
Abstract
Cadmium telluride (CdTe) is a p-type II-VI compound semiconductor, which is an active component for producing photovoltaic solar cells in the form of thin films, due to its desirable physical properties. In this study, CdTe film was deposited using the radio frequency (RF) magnetron sputtering system onto a glass substrate. To improve the properties of the CdTe film, effects of two experimental parameters of deposition time and RF power were investigated on the physical properties of the CdTe films. X-ray Diffraction (XRD), atomic force microscopy (AFM) and spectrophotometer were used to study the structural, morphological and optical properties of the CdTe samples grown at different experimental conditions, respectively. Our results suggest that film properties strongly depend on the experimental parameters and by optimizing these parameters, it is possible to tune the desired structural, morphological and optical properties. From XRD data, it is found that increasing the deposition time and RF power leads to increasing the crystallinity as well as the crystal sizes of the grown film, and all the films represent zinc blende cubic structure. Roughness values given from AFM images suggest increasing the roughness of the CdTe films by increasing the RF power and deposition times. Finally, optical investigations reveal increasing the film band gaps by increasing the RF power and the deposition time.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
There are wide range of devices based on Cadmium telluride (CdTe) with various applications where the CdTe is present as bulk and low-dimensional material such as radiation detectors, photovoltaic devices, light transmitter diodes and luminescent probes [1–4]. CdTe has been recognized as a promising photovoltaic material for thin film solar cells, because of its near-optimum band gap of ~1.45 eV and its high direct-absorption coefficient. Therefore, CdTe films are nowadays objecting of study, given its importance as an absorbent layer in the CdS/CdTe solar cells. Commercial scale modules with efficiencies of 6–10 % [5–9] and the theoretical efficiency of 28–30 % [10, 11] have been produced by several CdTe deposition techniques. Thus, different efforts in this way are currently performing to increase the efficiency such that intensive study of each component is required. On the other hand, CdTe is unique among the IIB-VIA compounds, such as ZnS, CdSe, and HgTe, in that it exhibits the highest average atomic number, the least negative formation enthalpy, and the lowest melt temperature, the largest lattice parameter, and the highest ionicity. All these factors complement its nearly ideal optical band gap and absorption coefficient for terrestrial photovoltaic devices, making it a forgiving material to deposit and control in the thin-film form [12]. Several methods are available for deposition of CdTe including vacuum evaporation, sputtering, electro-deposition, chemical vapor deposition (CVD), and closed space sublimation [13]. Among these techniques, a vacuum process is desirable in terms of the manufacturing technology, because, an in-line vacuum process without vacuum breaks during solar cell fabrication would become possible. Although the highest efficiency solar cells have been prepared by CSS technique so far, a magnetron sputtering is available for large area deposition and mass production [14]. Moreover, there is not enough work done for CdTe films deposited by the sputtering technique, despite the known importance as a suitable technique for solar cells’ large scale-applications.
Park et al. have studied properties of CdS/CdTe thin film solar cells fabricated by magnetron sputtering with RF power of 80 W and substrate temperature of 400 °C [14]. In addition, the influence of film thickness on physical properties of polycrystalline CdTe thin films deposited on glass and indium tin oxide (ITO) substrates by thermal vacuum evaporation technique have been investigated [15]. Krishnakumar et al. also have reported deposition of CdTe layer to reduce the CdTe thin film thickness below 1 μm using close spaced sublimation technique and substrate temperature changed [16]. Salavei et al. also studied the physical and electrical properties of CdTe films deposited with different thicknesses by vacuum evaporation, and also investigated the effect of CdTe thickness on efficiency of CdTe solar cells [17].
Moreover, published researches indicate that the thickness of CdTe which acts as an absorber layer in CdTe/CdS solar cells, is a substantial parameter. Thinner CdTe absorber layer could prevent a significant downfall of the short-circuit current density. Hence, achieving the proper experimental condition which leads to the growth of a layer with minimum thickness and desirable properties as well as reasonable production cost and overcome the tellurium insufficiency is required. However, decreasing the thickness causes some problems such as weaker crystalline structure and non-uniform surface with voids and pinholes.
Here, we report our results on CdTe thin films deposition by changing RF magnetron sputtering power and deposition time, and the physical characterization to enhance the CdTe film with desired thickness and properties. Our films are proposed for use as p-type semiconductor absorber layers for CdTe/CdS thin film solar cells, in combination with window layer of CdS. The physical properties of the films such as structural, morphological, optical and electrical were investigated by X-ray diffractometer (XRD), atomic force microscopy (AFM) and spectrophotometer, respectively.
Experimental
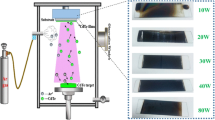
CdTe thin films were deposited by RF magnetron sputtering setup on a glass substrate with a CdTe target (purity of 99.9999 %). Surface contaminations of the substrate were cleaned ultrasonically with acetone and methanol for 15 min, respectively, and dried by nitrogen gas instantly before the deposition. Figure 1 is a schematic of the magnetron sputtering setup used in these experiments. This sputtering system can simultaneously accommodate up to 4 targets, which makes it an ideal setup for developing thin film solar cells, without breaking the high vacuum.

Schematic of RF magnetron sputtering
In this work, RF sputtering was performed, investigating the effect of two different parameters of RF power and deposition time. For all the depositions, the chamber was pumped to base pressure of 8 × 10−6 Torr by two pumps of rotary and turbo, and then by introducing Ar flow, working pressure was set at 2 × 10−2 Torr. The distance between target and substrate was kept at 7 cm. The CdTe target was pre-sputtered for 15 min to remove impurities before performing the depositions. The RF power was changed from 50 to 150 W and the deposition time was varied from 5 to 15 min. The thicknesses of the films were measured with Dektak3 profilometer, and the structural properties of the films were studied by XRD (Stoe, X’pert PRO), using Cu k α irradiation. The morphological properties were investigated by AFM (Park scientific instruments atou probe cp), and UV–VIS–NIR spectrophotometer (Cary 500 scan) was used to study the optical characteristics of the films.
Results and discussion
Effect of deposition time
Figure 2 shows the XRD patterns of the films deposited on a glass, at different sputtering times of 5, 10, and 15 min. All XRD patterns of the films could be indexed based on the zinc blende cubic phase of CdTe. It was observed from Fig. 2 that three reflections of (111), (220) and (311) cubic CdTe could be identified in the XRD pattern of the film grown on the glass substrate at 5 min deposition time, indicating the emergence of crystallization. The background was due to the amorphous glass substrate. Films prepared for a longer time of 10 min and 15 min possessed better crystallinity. Their XRD patterns exhibit higher preferential orientation at 2θ = 23.922° corresponding to the (111) reflection of the cubic CdTe. The fact that the XRD spectra of films deposited for longer time are dominated by the (111) reflection, is probably due to an increased diffusivity of atoms in the substrate, which allows the deposition on the (111) plane to occur easily, since the (111) plane has a lower surface energy than the (220) and (311) planes during the growth of nanocrystalline CdTe films [18, 19]. Using the full-width at half-maximum (FWHM) of the (111) diffraction peak of the XRD patterns, we calculated the grain sizes of the films using the Debye–Scherrer formula D = 0.9 λ/β cosθ, where λ is the wavelength of the X-ray radiation, β is the FWHM of the peak and θ is the Bragg angle [20]. The calculation results and some other data of films are given in Table 1. It was found that increasing the deposition time results in the higher crystallinity, thicker and larger grain size sample. The increase of the grain size could be attributed to the improvement of crystallinity and an increase in the cluster formation, which leads to agglomeration of small grains. These agglomerated grains coalesce together resulting in the larger grains formation with better crystallinity.

XRD spectra for the samples deposited at various deposition times of 5, 10 and 15 min on the glass substrate
Figure 3 shows AFM images of CdTe thin films deposited at different deposition times. The films surface are formed by small rounded grains; observed for most of the sputtered materials [21, 22]. The roughness of the films deposited at different deposition times are given in Table 1. It is observable that roughness increases from 2.04 to 2.99 nm, which is predictable since the film thicknesses increase by increasing the deposition time. According to the scaling law, during the growing process, an increase of the film thickness corresponds to an increase of the grain size until saturation [23].

AFM images of CdTe thin films deposited at various deposition times of a 5, b 10 and c 15 min
This behavior can be understood as follows: The atoms are adsorbed on the surface after arriving to the substrate. Adsorbed atoms move over the glass substrate interacting and forming the clusters. Cluster’s collided with the adsorbed species and achieves certain size which results in thermodynamic stability. This behavior happens when the nucleation barrier is overcome. The nucleus size becomes larger, until a saturation nucleation density causes the layers formation. By increasing the number of deposition layers, film becomes thicker and grain size and the roughness increase.
The spectral dependence of the optical transmittance (T) and reflectance (R) of the investigated samples can be obtained using double-beam spectrophotometer. The variation of absolute value of T and R against wavelength is shown in Fig. 4a, b for the CdTe films grown at 5, 10 and 15 min deposition times. Increase in the deposition time to 15 min results in increasing the transmission of the film as a result of higher degree of crystallinity.

a Transmission and b reflection spectra of CdTe thin films deposited at various deposition times of a 5, b 10 and c 15 min
Band gaps of the CdTe films are calculated from Fig. 5, which shows dependence of the absorption coefficient α (h \(\upsilon\)) as a function of photon energy and are given in Table 1. The absorption coefficient can be obtained from the experimentally measured values of R and T in a strong absorption region according to the following expression [24]:
where d is the sample thickness. It is known that, in the vicinity of the fundamental absorption edge, for allowed direct band-to-band transitions, neglecting exciton effects, the absorption coefficient is described by
where K is the characteristic parameter (independent of photon energy) for respective transitions [25], h \(\upsilon\) denotes photon energy, E opt g is optical energy gap and m is the number which characterizes the transition process. The values of the band gap for the CdTe films grown at various deposition times of 5, 10 and 15 min are given in Table 1. It is found that the band gap values increase from 1.47 to 1.75 eV by increasing the deposition time from 5 to 15 min. This can be explained by higher degree of crystallinity of the films at 15 min deposition time.

Absorption coefficient as a function of photon energy for CdTe thin films deposited at various deposition times of a 5, b 10 and c 15 min
Effect of RF power
To investigate the effect of the RF power on the structure of the CdTe film, the deposition time is fixed at 15 min and the RF power was varied from 50 to 150 W. Figure 6 shows XRD data of these samples. Comparing the XRD spectra of the deposited samples at different RF powers of 50–150 W, it is found that 50 W RF power was not sufficient to form the crystalline layer. By increasing the RF power to 100 W, a sharp peak appears with (111) and low density peak with (311) plane orientations. Intensity of the diffraction peak corresponding to the (111) orientation increases significantly as the RF power increases, where this behavior relates to a better crystallinity of the sample. Chan and Teo [26] attributed this effect to an improved electron mobility promoted by the increase of the kinetic energy of the adatoms sputtered on surface, which is required for obtaining films with high crystalline structure. The crystalline sizes are given in Table 2 which implies that by increasing the RF power, the crystalline size increases from 39.8 to 92.4 nm which is predictable by sharpening of the (111) peak as a result of higher crystallinity.

XRD spectra for the samples deposited at various RF powers of 50, 100 and 150 W
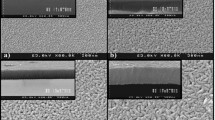
Moreover, from Table 2, thicknesses of the films deposited at 50, 100 and 150 W are measured to be 100, 180 and 400 nm, respectively. Profilometer results suggest that by increasing the RF power, more reactants with higher energy are produced which can result in a thicker layer.
To study the surface features of CdTe films, it is necessary to measure the main surface roughness parameters of the films, namely the root mean square (RMS) and average. Figure 7 shows the 2D-AFM images of the CdTe samples grown at different RF powers. As it can be seen, the grain sizes become larger by increasing the RF power to 150 W. The values of the RMS surface roughness are given in Table 2 which are 1.75, 2.11 and 2.37 nm for the CdTe samples deposited at RF powers of 50, 100 and 150 W, respectively. Therefore, the value of RMS of the thin films increased with increasing the RF power, which may be due to the fact that smaller grains at lower RF power tend to form bigger clusters at higher RF power. As a result, thin films also become rougher with increasing the RF power, which is in good agreement with XRD data. Therefore, this can be explained by increasing the crystallinity and the crystalline sizes with increasing the RF power.

AFM images of CdTe thin films deposited at various RF powers of a 50, b 100 and c 150 W
The variation of absolute value of T and R against wavelength is shown in Fig. 8a, b for the CdTe films grown at 50, 100 and 150 W RF powers. The absorption edge is found to be shifted toward higher wavelength with increasing the RF power and red-shift is observed. Band gaps are calculated from Fig. 9 as discussed in previous section, and the values of band gap are given in Table 2, and consequently, approximately linear nature of the plot is observed which indicated the presence of direct optical transition. We found that by increasing the RF power from 50 to 150 W, the optical energy band gap of the CdTe thin films also varied from 1.25 to 1.61 eV.

a Transmission and b reflection spectra of CdTe thin films deposited at various RF powers of a 50, b 100 and c 150 W

Absorption coefficient as a function of photon energy for CdTe thin films deposited at different RF powers of a 50, b 100 and c 150 W
When the RF power increases, the energy of the plasma generates significant amounts of reactants, which may lead to higher thickness and roughness of the films. Increasing the value of the band gap also may be understood as a result of crystallinity improvement at higher RF powers.
Conclusions
As it was mentioned earlier, tuning the CdTe film thickness with proper physical properties, as an absorber layer for solar cell based second generation applications, is still a challenge. Therefore, optimizing the experimental conditions to enhance the properties of this layer is important. In this research work, CdTe thin films were deposited on the soda lime glass substrates by RF magnetron sputtering system, and the influence of the two experimental parameters of the deposition time and the RF power were examined on the physical properties such as: crystalline structure, morphology, and the band gap. The CdTe crystallinity was observed to improve with increasing the RF power and the deposition time, and the zinc blende cubic structure with preferred orientation of (111) for both variables detected. The optical energy band gap of the CdTe films deposited at higher deposition time and RF powers results in greater values which is attributed to the crystallinity improvement. The film roughness was also found to be dependent on the RF power and the deposition time as observed from the AFM results.
References
Lovric, J., Bazzi, H., Cuie, Y., Fortin, G.A., Winnik, F., Maysinger, D.: J. Mol. Med. 83, 377–385 (2005)
Medintz, I.L., Uyeda, H.T., Goldman, E.R., Mattoussi, H.: Nat. Mater. 4, 435–446 (2005)
Alivisatos, P.: Nat. Biotechnol. 22, 47–52 (2004)
Li, H., Qu, F.: Chem. Mater. 19, 4148–4154 (2007)
Powell, R.C., Jayamaha, U., Dorer, G., McMaster, H.: Proceeding of 15th NREL/SNL PV Program Review Meeting, pp. 31–37 (1998)
Bonnet, D., Harr, M.: Proceeding of 2nd World Conference on PVSEC, pp. 397–402 (1998)
Albright, S.P., Ackerman, B., Jordan, J.: IEEE Trans. Electron Devices 37, 434–437 (1990)
Ohyama, H.: A seminar titled. Characterization of CdS Thin-Film in High-Efficiency CdS/CdTe Solar Cells. NREL (2000)
Cunningham, D.W., Davies, K., Grammond, L., Healy, J., Mopas, E., Connor, N.O., Rubcich, M., Sadeghi, M., Skinner, D., Trumbly, T.: 16th European PVSEC (2000)
McCandless, B.E., Sites, J.R.: Handbook of photovoltaic science and engineering, chapter 14, Ltd ISBN: 0-471-49196-9 (2003)
Sze, S.M.: Physics of semiconductor devices, 2nd edn. Wiley, Amsterdam (1981)
Bosio, A., Romeo, N., Mazzamuto, S., Canevari, V.: Prog. Cryst. Growth Charact. Mater. 52, 247–279 (2006)
Afzaal, M., O’Brien, P.: J. Mater. Chem. 16, pp. 1597–1602 (2006)
Park, Y., Lee, S., Yi, J., Choi, B.D., Kim, D., Lee, J.: Thin Solid Films 546, 337–341 (2013)
Chander, S., Dhaka, M.S.: Phys. E 76, 52–59 (2016)
Krishnakumar, V., Barati, A., Schimper, H.J., Klein, A., Jaegermann, W.: Thin Solid Films 535, 233–236 (2013)
Salavei, A., Rimmaudo, I., Piccinelli, F., Romeo, A.: Thin Solid Films 535, 257–260 (2013)
Uda, H., Ikegami, S., Sonomura, H.: Sol. Energy Mater. Sol. Cells 35, 293–298 (1994)
Skafarman, W.N., Birkmire, R.W., Fardig, D.A., McCandless, B.E., Mondal, A., Phillips, J.E., Varrin, R.D.: Solar Cells 30, 61 (1991)
Klug, H.P., Alexander, L.E.: X-ray diffraction procedures. Wiley, NewYork (1954)
Kundu, S., Hazra, S., Banerjee, S., Sanyal, M.K., Mandal, S.K., Chaudhuri, S., Pal, A.K.: J. Phys. D Appl. Phys. 31, L73–L77 (1998)
Moutinho, H.R., Hasoon, F.S., Abulfotuh, F., Kazmerski, L.L.: J. Vac. Sci. Technol. A 13, 2877–2883 (1995)
Smith, S., Dhere, R., Gessert, T., Stradins, P., Wang, T., Mascarenhas, A.: DOE solar energy technologies conference paper NREL/CP-590-37037, Denver Colorado, 1–2 (2004)
Kastner, M.: Phys. Rev. Lett. 28, 355 (1972)
Pankove, J.I.: Optical processes in semiconductors, p. 44. Dover, New York (1971)
Chan, K.Y., Teo, B.S.: Microelectron. J. 38, 60–62 (2007)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Ghorannevis, Z., Akbarnejad, E. & Ghoranneviss, M. Effects of various deposition times and RF powers on CdTe thin film growth using magnetron sputtering. J Theor Appl Phys 10, 225–231 (2016). https://doi.org/10.1007/s40094-016-0219-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40094-016-0219-7