additive manufacturing uses very similar control strategies to add rather than subtract materials locally. Deformation is somewhat more complex because the largest volumes of materials are made by deformation (e.g., rolling, extrusion, sheet metal forming, forging, etc.) and because metallic components with the highest performance properties (e.g., forged aero-engine rotors, landing gear, bulkheads, etc.) are typically made using deformation.
All of manufacturing may be described as the intentional application of these six fundamental operations. Sometimes these operations may be simple, but often they are difficult and require specialized to rare facilities. For example, consider the forging of a 30-ton shaft for a hydroelectric dam or the deposition of billions of transistors with 7 nm feature sizes. While recognizing this range of complexity, a broad framework can be created in which both a component and its process can be co-designed at once while also considering the facilities, locations, or shipping logistics that might be required to manufacture that component and recognizing that it may be a subset of a larger unit that needs to meet engineering requirements. For this purpose, a design hierarchy is introduced with the six primary operations at the lowest level:
-
Operations—The six fundamental operations listed above are the essential steps required to make any component at any scale.
-
Tools—Only certain tools can perform specific operations, but many tools, such as lasers and hammers, are multi-purpose and could perform, for example, deformation or removal operations.
-
Processes—If we consider the fundamental manufacturing operations to be like the primary mathematical operations, then processes become like equations or subroutines in which operations are executed in sequence. Consider arc welding or any additive manufacturing process as being a subroutine.
-
Process Sequences—Fabrication of a complete item often requires many processes with a variety of possible process sequences. For example, in building a ship we might first form plates and then weld them, or they could be welded first and then shaped. Varied process sequences are possible and provide many degrees of freedom in design.
-
Component—At the highest level, the finished component must be able to meet its service requirements. Good design typically minimizes the mass of the component and its cost while assuring fitness for purpose and longevity. Integrating the manufacturing process and sequence into this design exercise is critical.
This hierarchy may be useful as a design framework to compare many potential designs of products and processes. Execution may become inexpensive if automation and advanced logistics simplify the transfer of workpieces from one tool to another. Further, with precise dimensional tracking, several tools could be acting on a single component simultaneously. The emerging concept of swarm manufacturing is an early proof of concept for additive operations [52,53,54]. This hierarchy will allow thinking beyond the typical design-for-manufacturing paradigm in which the basic manipulation of tools is used to execute processes. The new paradigm of manufacturing-for-design will provide much greater freedom and create processes using hybrid tool systems that produce the desired local outcomes with maximum flexibility. This is a large and multidimensional optimization problem that seems well-suited for the emerging field of generative AI. The synthesis of using operations, tools, and processes to create full structures is briefly illustrated in Fig. 3 [20].

Conceptual drawing of HAMMER-ERC approach, combining a small set of agile tools that can be applied to important use cases
With all these operations, it is important to track the material state. For example, while forging, casting, or additive manufacturing can be used to form the same shape with nominally the same material or alloy composition, very different microstructure and defect states can result. In the hot [55] and cold forging [56] industries, microstructural manipulation is central to process control and qualification. Similarly, the exact process used for removal or joining may affect material structure and properties. These local changes in microstructure and properties must be tracked and considered both in the initial component design process and in determining final performance characteristics.
HAMMER-ERC adopts this basic framework. (A key graphic from this program and its primary use cases is shown in Fig. 4.) In this context, hybrid refers to embracing all processes and operations leading to manufacturing-for-design. Among the key objectives for the HAMMER-ERC is developing manufacturing strategies using limited tool sets in austere environments as shown in the use cases on the right of Fig. 4. More detail on HAMMER-ERC can be found here [57].

Core elements used in concurrent product and process design. The design of the process is based on connecting the low-level operations, enabled by available tools, to the high-level functional requirements of the components and their assembly into a product
Figure 5 illustrates a possible future hybrid autonomous manufacturing scenario based on processes becoming more interoperable, design costs tending to zero, and model-based component qualification developing into actionable programs. There are three essential steps.

Design, execution, and measurement with iterative learning that is focused on training hybrid autonomous manufacturing
First, design will incorporate generative AI to concurrently consider many potential designs that meet an engineering need. These design iterations may consider multiple materials and multiple manufacturing methods. Consider a simple hinge as an example. Depending on the desired performance parameters, such as cost minimization, mass and weight minimization, surface texture, and minimizing risk of failure, various topologies, materials, and manufacturing methods are considered. A classical method of evaluating these options is plotting them on a multidimensional space with each characteristic quantified and the set of minima shown by a Pareto surface. Most ideas could be wholly inappropriate. Multiple good solutions may exist, and human intervention may be used to choose one or more designs to build.
Second, the manufacturing process may be executed in an automated or autonomous manner. Automated machining is well known. For example, companies such as Path Robotics [56, 58] are exploring autonomous welding systems that monitor important characteristics such as spatter, weld appearance, and arc appearance; machine control algorithms may replace human skill to develop welds of acceptable quality. This aspect of real-time monitoring using advanced sensors and computation then making corrections, such as a blacksmith artisan might, is the path to autonomous manufacturing.
Third, as components are built and tested, this data may be saved and compared to the numerical designs that were predicted in step one. Measurements versus predictions may be compared for any important attribute such as strength, stiffness, fatigue resistance, corrosion resistance, cost, weight, etc. The initial predictions may be based on both physics-based models and neural network models based on extensive data. If the predictions have sufficient statistical robustness, they may be used for design purposes on their own. Over time, this model-based approach may replace the well-known A-Basis, B-Basis, and S-Basis design allowables in the MMPDS handbook [59]. This process of quantitative design, autonomous manufacturing for in situ process control, and extensive data measurement with comparison to prediction that eventually provides statistical confidence represents a way forward for agile, distributed, autonomous manufacturing with assured quality.
Synthesis
The synthesis of data, communication, integration, and control, broadly referred to as Industry 4.0, is well documented.Footnote 1 These trends are undeniable and will drive strong changes in the cost structure of manufacturing. Beyond this, two primary concepts emerged at the workshop. First, the relative costs of sensing, data storage, and data analysis are falling to near zero. With generative AI, it is very conceivable that the cost of design will fall to near zero as well. This refers not only to the cost of component design but also to the cost of process design, including the adaptive design of logistics chains. Further, very agile equipment could dramatically reduce capital expenditure costs by enabling the use of flexible systems instead of larger equipment with fixed tools. Second, a broader synthesis of four core areas is emerging, all of which can benefit from these trends that can truly change manufacturing. We refer to this confluence as holistic manufacturing (Fig. 6).
-
Design will incorporate new tools, new data, and increasingly sophisticated software to achieve the goal of manufacturing for design. Selection of material and the processes needed to achieve locally required properties are an implicit component of this, which will leverage advances in ICME.
-
Material state awareness at a specific component location level, as verified by sensors and the comparison of in-process data to prior models of the manufacturing process, are the keys to quality assurance. Combinations of physics-based models, mass observation of data, and trained machine learning models can, in principle, develop high-fidelity predictions of local properties. A priori numerical models can be used to design a qualified process. Certification of the part, assuring that the component meets intended specifications, can be granted by comparing expected in-process data streams with those measured. This approach to quality assurance may be far faster than the current inflexible method.
-
Hybrid tool systems can be developed by combining basic operations into processes using tools described earlier. Significant work will be required either to bring tools to the workpiece precisely, quickly, and accurately or to bring the workpiece to various tool sets without losing dimensional registration or knowledge of local materials properties. In principle, such systems could have the agility of an artisan but with the reproducibility and ability to collect data streams like that of an automated system. This technology leverages all the advancements of Industry 4.0.
-
Data, intelligence, autonomy will harness machine learning to use in-process and component performance data to hone and optimize the control systems of the individual tools, which in turn run processes. This intelligent control is the mechanical analog of the skills required to run an artisanal process. Achieving this level of control is critical to what we believe will be the inevitable transformation from automated manufacturing to autonomous manufacturing.

Holistic Manufacturing: Dramatically decreasing cost of data analytics, control, and generative AI offers the opportunity to radically reduce the cost of design to near zero. Advancements in automated—becoming autonomous—manufacturing systems, coupled to new automated methods for quality assurance based on detailed understanding of materials state, may allow a more efficient paradigm for future manufacturing
Together, these innovations will enable a very different approach to manufacturing, holistic manufacturing. It will be much more agile and require much less in the way of fixed capital (because generally smaller and reconfigurable tools are used) while producing components with exceptionally high quality and performance. These areas correlate to the thrust areas of the HAMMER-ERC program.
While the focus of the ERVA workshop was focused on the opportunities in advanced manufacturing, it is important to state how this vision may improve the future state.
-
Distributed Manufacturing–Use of the kinds of systems described here can, for example, use local incremental forming for forging or sheet metal forming. With these systems, we can imagine little to no fixed tools or dies and potentially much smaller presses. Smaller, more flexible processes can reduce capital expenditure and allow the production of components near point of need, which in turn will allow much simplified supply chains.
-
Environmental Benefits–While climate change is one of the most important problems vexing humanity, manufacturing plays a key role in the problem and its solution. About one-third of greenhouse gas emission is due to production. Distributed and more efficient, higher quality systems reduce overproduction driven by long supply chains and can use less material in higher performance systems that are more energy efficient.
-
Economic Resiliency–Local regional production of a range of products can reduce trade imbalances and keep regions from being disadvantaged by a good being unavailable. Recent examples have included N-95 masks and computer chips and could include other types of products in the future.
-
Assured Quality–A system based on large amounts of shared data and physics-based models of material state during processing (and use) could usher in a new era of high-quality products based on more rapid model-based qualification.
-
Social Equity–When production is near point of need, the consumers of products are generally aware of and can work to improve working conditions, environmental impacts, and other effects of local production while also benefiting from the jobs, tax base, and other economic benefits for the local community.
Conclusions
Emerging technologies have created an outstanding opportunity to re-invent manufacturing. The recent supply shocks revealed by the COVID-19 pandemic and renewed government attention and legislative initiatives will help to jumpstart this production revolution in the USA. As technology continues to advance and implementation becomes broader and deeper, the economics of manufacturing in this country will shift, creating huge incentives for the private sector to drive the revolution. This is a time of remarkable technical opportunity, with computational advances producing dramatically improved autonomy and design automation. Artificial intelligence, control, automation, and autonomy will drive fundamental changes in cost structure, and could dramatically reduce cost of design, enable better designs, and, by making equipment very agile, reduce the utilization of fixed tools. These advances will not only reduce capital costs, but also total production costs in many cases. To fully harness the moment, as a community we must have an intentional approach to design a more sustainable, resilient, and equitable future which will be best supported by a distributed manufacturing model. The future approach must certainly include:
-
Hybrid autonomous manufacturing methods, including the emergence of automated, artisan-like processes, that will drive costs of product design and execution toward zero;
-
More enlightened uses of materials, recognizing them as a finite resource;
-
A more rapid and lower-cost method of assuring quality than current methods based on extensive destructive testing; model-based certification is one likely approach;
-
The ability to make any part/tool with local materials sources with quality at lot sizes approaching one.
-
A workforce with new digital and physical skills will be needed at scale; and
-
New modes of collaboration will be needed in which businesses of all sizes can collaborate to test and innovate new manufacturing methods rapidly without excessive capital expenditure.
Achieving this vision requires investment in research and process development. A focused, consistent effort combining the strengths of public support for higher education, research, and workforce development with the innovation and investment capacity of the private sector will be essential to realize this vision of holistic, distributed manufacturing as a competitive advantage for US manufacturing.
Notes
The European Commission introduced Industry 5.0 in 2021 to encompass social fairness and sustainability principles expected of industry as the digital and AI-driven technologies of Industry 4.0 are broadly implemented.
References
Engineering Research Visioning Alliance (2024). https://www.ervacommunity.org/
Engineering Research Visioning Alliance (2023) Engineering the future of distributed manufacturing: a visioning report. Columbia, SC
Daehn GS, Cao J, Lewandowski J et al (2023) Introducing NSF’s HAMMER engineering research center: hybrid autonomous manufacturing moving from evolution to revolution (HAMMER). JOM 75:971–974. https://doi.org/10.1007/s11837-023-05765-y
Sundell A (2022) Visualizing countries grouped by their largest trading partner (1960–2020). https://www.visualcapitalist.com/cp/biggest-trade-partner-of-each-country-1960-2020/
Mazzucato M (2015) The entrepreneurial state: debunking public vs. private sector myths. PublicAffairs, Philadelphia
Mahoney T, Kota S (2018) Manufacturing prosperity: a bold strategy for national wealth and security. MForesight, Ann Arbor, MI
Gruber J, Johnson S (2019) Jump-starting America. MIT Press, Cambridge, MA
Pisano G, Shih W (2012) Producing prosperity. Harvard Business Review Press, Cambridge, MA
Nikakhtar N, Thorson M, Lee E (2022) Cabinet agencies publish U.S. critical supply chain reports. Wiley, Washington
Carr T, Chewning E, Doheny M, Madgavkar A, Padhi A (2022) Delivering the U.S. manufacturing renaissance. McKinsey, New York
Yli-Viitala P, Arrasvuori J, Silveston-Keith R, Kuusisto J, Kantola J (2019) Digitalisation as a driver of industrial renewal–perception and qualitative evidence from the USA. Theor Issues Ergon Sci 21(1):1–21. https://doi.org/10.1080/1463922X.2019.1621404
Lewandowski J, Seifi M (2016) Metal additive manufacturing: a review of mechanical properties. Annu Rev Mater Res 46:151–186. https://doi.org/10.1146/annurev-matsci-070115-032024
Smith TM, Kantzos CA, Zarkevich NA et al (2023) A 3D printable alloy designed for extreme environments. Nature 617:513–518. https://doi.org/10.1038/s41586-023-05893-0
Miracle DB, Senkov ON (2017) A critical review of high entropy alloys and related concepts. Acta Mater 122:448–511. https://doi.org/10.1016/j.actamat.2016.08.081
Gordon RB, Bertram M, Graedel TE (2006) Metal stocks and sustainability. Proc Natl Acad Sci USA 103(5):1209–1214. https://doi.org/10.1073/pnas.0509498103
Furrer D, Dimiduk D, Cotton J, Ward C (2017) Making the case for a model-based definition of engineering materials. Integr Mater Manuf Innov 6:249–263. https://doi.org/10.1007/s40192-017-0102-7
An informative video example can be found at https://vimeo.com/288711470; Forged and Filed, following the efforts of master metalsmith Seth Gould.
Metamorphic manufacturing: shaping the future of on-demand components. (2019) The Minerals, Metals & Materials Society. Pittsburgh, PA. http://www.tms.org/metamorphicmanufacturing
Bowen D, Music O, Erdinc AA, Shokrani A, Loukaides E (2021) Numerical modelling and deformation mechanics of the English wheel process. In: Daehn G, Cao J, Kinsey B, Tekkaya E, Vivek A, Yoshida Y (eds) Forming the future. Springer, Cham. https://doi.org/10.1007/978-3-030-75381-8_38
Tuegel EJ, Ingraffea AR, Eason TG, Spottswood SM (2011) Reengineering aircraft structural life prediction using a digital twin. Int J Aerosp Eng. https://doi.org/10.1155/2011/154798
Shafto M, Conroy M, Doyle R, Glaessgen E, Kemp C, LeMoigne J, Wang L (2010) Modeling, simulation, information technology and processing roadmap. Nat Aeronaut Space Adm 32:1–38
Grieves M (2015) Digital twin: manufacturing excellence through virtual factory replication. https://www.researchgate.net/publication/275211047_Digital_Twin_Manufacturing_Excellence_through_Virtual_Factory_Replication
Boschert S, Rosen R (2016) Digital twin: the simulation aspect. In: Hehenberger P, Bradley D (eds) Mechatronic futures. Springer, Cham, pp 59–74
Negri E, Fumagalli L, Macchi M (2017) A review of the roles of digital twin in CPS-based production systems. Procedia Manuf 11:939–948. https://doi.org/10.1016/j.promfg.2017.07.198
Qi Q, Tao F (2018) Digital twin and big data towards smart manufacturing and industry 4.0: 360 degree comparison. IEEE Access 6:3585–3593. https://doi.org/10.1109/ACCESS.2018.2793265
Kritzinger W, Karner M, Traar G, Henjes J, Sihn W (2018) Digital twin in manufacturing: a categorical literature review and classification. IFAC-PapersOnLine 51(11):1016–1022. https://doi.org/10.1016/j.ifacol.2018.08.474
Tao F, Zhang H, Liu A, Nee AY (2019) Digital twin in industry: state of the art. IEEE Trans Industr Inf 15(4):2405–2415. https://doi.org/10.1109/TII.2018.2873186
Xu J, Xi N, Zhang C, Shi Q, Gregory J (2011) Real-time 3D shape inspection system of automotive parts based on structured light pattern. Opt Laser Technol 43(1):1–8. https://doi.org/10.1016/j.optlastec.2010.04.008
Dvorak J, Cornelius A, Corson G, Zameroski R, Jacobs L, Penney J, Schmitz T (2022) A machining digital twin for hybrid manufacturing. Manuf Lett 33(Supplement):786–793. https://doi.org/10.1016/j.mfglet.2022.07.097
Cornelius A, Jacobs L, Lamsey M, McNeil L, Hamel W, Schmitz T (2022) Hybrid manufacturing of Invar mold for carbon fiber layup using structured light scanning. Manuf Lett 33(2):133–142. https://doi.org/10.1016/j.mfglet.2022.07.019
Cornelius A, Dvorak J, Jacobs L, Penney J, Schmitz T (2021) Combination of structured light scanning and external fiducials for coordinate system transfer in hybrid manufacturing. J Manuf Process 68(A):1824–1836. https://doi.org/10.1016/j.jmapro.2021.07.011
Mozaffar M, Liao SH, Xie XY, Saha S, Park C, Cao J, Liu WK, Gan Z (2022) Mechanistic artificial intelligence (mechanistic-AI) for modeling, design, and control of advanced manufacturing processes: current state and perspectives. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2021.117485
MTConnect: https://www.mtconnect.org
CloEE: https://cloee.co/
The National Center for Cybersecurity in Manufacturing (2024) MxD cyber resource hub. https://www.mxdusa.org/cyber/
Shivakumar S, Wessner C, Howell T (2023) The role of industrial clusters in restoring semiconductor manufacturing. CSIS, Washington
Wellener P, Reyes V, Ashton H, Moutray C (2021) Creating pathways for tomorrow’s workforce today, beyond reskilling in manufacturing. Deloitte Insights. https://www2.deloitte.com/us/en/insights/industry/manufacturing/manufacturing-industry-diversity.html
Weissman S (2023) The great resignation at community colleges. Inside Higher Education. https://www.insidehighered.com/news/2023/01/04/community-colleges-suffer-employee-shortages
The University of Tennessee (2024) Southeastern Advanced Machine Tools Network. https://seamtn.utk.edu/
Oak Ridge National Laboratory (2024) Manufacturing demonstration facility. https://www.ornl.gov/facility/mdf
Robotics Technology Park (2024). https://alabamartp.org
White House Fact Sheet (2023) Biden-Harris administration announces strategies to train and connect American workers to jobs created by the president’s investing in America agenda. https://www.whitehouse.gov/briefing-room/statements-releases/2023/05/16/fact-sheet-biden-harris-administration-announces-strategies-to-train-and-connect-american-workers-to-jobs-created-by-the-presidents-investing-in-america-agenda/
Manufacturing USA (2023) Workforce development initiatives will redefine manufacturing jobs. https://www.manufacturingusa.com/key-initiatives/manufacturing-workforce-development
Sigmund O, Maute K (2013) Topology optimization approaches. Struct Multidiscip Optim 48:1031–1055. https://doi.org/10.1007/s00158-013-0978-6
Meng L, Zhang W, Quan D et al (2020) From topology optimization design to additive manufacturing: today’s success and tomorrow’s roadmap. Arch Comput Methods Eng 27:805–830. https://doi.org/10.1007/s11831-019-09331-1
Rodrigues H, Guedes J, Bendsoe M (2002) Hierarchical optimization of material and structure. Struct Multidiscip Optim 24:1–10. https://doi.org/10.1007/s00158-002-0209-z
National Research Council (1989) Materials science and engineering for the 1990s: maintaining competitiveness in the age of materials. The National Academies Press, Washington. https://doi.org/10.17226/758
Materials Genome Initiative (2021). https://www.mgi.gov/
Chryssolouris G, Mavrikios D, Papakostas N, Mourtzis D, Michalos G, Georgoulias K (2009) Digital manufacturing: history, perspectives, and outlook. Proc Inst Mech Eng Part B J Eng Manuf 223(5):451–462. https://doi.org/10.1243/09544054JEM1241
Chatterjee JM, Payal M, Rathore P (2022) Revolutionizing the internet of things with swarm intelligence. System assurances: Emerging methodologies and applications in modelling. Academic Press, Cambridge, pp 403–436. https://doi.org/10.1016/B978-0-323-90240-3.00023-0
Auricchio F (2022) A continuous model for the simulation of manufacturing swarm robotics. Comput Mech 70:155–162. https://doi.org/10.1007/s00466-022-02160-3
Poudel L, Marques LG, Williams RA, Hyden Z, Guerra P, Fowler OL, Sha Z, Zhou W (2022) Toward swarm manufacturing: architecting a cooperative 3D printing system. ASME J Manuf Sci Eng 144(8):081004. https://doi.org/10.1115/1.4053681
Dieter GE, Kuhn HA, Semiatin SL (eds) (2003) Handbook of workability and process design. ASM International. https://www.asminternational.org/handbook-of-workability-and-process-design/results/-/journal_content/56/06701G/PUBLICATION/
International Cold Forging Group. https://www.icfg.info
The Ohio State University College of Engineering (2024) NSF's Hammer Engineering Research Center. http://hammer.osu.edu
Path Robotics (2024). https://www.path-robotics.com
Battelle (2023) Metallic materials properties development and standardization. https://wwwl.mmpds.org
Acknowledgements
Primary support for this project was provided by Engineering Research Visioning Alliance (ERVA), an initiative funded by the National Science Foundation under award number 2048419 and administered by the University Industry Demonstration Partnership (UIDP). Its contents are solely the responsibility of the authors and do not necessarily represent the official views of NSF or UIDP support for this activity is provided by the NSF-Engineering Research Visioning Alliance, ERVA. The authors would also like to acknowledge support from the NSF Engineering Research Center for Hybrid Autonomous Manufacturing Moving from Evolution to Revolution (ERC‐HAMMER) under Award Number EEC2133630.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Daehn, G., Blue, C., Johnson-Bey, C. et al. Emerging Opportunities in Distributed Manufacturing: Results and Analysis of an Expert Study. Integr Mater Manuf Innov (2024). https://doi.org/10.1007/s40192-024-00365-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40192-024-00365-3